
Hot Deformation Behavior of Free-Al 2.43 wt.% Si Electrical Steel Strip Produced by Twin-Roll Strip Casting and Its Effect on Microstructure and Texture



Abstract

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experiments
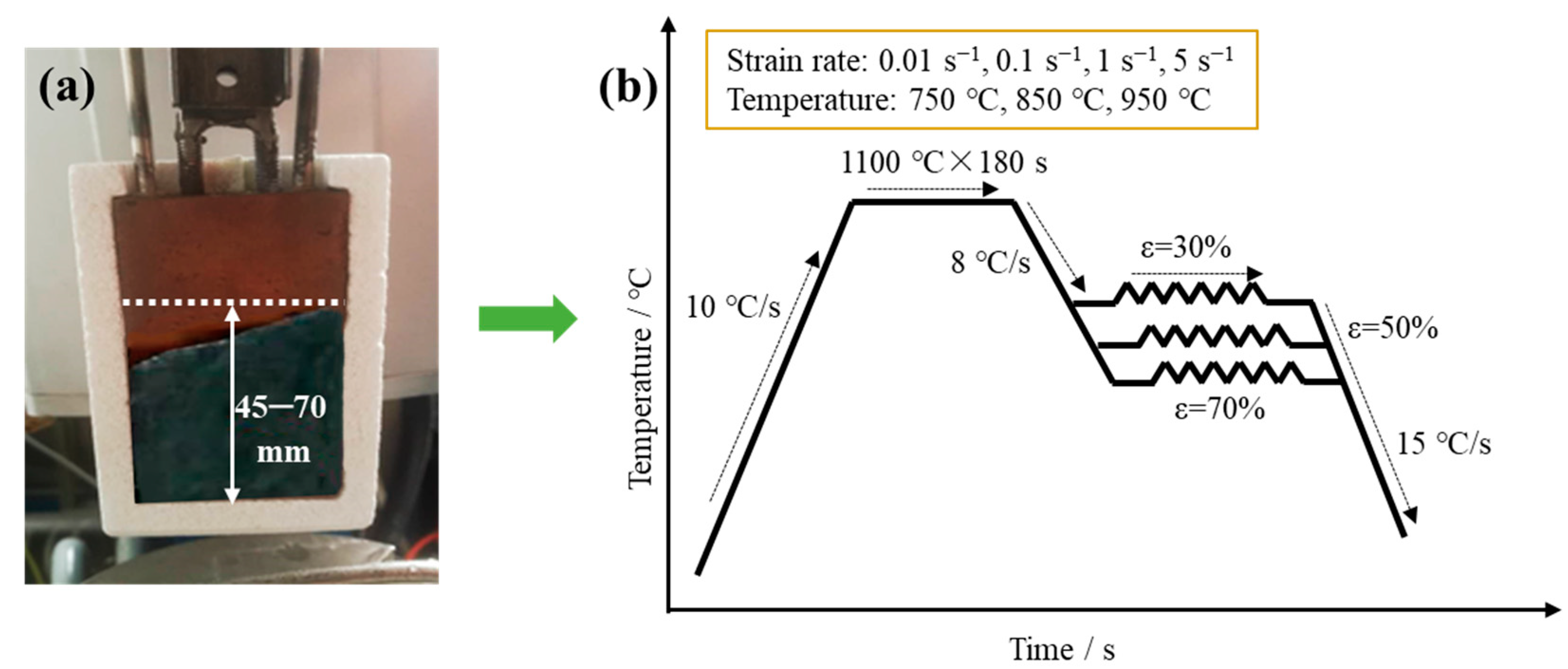
2.1. Experimental Procedure and Characterization Methods
2.2. Constitutive Equation for Hot Deformation
3. Results and Discussion
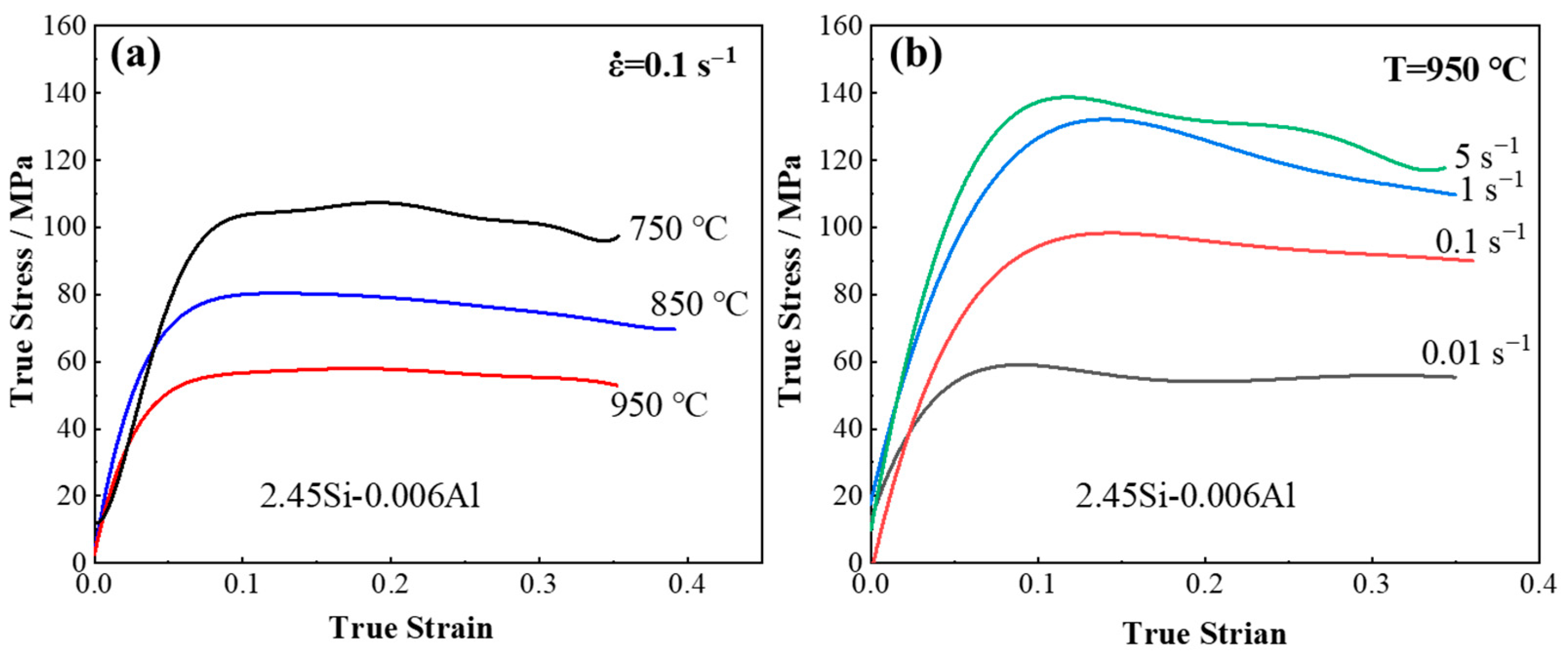
3.1. True Stress–Strain Curves of Strip Cast during Hot Deformation
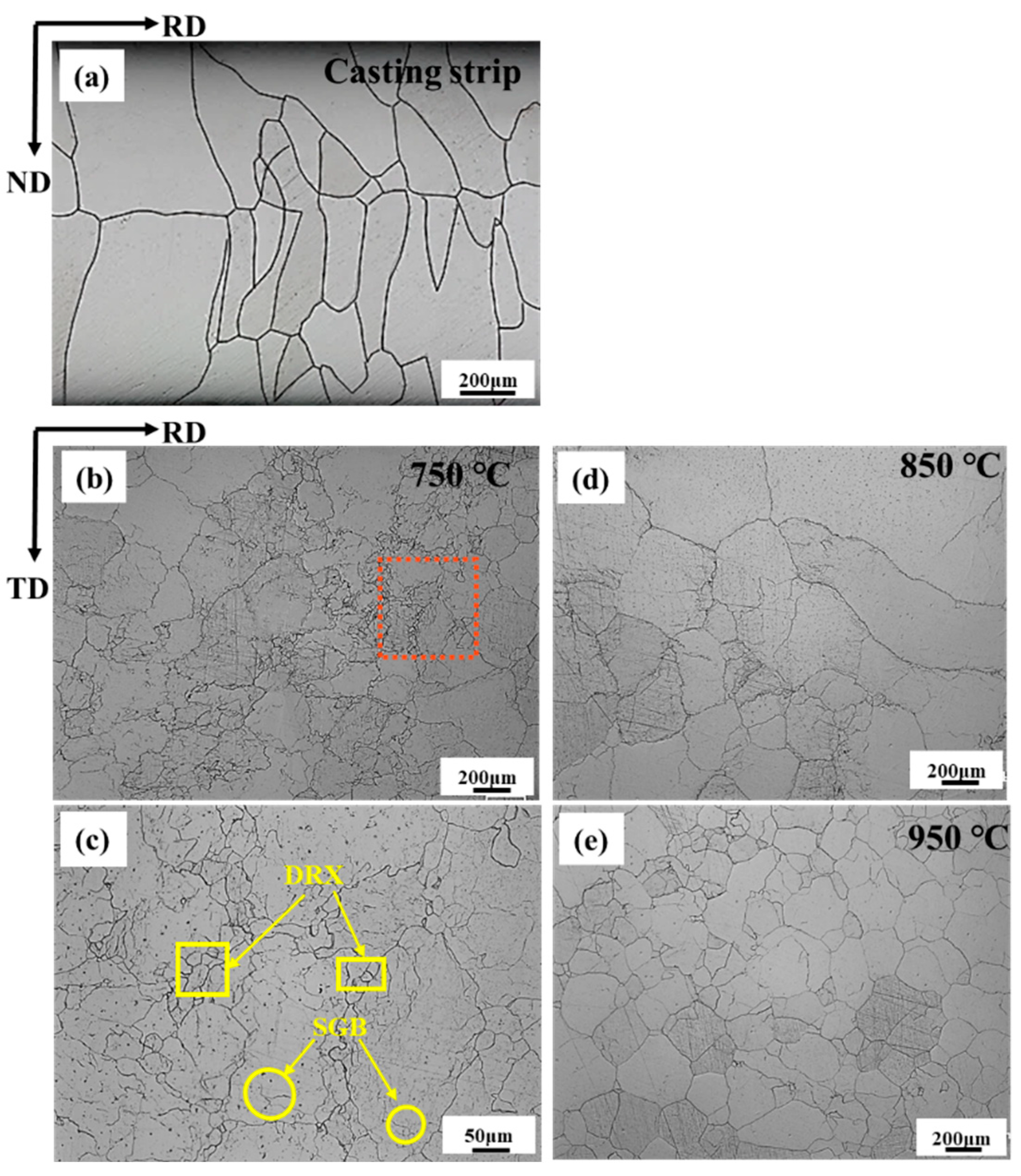
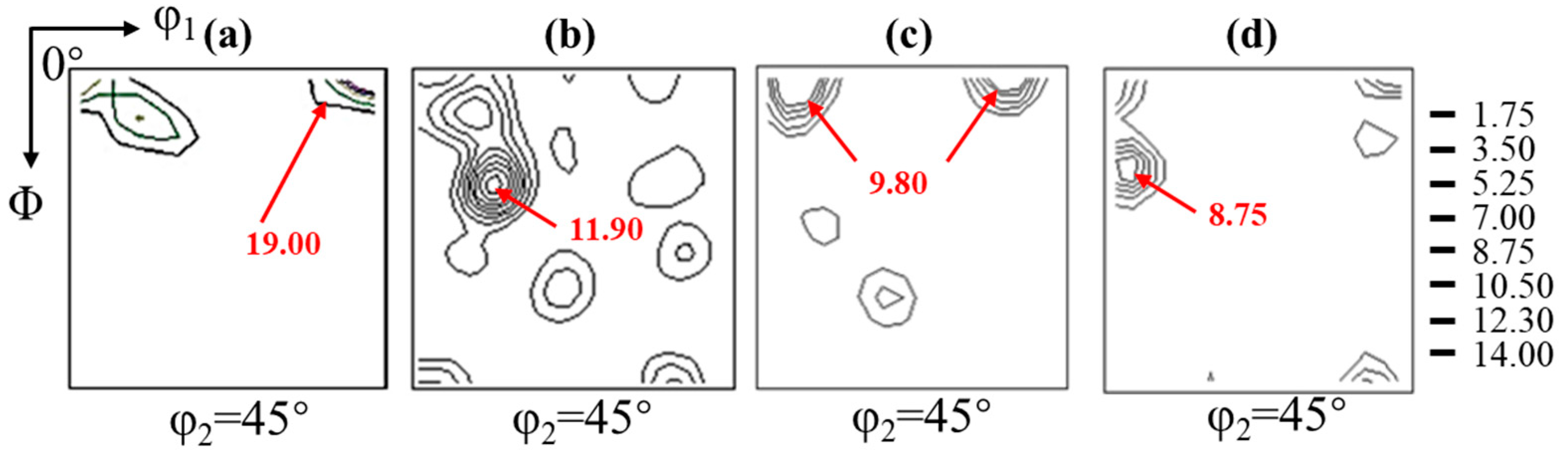
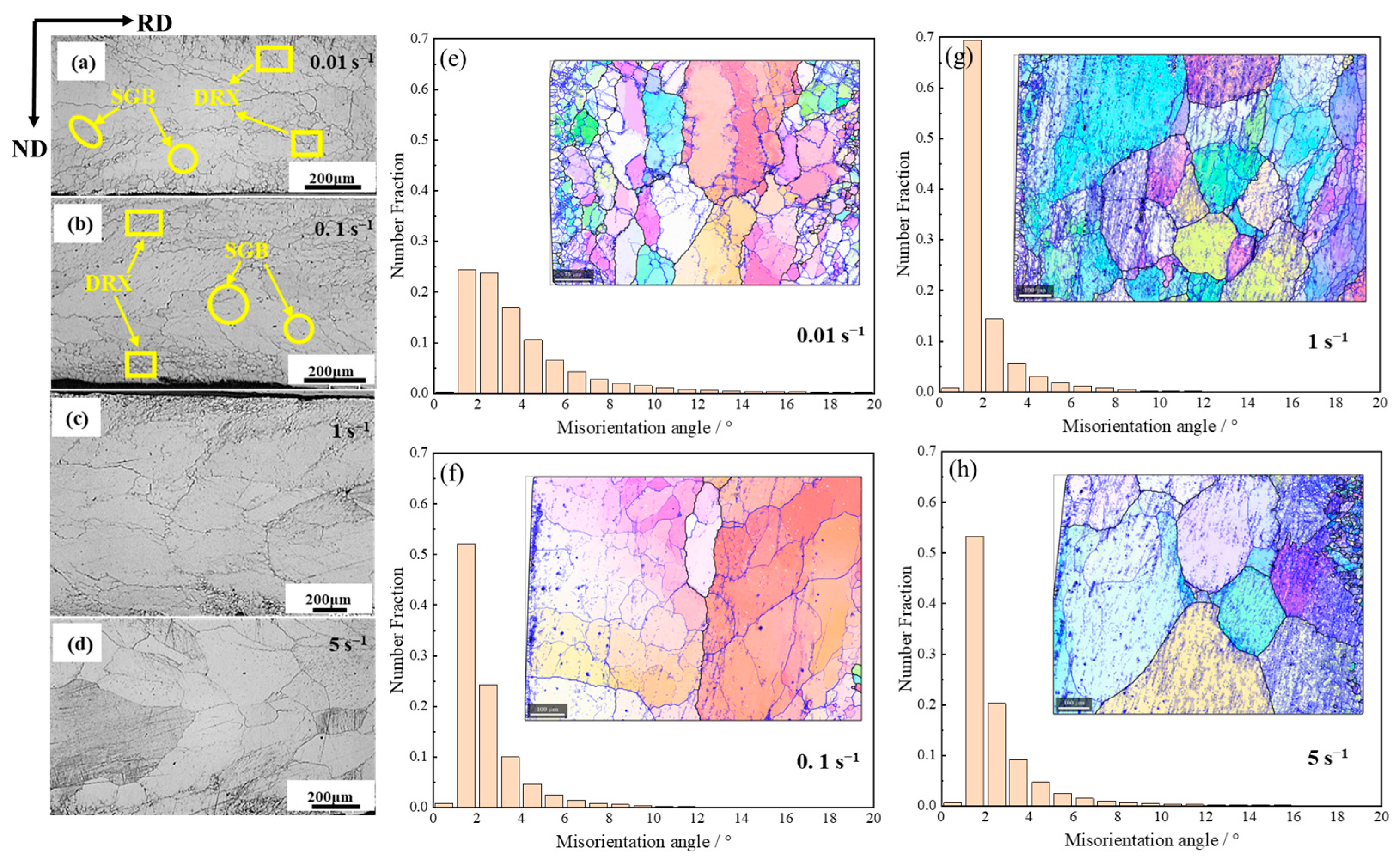
3.2. Effect of Deformation Parameters on Microstructure and Texture
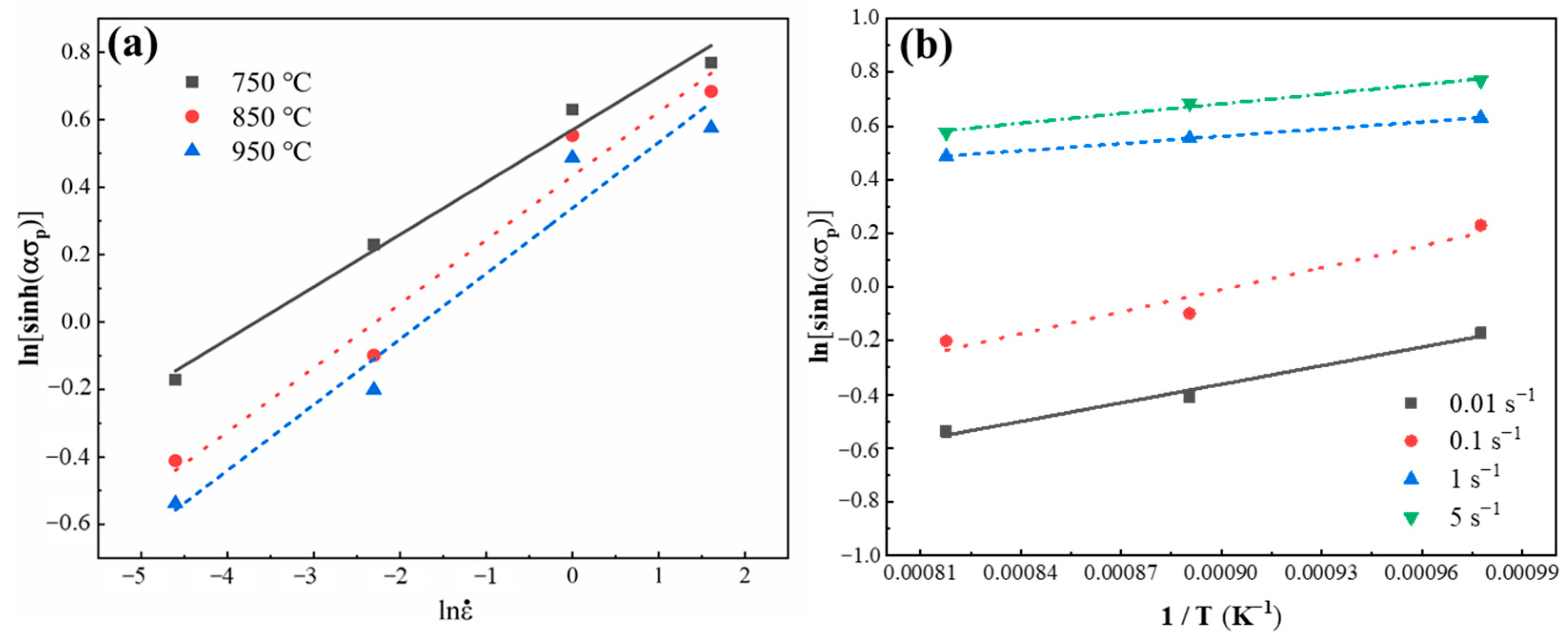
3.3. Establishment of Constitutive Equation
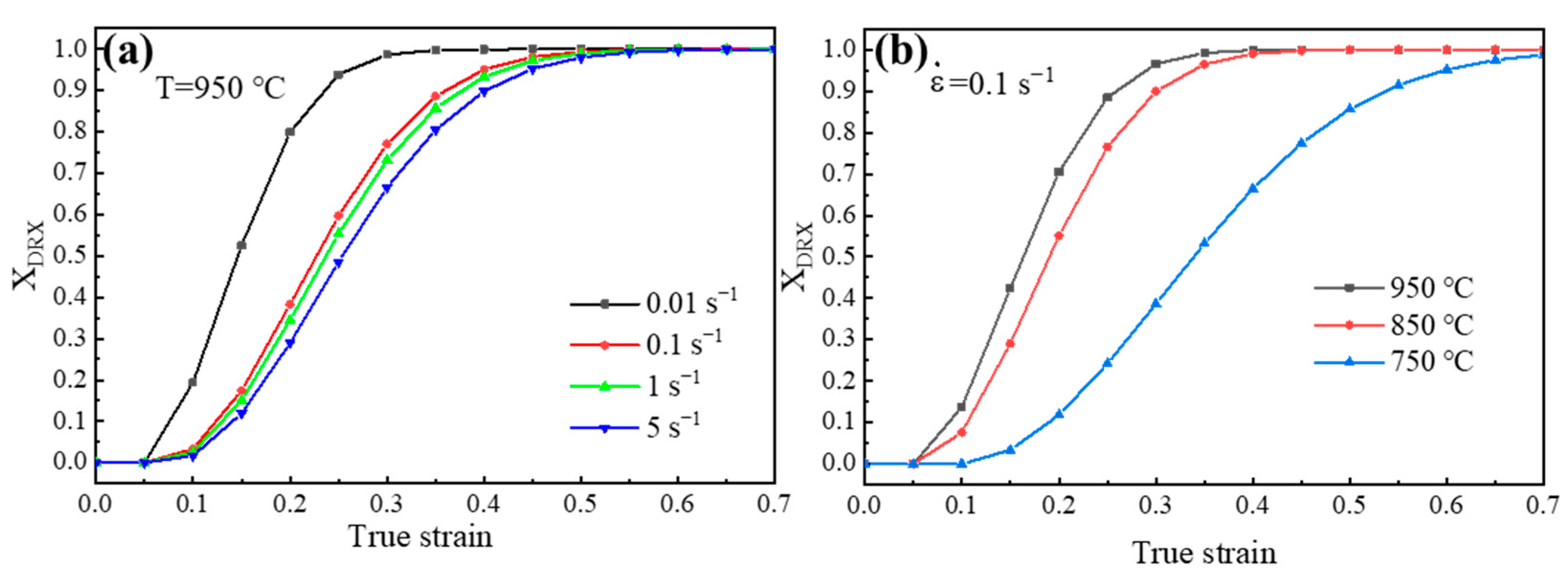
3.4. Dynamic Recrystallization Kinetics
4. Conclusions
- (1)
- There were two types of true stress–strain curves during the hot deformation process of 2.43 wt.% Si steel as-cast strip. The DRX type of stress–strain curves occurred mainly at the strain rate from 0.01 s−1 to 0.1 s−1, while the DRV type of stress–strain curves mainly occurred at the strain rate from 1 s−1 to 5 s−1. The peak true stress rose with the increase in strain rate and the decrease in deformation temperature.
- (2)
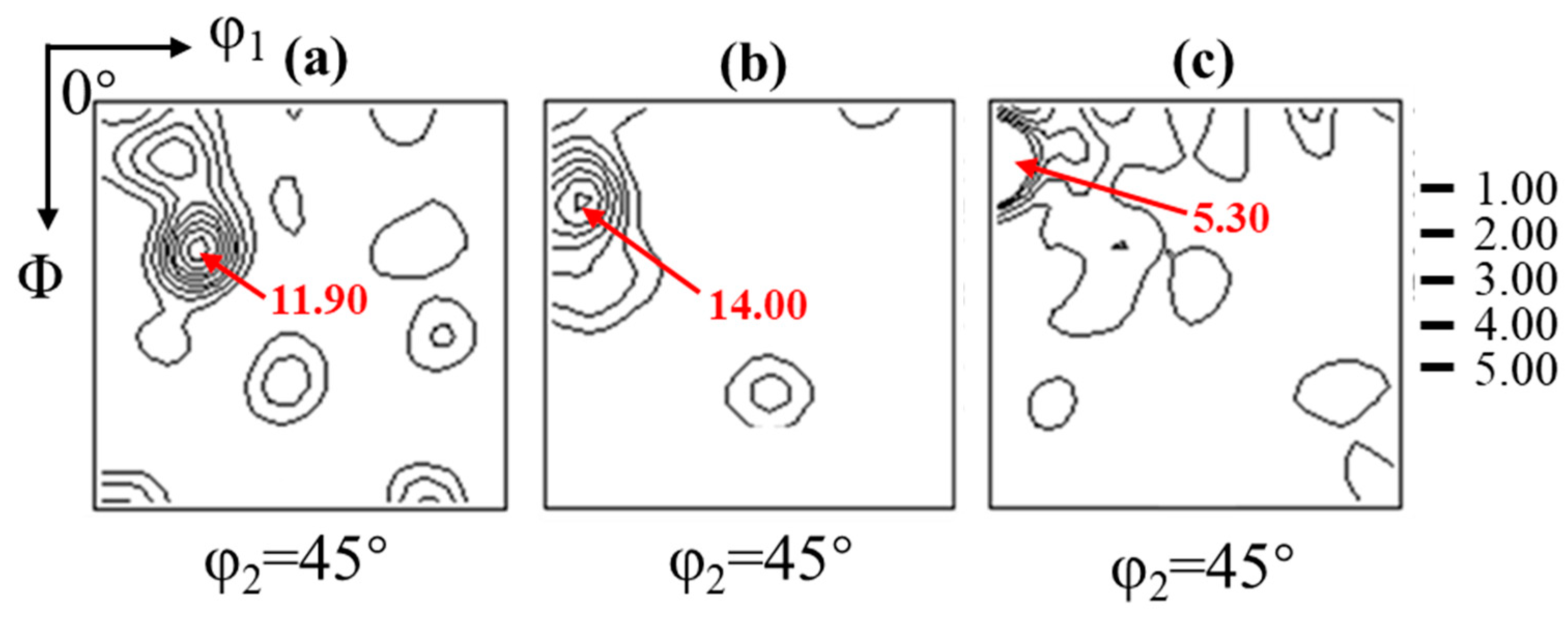
- With the increase in strain rate, the recrystallization volume fraction decreased, and recrystallization facilitated the formation of {001}, Goss, and rotated Goss texture.
- (3)
- The deformation activation energy is 83.367 kJ/mol for the studied 2.43 wt.% Si electrical steel as-cast strip, which is lower than those of non-oriented electrical steels produced by the traditional process. A lower deformation activation energy is conducive to dynamic re-crystallization during the thermal deformation process. In addition, the constitutive equation for the studied electrical steel as-cast strip was established.
- (4)
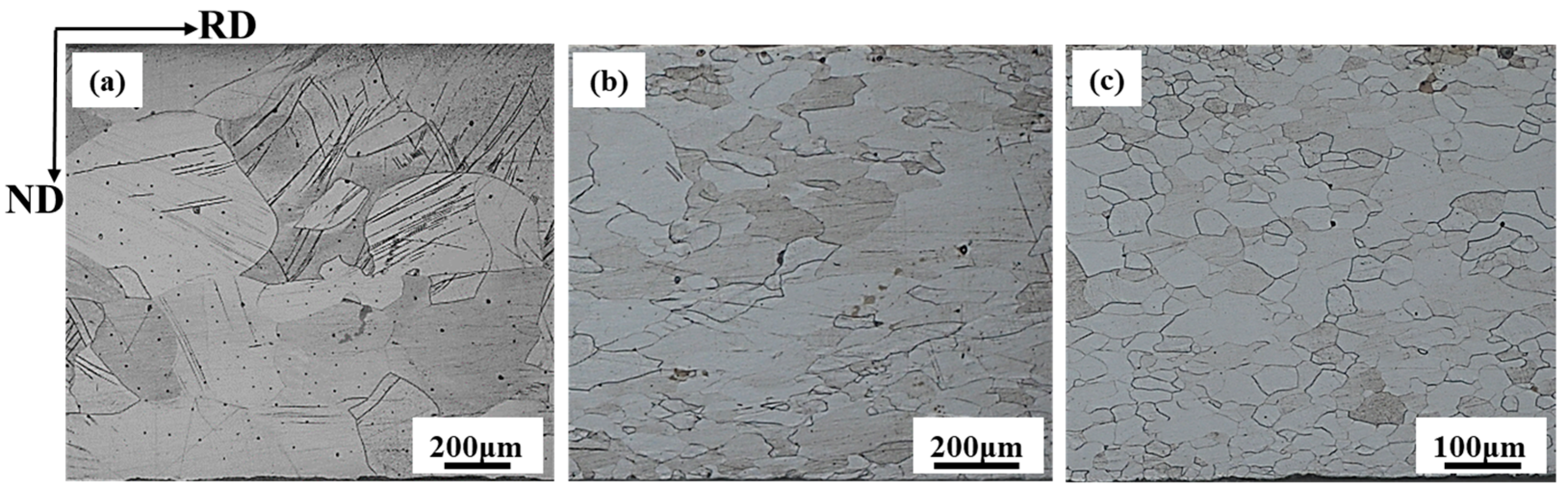
- The DRX kinetics model of 2.43 wt.% Si steel strip cast was established, and was verified by the pilot hot rolling experiment. The establishment of the dynamic recrystallization prediction model can provide guidelines for microstructure and texture control during the industrial production of TRSC high-grade steel strip.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Che, S.F.; Fang, F.; Zhang, Y.X.; Wang, Y.; Cao, G.M.; Yuan, G. Microstructure Evolution and Strengthening Mechanism in High Strength Non-oriented Silicon Steel. Steel Rol. 2022, 39, 165–174+192. [Google Scholar] [CrossRef]
- Jiao, H.T.; Xu, Y.B.; Zhao, L.; Misra, R.D.K.; Tang, Y.; Liu, D.; Hu, Y.; Zhao, M.; Shen, M. Texture Evolution in Twin-roll Strip Cast Non-oriented Electrical Steel with Strong Cube and Goss Texture. Acta Mater. 2020, 199, 311–325. [Google Scholar] [CrossRef]
- Wang, W.L.; Mao, S.; Zhang, H.L.; Lu, C.; Lyu, P.S. Simulation of Sub-rapid Solidification and Secondary Cooling for the Strip Casting of IF Steel. Materials 2021, 14, 5274. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.X.; Xia, Y.K.; Dun, H.; Wang, Y.; Fang, F.; Zhang, Y.; Zhang, J.C.; Chen, Q.; Zhai, K.Y.; Misra, R.D.K. Evolution of the Shear Band in Cold-Rolling of Strip-Cast Fe-1.3% Si Non-Oriented Silicon Steel. Materials 2021, 14, 775. [Google Scholar] [CrossRef]
- Wang, W.L.; Qian, H.R.; Cai, D.W.; Zhou, L.J.; Mao, S.; Lyu, P.S. Microstructure and Magnetic Properties of 6.5 wt Pct Si Steel Strip Produced by Simulated Strip Casting Process. Metall. Mater. Trans. A 2021, 52, 1799–1811. [Google Scholar] [CrossRef]
- Jiao, H.T.; Wu, W.S.; Hou, Z.B.; Xie, X.X.; Tang, Y.C.; Misra, R.D.K.; Liu, D.J.; Hu, Y.; Zhao, L.Z. Ultra Strong {100} Texture in Twin-roll Strip Cast Non-oriented Electrical Steel Through Two-step Annealing. Scr. Mater. 2024, 243, 115998. [Google Scholar] [CrossRef]
- Xuan, D.P.; Zhou, C.; Zhou, Y.; Jiang, T.L. Effect of Cooling Rate on the Order Degree, Residual Stress, and Room Temperature Mechanical Properties of Fe-6.5wt.%Si Alloy. J. Magn. Magn. Mater. 2023, 571, 170550. [Google Scholar] [CrossRef]
- Fang, F.; Che, S.F.; Wang, G.D. Thin-gauge Non-oriented Silicon Steel with Balanced Magnetic and Mechanical Properties Processed by Strip Casting. Mater. Sci. Eng. A 2022, 831, 142284. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Lan, M.F.; Wang, Y. Microstructure and Texture Evolution of Thin-gauge Non-oriented Silicon Steel with High Permeability Produced by Twin-roll Strip Casting. Mater. Charact. 2019, 150, 118–127. [Google Scholar] [CrossRef]
- Liu, H.T.; Liu, Z.Y.; Sun, Y.; Gao, F.; Wang, G.D. Development of λ-fiber Recrystallization Texture and Magnetic Property in Fe–6.5wt% Si Thin Sheet Produced by Strip Casting and Warm Rolling Method. Mater. Lett. 2013, 91, 150–153. [Google Scholar] [CrossRef]
- Xu, Y.B.; Zhang, Y.X.; Wang, Y.; Li, C.G.; Cao, G.M.; Liu, Z.Y.; Wang, G.D. Evolution of Cube Texture in Strip-cast Non-oriented Silicon Steels. Scr. Mater. 2014, 87, 17–20. [Google Scholar] [CrossRef]
- Song, H.Y.; Liu, H.T.; Lu, H.H.; Li, H.Z.; Liu, W.Q.; Zhang, X.M.; Wang, G.D. Effect of Hot Rolling Reduction on Microstructure, Texture and Ductility of Strip-cast Grain-oriented Silicon Steel with Different Solidification Structures. Mater. Sci. Eng. A 2014, 605, 260–269. [Google Scholar] [CrossRef]
- Jiao, H.T.; Xie, X.X.; Tang, Y.C.; Hu, Y.; Liu, D.J.; Zhao, L.Z. Improved texture and magnetic properties in thin gauge strip-cast non-oriented electrical steel through matching design of hot-cold rolling. J. Mater. Res. Technol. 2023, 24, 6411–6424. [Google Scholar] [CrossRef]
- Wang, D.D.; Li, H.W.; Song, X.J.; Ren, Y.; Fan, Q.B.; Zhu, X.J.; Chen, L.H.; Wang, Y.C.; Gao, W.; Cao, Z.; et al. The Dynamic Recrystallization Behavior of the Ti-5.5Mo-7.2Al-4.5Zr-2.6Sn-2.1Cr Titanium Alloy During Hot Rolling Based on Macro-meso Multiscale Crystal Plasticity Finite Element Approach. Mater. Today Commun. 2023, 36, 106555. [Google Scholar] [CrossRef]
- Kong, F.X.; Yang, Y.M.; Chen, H.; Liu, H.Y.; Fan, C.; Xie, W.D.; Wei, G.B. Dynamic recrystallization and deformation constitutive analysis of Mg–Zn-Nd-Zr alloys during hot rolling. Heliyon 2022, 8, e09995. [Google Scholar] [CrossRef] [PubMed]
- Shah, V.; Sedighiani, K.; Van Dokkum, J.S.; Bos, C.; Roters, F.; Diehl, M. Coupling Crystal Plasticity and Cellular Automaton Models to Study Meta-dynamic Recrystallization During Hot Rolling at High Strain Rates. Mater. Sci. Eng. A 2022, 849, 143471. [Google Scholar] [CrossRef]
- Xiao, F.; Zhang, Z.H.; Fu, H.D. Effect of Si Content on Hot Deformation Behavior and Dynamic Recrystallization of High-silicon Electrical Steel. Chin. J. Eng. 2019, 41, 332–342. [Google Scholar] [CrossRef]
- An, F.H.; Sha, Y.H.; Zhang, F. Effect of Zener-Hollomon Parameter on Deformation Microstructure in Fe-3%Si Alloy. Acta Metall. Sin. 2011, 24, 1–8. [Google Scholar]
- Atake, M.; Barnett, M.; Hutchinson, B.; Ushioda, K. Warm deformation and annealing behavior of iron–silicon–(carbon) steel sheets. Acta Mater. 2015, 96, 410–419. [Google Scholar] [CrossRef]
- Lyu, P.S.; Wang, W.L.; Wang, C.H.; Zhou, L.J.; Fang, Y.; Wu, J.C. Effect of sub-rapid solidification and secondary cooling on microstructure and properties of strip cast low-carbon bainitic–martensitic steel. Metall. Mater. Trans. A 2021, 52, 3945–3960. [Google Scholar] [CrossRef]
- Lyu, P.S.; Wang, W.L.; Qian, H.R.; Wu, J.C.; Fang, Y. Formation of Naturally Deposited Film and Its Effect on Interfacial Heat Transfer during Strip Casting of Martensitic Steel. JOM 2020, 72, 1910–1919. [Google Scholar] [CrossRef]
- Ning, X.; Liang, Y.F.; Wang, Y.L.; Ye, F.; Lin, J.P. A quasi-in-situ EBSD study on the formation and development of η-fiber in 0.15 mm ultra-thin Fe-4.5 wt. % Si sheet. J. Alloys Compd. 2023, 969, 172372. [Google Scholar] [CrossRef]
- Xiao, J.F.; Cayron, C.; Van der Meer, M.; Logé, R.E. EBSD study of variant reorientation, texture, and twin formation in a martensitic NiTi alloy deformed in compression. Acta Mater. 2024, 264, 119553. [Google Scholar] [CrossRef]
- Damavandi, E.; Nourouzi, S.; Rabiee, S.M.; Jamaati, R.; Szpunar, J.A. EBSD study of the microstructure and texture evolution in an Al–Si–Cu alloy processed by route A ECAP. J. Alloys Compd. 2021, 858, 157651. [Google Scholar] [CrossRef]
- Wang, W.J.; Man, T.H.; Zhang, M.; Wang, Y. δ-ferrite Dynamic Recrystallization Behavior during Thermal Deformation in Fe–32Mn–11Al-0.9C Low Density Steel. J. Mater. Res. Technol. 2022, 18, 1345–1357. [Google Scholar] [CrossRef]
- Mu, T.; Zhang, K.; Li, Y.J.; Li, X.G.; Ma, M.L.; Shi, G.L.; Yuan, J.W.; Sun, Z.Q. Study on Thermal Compression Deformation Behavior and Constitutive Model of Homogenized Mg–5Zn–1Mn Alloy. J. Mater. Res. Technol. 2023, 22, 838–852. [Google Scholar] [CrossRef]
- Mei, R.B.; Li, B.; Du, Y.X.; Zhang, X.; Li, C.S.; Liu, X.H. Constitutive Equations of Fe-6.5%Si Steel at High Deformation Temperature. Iron Steel 2017, 53, 98–102. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, M.; Sun, X.Y. Investigation on High Temperature Compression Deformation Behavior of 0.2C7Mn Steel. Procedia Manuf. 2019, 37, 327–334. [Google Scholar] [CrossRef]
- Jiao, H.T.; Xu, Y.B.; Qiu, W.Z.; Xu, H.J.; Misra, R.D.K.; Du, Y.F.; Li, J.P.; Wang, G.D. Significant effect of as-cast microstructure on texture evolution and magnetic properties of strip cast non-oriented silicon steel. J. Mater. Sci. Technol. 2018, 34, 2472–2479. [Google Scholar] [CrossRef]
- Liu, Q.; Fang, L.M.; Xiong, Z.W.; Yang, J.; Tan, Y.; Liu, Y.; Zhang, Y.J.; Tan, Q.; Hao, C.C.; Cao, L.H.; et al. The Response of Dislocations, Low Angle Grain Boundaries and High Angle Grain Boundaries at High Strain Rates. Mater. Sci. Eng. A 2021, 822, 141704. [Google Scholar] [CrossRef]
- Han, Y.; Yan, S.; Yin, B.G.; Li, H.J.; Ran, X. Effects of temperature and strain rate on the dynamic recrystallization of a medium-high-carbon high-silicon bainitic steel during hot deformation. Vacuum 2018, 148, 78–87. [Google Scholar] [CrossRef]
- McQueen, H.J.; Yue, S.; Ryan, N.D.; Fry, E. Hot Working Characteristics of Steels in Austenitic State. J. Mater. Process. Technol. 1995, 53, 293–310. [Google Scholar] [CrossRef]
- Zhang, M.; Li, H.Y.; Gan, B.; Zhao, X.; Yao, Y.; Wang, L. Hot Ductility and Compression Deformation Behavior of TRIP980 at Elevated Temperatures. Metall. Mater. Trans. B 2018, 49, 1–12. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.W.; Shen, W.F.; Liu, C.R.; Xia, Y.N.; Li, R.Q. Study on Constitutive Modeling and Processing Maps for Hot Deformation of Medium Carbon Cr–Ni–Mo Alloyed Steel. Mater. Des. 2016, 90, 804–814. [Google Scholar] [CrossRef]
- Luo, H. Effect of Concurrent Recovery on Avrami Exponent of the Softening Kinetics after Hot Deformation. Mater. Sci. Eng. A 2012, 532, 44–49. [Google Scholar] [CrossRef]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Martin, É. The Avrami Kinetics of Dynamic Recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Wang, W.; Lyu, P.; Wu, S. Hot Deformation Behavior of Free-Al 2.43 wt.% Si Electrical Steel Strip Produced by Twin-Roll Strip Casting and Its Effect on Microstructure and Texture. Materials 2024, 17, 3152. https://doi.org/10.3390/ma17133152
Wang H, Wang W, Lyu P, Wu S. Hot Deformation Behavior of Free-Al 2.43 wt.% Si Electrical Steel Strip Produced by Twin-Roll Strip Casting and Its Effect on Microstructure and Texture. Materials. 2024; 17(13):3152. https://doi.org/10.3390/ma17133152
Chicago/Turabian StyleWang, Huihui, Wanlin Wang, Peisheng Lyu, and Shengjie Wu. 2024. "Hot Deformation Behavior of Free-Al 2.43 wt.% Si Electrical Steel Strip Produced by Twin-Roll Strip Casting and Its Effect on Microstructure and Texture" Materials 17, no. 13: 3152. https://doi.org/10.3390/ma17133152
APA StyleWang, H., Wang, W., Lyu, P., & Wu, S. (2024). Hot Deformation Behavior of Free-Al 2.43 wt.% Si Electrical Steel Strip Produced by Twin-Roll Strip Casting and Its Effect on Microstructure and Texture. Materials, 17(13), 3152. https://doi.org/10.3390/ma17133152