
Fatigue Strength Assessment of Friction Welds under Consideration of Residual Stress
 , , and
, , and
Abstract
:1. Introduction
- To further investigate the fatigue strength of friction welded joints.
- To determine the influence of residual stress on the fatigue strength.
- To propose a first iteration of a fatigue assessment approach for friction-welded joints with an appropriate safety factor.
2. Materials and Methods
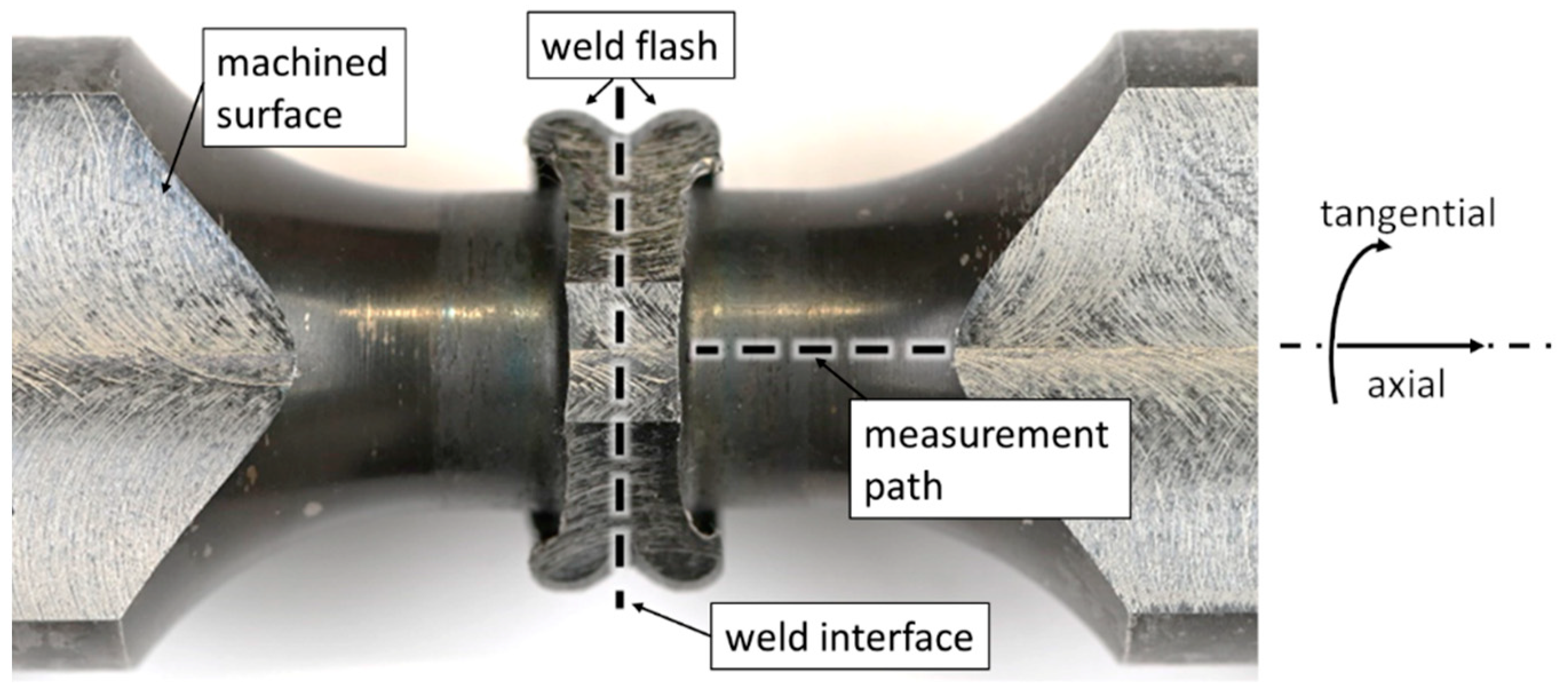
2.1. Friction Welding
2.2. Friction Welding Simulation
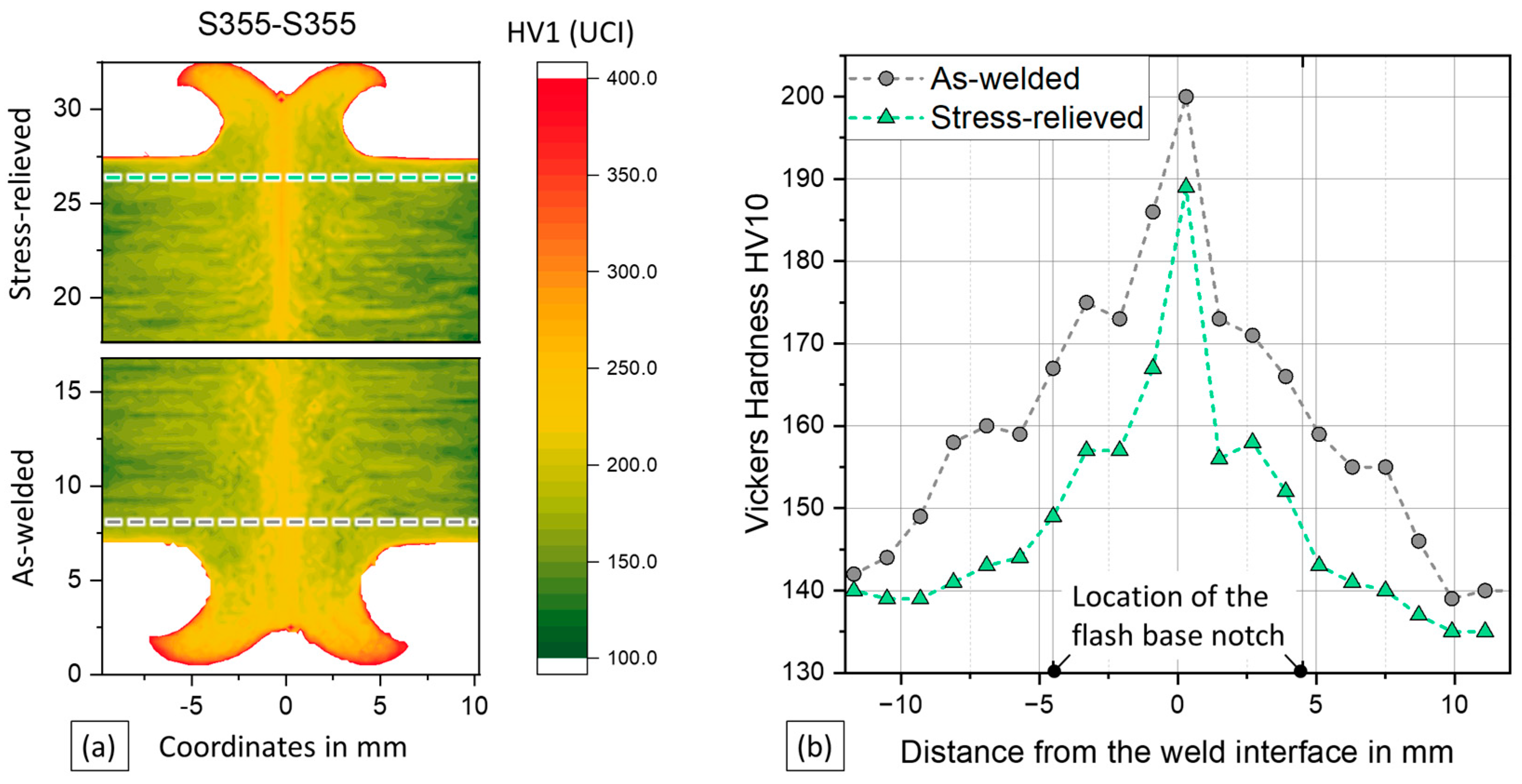
2.3. Hardness and Residual-Stress Measurements
2.4. Fatigue Testing
3. Results
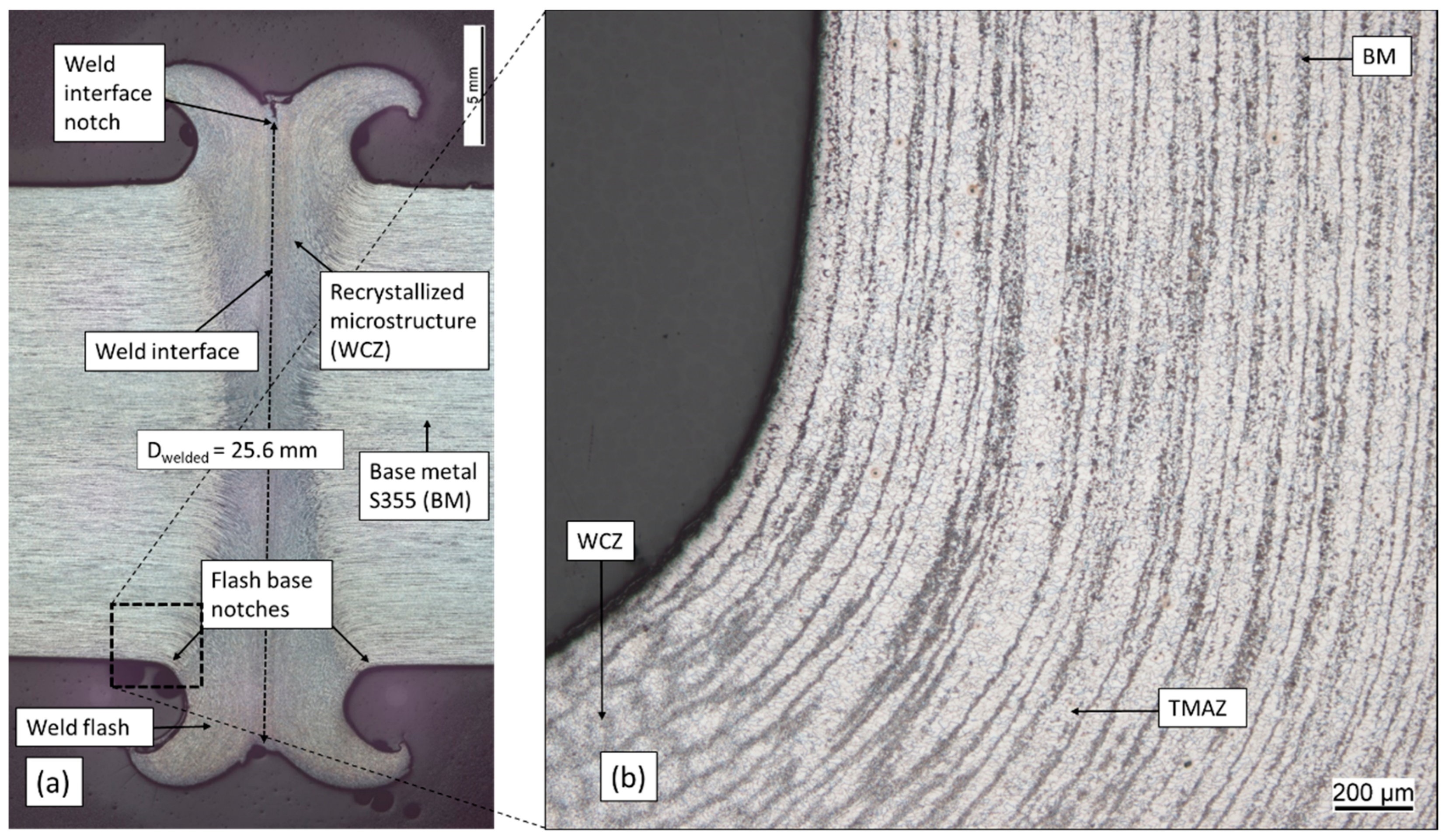
3.1. Characterisation of the Welded Specimens
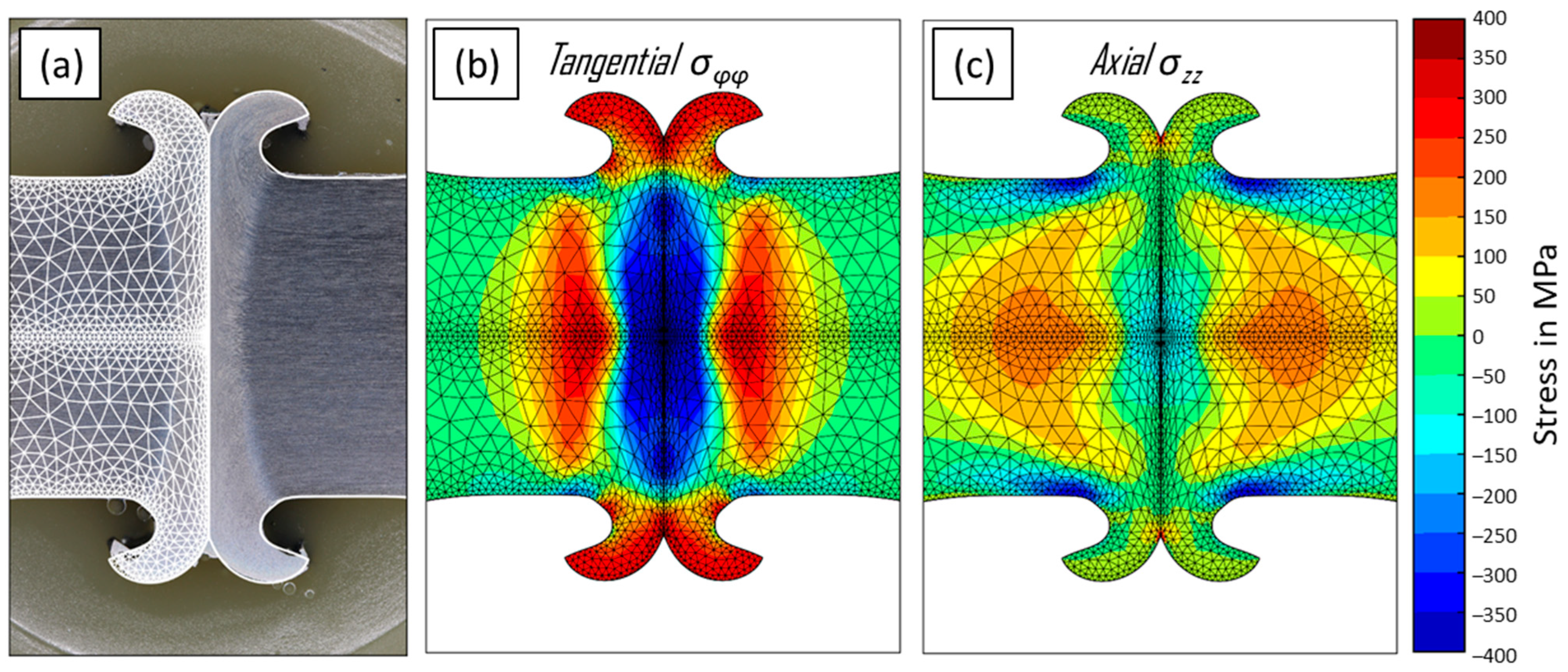
3.2. Welding and Residual-Stress Simulation
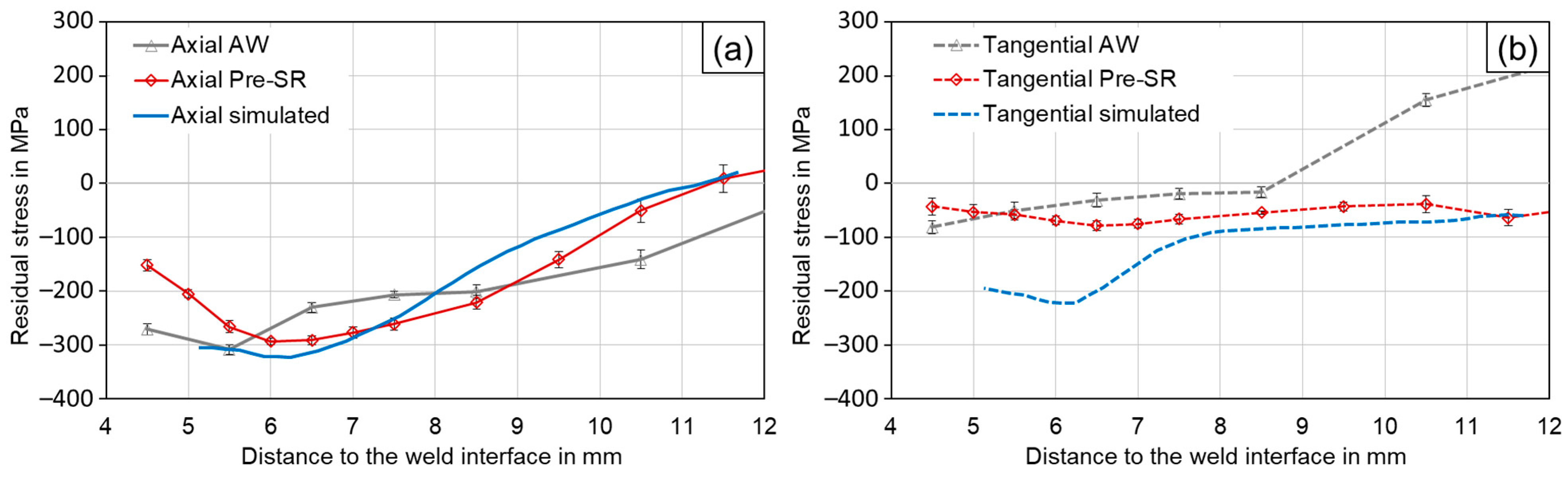
3.3. Residual Stress Measurements
3.4. Fatigue Strength Evaluation
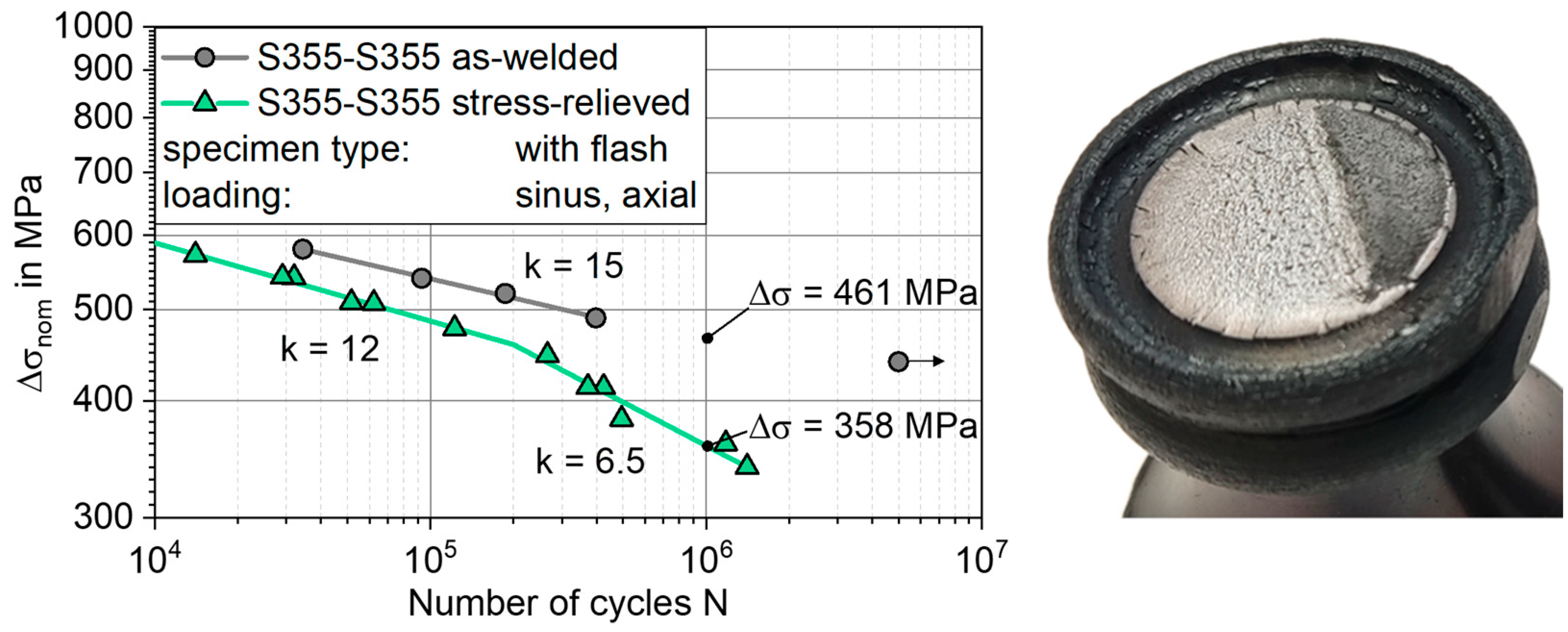
3.4.1. Axial Testing Results
3.4.2. Torsional Testing Results
3.4.3. Summary of Testing
- Failure due to the weld flash base notches;
- Nominal section failure in the base metal or heat-affected zone.
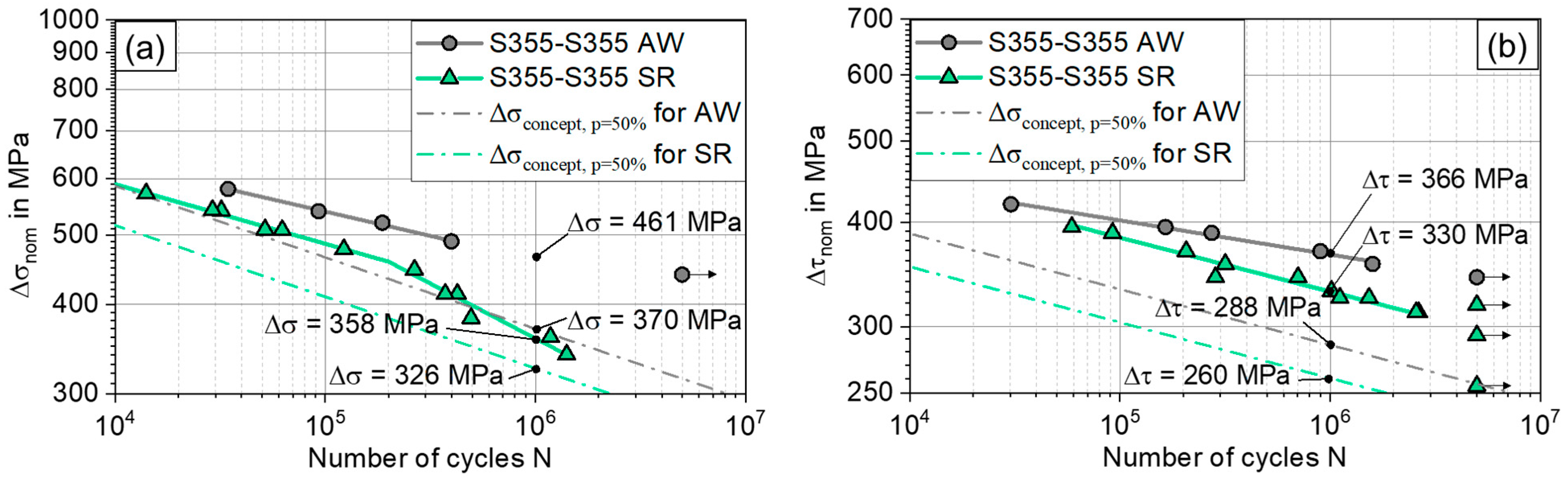
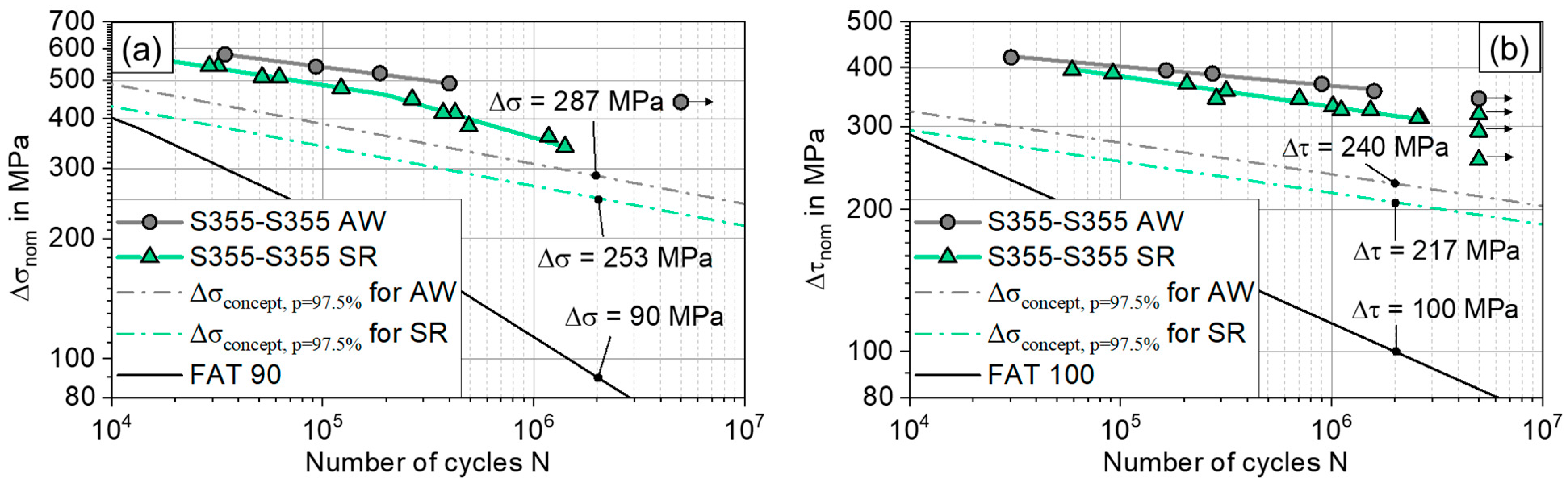
3.5. Assessment Approach
- 3.
- Estimate the base fatigue strength of the material.
- 4.
- Derive a local endurable stress amplitude (at R = −1, N = 106, psurv = 97.5%) via a support effect calculation including local stress gradient, notch sharpness, roughness, base material strength, and surface factors.
- 5.
- Scale the local endurable-stress amplitude to a different R-ratio for residual stress-influence consideration.
- 6.
- Calculate endurable nominal-stress range from the endurable local-stress amplitude.
- 7.
- Construct the design curve from the endurable stress range and the slope.
3.5.1. Calculation of the Local Material Strength
3.5.2. Influence of Residual Stress
3.5.3. Constructing the S-N Curve
3.5.4. Estimation Results
4. Discussion
- The surface roughness was specified for specimen preparation and therefore assumed to be RZ = 6.3 µm in the calculation. No further measurements on the roughness were conducted, due to poor accessibility at the flash base notch. Therefore, lower actual roughness could have improved the tested fatigue strength.
- The estimation of the local tensile strength based on hardness measurements might involve inaccuracies, affecting further calculations.
- Regarding the influence of residual stress on the fatigue strength, the calculation is likely limited by not considering residual stress relaxation. In reality, the mechanisms for residual stress relaxation are very complex, especially under cyclic loading. Nevertheless, the FKM guideline already approximates the trends in axial strength well.
5. Conclusions
- The experimental and numerical determination of residual stress has shown that compressive residual stress is found in the failure-critical area of the flash base notch. Tensile residual stress is present on the inside of the specimen. Adding to surface-sensitive measurements, the numerical analysis can provide information on the global residual-stress distribution.
- Fatigue testing under torsional and axial load confirmed the high fatigue strength of friction-welded joints, known from the literature. In this regard, the S-N curves generally exhibited a flat slope and low scatter.
- An approach based on the FKM guideline is suitable for providing a conservative fatigue assessment for friction-welded joints, taking into account local geometry, strength, and residual stress. Key changes have to be made to the slope of the S-N curve: kσ,RFW = 10 for axial load and kτ,RFW = 15 for shear load.
- The influence of residual stress on the fatigue of friction-welded joints was determined to depend on the load case. In this regard, the presence of residual stress was found to have a positive impact under axial loading, while reducing the strength in torsion.
- In the case of the presented joints, the hardness at the failure-critical location, the flash base notch, is increased by the process. The locally increased hardness increases the overall fatigue strength of the part, even outweighing the detrimental effects of residual stress in torsion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Symbol | Unit | Description |
| AW | Specimens in the as-welded state | |
| FAT | Classification reference to the endurable stress range, according to [35] | |
| GMAW | Gas metal arc welding | |
| SR | Specimens that have been stress-relieved after welding | |
| Pre-SR | Specimens that have been stress-relieved prior to welding | |
| BM | Base metal | |
| HAZ | Heat-affected zone | |
| TMAZ | Thermo-mechanically affected zone | |
| WCZ | Weld centre zone | |
| Dwelded | mm | Welded diameter at the weld interface |
| f | 1/s | Frequency of the fatigue test |
| Gσ | MPa/mm | Referenced stress gradient according to the FKM guideline |
| KAK (KAK,σ or KAK,τ) | - - | Mean stress factor according to the FKM guideline, normal or shear stress |
| KWK (KWK,σ or KWK,τ) | - - | Construction factor according to the FKM guideline, normal or shear stress |
| Kf | - | Estimated notch factor according to the FKM guideline |
| KR | - | Roughness factor according to the FKM guideline |
| Kt | - | Stress concentration factor according to the FKM guideline |
| k | - | Slope of the S-N Curve |
| kσ kτ | - - | Slope of the S-N curve according to the FKM guideline, normal or shear stress |
| kσ,RFW kτ,RFW | - - | Proposed slope of the S-N curve for friction-welded joints, normal or shear stress |
| N | - | Number of cycles in the fatigue test |
| n | - | Support effect number according to the FKM guideline |
| psurv | - | Survival probability |
| R | - | Stress ratio |
| Rm | MPa | Ultimate tensile strength |
| Rp0.2 | MPa | Yield strength |
| RZ | µm | Surface roughness parameter |
| Δs | mm | Distance from the neighbouring point to the surface according to the FKM guideline |
| δσ | MPa | Stress delta between the surface and the neighbouring point according to the FKM guideline |
| σmax | MPa | Maximum stress at the surface according to the FKM guideline |
| σresidual | MPa | Residual stress |
| σw τw | MPa MPa | Endurable stress amplitude of the material at N = 106 according to the FKM guideline, normal or shear stress |
| σWK τWK | MPa MPa | Local endurable-stress amplitude at N = 106 according to the FKM guideline, normal or shear stress |
| σAK τAK | MPa MPa | Local endurable-stress amplitude for differing stress ratio at N = 106 according to the FKM guideline, normal or shear stress |
| σresidual,stable | MPa | Estimated stable residual-stress level after the first cycle |
| σm τm | MPa MPa | Mean stress, normal or shear stress |
| Δσ Δτ | MPa MPa | Stress range, normal or shear stress |
| ΔσAW, ΔσSR ΔτAW, ΔτSR | MPa MPa | Experimentally measured fatigue strength for differing specimen and load conditions |
| Δσconcept | MPa | Endurable nominal-stress range at N = 106 |
| Δσconcept, 50% Δτconcept, 50% | MPa MPa | Calculated fatigue strength at N = 106, 50% survival probability, normal or shear stress |
| ΔσN = 2×10^6, 97.5% ΔτN = 2×10^6, 97.5% | MPa MPa | Calculated fatigue strength at N = 2 × 106, 97.5% survival probability, normal or shear stress |
| 1:Ts | - | Scatter of the S-N curve |
References
- DIN EN ISO 15620; Welding—Friction Welding of Metallic Materials (German Version). Beuth Verlag GmbH: Berlin, Germany, 2019.
- Maddox, S.J. Assessing the significance of flaws in welds subject to fatigue. Weld. J. 1974, 53, 9. [Google Scholar]
- Braun, M.; Baumgartner, J.; Hofmann, G.; Drebenstedt, K.; Bauer, N.; Bakhschi, H.; Kuhlmann, U. A statistical assessment of the fatigue strength improvement of butt-welded joints by flush grinding. Weld. World 2023, 67, 2345–2359. [Google Scholar] [CrossRef]
- Liinalampi, S.; Remes, H.; Romanoff, J. Influence of three-dimensional weld undercut geometry on fatigue-effective stress. Weld. World 2019, 63, 277–291. [Google Scholar] [CrossRef]
- Sonsino, C.M. Light-weight design chances using high-strength steels. Mater. Werkst. 2007, 38, 9–22. [Google Scholar] [CrossRef]
- Braun, M.; Ahola, A.; Milaković, A.; Ehlers, S. Comparison of local fatigue assessment methods for high-quality butt-welded joints made of high-strength steel. Forces Mech. 2022, 6, 100056. [Google Scholar] [CrossRef]
- Sonsino, C.M.; Bruder, T.; Baumgartner, J. S-N lines for welded thin joints—Suggested slopes and FAT values for applying the notch stress concept wot various reference radii. Weld World 2010, 54, 375–392. [Google Scholar] [CrossRef]
- Baumgartner, J. Review and considerations on the fatigue assessment of welded joints using reference radii. Int. J. Fatigue 2017, 101, 459–468. [Google Scholar] [CrossRef]
- Taylor, D. Geometrical effects in fatigue: A unifying theoretical model. Int. J. Fatigue 1999, 21, 5. [Google Scholar] [CrossRef]
- Baumgartner, J.; Schmidt, H.; Ince, E.; Melz, T.; Dilger, K. Fatigue assessment of welded joints using stress averaging and critical distance approaches. Weld. World 2015, 59, 5. [Google Scholar] [CrossRef]
- Hasegawa, M.; Ieda, T.; Taki, N. Fatigue strength of friction welded joints with flash in various carbon steels. Weld. Int. 1997, 11, 950–957. [Google Scholar] [CrossRef]
- Hasegawa, M.; Ieda, T.; Asada, T.; Taki, N. Effects of the toe shape of the flash on stress concentration factor in friction welded joints. Weld. Int. 1997, 11, 103–109. [Google Scholar] [CrossRef]
- Hascalik, A.; Ünal, E.; Özdemir, N. Fatigue behavior of AISI 304 steel to AISI 4340 steel welded by friction welding. J. Mater. Sci 2006, 42, 3233–3239. [Google Scholar] [CrossRef]
- Manteghi, S.; Gibson, D.; Johnston, C. Fatigue of Friction Welds Manufactured in Air or Underwater. In Proceedings of the ASME 2017 36th International Conference on Ocean, Offshore and Arctic Engineering, Trondheim, Norway, 25–30 June 2017; p. V004T03A017. [Google Scholar] [CrossRef]
- Neumann, A. Berechnung von Reibschweißverbindungen. Schweißtechnik 1982, 32, 24–29. [Google Scholar]
- Sahin, M. Joining with friction welding of high-speed steel and medium-carbon steel. J. Mater. Process. Technol. 2005, 168, 202–210. [Google Scholar] [CrossRef]
- Murti, K.G.K.; Sundaresan, S. Structure and properties of friction welds between high-speed steel and medium-carbon steel for bimetal tools. Mater. Sci. Technol. 1986, 2, 865–870. [Google Scholar] [CrossRef]
- Priymak, E.; Boumerzoug, Z.; Stepanchukova, A.; Ji, V. Residual Stresses and Microstructural Features of Rotary-Friction-Welded from Dissimilar Medium Carbon Steels. Phys. Met. Metallogr. 2020, 121, 1339–1346. [Google Scholar] [CrossRef]
- Forschungskuratorium Maschinenbau FKM. Rechnerischer Festigkeitsnachweis für Maschinenbauteile; VDMA Verlag: Frankfurt/Main, Germany, 2012. [Google Scholar]
- DIN EN 10025-2; Hot Rolled Products of Structural Steels—Part 2: Technical Delivery Conditions for Non-Alloyed Structural Steels. German Version. Beuth Verlag GmbH: Berlin, Germany, 2019.
- DVS—Deutscher Verband für Schweißen und Verwandte Verfahren e. V. DVS 2909-1, -2, -3, -4, -5. Reibschweißen von Metallischen Werkstoffen; DVS Media: Düsseldorf, Germany, 2009. [Google Scholar]
- Schmicker, D. A Holistic Approach on the Simulation of Rotary Friction Welding. Ph.D. Thesis, Otto von Guericke University Magdeburg, Faculty of Mechanical Engineering, Magdeburg, Germany, 2015. ISBN-13: 978-3737575171. [Google Scholar]
- Schmicker, D.; Paczulla, S.; Nitzschke, S.; Groschopp, S.; Naumenko, K.; Jüttner, S.; Strackeljan, J. Experimental identification of flow properties of a S355 structural steel for hot deformation processes. J. Strain Anal. Eng. Des. 2015, 50, 75–83. [Google Scholar] [CrossRef]
- Rößler, C.; Schmicker, D.; Naumenko, K.; Woschke, E. Adaption of a Carreau fluid law formulation for residual stress determination in rotary friction welds. J. Mater. Process. Technol. 2018, 252, 567–572. [Google Scholar] [CrossRef]
- Rößler, C.; Schmicker, D.; Sherepenko, O.; Halle, T.; Körner, M.; Jüttner, S.; Woschke, E. Identification of the Flow Properties of a 0.54% Carbon Steel during Continuous Cooling. Metals 2020, 10, 104. [Google Scholar] [CrossRef]
- Wichers, M. Schweißen Unter Einachsiger, Zyklischer Beanspruchung Experimentelle und Numerische Untersuchungen. Ph.D. Thesis, Technische Universität Braunschweig, Braunschweig, Germany, 2006. [Google Scholar]
- DIN EN 1993-1-2:2022; Eurocode 3: Design of Steel Structures—Part 1–2: General Rules. Beuth Verlag: Berlin, Germany, 2022.
- DIN EN 6507-1; Metallic Materials—Vickers Hardness Test–Part1: Test Method (German Version). Beuth Verlag GmbH: Berlin, Germany, 2018.
- McAndrew, A.R.; Flipo, B.C.D. Linear Friction Welding for Near Net Shape Manufacturing of Titanium Alloy Ti-6Al-4V Aerospace Components. In Proceedings of the 2018 9th International Conference on Mechanical and Aerospace Engineering (ICMAE), Budapest, Hungary, 10–13 June 2018. [Google Scholar] [CrossRef]
- Rehman, A.U.C.; Babu, N.K.; Talari, M.K.; Usmani, Y.S.; Khalefah, H.A. Microstructure and Mechanical Property Correlation Between Rotary Friction Welded Nitinol–Nitinol Joints. Front. Mater. 2021, 8, 726383. [Google Scholar] [CrossRef]
- Evans, G. The Effect of Stress Relieving on the Microstructure and Properties of C-Mn All-Weld Metal Deposits. In Proceedings of the 65th Annual AWS Meeting, Dallas, TX, USA, 8–13 April 1984. [Google Scholar]
- Liu, X.; Luzin, V.; Qin, H.; Bi, Z.; Li, m.; Liu, Y.; Sun, K.; Chen, D. Mapping of three-dimensional residual stresses by neutron diffraction in nickel-based superalloy discs prepared under different quenching conditions. Mater. Today Commun. 2022, 32, 103876. [Google Scholar] [CrossRef]
- Akram, J.; Kalvala, P.R.; Jindal, V.; Misra, M. Evaluating location specific strain rates, temperatures, and accumulated strains in friction welds through microstructure modeling. Def. Technol. 2018, 14, 83–92. [Google Scholar] [CrossRef]
- Kranz, B.; Sonsino, C.M. Verification of FAT values for the application of the notch stress concept with the reference radii r(ref) = 1.99 and 0.05 mm. Weld World 2010, 54, 218–224. [Google Scholar] [CrossRef]
- Hobbacher, A. Recommendations for Fatigue Design of Welded Joints and Components; Springer Nature: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- DIN EN ISO 18265; Metallic Materials—Conversion of Hardness Values (German Version). Beuth Verlag GmbH: Berlin, Germany, 2014.
- Siebel, E.; Stieler, M. Ungleichförmige Spannungsverteilung bei Schwingender Beanspruchung. VDIZ 1955, 97, 121–126. [Google Scholar]
- Kobelev, V. Effects of Mean Stress and Multiaxial Loading on the Fatigue Life of Springs. Eng 2023, 4, 1684–1697. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|---|
| wt. % | 0.169 | 0.173 | 1.206 | 0.011 | 0.026 | 0.106 | 0.019 |
| Ni | Al | Nb | Ti | V | Cu | N | |
| 0.044 | 0.015 | 0.0038 | 0.015 | 0.0037 | 0.133 | 0.013 |
| Contact Phase | Friction Pressure | Burn-Off Length | Rotational Speed | Forging Pressure | Forging Time |
|---|---|---|---|---|---|
| 0.5 s | 80 MPa | 6 mm | 1900 min−1 | 160 MPa | 5 s |
| Notch | Nominal Section | ||||
|---|---|---|---|---|---|
| Torsion | Axial | Torsion | Axial | ||
| SR | Stress concentration factor Kt | 1.30 | 1.78 | 1 | 1 |
| Hardness HV10 | 143 | 149 | 135 | ||
| Δσconcept, 50% or Δτconcept, 50% in MPa | 260.3 | 325.5 | 281.9 | 441.3 | |
| Fatigue test result in MPa | 330 | 358 | 330 | - | |
| AW | Stress concentration factor Kt | 1.35 | 1.89 | 1 | 1 |
| Hardness HV10 | 167 | 139 | |||
| σresidual,stable in MPa | −51.7 | −91.5 | −58.9 | −122.5 | |
| Hypothetical: Δσconcept, 50% or Δτconcept, 50% with no residual stress in MPa | 292.2 | 359.3 | 289.7 | 453.3 | |
| Δσconcept, 50% or Δτconcept, 50% in MPa | 287.6 | 369.7 | 285.2 | 470.3 | |
| Fatigue test result in MPa | 366 | 461 | 366 | - | |
| Conservative estimation | yes | yes | yes | no data | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uhlenberg, L.; Baumgartner, J.; Rößler, C.; Schmicker, D.; Köhler, M.; Trommer, F.; Dilger, K. Fatigue Strength Assessment of Friction Welds under Consideration of Residual Stress. Materials 2024, 17, 3130. https://doi.org/10.3390/ma17133130
Uhlenberg L, Baumgartner J, Rößler C, Schmicker D, Köhler M, Trommer F, Dilger K. Fatigue Strength Assessment of Friction Welds under Consideration of Residual Stress. Materials. 2024; 17(13):3130. https://doi.org/10.3390/ma17133130
Chicago/Turabian StyleUhlenberg, Lorenz, Jörg Baumgartner, Christoph Rößler, David Schmicker, Markus Köhler, Frank Trommer, and Klaus Dilger. 2024. "Fatigue Strength Assessment of Friction Welds under Consideration of Residual Stress" Materials 17, no. 13: 3130. https://doi.org/10.3390/ma17133130