
Efficient Compressive Strength Prediction of Alkali-Activated Waste Materials Using Machine Learning

Abstract
:1. Introduction
- Establish ML models using experimental data from AAMs to accelerate the development of AAMs;
- Overcome the challenges in building ML models with small datasets using data-processing methods;
- Utilize the established ML models in conjunction with experimental validation to identify AAM formulations with high compressive strength.
2. Materials and Methods
2.1. Experimental Design and Dataset
- (1)
- Raw materials
- (2)
- Physical and chemical characteristics
- -
- The recipes for the AAMs consist of precursor activators (PAs), alkali activators (AAs), and process parameters such as mixing time (t) and alkali solution temperature (T).
- -
- The precursor activators include BFS obtained from a steel plant (Taiwan), with a D50 of 9.5 µm, and fly ashes (FAs) obtained from three different power plants (Taiwan), with D50 values ranging from 14 μm to 15 μm.
- -
- The alkali activators include RS obtained from three different steel plants (Taiwan), where the activator purities range from 0.071% to 0.050%, and the molar ratios of Na/Si range from 0.068% to 0.043%. The D50 of the RS powder ranges from 14 μm to 15 μm. Additionally, the alkali activators include WG obtained from four different glass plants (Taiwan), where the activator purities range from 2.180% to 6.959%, and the molar ratios of Na/Si range from 2.435% to 9.540%. The D50 of the WG powder ranges from 6 μm to 7 μm.
- -
- For the alkali solutions, there are two types of alkali solutions (NaOH and Na2SO4), with 99% purity.
- -
- The composition transformation dataset was obtained via an X-ray fluorescence analysis of the materials used. An automated spectrometer (RIX 200, manufactured by Thermo Fisher Scientific, Wilmington, MA, USA) was used to determine the chemical compositions. The key constituents include Fe2O3, Al2O3, SiO2, K2O, Na2O, CaO, and MgO. The minor constituents include ZrO2, B2O3, TiO2, Bi2O3, and SrO. The chemical composition analysis of the powder is shown in Table 2.
- (3)
- Sample preparation and testing
- -
- Step 1: The alkali activators were mixed for 3 min and then cooled to room temperature;
- -
- Step 2: The precursor activators were then stirred and mixed with the alkali activators for 10 min;
- -
- Step 3: The paste was cast into molds and cured at room temperature;
- -
- Step 4: The compressive strength was assessed using a 50 mm cube following ASTM C109 procedures [53], with three independent tests.
- (4)
- Validation and application of ML models
- -
- Step 1: Experimental ValidationThe recommended recipes were tested experimentally. The results were compared to the predicted values, with the goal of achieving a target compressive strength of 30 MPa.
- -
- Step 2: Model ImprovementAdditional experimental data were collected, expanding the dataset to 45 data points. The model was retrained, and new recipes were tested to assess prediction accuracy.
- -
- Step 3: Final ValidationThe dataset was further expanded to 48 data points through continuous experimentation. New recipes were tested to confirm whether a target compressive strength of 30 MPa was consistently achieved.
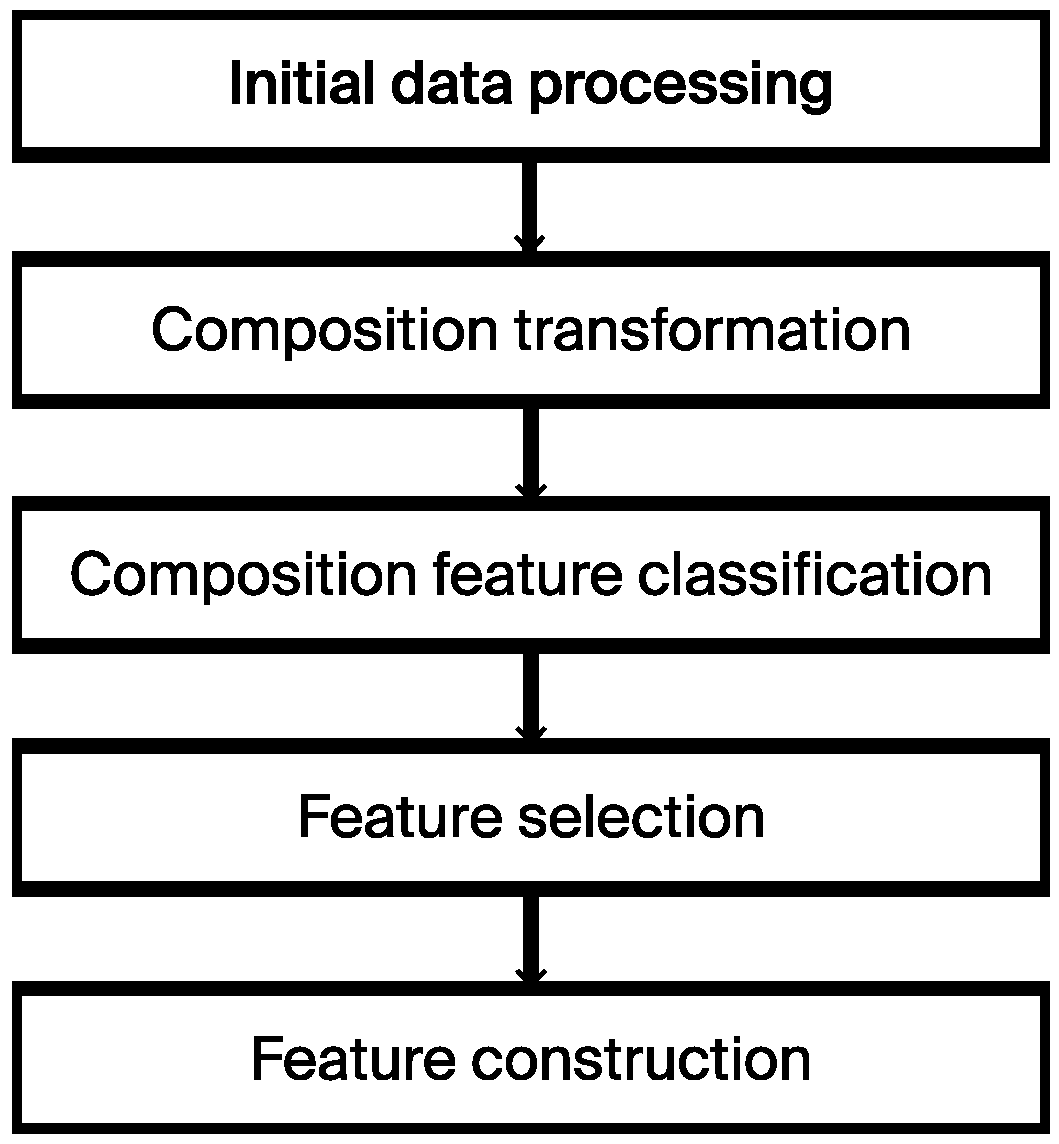
2.2. Data Processing
2.2.1. Composition Transformation
2.2.2. Composition Feature Classification
2.2.3. Feature Selection
2.2.4. Feature Construction
2.3. Model Assessment
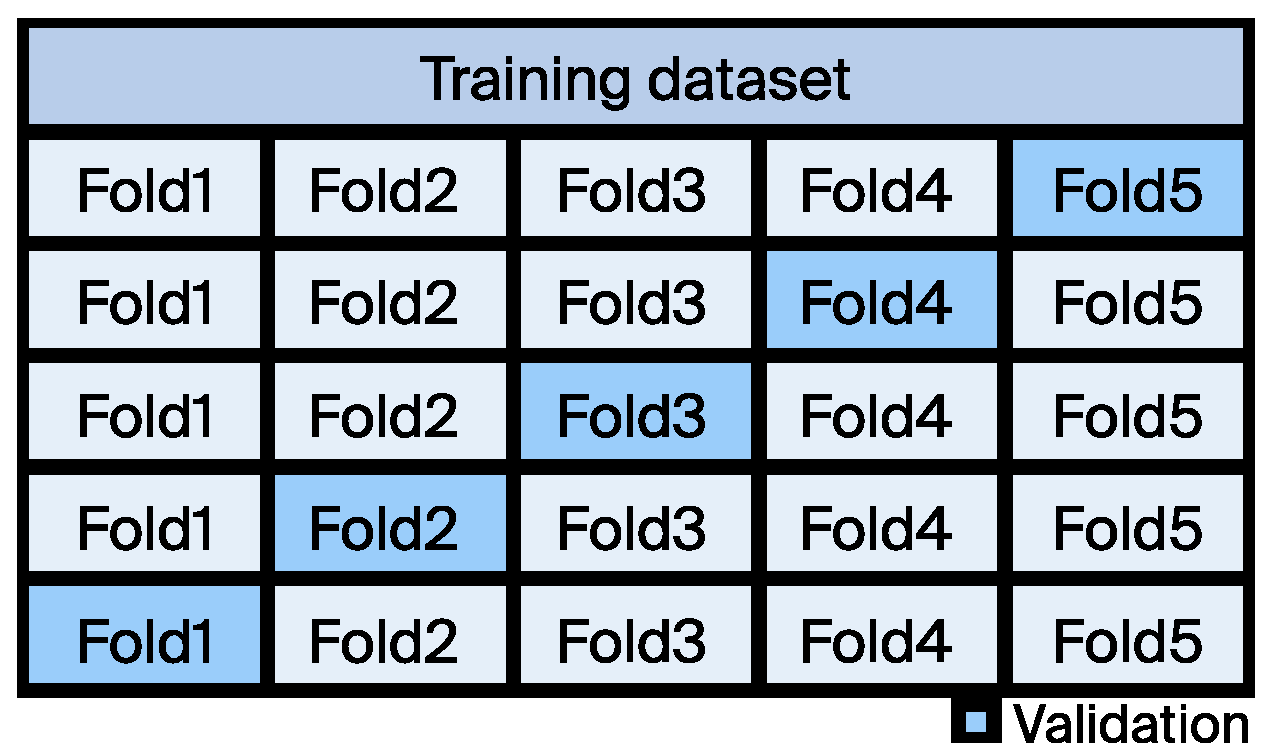
2.3.1. Fivefold Cross-Validation
2.3.2. Error Matrices
Mean Absolute Error (MAE)
Root Mean Squared Error (RMSE)
Coefficient of Determination (R2)
3. Results and Discussion
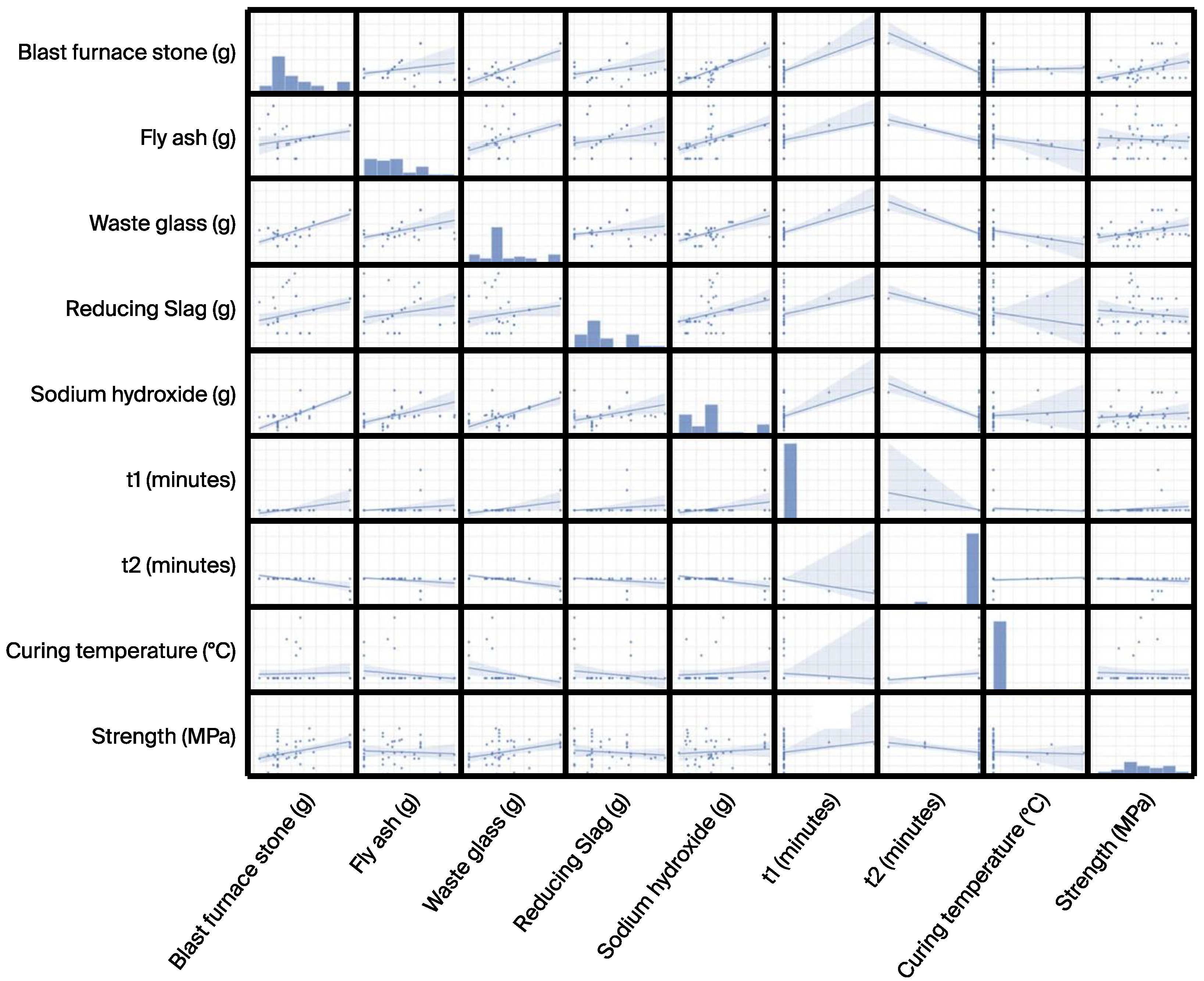
3.1. Input and Output Variables
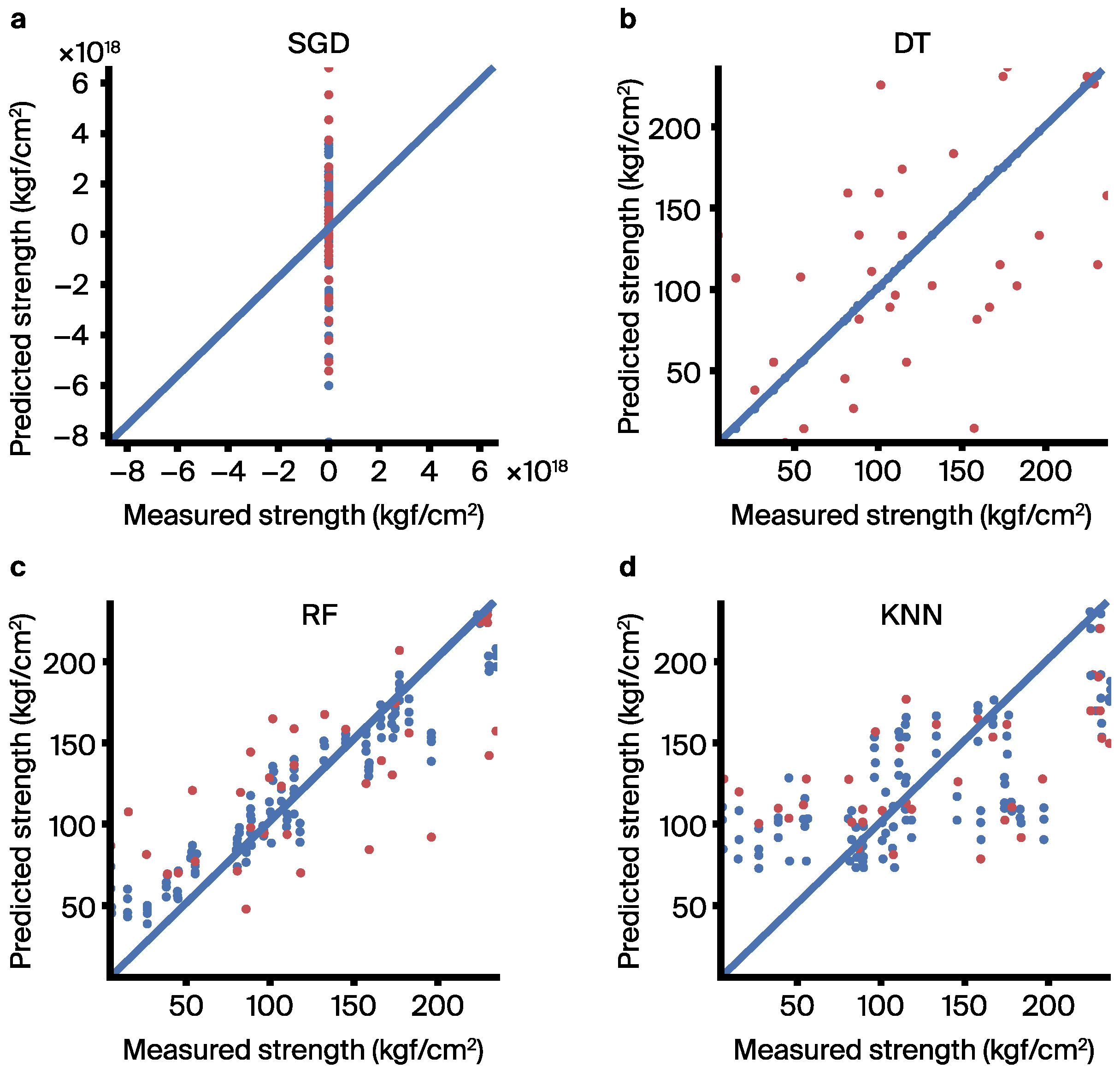
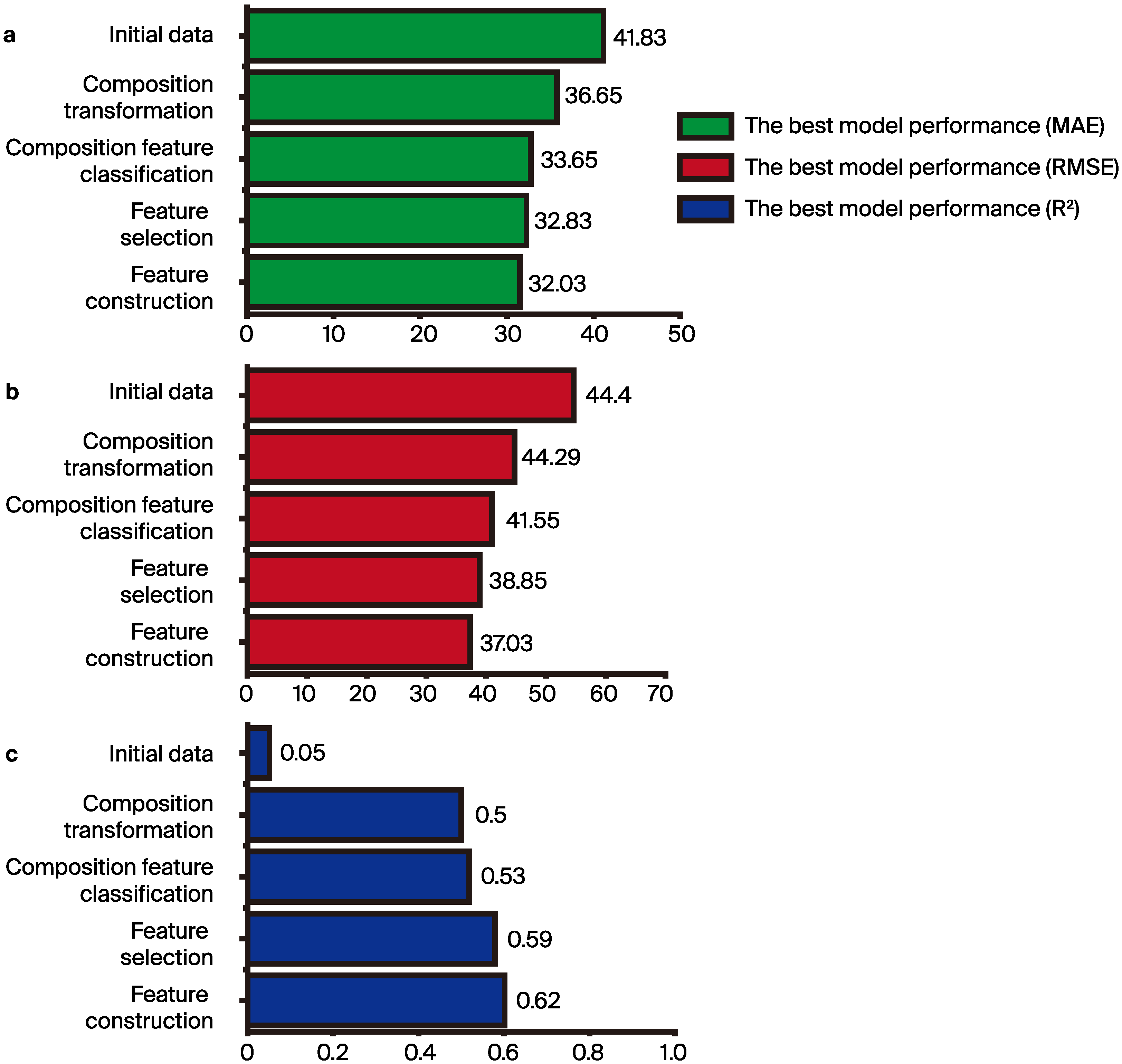
3.2. ML Model Performance
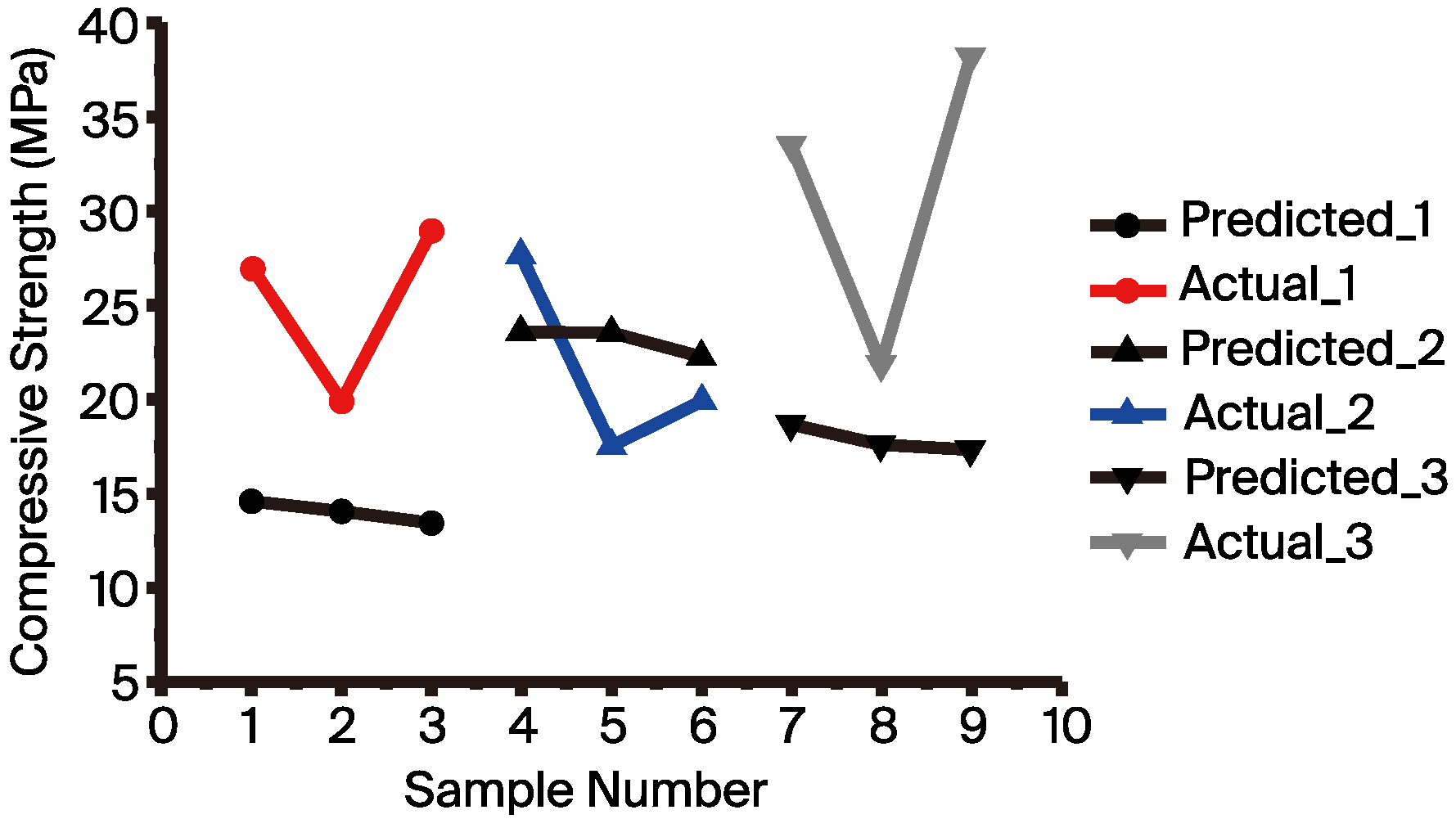
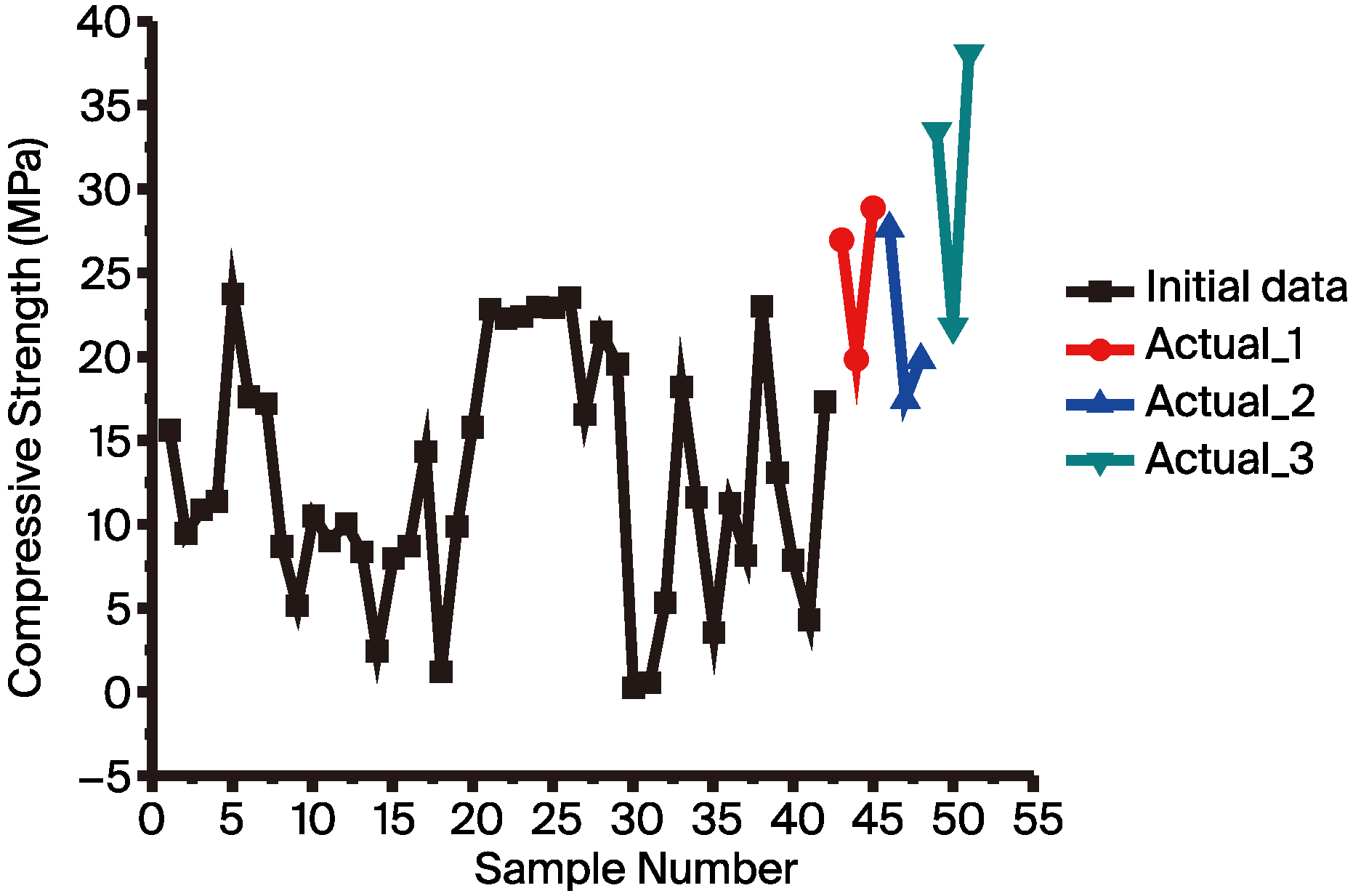
3.3. Prediction and Experimental Results
4. Conclusions
- Effective data processing: Rigorous data processing, including composition transformation, feature classification, feature selection, and feature construction, was crucial in enhancing model accuracy. Each stage contributed to refining the dataset, allowing the ML models to better capture the relationships between material compositions and compressive strength. This approach significantly improved model accuracy (R2), increasing the R2 value by 0.57 (from 0.05 to 0.62), to accelerate the identification of optimal AAM recipes.
- Significant experimental findings: The ML model, initially built with 42 data points, predicted compressive strengths for the top recipes that were subsequently validated experimentally. Although the initial predictions were below the target compressive strength of 30 MPa, iterative improvements, including the addition of new data, led to substantial gains. The final model, based on 48 data points, achieved a maximum compressive strength of 38.06 MPa, representing a 59.65% improvement. This iterative process demonstrated the ML model’s ability to significantly enhance the predictive accuracy and effectiveness of AAM recipes.
- Overcoming traditional challenges: By addressing the time-consuming nature of traditional AAM design methods reliant on empirical experiments, our ML-driven approach offers an efficient and cost-effective alternative. It not only predicts material properties accurately but also optimizes mixtures, expediting the discovery of novel materials and mitigating the resource-intensive validation cycles. This ML method recommends recipes in just 5 min, revolutionizing AAM design in construction.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nodehi, M.; Taghvaee, V.M. Alkali-Activated Materials and Geopolymer: A Review of Common Precursors and Activators Addressing Circular Economy. Circ. Econ. Sustain. 2022, 2, 165–196. [Google Scholar] [CrossRef]
- Thapa, V.B.; Waldmann, D. A short review on alkali-activated binders and geopolymer binders. In Vielfalt im Massivbau—Festschrift zum 65. Geburtstag von Prof. Dr. Ing. Jürgen Schnell; Ernst & Sohn: Berlin, Germany, 2018. [Google Scholar]
- Davidovits, J. Geopolymers—Inorganic polymeric new materials. J. Therm. Anal. Calorim. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Lamaa, G.; Duarte, A.P.C.; Silva, R.V.; Brito, J.D. Carbonation of Alkali-Activated Materials: A Review. Materials 2023, 16, 3086. [Google Scholar] [CrossRef]
- Peys, A.; Douvalis, A.P.; Siakati, C.; Rahier, H.; Blanpain, B.; Pontikes, Y. The influence of air and temperature on the reaction mechanism and molecular structure of Fe-silicate inorganic polymers. J. Non-Cryst. Solids 2019, 526, 119675. [Google Scholar] [CrossRef]
- Shirkouh, A.H.; Meftahi, F.; Soliman, A.; Godbout, S.; Palacios, J. Performance of Eco-Friendly Zero-Cement Particle Board under Harsh Environment. Appl. Sci. 2024, 14, 3118. [Google Scholar] [CrossRef]
- Font, A.; Soriano, L.; Pinheiro, S.M.D.M.; Tashima, M.M.; Borrachero, M.V.B.; Paya, J. Design and properties of 100% waste-based ternary alkali-activated mortars: Blast furnace slag, olive-stone biomass ash and rice husk ash. J. Clean. Prod. 2020, 243, 118568. [Google Scholar] [CrossRef]
- Hu, Y.; Tang, Z.; Li, W. Physical-mechanical properties of fly ash/GGBFS geopolymer composites with recycled aggregates. Constr. Build. Mater. 2019, 226, 139–151. [Google Scholar] [CrossRef]
- Guo, X.; Yang, J. Intrinsic properties and micro-crack characteristics of ultra-high toughness fly ash/steel slag based geopolymer. Constr. Build. Mater. 2020, 230, 116965. [Google Scholar] [CrossRef]
- Rutkowska, G.; Wichowski, P.; Fronczyk, J. Use of fly ashes from municipal sewage sludge combustion in production of ash concretes. Constr. Build. Mater. 2018, 188, 874–883. [Google Scholar] [CrossRef]
- Thi, K.-D.T.; Liao, M.-C.; Vo, D.-H. The characteristics of alkali-activated slag-fly ash incorporating the high volume wood bottom ash: Mechanical properties and microstructures. Constr. Build. Mater. 2023, 394, 132240. [Google Scholar]
- Athira, V.S.; Charitha, V.; Athira, G.; Bahurudeen, A. Agro-waste ash based alkali-activated binder: Cleaner production of zero cement concrete for construction. J. Clean. Prod. 2021, 286, 125429. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, C.; Zhang, Z. An overview on the reuse of waste glasses in alkali-activated materials. Resour. Conserv. Recycl. 2019, 144, 297–309. [Google Scholar] [CrossRef]
- Tchakoute, H.K.; Ruscher, C.H.; Kong, S. Thermal behavior of metakaolin-based geopolymer cements using sodium waterglass from rice husk ash and waste glass as alternative activators. Waste Biomass Valoriz. 2017, 3, 573–584. [Google Scholar] [CrossRef]
- Vafaei, M.; Allahverdi, A.; Dong, P. Acid attack on geopolymer cement mortar based on waste-glass powder and calcium aluminate cement at mild concentration. Constr. Build. Mater. 2018, 193, 363–372. [Google Scholar] [CrossRef]
- Almusaed, A.; Yitmen, I.; Myhren, J.A.; Almssad, A. Assessing the Impact of Recycled Building Materials on Environmental Sustainability and Energy Efficiency: A Comprehensive Framework for Reducing Greenhouse Gas Emissions. Buildings 2024, 14, 1566. [Google Scholar] [CrossRef]
- Islam, N.; Sandanayake, M.; Muthukumaran, S.; Navaratna, D. Review on Sustainable Construction and Demolition Waste Management-Challenges and Research Prospects. Sustainability 2024, 16, 3289. [Google Scholar] [CrossRef]
- Marvila, M.T.; Azevedo, A.R.G.D.; Matos, P.R.D.; Monteiro, S.N.; Vieira, C.M.F. Rheological and the Fresh State Properties of Alkali-Activated Mortars by Blast Furnace Slag. Materials 2021, 14, 2069. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Yu, C.; Shu, X.; Ran, Q.; Yang, Y. Recent Advance of Chemical Admixtures in Concrete. Cem. Concr. Res. 2019, 124, 105834. [Google Scholar] [CrossRef]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Marvila, M.T.; Azevedo, A.R.G.D. Activated alkali cement based on blast furnace slag: Effect of curing type and concentration of Na2O. J. Mater. Res. Technol. 2023, 23, 4551–4656. [Google Scholar] [CrossRef]
- Provis, J.L. Activating solution chemistry for geopolymers. In Geopolymers; Elsevier: Amsterdam, The Netherlands, 2009; pp. 50–71. [Google Scholar]
- Robayo-Salazar, R.; Jesus, C.; de Gutierrez, R.M. Alkali-activated binary mortar based on natural volcanic pozzolan for repair applications. J. Build. Eng. 2019, 25, 100785. [Google Scholar] [CrossRef]
- Nuaklong, P.; Sata, V.; Chindaprasirt, P. Properties of metakaolin-high calcium fly ash geopolymer concrete containing recycled aggregate from crushed concrete specimens. Constr. Build. Mater. 2018, 161, 365–373. [Google Scholar] [CrossRef]
- Provis, J.L.; Deventer, J.S.J.V. Alkali Activated Materials: State-of-the-Art Report; RILEM TC 224-AAM; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Panda, B.; Ruan, S.Q.; Unluer, C. Investigation of the properties of alkali-activated slag mixes involving the use of nanoclay and nucleation seeds for 3D printing. Compos. Part B Eng. 2020, 186, 107826. [Google Scholar] [CrossRef]
- Shi, W.; Ren, H.; Huang, X. Low cost red mud modified graphitic carbon nitride for the removal of organic pollutants in wastewater by the synergistic effect of adsorption and photocatalysis. Sep. Purif. Technol. 2020, 237, 116477. [Google Scholar] [CrossRef]
- Li, P.; Chen, D.; Jia, Z.; Li, Y.; Li, S.; Yu, B. Effects of Borax, Sucrose, and Citric Acid on the Setting Time and Mechanical Properties of Alkali-Activated Slag. Materials 2023, 16, 3010. [Google Scholar] [CrossRef] [PubMed]
- DeRousseau, M.A.; Kasprzyk, J.R.; Srubar, W.V. Computational design optimization of concrete mixtures: A review. Cem. Concr. Res. 2018, 109, 42–53. [Google Scholar] [CrossRef]
- Soudki, K.A.; El-Salakawy, E.F.; Elkum, N.B. Full Factorial Optimization of Concrete Mix Design for Hot Climates. J. Mater. Civ. Eng. 2001, 13, 427–433. [Google Scholar] [CrossRef]
- Dolado, J.S.; Van Breugel, K. Recent advances in modeling for cementitious materials. Cem. Concr. Res. 2011, 41, 711–726. [Google Scholar] [CrossRef]
- Ford, E.; Kailas, S.; Maneparambil, K.; Neithalath, N. Machine learning approaches to predict the micromechanical properties of cementitious hydration phases from microstructural chemical maps. Cem. Concr. Res. 2020, 265, 120647. [Google Scholar] [CrossRef]
- Kong, D.L.Y.; Sanjayan, J.G.; Sagoe-Crentsil, K. Comparative performance of geopolymers made with metakaolin and fly ash after exposure to elevated temperatures. Cem. Concr. Res. 2007, 37, 1583–1589. [Google Scholar] [CrossRef]
- Kong, D.L.Y.; Sanjayan, J.G. Effect of elevated temperatures on geopolymer paste, mortar and concrete. Cem. Concr. Res. 2010, 40, 334–339. [Google Scholar] [CrossRef]
- Vargas, A.S.D.; Dal Molin, D.C.C.; Vilela, A.C.F.; Silva, F.J.D.; Pavão, B.; Veit, H. The effects of Na2O/SiO2 molar ratio, curing temperature and age on compressive strength, morphology and microstructure of alkali-activated FA-based geopolymers. Cem. Concr. Compos. 2011, 33, 653–660. [Google Scholar] [CrossRef]
- Nguyen, K.T.; Nguyen, Q.D.; Le, T.A.; Shin, J.; Lee, K. Analyzing the compressive strength of green fly ash based geopolymer concrete using experiment and machine learning approaches. Constr. Build. Mater. 2020, 247, 118581. [Google Scholar] [CrossRef]
- Hadi, M.N.S.; Al-Azzawi, M.; Yu, T. Effects of fly ash characteristics and alkaline activator components on compressive strength of fly ash-based geopolymer mortar. Constr. Build. Mater. 2018, 175, 41–54. [Google Scholar] [CrossRef]
- Thomas, R.J.; Peethamparan, S. Stepwise regression modeling for compressive strength of alkali-activated concrete. Constr. Build. Mater. 2017, 141, 315–324. [Google Scholar] [CrossRef]
- Lokuge, W.; Wilson, A.; Gunasekara, C.; Law, D.W.; Setunge, S. Design of fly ash geopolymer concrete mix proportions using Multivariate Adaptive Regression Spline model. Constr. Build. Mater. 2018, 166, 472–481. [Google Scholar] [CrossRef]
- Zhang, L.V.; Zhang, C.; Zhang, J.; Wang, L.; Wang, F. Effect of composition and curing on alkali activated fly ash-slag binders: Machine learning prediction with a random forest-genetic algorithm hybrid model. Constr. Build. Mater. 2023, 366, 129940. [Google Scholar] [CrossRef]
- Zhang, L.V.; Marani, A.; Nehdi, M.L. Chemistry-informed machine learning prediction of compressive strength for alkali-activated materials. Constr. Build. Mater. 2022, 316, 126103. [Google Scholar] [CrossRef]
- Xu, J.; Zhao, X.; Yu, Y.; Xie, T.; Yang, G.; Xue, J. Parametric sensitivity analysis and modelling of mechanical properties of normal- and high-strength recycled aggregate concrete using grey theory, multiple nonlinear regression and artificial neural networks. Constr. Build. Mater. 2019, 211, 479–491. [Google Scholar] [CrossRef]
- Nguyen-Sy, T.; Wakim, J.; To, Q.D.; Vu, M.N.; Nguyen, T.D. Predicting the compressive strength of concrete from its compositions and age using the extreme gradient boosting method. Constr. Build. Mater. 2020, 260, 119757. [Google Scholar] [CrossRef]
- Zhang, M.; Li, M.; Shen, Y.; Ren, Q.; Zhang, J. Multiple mechanical properties prediction of hydraulic concrete in the form of combined damming by experimental data mining. Constr. Build. Mater. 2019, 207, 661–671. [Google Scholar] [CrossRef]
- ASTM C595-08a; Specification for Blended Hydraulic Cements. ASTM International: West Conshohocken, PA, USA, 2003.
- Aliabdo, A.A.; Elmoaty, A.E.M.A.; Emam, M.A. Factors affecting the mechanical properties of alkali activated ground granulated blast furnace slag concrete. Constr. Build. Mater. 2019, 197, 339–355. [Google Scholar] [CrossRef]
- Manjunath, G.S.; Giridhar, C.; Jadhav, M. Compressive strength development in ambient cured geo-polymer mortar. Int. J. Earth Sci. Eng. 2011, 6, 830–834. [Google Scholar]
- Castillo, H.; Collado, H.; Droguett, T.; Vesely, M.; Garrido, P.; Palma, S. State of the art of geopolymer: A review. e-Polymers 2022, 22, 108–124. [Google Scholar] [CrossRef]
- Ruder, S. An overview of gradient descent optimization algorithms. arXiv 2016, arXiv:1609.04747. [Google Scholar]
- Quinlan, J.R. Induction of Decision Trees. Mach. Learn. 1986, 1, 81–106. [Google Scholar] [CrossRef]
- Breiman, L. Classification and Regression Trees; Wiley: Hoboken, NJ, USA, 1984. [Google Scholar]
- Material and Chemical Research Laboratories, Industrial Technology Research Institute. MACSiMUM. Available online: https://www.macsimum.org/ (accessed on 19 February 2020).
- ASTM C109/C109M-20; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2020.
- Waskom, M.L. seaborn: Statistical data visualization. J. Open Source Softw. 2021, 6, 3021. [Google Scholar] [CrossRef]
- Ratnasari, D.; Toresano, L.O.H.Z.; Pawiro, S.A.; Soejoko, D.S. The correlation between effective renal plasma flow (ERPF) and glomerular filtration rate (GRF) with renal scintigraphy 99mTc-DTPA study. J. Phys. Conf. Ser. 2016, 694, 012062. [Google Scholar] [CrossRef]
- Breiman, L. Random Forest. Mach. Learn. 2001, 45, 5–32. [Google Scholar] [CrossRef]
- Levy, K.Y. k-Nearest Neighbors: From Global to Local. In Proceedings of the 30th Conference on Neural Information Processing Systems, Barcelona, Spain, 5–10 December 2016. [Google Scholar]
- Pedregosa, F.; Varoquaux, G.; Gramfort, A. Scikit-learn: Machine learning in Python. J. Mach. Learn. Res. 2011, 12, 2825–2830. [Google Scholar]
- Cong, P.; Cheng, Y. Advances in geopolymer materials: A comprehensive review. J. Traffic Transp. Eng. 2021, 8, 283–314. [Google Scholar] [CrossRef]
- Pruksawana, S.; Lambardc, G.; Samitsua, S.; Sodeyamac, K.; Naitoa, K. Prediction and optimization of epoxy adhesive strength from a small dataset through active learning. Sci. Technol. Adv. Mater. 2019, 20, 1010–1021. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Used | Features | Algorithm Used | Data Points | Prediction Properties | Ref. |
|---|---|---|---|---|---|
| FA | 3 | ANN | 180 | CS | [37] |
| FA, slag, cement | 3 | CNN | >5000 | CS | [38] |
| FA | 4 | MARS | 154 | CS | [39] |
| FA, cement, agg. | 9 | BR, GD, DT, GB | 645 | CS, STS, EM, UTS, DSR | [40] |
| Slag, FA | 5 | SVR, RF, ET, GB | 676 | CS | [41] |
| RC, agg. | 13 | RF, SVM | 526 | EM | [42] |
| Cement, BFS, FA, agg. | 8 | ANN, XGB, SVM | 100 | CS | [43] |
| BFS, FA | 2 | GA | 894 | FST, UCS | [44] |
| BFS, FA, RS, WGs | 27 | SGD, DT, RF, K-NN | 42 | CS | This work |
| Composition (%) | Raw Materials | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| BFS | FA a | FA b | FA c | RS d | RS e | RS f | WG g | WG h | WG i | WG j | |
| Fe2O3 | 0.30 | 9.90 | 3.87 | 5.49 | 0.88 | 0.31 | 1.29 | ND | 0.10 | 0.06 | 0.43 |
| Al2O3 | 15.00 | 20.60 | 28.46 | 21.36 | 3.30 | 2.19 | 7.68 | 5.80 | 18.70 | 18.50 | 2.48 |
| SiO2 | 33.60 | 54.70 | 58.35 | 38.61 | 25.2 | 25.1 | 7.58 | 53.80 | 57.90 | 58.08 | 69.03 |
| K2O | ND | 1.50 | 1.19 | 1.24 | ND | ND | 0.05 | 2.80 | ND | 0.12 | 0.76 |
| Na2O | ND | 1.20 | 0.67 | 0.94 | ND | ND | ND | 5.80 | ND | ND | 12.87 |
| CaO | ND | 6.80 | 2.95 | 21.94 | 56.80 | 61.18 | 41.75 | 1.90 | 6.90 | 5.97 | 11.88 |
| MgO | 6.10 | 1.60 | 0.97 | 1.08 | 9.80 | 4.59 | 39.78 | 1.50 | 1.80 | 2.01 | 1.50 |
| Variable | Unit | Min. | Max. | Average | Standard Deviation | Category |
|---|---|---|---|---|---|---|
| BFS | g | 71.54 | 436.60 | 201.48 | 98.55 | PAs |
| FA | g | 0.00 | 300.00 | 133.31 | 70.87 | PAs |
| WG | g | 0.00 | 654.74 | 290.87 | 163.69 | AAs |
| RS | g | 0.00 | 321.43 | 130.40 | 77.18 | AAs |
| NaOH | mL | 129.54 | 500.00 | 266.96 | 103.37 | AAs |
| t1 | min | 10.00 | 30.00 | 10.71 | 28.33 | process |
| t2 | min | 5 | 30 | 28.33 | 5.31 | process |
| Curing temperature | °C | 25 | 92 | 29.95 | 14.33 | process |
| CS | MPa | 0.36 | 23.84 | 11.85 | 6.02 | target feature |
| Variable | Min. | Max. | Average | Standard Deviation |
|---|---|---|---|---|
| Fe2O3-PAs | 0.0009 | 0.0401 | 0.0148 | 0.0091 |
| Al2O3-PAs | 0.0429 | 0.1081 | 0.0752 | 0.0136 |
| SiO2-PAs | 0.0960 | 0.2764 | 0.1784 | 0.0365 |
| K2O-PAs | ND | 0.0060 | 0.0022 | 0.0013 |
| Na2O-PAs | ND | 0.0048 | 0.0017 | 0.0011 |
| CaO-PAs | 0.0541 | 0.1726 | 0.1277 | 0.0251 |
| MgO-PAs | 0.0094 | 0.0262 | 0.0198 | 0.0034 |
| ZrO2-PAs | ND | 0.0001 | ND | ND |
| B2O3-PAs | ND | ND | ND | ND |
| TiO2-PAs | ND | 0.0024 | 0.0003 | 0.0007 |
| Bi2O3-PAs | ND | ND | ND | ND |
| BaO-PAs | ND | 0.0002 | ND | ND |
| SrO-PAs | ND | 0.0003 | ND | 0.0001 |
| Other-PAs | 0.0120 | 0.0223 | 0.0176 | 0.0028 |
| Fe2O3-AAs | ND | 0.0038 | 0.0015 | 0.0010 |
| Al2O3-AAs | 0.0124 | 0.0931 | 0.0434 | 0.0275 |
| SiO2-AAs | 0.0969 | 0.3524 | 0.2406 | 0.0611 |
| K2O-AAs | ND | 0.0133 | 0.0063 | 0.0053 |
| Na2O-AAs | ND | 0.0642 | 0.0146 | 0.0140 |
| CaO-AAs | 0.0050 | 0.2489 | 0.0945 | 0.0618 |
| MgO-AAs | 0.0039 | 0.0562 | 0.0196 | 0.0118 |
| ZrO2-AAs | 0.0001 | 0.0156 | 0.0082 | 0.0063 |
| B2O3-AAs | ND | 0.0733 | 0.0496 | 0.0218 |
| TiO2-AAs | ND | 0.0089 | 0.0040 | 0.0033 |
| Bi2O3-AAs | ND | 0.0451 | 0.0168 | 0.0138 |
| BaO-AAs | ND | 0.0049 | 0.0012 | 0.0019 |
| SrO-AAs | ND | 0.0383 | 0.0041 | 0.0076 |
| Other-AAs | 0.0005 | 0.0160 | 0.0063 | 0.0037 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hsu, C.-H.; Chan, H.-Y.; Chang, M.-H.; Liu, C.-F.; Liu, T.-Y.; Chiu, K.-C. Efficient Compressive Strength Prediction of Alkali-Activated Waste Materials Using Machine Learning. Materials 2024, 17, 3141. https://doi.org/10.3390/ma17133141
Hsu C-H, Chan H-Y, Chang M-H, Liu C-F, Liu T-Y, Chiu K-C. Efficient Compressive Strength Prediction of Alkali-Activated Waste Materials Using Machine Learning. Materials. 2024; 17(13):3141. https://doi.org/10.3390/ma17133141
Chicago/Turabian StyleHsu, Chien-Hua, Hao-Yu Chan, Ming-Hui Chang, Chiung-Fang Liu, Tzu-Yu Liu, and Kuo-Chuang Chiu. 2024. "Efficient Compressive Strength Prediction of Alkali-Activated Waste Materials Using Machine Learning" Materials 17, no. 13: 3141. https://doi.org/10.3390/ma17133141