
Tribological Properties of Composites Based on Single-Component Powdered Epoxy Matrix Filled with Graphite

 , , , , ,
, , , , ,
Abstract
:1. Introduction
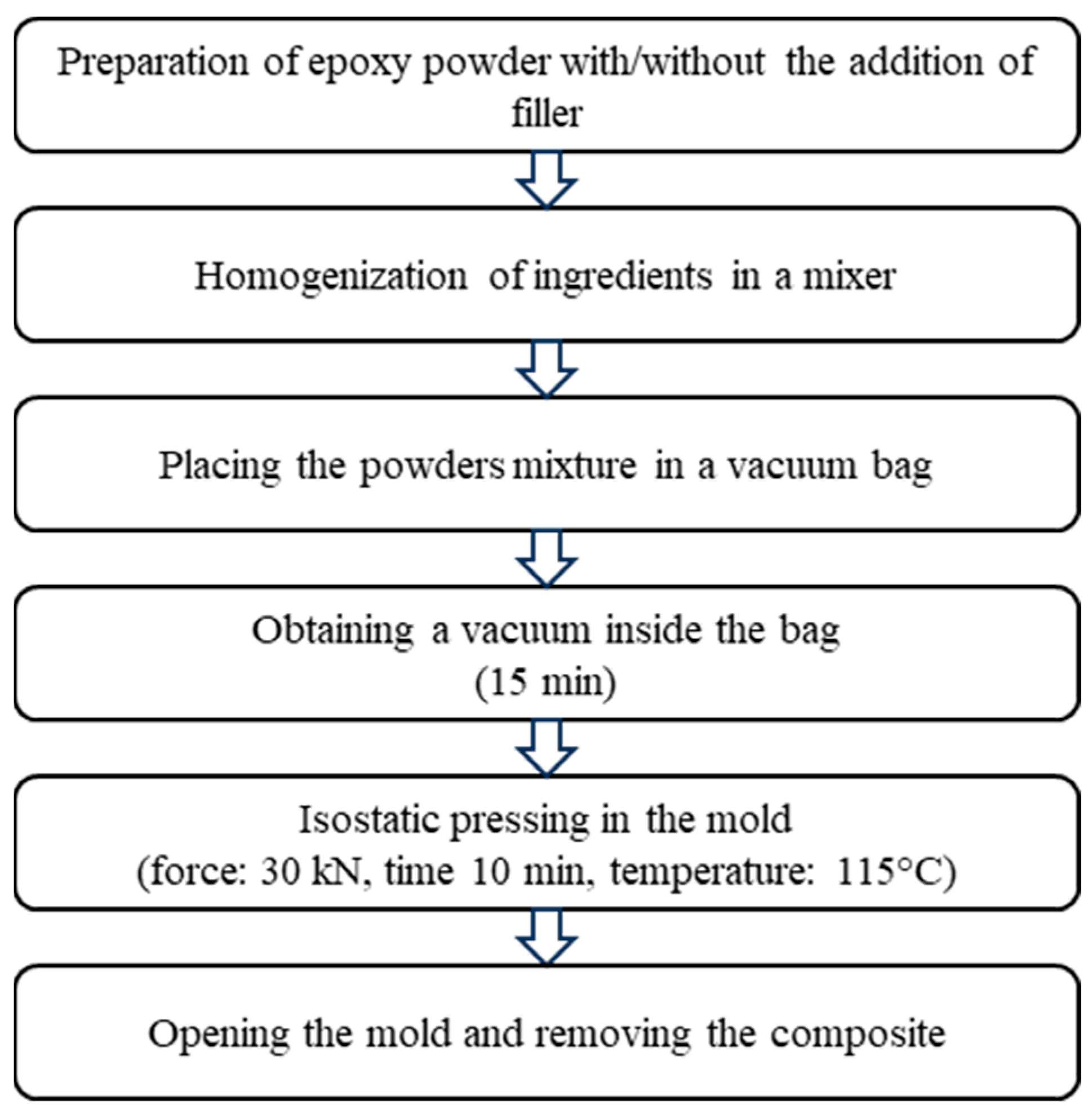
2. Materials and Methods
3. Results and Discussion
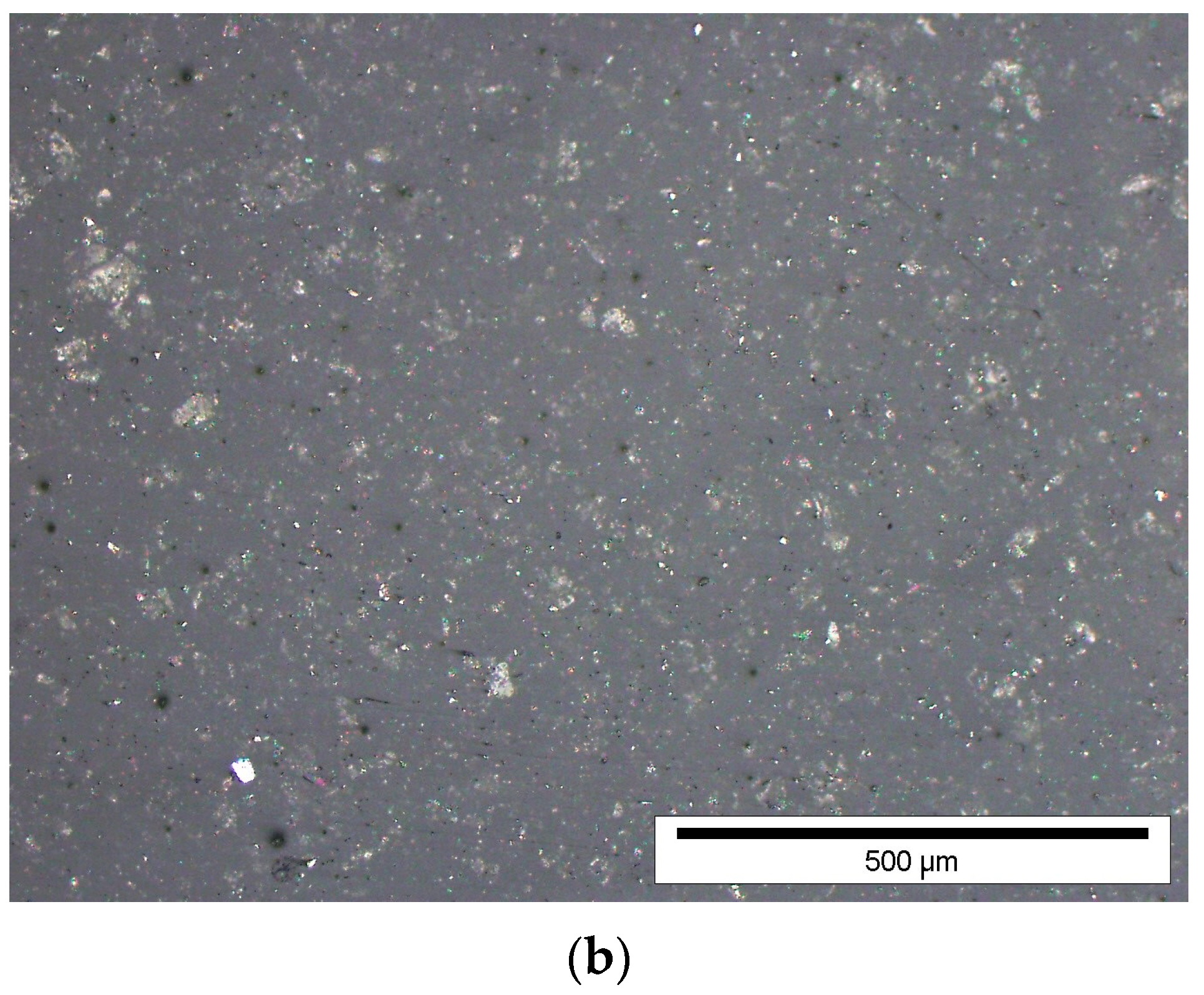
3.1. Cross-Sectional Analysis of Materials and Quantitative Evaluation
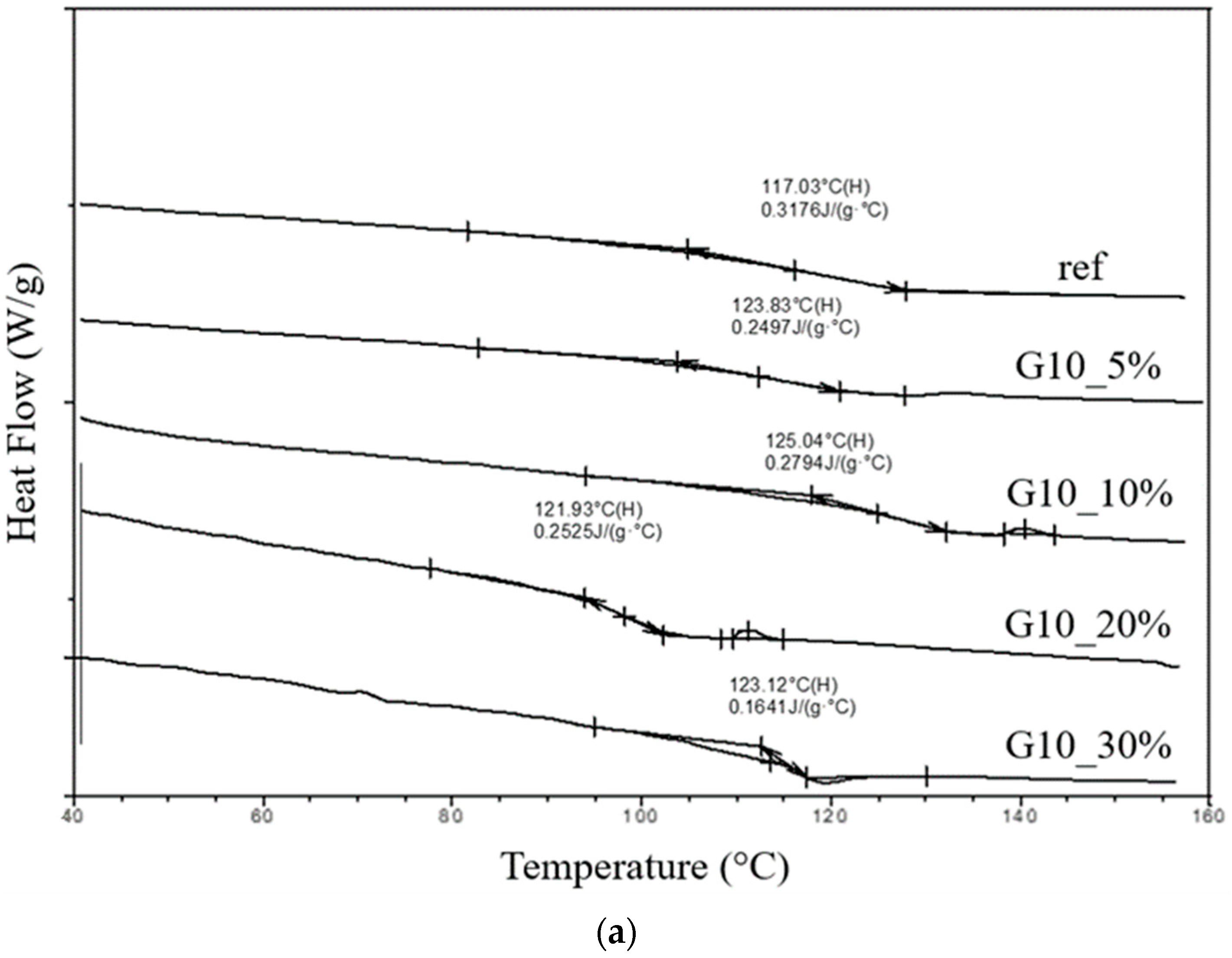
3.2. Glass Transition Temperature Examination
3.3. Hardness
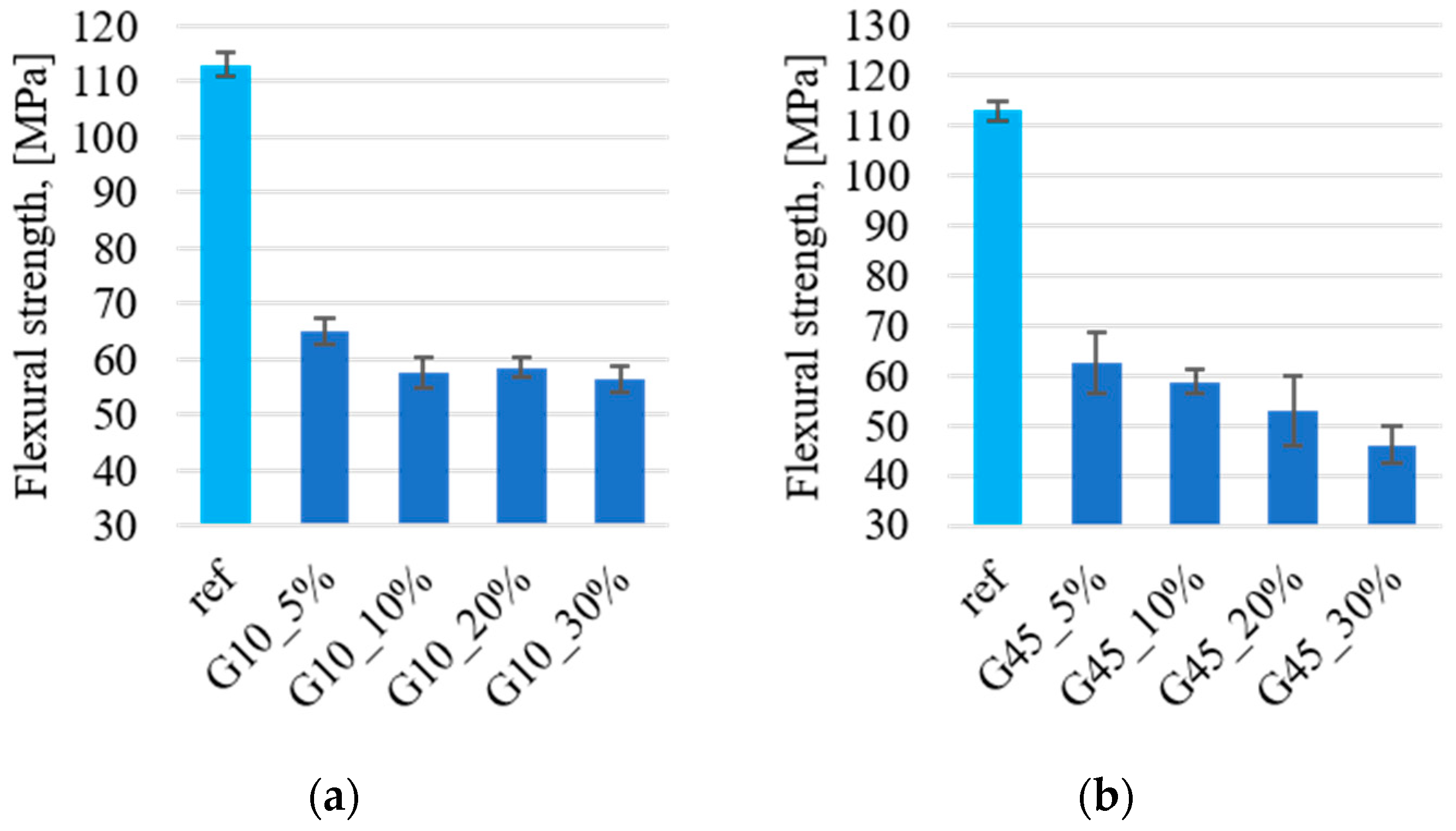
3.4. Mechanical Properties
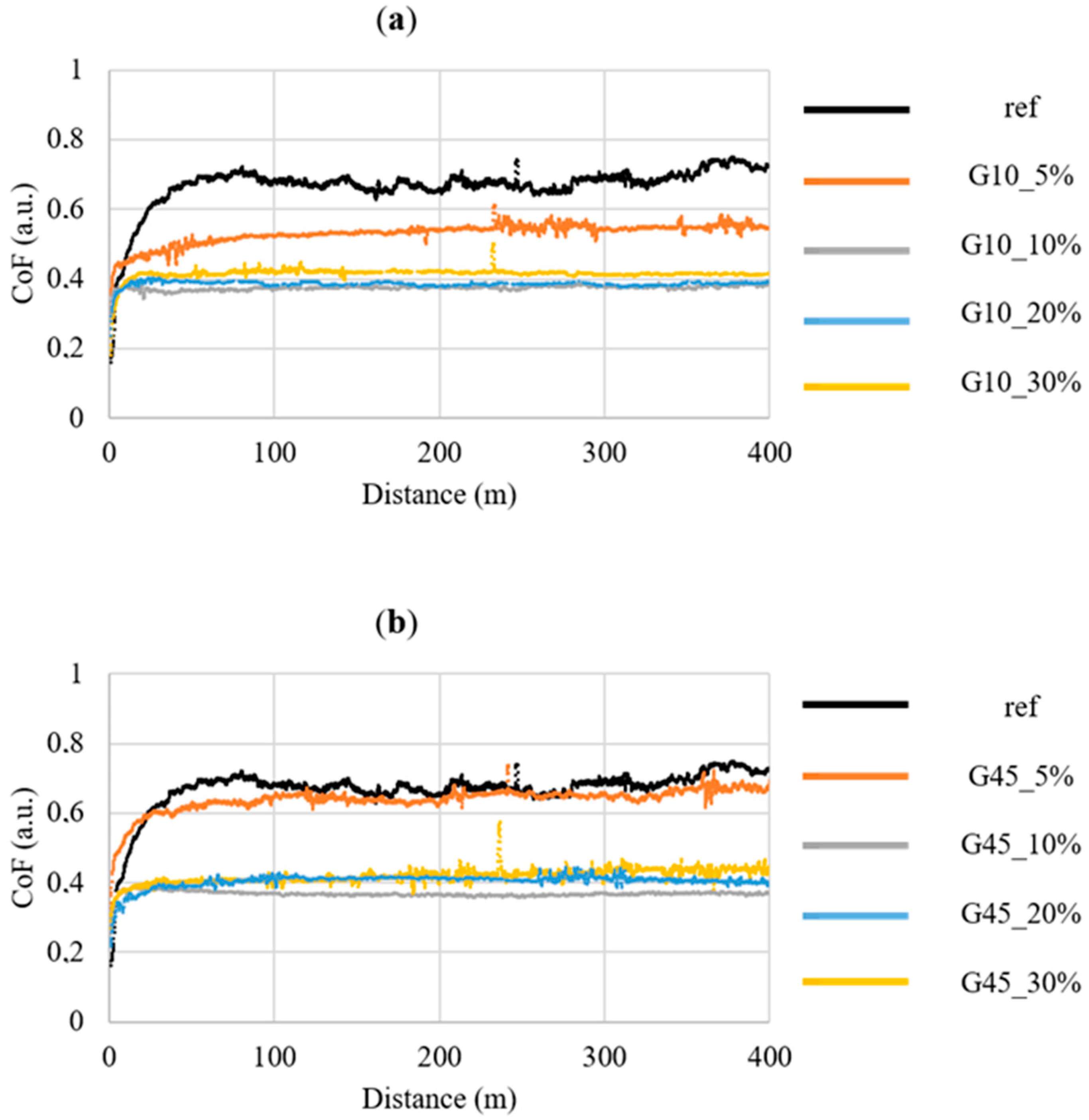
3.5. Tribological Results
4. Conclusions
- single-component epoxy powders allow the introduction of more graphite fillers than in the case of formerly investigated liquid resins—in liquid epoxy resin, the addition of 20% by weight of graphite was the limit;
- single-component epoxy powders allow manufacturing products at shorter time periods in comparison with the liquid resins, which is a big advantage when implementing the technology for large-scale production;
- the addition of graphite increases the glass transition temperature (Tg). The unfilled epoxy matrix shows Tg at 117 °C, whilst the composites with graphite show Tg at average 122–127 °C, which probably results from the limited mobility of polymer chains after the introduction of the graphite filler;
- graphite with a particle size of 10 μm leads to an increase in the hardness of the composite, while particles with a size of 45 μm do not lead to similar changes, which is largely due to the lesser number of particles in the same mass, which affects the interaction between the matrix and the filler;
- the addition of graphite, irrespective of the weight fraction and particle size, impacts the flexural strength, leading to a reduction of approximately 50%;
- the addition of graphite at 10, 20, 30% by weight leads to a reduction in the friction coefficient by approximately 40–45% and a reduction in abrasive wear, which results from the effective formation of transfer film on the material;
- 5% weight addition of graphite is insufficient for the effective creation of transfer film, which is manifested by a high friction coefficient and significant abrasive wear;
- the manufactured composites with a graphite filler weight addition of 10–30% have properties typical of self-lubricating materials, where graphite acts as a solid lubricant. These materials can be effectively used in the manufacturing of self-lubricating plain bearings, friction tracks, or bearing shells.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Joshi, A.G.; Bharath, K.N.; Basavarajappa, S. Recent progress in the research on natural composite brake pads: A comprehensive review. Tribol.-Mater. Surf. Interfaces 2023, 17, 237–259. [Google Scholar] [CrossRef]
- Szymański, P.; Czarnecka-Komorowska, D.; Gawdzińska, K.; Trubas, A.; Kostecka, E. A review of composite materials used in brake disc pad manufacturing process. Compos. Theory Pract. 2020, 20, 60–66. [Google Scholar]
- Posmyk, A.; Myalski, J. Composite Material with Cast Iron Matrix Designed for Brake Systems of Technical Means of Transport. Tribologia 2022, 3, 79–86. [Google Scholar] [CrossRef]
- Colas, G.; Saulot, A.; Michel, Y.; Filleter, T.; Merstallinger, A. Experimental analysis of friction and wear of self-lubricating composites used for dry lubrication of ball bearing for space applications. Lubricants 2021, 9, 38. [Google Scholar] [CrossRef]
- Rodiouchkina, M.; Lind, J.; Pelcastre, L.; Berglund, K.; Rudolphi, Å.K.; Hardell, J. Tribological behaviour and transfer layer development of self-lubricating polymer composite bearing materials under long duration dry sliding against stainless steel. Wear 2021, 484, 204027. [Google Scholar] [CrossRef]
- Rahmanian, S.; Suraya, A.R.; Shazed, M.A.; Zahari, R.; Zainudin, E.S. Mechanical characterization of epoxy composite with multiscale reinforcements: Carbon nanotubes and short carbon fibers. Mater. Des. 2014, 60, 34–40. [Google Scholar] [CrossRef]
- Królikowski, W. Polimerowe Kompozyty Konstrukcyjne; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2012. [Google Scholar]
- Ouyang, J.H.; Li, Y.F.; Zhang, Y.Z.; Wang, Y.M.; Wang, Y.J. High-temperature solid lubricants and self-lubricating composites: A critical review. Lubricants 2022, 10, 177. [Google Scholar] [CrossRef]
- Zhang, W.; Qi, X.; Yan, X.; Dong, Y.; Liu, C.; Fan, B. Effects of nickel shell microcapsules and short fibers on polyamide 6-matrix composites: Thermal, surface wetting, mechanical, and tribological properties. Polym. Compos. 2022, 43, 7074–7085. [Google Scholar] [CrossRef]
- Kumar, R.; Hussainova, I.; Rahmani, R.; Antonov, M. Solid lubrication at high-temperatures—A review. Materials 2022, 15, 1695. [Google Scholar] [CrossRef]
- Bijwe, J.; Kumar, K.; Panda, J.N.; Parida, T.; Trivedi, P. Design and development of high performance tribo-composites based on synergism in two solid lubricants. Compos. Part B Eng. 2016, 94, 399–410. [Google Scholar] [CrossRef]
- Uvaraja, V.C.; Natarajan, N.; Rajendran, I.; Sivakumar, K. Tribological behavior of novel hybrid composite materials using Taguchi technique. J. Tribol. 2013, 135, 021101. [Google Scholar] [CrossRef]
- Ramesh, B.N.; Suresha, B. Optimization of tribological parameters in abrasive wear mode of carbon-epoxy hybrid composites. Mater. Des. 2014, 59, 38–49. [Google Scholar] [CrossRef]
- Conte, M.; Igartua, A. Study of PTFE composites tribological behavior. Wear 2012, 296, 568–574. [Google Scholar] [CrossRef]
- Vignesh, S.; Jappes, J.T.; Adam, K.M.; Varol, T. Mechanical loading and tribological studies on boron carbide (B4C) and lead (Pb) particles dispersed epoxy-based multilayered composites. Adv. Mater. Sci. Eng. 2022, 2022, 4029882. [Google Scholar] [CrossRef]
- Zhang, Z.Z.; Xue, Q.J.; Liu, W.M.; Shen, W.C. Friction and wear properties of metal powder filled PTFE composites under oil lubricated conditions. Wear 1997, 210, 151–156. [Google Scholar] [CrossRef]
- Buketov, A.V.; Brailo, M.V.; Kobel’nyk, O.S.; Akimov, O.V. Tribological properties of the epoxy composites filled with dispersed particles and thermoplastics. Mater. Sci. 2016, 52, 25–32. [Google Scholar] [CrossRef]
- Şahin, Y.; Patrick, D.B. Effects of nano-Al2O3 and PTFE fillers on tribological property of basalt fabric-reinforced epoxy composites. Tribol.-Mater. Surf. Interfaces 2021, 15, 258–277. [Google Scholar] [CrossRef]
- Balaji, S.; AB, M.A.N. Tribological performance of graphene/graphite filled phenolic composites—A comparative study. Compos. Commun. 2019, 15, 34–39. [Google Scholar] [CrossRef]
- Valente, C.A.G.S.; Boutin, F.F.; Rocha, L.P.C.; do Vale, J.L.; da Silva, C.H. Effect of graphite and bronze fillers on PTFE tribological behavior: A commercial materials evaluation. Tribol. Trans. 2020, 63, 356–370. [Google Scholar] [CrossRef]
- Salem, A.; Guezmil, M.; Bensalah, W.; Mezlini, S. Tribological behavior of molybdenum disulphide particles-high density polyethylene composite. Mater. Res. Express 2019, 6, 075402. [Google Scholar] [CrossRef]
- Ren, Z.; Yang, Y.; Lin, Y.; Guo, Z. Tribological properties of molybdenum disulfide and helical carbon nanotube modified epoxy resin. Materials 2019, 12, 903. [Google Scholar] [CrossRef] [PubMed]
- Chan, J.X.; Wong, J.F.; Petrů, M.; Hassan, A.; Nirmal, U.; Othman, N.; Ilyas, R.A. Effect of nanofillers on tribological properties of polymer nanocomposites: A review on recent development. Polymers 2021, 13, 2867. [Google Scholar] [CrossRef] [PubMed]
- Keresztes, R.; Odrobina, M.; Nagarajan, R.; Subramanian, K.; Kalacska, G.; Sukumaran, J. Tribological characteristics of cast polyamide 6 (PA6G) matrix and their composite (PA6G SL) under normal and overload conditions using dynamic pin-on-plate system. Compos. Part B Eng. 2019, 160, 119–130. [Google Scholar] [CrossRef]
- He, Y.; Lin, B.; Wang, Y.; Zhao, F.; Ning, G.; Bao, X.; Sui, T. Effect of homologous molecular crosslinking on the tribological properties of PTFE composites. Polym. Compos. 2023, 44, 5132–5147. [Google Scholar] [CrossRef]
- Fan, L.; Cao, J.; Suo, X.; Liu, L.; Xu, H.; Wang, S. The tribological properties of polyimide/polyamide imide/epoxy coating filled by WS2 and ZnO under dry, water, and sediment conditions. J. Macromol. Sci. Part B 2024, 63, 242–259. [Google Scholar] [CrossRef]
- Song, J.; Yu, Y.; Zhao, G.; Qiu, J.; Ding, Q. Improved tribological properties of polyimide composites by micro–nano reinforcement. J. Appl. Polym. Sci. 2019, 136, 47900. [Google Scholar] [CrossRef]
- Kumar, R.M.; Sharma, S.K.; Kumar, B.M.; Lahiri, D. Effects of carbon nanotube aspect ratio on strengthening and tribological behavior of ultra high molecular weight polyethylene composite. Compos. Part A Appl. Sci. Manuf. 2015, 76, 62–72. [Google Scholar] [CrossRef]
- Wu, Y.; Dong, C.; Yuan, C.; Bai, X.; Zhang, L.; Tian, Y. MWCNTs filled high-density polyethylene composites to improve tribological performance. Wear 2021, 477, 203776. [Google Scholar] [CrossRef]
- Sathishkumar, S.; Jawahar, P.; Chakraborti, P. Influence of carbonaceous reinforcements on mechanical and tribological properties of PEEK composites—A review. Polym.-Plast. Technol. Mater. 2022, 61, 1367–1384. [Google Scholar] [CrossRef]
- Posmyk, A.; Myalski, J. Coatings protecting against aviation piston engine seizure. Wear 2023, 518, 204627. [Google Scholar] [CrossRef]
- Kumar, J.N.; Rao, P.S.; Reddy, K.J. Tribological behaviour of phenolic formaldehyde polymer matrix composite reinforced with fly-ash and silicon carbide. Mater. Today Proc. 2023, 92, 1074–1080. [Google Scholar] [CrossRef]
- Parikh, H.H.; Gohil, P.P. Tribology of fiber reinforced polymer matrix composites—A review. J. Reinf. Plast. Compos. 2015, 34, 1340–1346. [Google Scholar] [CrossRef]
- Baig, M.M.A.; Samad, M.A. Epoxy\epoxy composite\epoxy hybrid composite coatings for tribological applications—A review. Polymers 2021, 13, 179. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, M.M.; El-Tayeb, N.S.M.; Shazly, M.; El-Sayed Seleman, M.M. An experimental study on the effect of graphite microparticles on the mechanical and tribological properties of epoxy matrix composites. Funct. Compos. Mater. 2024, 5, 2. [Google Scholar] [CrossRef]
- Yang, S.; Huo, S.; Wang, J.; Zhang, B.; Wang, J.; Ran, S.; Fang, Z.; Song, P.; Wang, H. A highly fire-safe and smoke-suppressive single-component epoxy resin with switchable curing temperature and rapid curing rate. Compos. Part B Eng. 2021, 207, 108601. [Google Scholar] [CrossRef]
- Yang, B.; Mao, Y.; Zhang, Y.; Bian, G.; Zhang, L.; Wei, Y.; Jjang, Q.; Qiu, Y.; Liu, W. A novel liquid imidazole-copper (II) complex as a thermal latent curing agent for epoxy resins. Polymer 2019, 178, 121586. [Google Scholar] [CrossRef]
- Huo, S.; Yang, S.; Wang, J.; Cheng, J.; Zhang, Q.; Hu, Y.; Ding, G.; Zhang, Q.; Song, P.; Wang, H. A liquid phosphaphenanthrene-derived imidazole for improved flame retardancy and smoke suppression of epoxy resin. ACS Appl. Polym. Mater. 2020, 2, 3566–3575. [Google Scholar] [CrossRef]
- NEMpreg. Available online: https://neweramaterials.com/en/products/nempreg (accessed on 16 May 2024).
- Smoleń, J.; Olesik, P.; Stępień, K.; Mikuśkiewicz, M.; Myalska-Głowacka, H.; Kozioł, M.; Gawron, A.; Godzierz, M. The Influence of Graphite Filler on the Self-Lubricating Properties of Epoxy Composites. Materials 2024, 17, 1308. [Google Scholar] [CrossRef]
- ISO 178:2019; Plastics—Determination of Flexural Properties. ISO: Geneva, Switzerland, 2019.
- Veeramallu, K.; Krishna, A.G. Enhanced Wear and Corrosion Performance of Stainless Steel 316L with Addition of Different Weight Percentages of GNP. Compos. Theory Pract. 2024, 1, 25–32. [Google Scholar] [CrossRef]
- Yang, Z.; McElrath, K.; Bahr, J.; D’Souza, N.A. Effect of matrix glass transition on reinforcement efficiency of epoxy-matrix composites with single walled carbon nanotubes, multi-walled carbon nanotubes, carbon nanofibers and graphite. Compos. Part B Eng. 2012, 43, 2079–2086. [Google Scholar] [CrossRef]
- Jana, S.; Zhong, W.-H. Curing characteristics of an epoxy resin in the presence of ball-milled graphite particles. J. Mater. Sci. 2009, 44, 1987–1997. [Google Scholar] [CrossRef]
- Jia, W.; Tchoudakov, R.; Narkis, M.; Siegmann, A. Performance of expanded graphite and expanded milled-graphite fillers in thermosetting resins. Polym. Compos. 2005, 26, 526–533. [Google Scholar] [CrossRef]
- Bashir, M.A.; Jakobsen, M.G.; Farstad, V.B. The effect of extender particle size on the glass transition temperature of model epoxy coatings. Polymers 2020, 12, 196. [Google Scholar] [CrossRef]
- Sathees Kumar, S.; Kanagaraj, G. Investigation on mechanical and tribological behaviors of PA6 and graphite-reinforced PA6 polymer composites. Arab. J. Sci. Eng. 2016, 41, 4347–4357. [Google Scholar] [CrossRef]
- ElFaham, M.M.; Alnozahy, A.M.; Ashmawy, A. Comparative study of LIBS and mechanically evaluated hardness of graphite/rubber composites. Mater. Chem. Phys. 2018, 207, 30–35. [Google Scholar] [CrossRef]
- Yang, J.; Tian, M.; Jia, Q.-X.; Zhang, L.-Q.; Li, X.-L. Influence of graphite particle size and shape on the properties of NBR. J. Appl. Polym. Sci. 2006, 102, 4007–4015. [Google Scholar] [CrossRef]
- García, P.G.; Ramírez-Aguilar, R.; Torres, M.; Franco-Urquiza, E.A.; May-Crespo, J. Mechanical and thermal behavior dependence on graphite and oxidized graphite content in polyester composites. Polymer 2018, 153, 9–16. [Google Scholar] [CrossRef]
- Debelak, B.; Lafdi, K. Use of exfoliated graphite filler to enhance polymer physical properties. Carbon 2007, 45, 1727–1734. [Google Scholar] [CrossRef]
- Gilardi, R. Tribology of graphite-filled polystyrene. Lubricants 2016, 4, 20. [Google Scholar] [CrossRef]
- Xian, G.; Zhang, Z. Sliding wear of polyetherimide matrix composites. Wear 2005, 258, 783–788. [Google Scholar] [CrossRef]
- Samyn, P.; De Baets, P.; Schoukens, G.; Hendrickx, B. Tribological behavior of pure and graphite-filled polyimides under atmospheric conditions. Polym. Eng. Sci. 2003, 43, 1477–1487. [Google Scholar] [CrossRef]
- Myalski, J.; Godzierz, M.; Olszowska, K.; Szeluga, U.; Pusz, S.; Roskosz, S.; Myalska-Głowacka, H.; Posmyk, A. Glassy Carbon Open-Celled Foams as a Reinforcement in Polymer Matrix Composites Dedicated for Tribological Applications. Materials 2023, 16, 1805. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Weight Addition, [%] | |
|---|---|---|
| Graphite < 10 μm | Graphite < 45 μm | |
| reference 1 | 0 | 0 |
| G10_5% | 5 | 0 |
| G10_10% | 10 | 0 |
| G10_20% | 20 | 0 |
| G10_30% | 30 | 0 |
| G45_5% | 0 | 5 |
| G45_10% | 0 | 10 |
| G45_20% | 0 | 20 |
| G45_30% | 0 | 30 |
| Sample | Area Coverage, [%] |
|---|---|
| reference | 0.00 |
| G10_5 | 5.13 |
| G10_10 | 9.11 |
| G10_20 | 15.52 |
| G10_30 | 20.61 |
| G45_5 | 5.44 |
| G45_10 | 8.98 |
| G45_20 | 16.35 |
| G45_30 | 21.01 |
| Sample | Glass Transition Temperature, [°C] |
|---|---|
| reference | 117.03 |
| G10_5 | 123.83 |
| G10_10 | 125.04 |
| G10_20 | 121.93 |
| G10_30 | 127.54 |
| G45_5 | 126.37 |
| G45_10 | 125.11 |
| G45_20 | 123.53 |
| G45_30 | 121.64 |
| Sample | Dynamic Coefficient of Friction, μ | Standard Deviation of μ | Volume Loss, [cm3] | Mass Loss, [g] |
|---|---|---|---|---|
| reference | 0.67 | 0.03 | 0.0007 | 0.0008 |
| G10_5% | 0.54 | 0.02 | 0.0006 | 0.0007 |
| G10_10% | 0.38 | 0.01 | 0.0002 | 0.0002 |
| G10_20% | 0.42 | 0.02 | 0.0003 | 0.0003 |
| G10_30% | 0.39 | 0.02 | 0.0004 | 0.0004 |
| G45_5% | 0.65 | 0.03 | 0.0011 | 0.0013 |
| G45_10% | 0.37 | 0.01 | 0.0002 | 0.0002 |
| G45_20% | 0.42 | 0.02 | 0.0005 | 0.0006 |
| G45_30% | 0.41 | 0.02 | 0.0006 | 0.0007 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smoleń, J.; Stępień, K.; Mikuśkiewicz, M.; Myalska-Głowacka, H.; Kozioł, M.; Godzierz, M.; Janeczek, H.; Czakiert, J. Tribological Properties of Composites Based on Single-Component Powdered Epoxy Matrix Filled with Graphite. Materials 2024, 17, 3054. https://doi.org/10.3390/ma17133054
Smoleń J, Stępień K, Mikuśkiewicz M, Myalska-Głowacka H, Kozioł M, Godzierz M, Janeczek H, Czakiert J. Tribological Properties of Composites Based on Single-Component Powdered Epoxy Matrix Filled with Graphite. Materials. 2024; 17(13):3054. https://doi.org/10.3390/ma17133054
Chicago/Turabian StyleSmoleń, Jakub, Krzysztof Stępień, Marta Mikuśkiewicz, Hanna Myalska-Głowacka, Mateusz Kozioł, Marcin Godzierz, Henryk Janeczek, and Jan Czakiert. 2024. "Tribological Properties of Composites Based on Single-Component Powdered Epoxy Matrix Filled with Graphite" Materials 17, no. 13: 3054. https://doi.org/10.3390/ma17133054