
The Effect of Interlayer Delay on the Heat Accumulation, Microstructures, and Properties in Laser Hot Wire Directed Energy Deposition of Ti-6Al-4V Single-Wall
 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Experimental Procedure
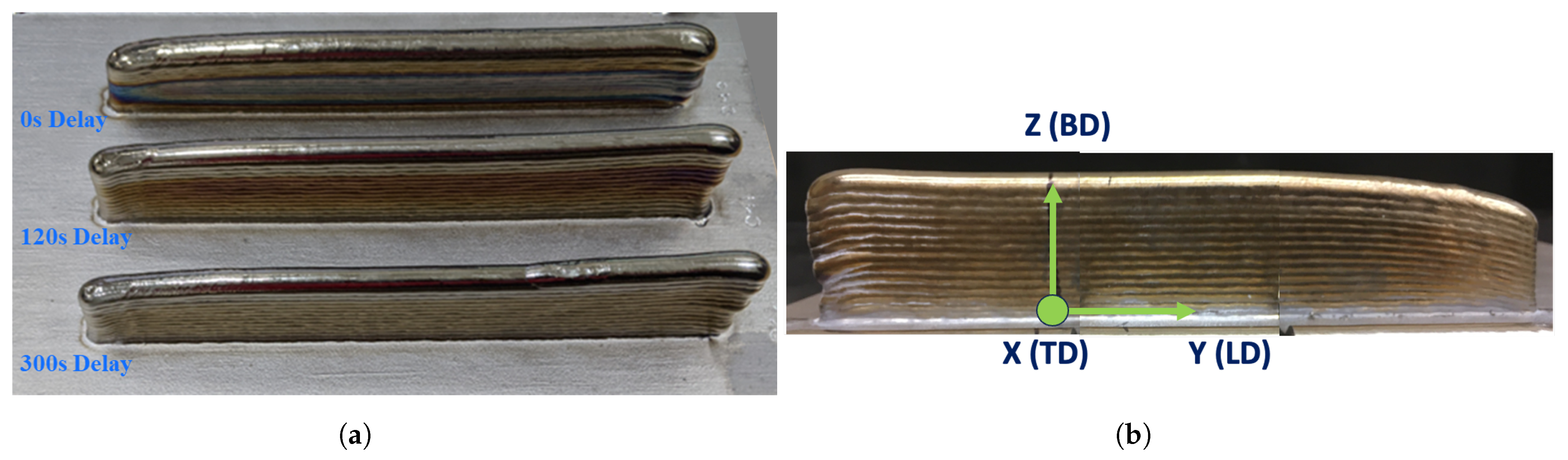
2.1. Deposition of Ti-6Al-4V Wall Structures
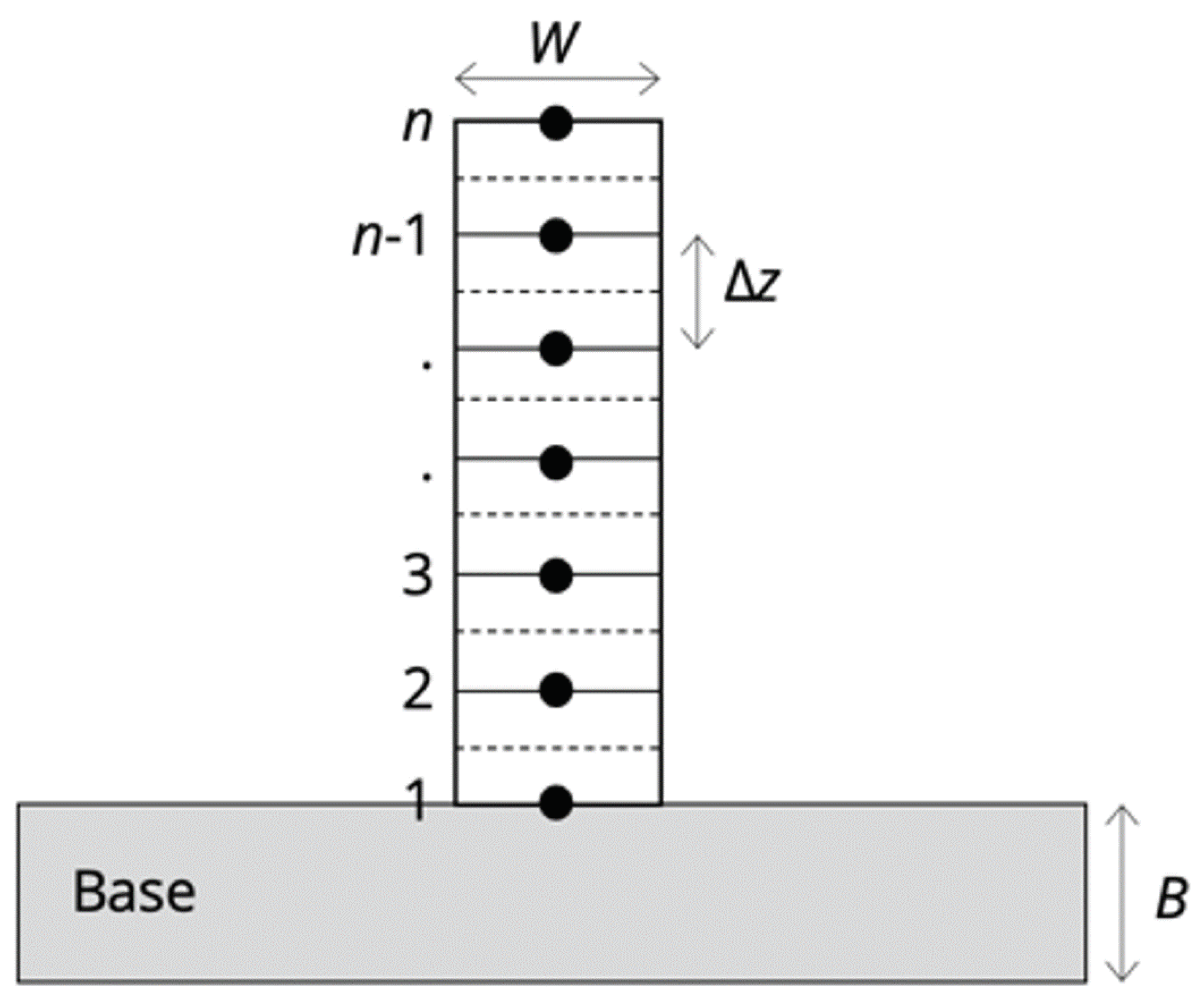
2.2. Thermal Modeling
2.3. Wall Geometry and Microstructure Quantification
2.4. Compositional Analysis
2.5. Mechanical Testing
2.5.1. Vickers Hardness
2.5.2. Tensile Testing
3. Results
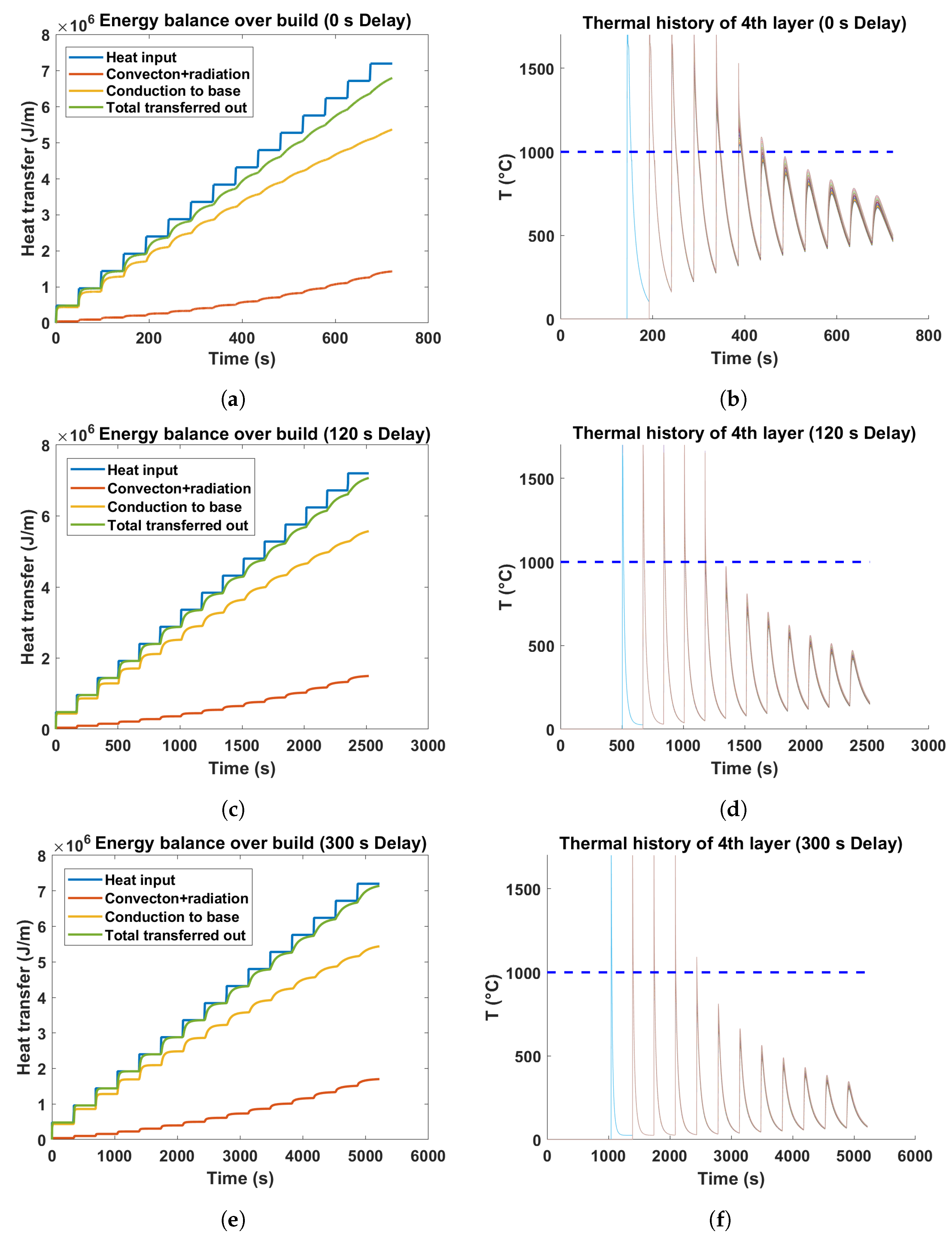
3.1. Thermal History
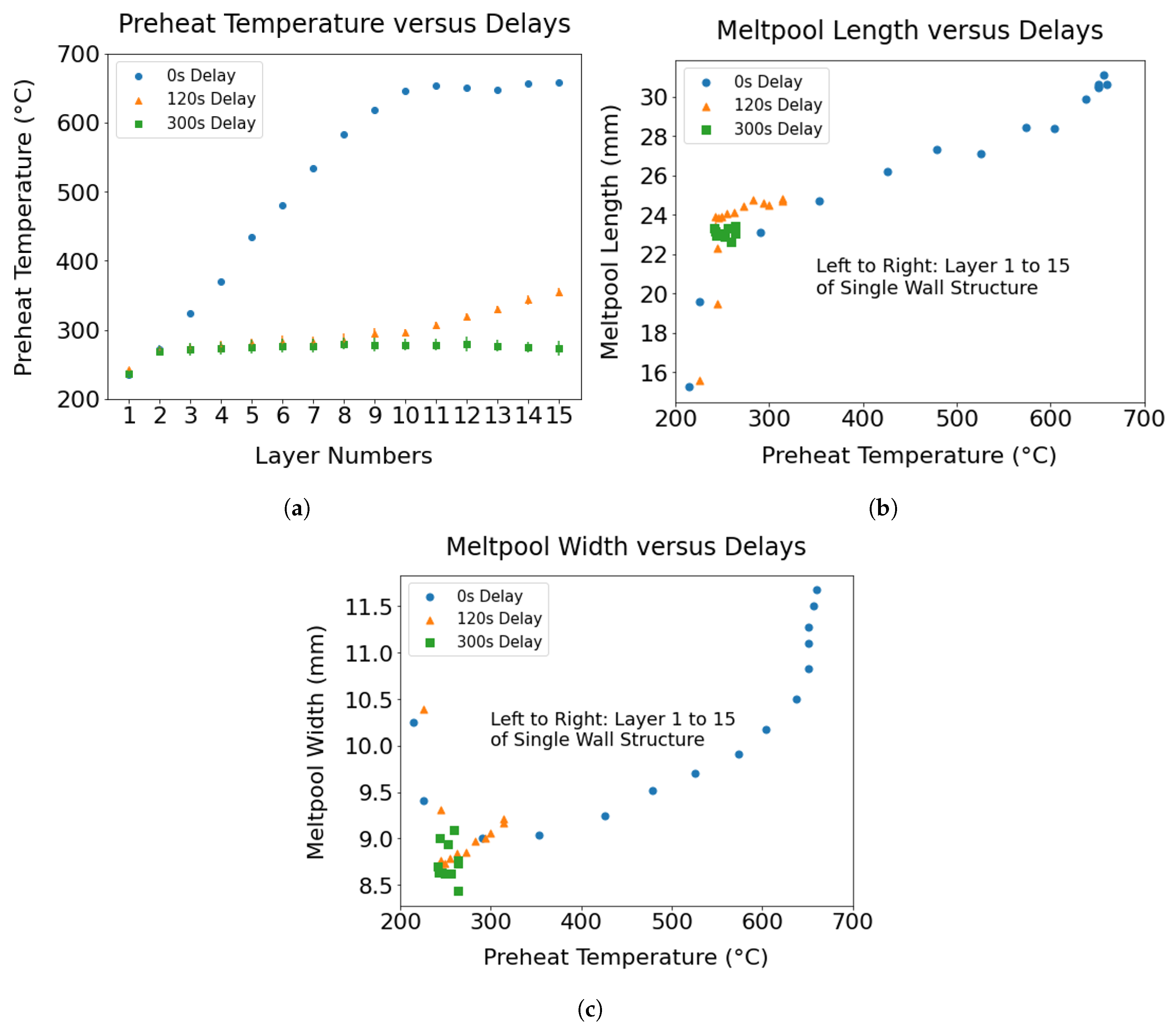
3.2. Heat Accumulation and Melt Pool Dimensions
3.3. Characteristics of the Wall
3.4. Compositional Variations
3.5. Microstructures
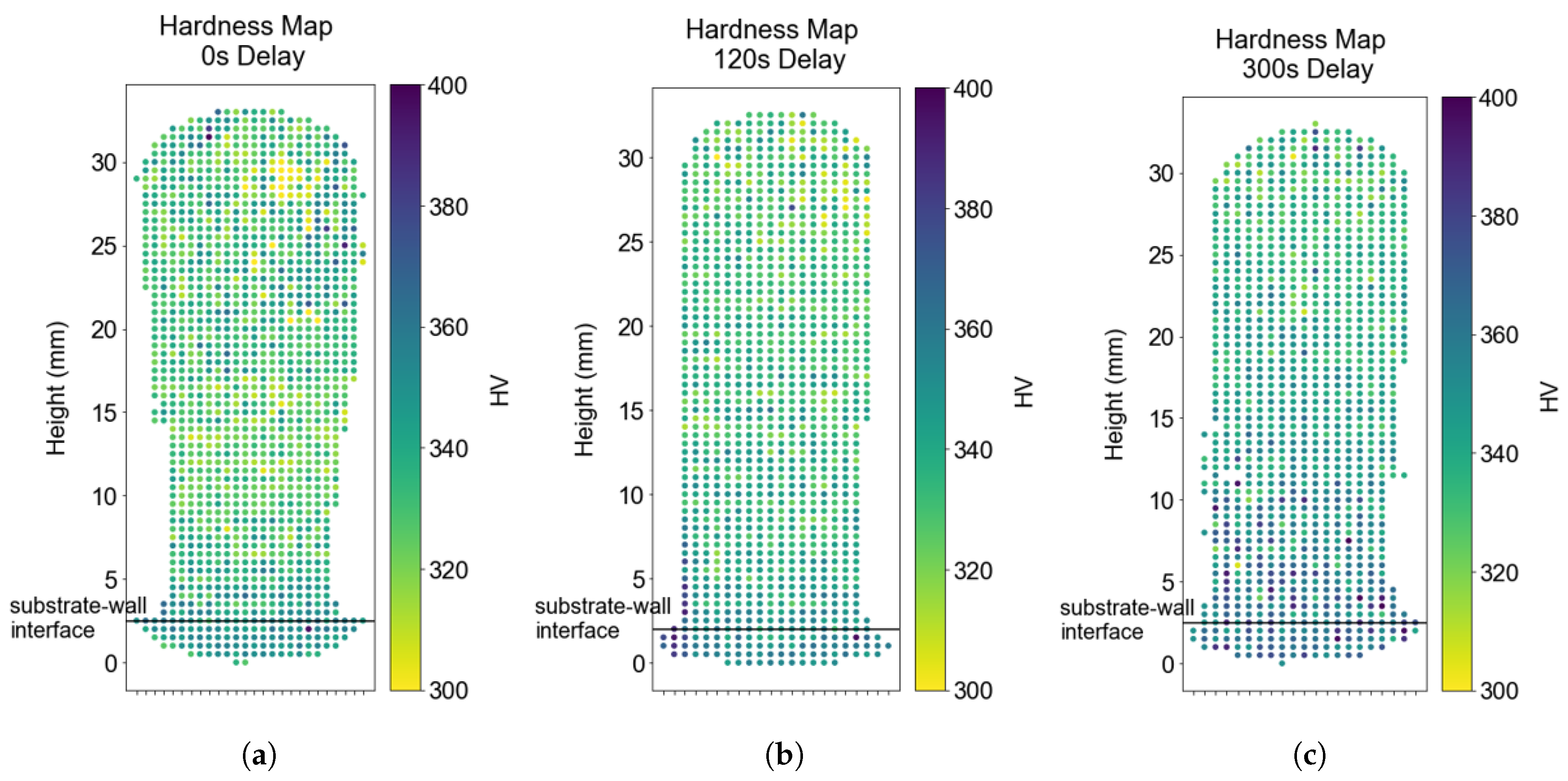
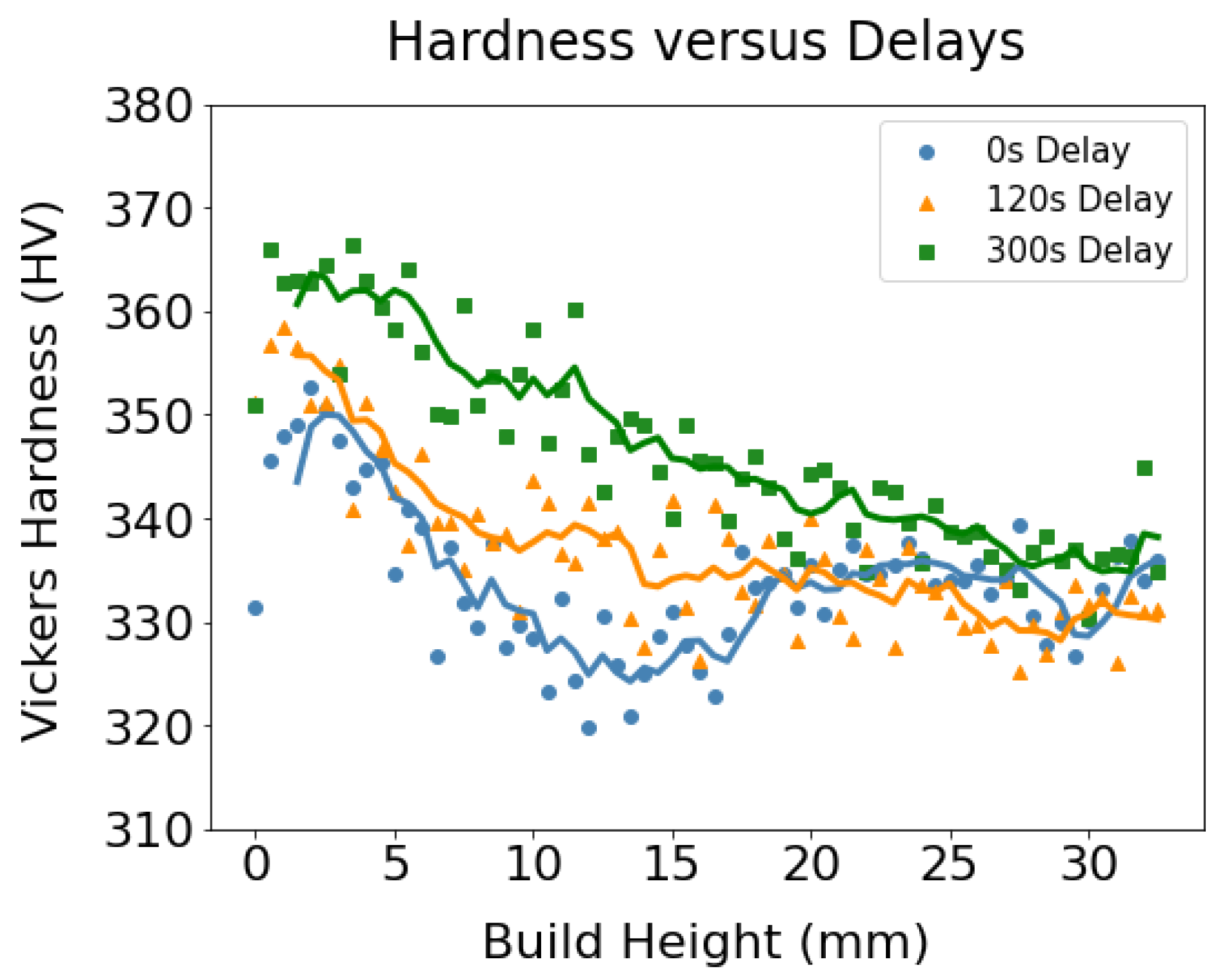
3.6. Vickers Microhardness
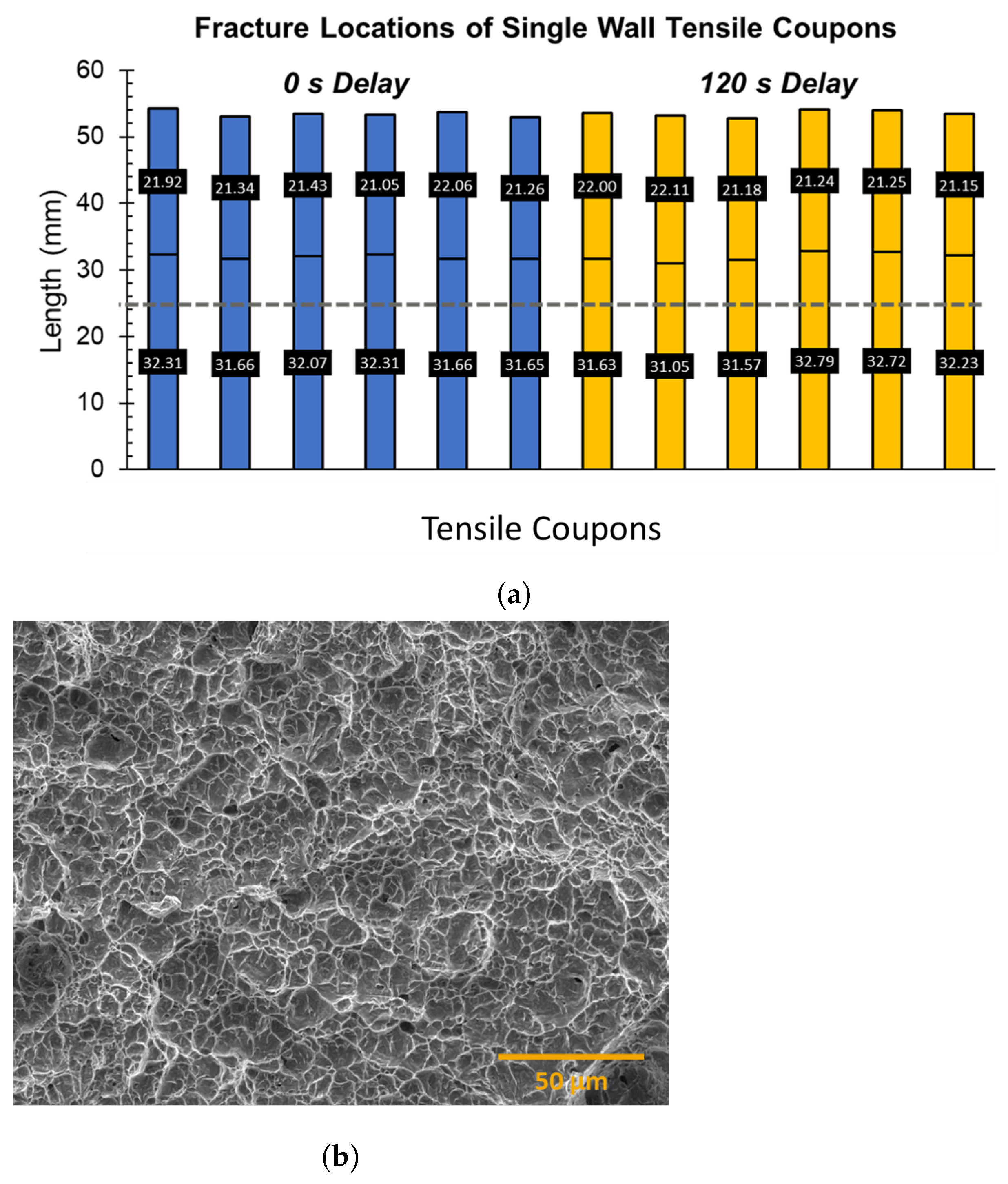
3.7. Tensile Properties
4. Discussion
4.1. Formation of White Bands
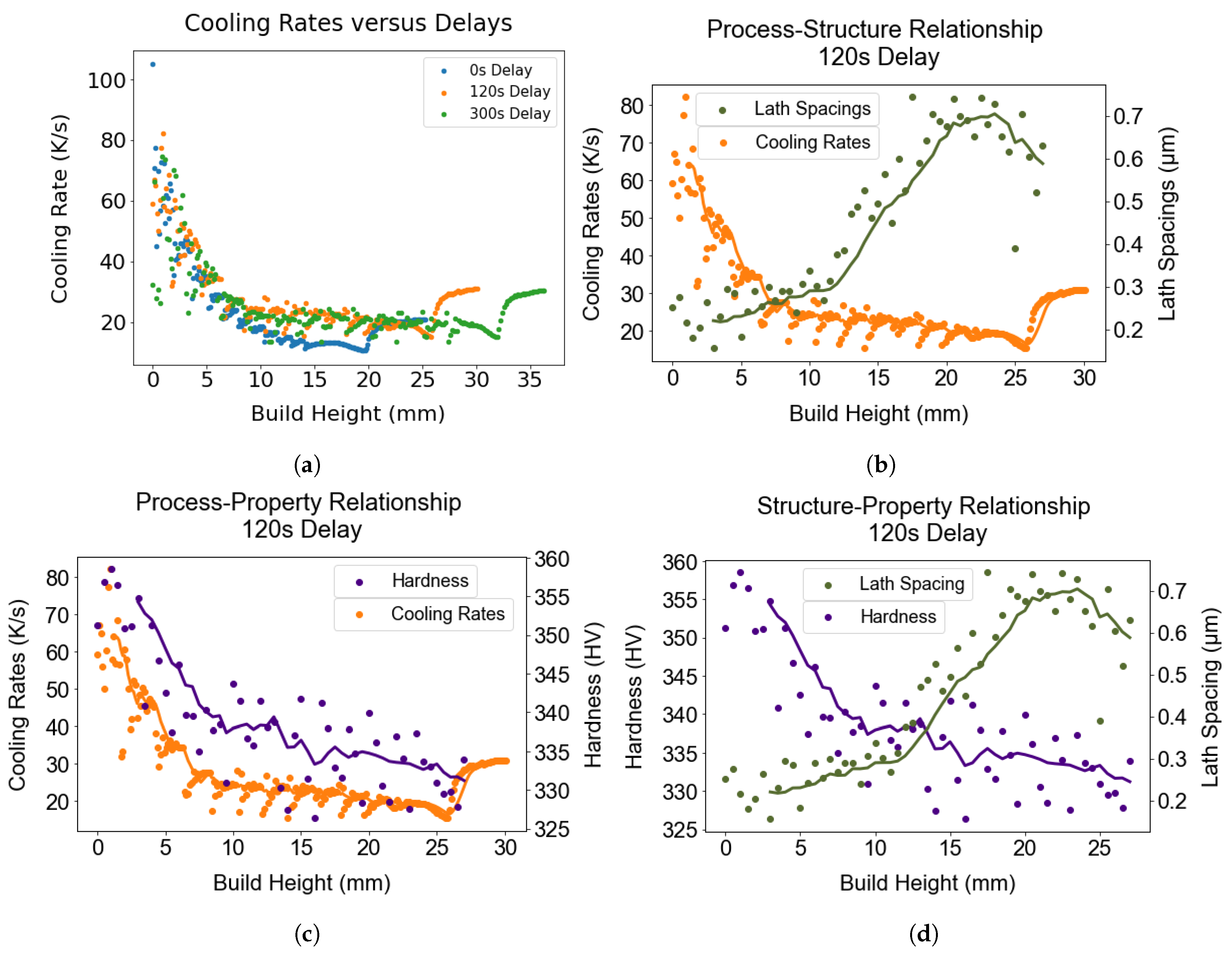
4.2. Process–Structure–Property Relationship
5. Conclusions
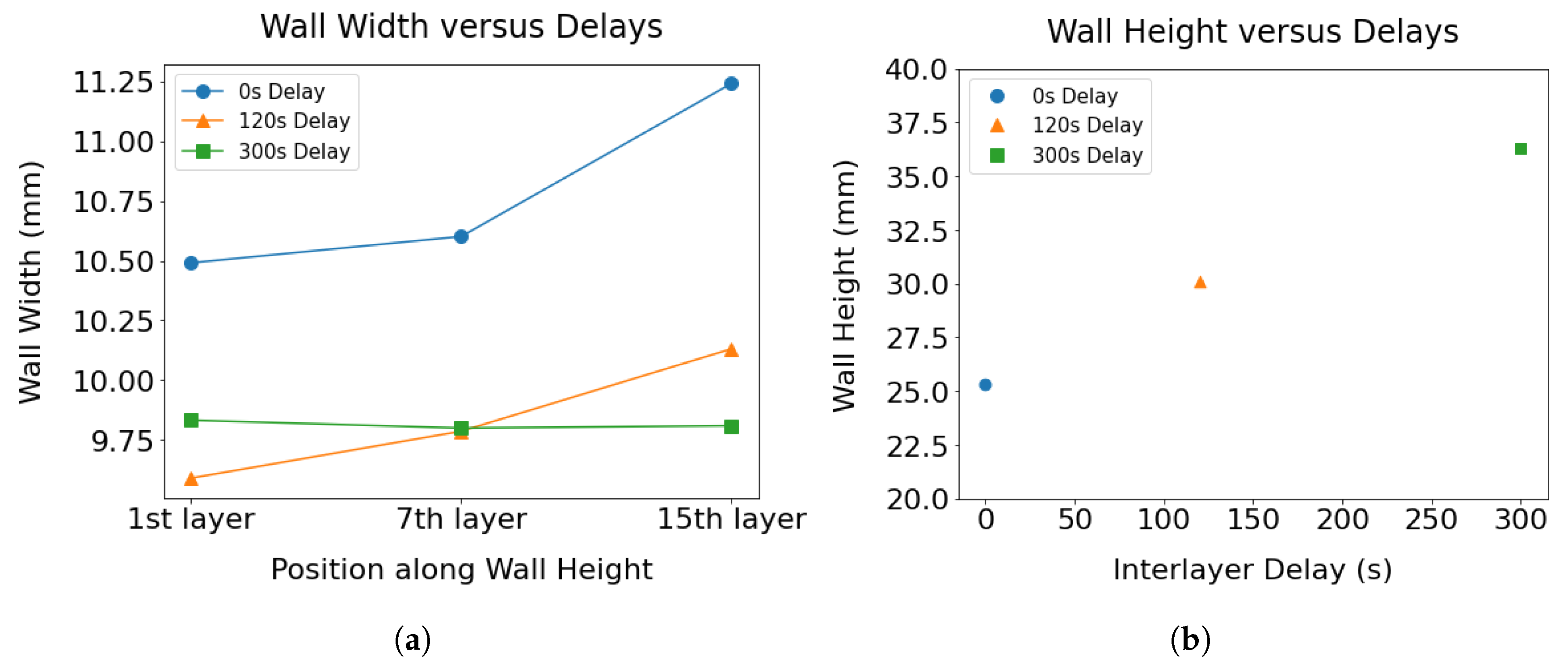
- The melt pool dimensions were directly influenced by the heat accumulation. It was observed that a delay of 300 s almost completely eliminated the heat buildup issues, leading to the stabilizations of the melt pool dimensions. A prolonged delay of 300 s decreased the variations in the melt pool length from 100.5% to 0.4% and the melt pool width from 14% to 1.5%, as compared to the 0 s delay condition. As a result, the printed wall component exhibited improved dimensional accuracy over the entire wall height.
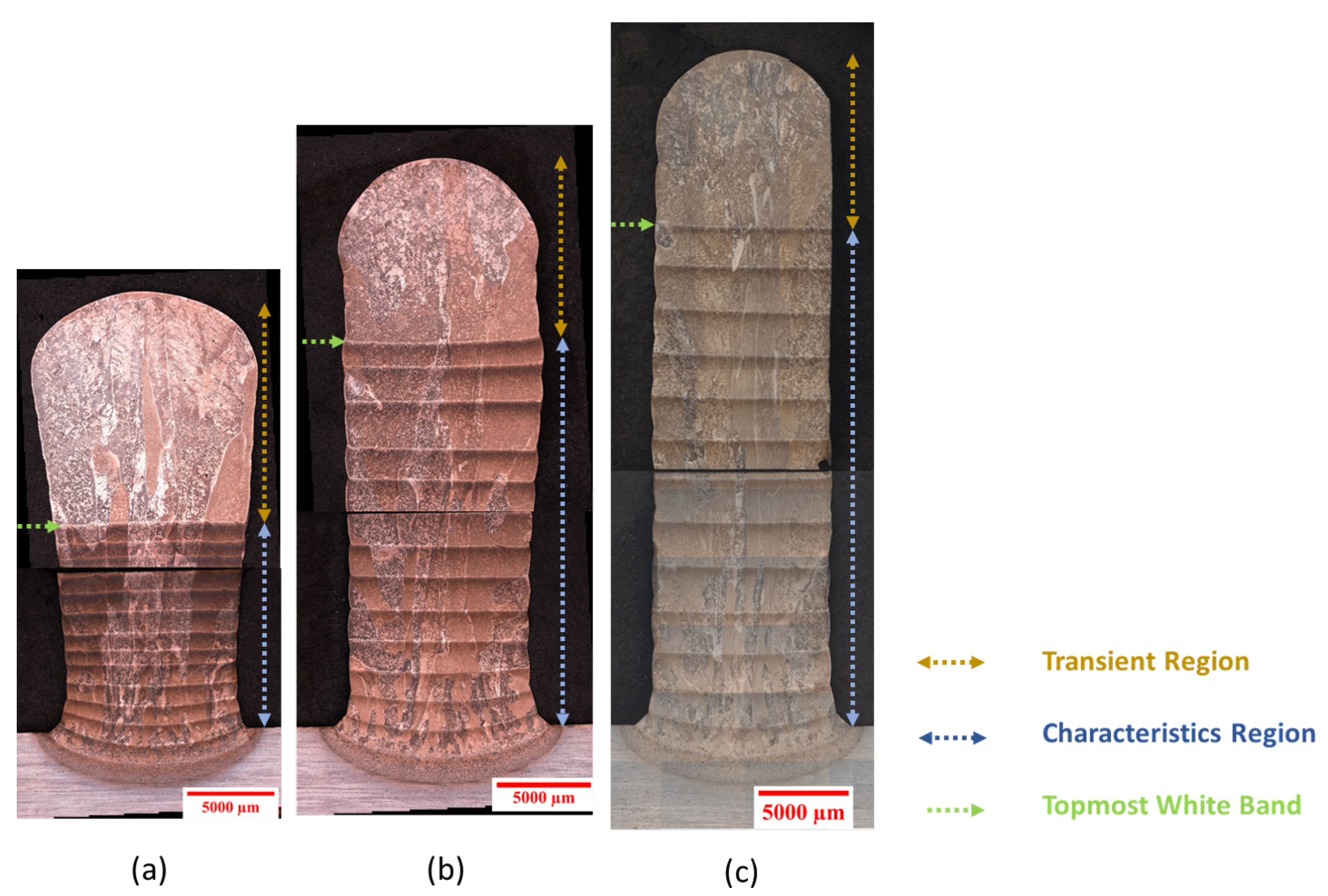
- The positions of the white bands in the wall structures were a direct consequence of heat accumulation. The white bands were closely spaced in the case of the shortest delay due to the higher preheat temperature of the previously deposited layer. The white bands oriented perpendicular to the build direction suggest that there is a minimal thermal gradient across the thickness of the wall.
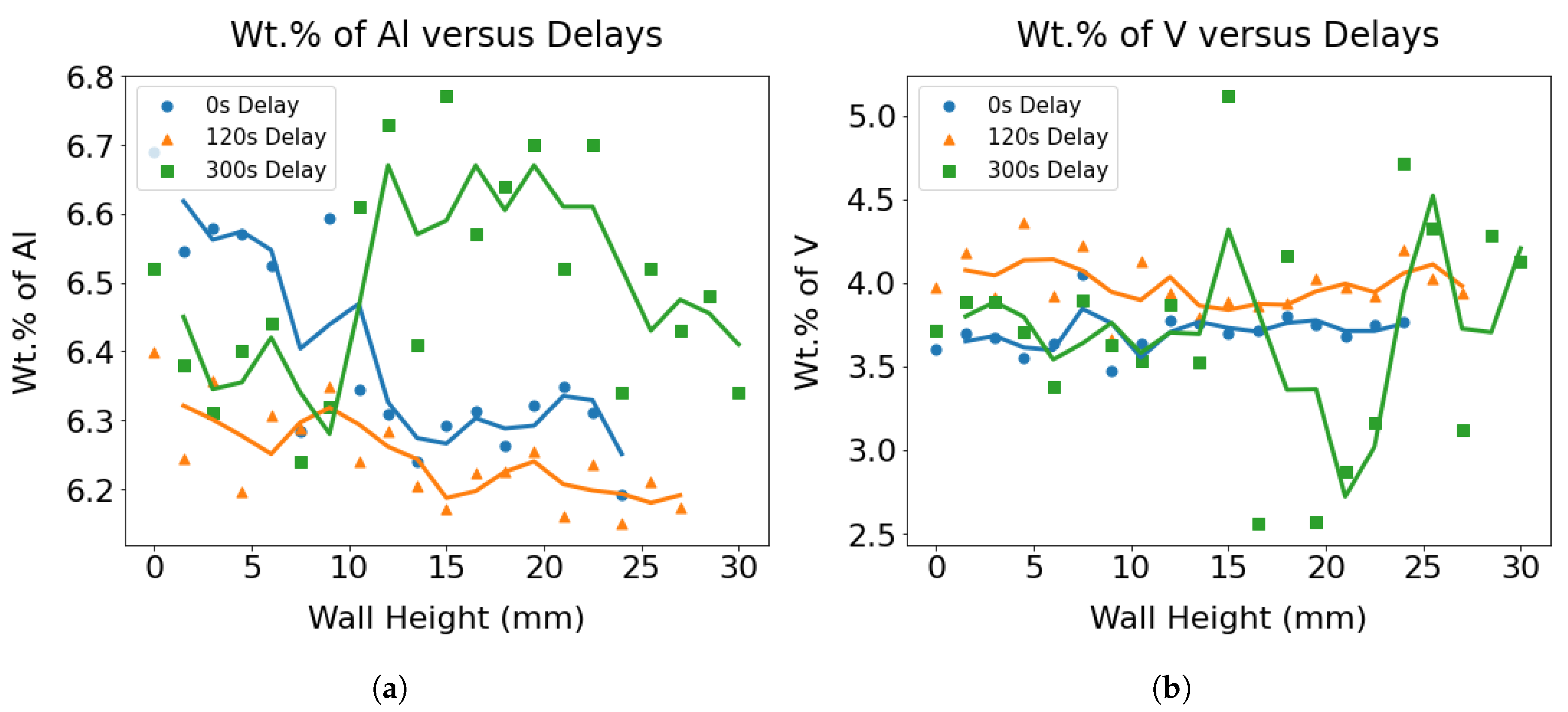
- The compositional analysis demonstrated that the aluminum weight percentage declines with increasing heat accumulation with wall height in the case of a 0 s delay, while the weight percentage of vanadium exhibited a minimal alteration in relation to interlayer delays. Because of the low confidence in the compositional data measured via the EDS technique, establishing a correlation between the variation in composition as a function of wall height with respect to interlayer delays was not achievable.
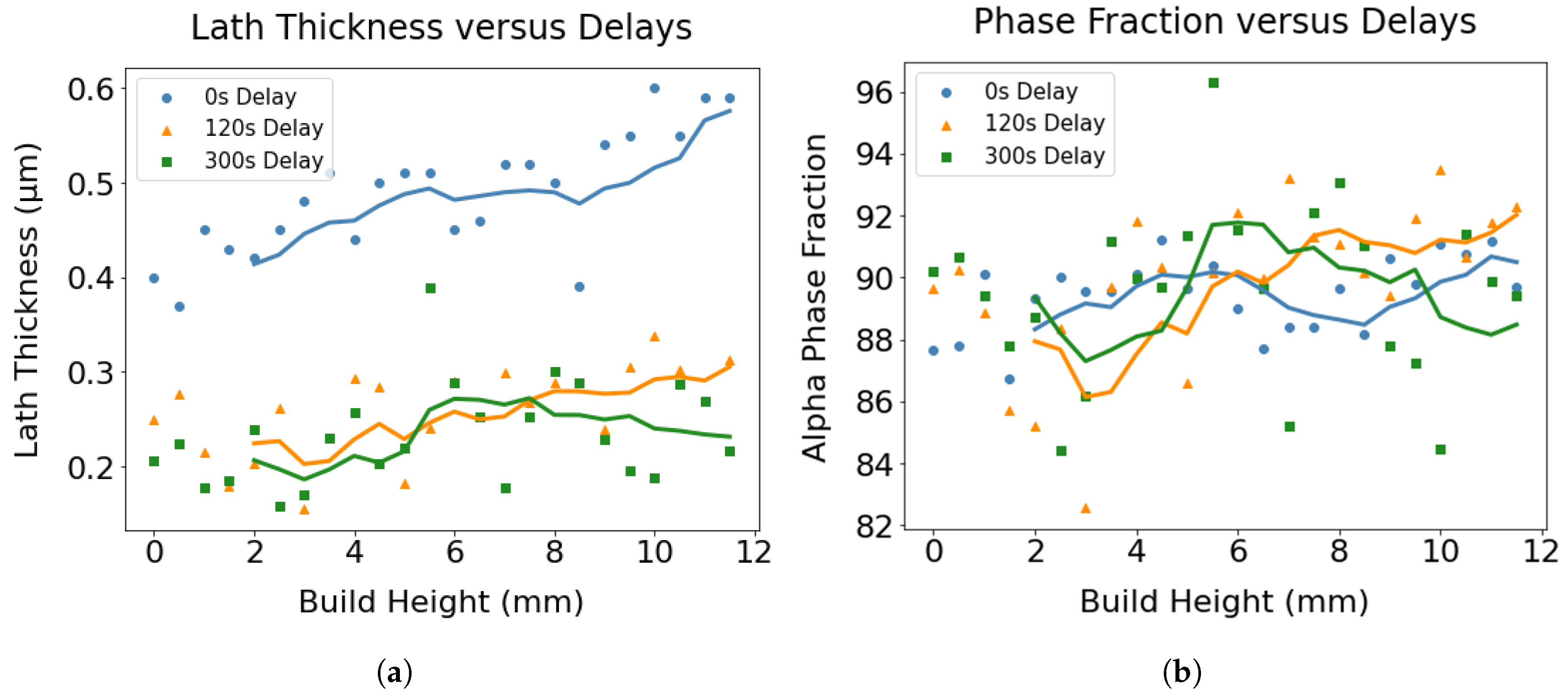
- The quantification of microstructural features using SEM images revealed that the alpha lath thickness progressively increases with increasing wall height, suggesting coarsening of the microstructure, due to reduced cooling rates with respect to the height. The average alpha lath spacing reduced from 0.49 to 0.23 μm with an increase to a 300 s interpass delay. The lath spacings were more consistent across the height up to 10 mm in the case of a longer delay, suggesting that a longer delay contributes to achieving relatively more homogeneous microstructures. The final microstructure was comprised of ≈90% alpha and ≈10% beta phases, and the phase composition remained similar irrespective of the interlayer delays.
- The Vickers microhardness and tensile testing results validated an improvement in the overall mechanical properties of the Ti64 wall structures with an increment of interlayer delay. The introduction of a 300 s delay led to an approximately 4% increase in hardness, with values rising from 334 HV to 346 HV. The yield stress increased from 817 MPa to 859 MPa, while the ultimate tensile stress increased from 914 MPa to 959 MPa with an extended delay of 120 s.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| DED | directed energy deposition |
| SEM | scanning electron microscopy |
| EDS | energy dispersive spectroscopy |
| EDM | electrical discharge machining |
References
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Turichin, G.A.; Somonov, V.V.; Babkin, K.; Zemlyakov, E.V.; Klimova, O.G. High-Speed Direct Laser Deposition: Technology, Equipment and Materials. IOP Conf. Ser. Mater. Sci. Eng. 2016, 125, 012009. [Google Scholar] [CrossRef]
- Luzin, V.; Hoye, N.P. Stress in Thin Wall Structures Made by Layer Additive Manufacturing. Mater. Res. Proc. 2016, 2, 497–502. [Google Scholar]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Lee, S.H. CMT-Based Wire Arc Additive Manufacturing Using 316L Stainless Steel: Effect of Heat Accumulation on the Multi-Layer Deposits. Metals 2020, 10, 278. [Google Scholar] [CrossRef]
- Veiga, F.; Suárez, A.; Aldalur, E.; Goenaga, I.; Amondarain, J. Wire Arc Additive Manufacturing Process for Topologically Optimized Aeronautical Fixtures. 3D Print. Addit. Manuf. 2023, 10, 23–33. [Google Scholar] [CrossRef]
- Taminger, K.M.B.; Hafley, R.A. Electron Beam Freeform Fabrication (EBF3) for Cost Effective Near-Net Shape Manufacturing; NASA: Washington, DC, USA, 2006.
- Singh, S.; Jinoop, A.N.; Kumar, G.T.A.T.; Palani, I.A.; Paul, C.P.; Prashanth, K.G. Effect of interlayer delay on the microstructure and mechanical properties of wire arc additive manufactured wall structures. Materials 2021, 14, 4187. [Google Scholar] [CrossRef]
- Cao, T.; Chen, C.; Wang, W.; Zhao, R.; Lu, X.; Yin, S.; Xu, S.; Hu, T.; Shuai, S.; Wang, J.; et al. Evolution of microstructure and mechanical property of Ti-47Al-2Cr-2Nb intermetallic alloy by laser direct energy deposition: From a single-track, thin-wall to bulk. Mater. Charact. 2022, 190, 112053. [Google Scholar] [CrossRef]
- Zheng, B.; Haley, J.; Yang, N.; Yee, J.; Terrassa, K.; Zhou, Y.; Lavernia, E.; Schoenung, J. On the evolution of microstructure and defect control in 316L SS components fabricated via directed energy deposition. Mater. Sci. Eng. A 2019, 764, 138243. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Effect of inter-layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Karpenko, O.; Oterkus, S.; Oterkus, E. Investigating the influence of residual stresses on fatigue crack growth for additively manufactured titanium alloy Ti6Al4V by using peridynamics. Int. J. Fatigue 2022, 155, 106624. [Google Scholar] [CrossRef]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef]
- Keist, J.; Palmer, T.A. Role of geometry on properties of additively manufactured Ti-6Al-4V structures fabricated using laser based directed energy deposition. Mater. Des. 2016, 106, 482–494. [Google Scholar] [CrossRef]
- Jinoop, A.; Paul, C.; Mishra, S.; Bindra, K. Laser Additive Manufacturing using directed energy deposition of Inconel-718 wall structures with tailored characteristics. Vacuum 2019, 166, 270–278. [Google Scholar] [CrossRef]
- Asala, G.; Khan, A.K.; Andersson, J.; Ojo, O.A. Microstructural Analyses of ATI 718Plus® Produced by Wire-ARC Additive Manufacturing Process. Metall. Mater. Trans. A 2017, 48, 4211–4228. [Google Scholar] [CrossRef]
- Springer, C.; Ahmed, W.U. Metallographic Preparation of Titanium. Prakt. Metallogr. 1984, 21, 200–203. [Google Scholar] [CrossRef]
- Sunderland, J.; Johnson, K. Shape Factors for Heat Conduction Through Bodies with Isothermal or Convective Boundary Conditions. ASHRAE Trans. 1964, 70, 237–241. [Google Scholar]
- Kelly, S.M.; Kampe, S.L. Microstructural evolution in laser-deposited multilayer Ti-6Al-4V builds: Part I. Microstructural characterization. Metall. Mater. Trans. A 2004, 35, 1861–1867. [Google Scholar] [CrossRef]
- Kelly, S.M. Thermal and Microstructure Modeling of Metal Deposition Processes with Application to Ti-6Al-4V. Ph.D. Thesis, Virginia Tech, Blacksburg, VA, USA, 2004. [Google Scholar]
- Mills, K.C. Ti: Ti-6Al-4V (IMI 318); Woodhead Publishing Series in Metals and Surface Engineering; Woodhead Publishing: Cambridge, UK, 2002; pp. 211–217. [Google Scholar] [CrossRef]
- Schindelin, J.; Arganda-Carreras, I.; Frise, E.; Kaynig, V.; Longair, M.; Pietzsch, T.; Preibisch, S.; Rueden, C.; Saalfeld, S.; Schmid, B.; et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods 2012, 9, 676–682. [Google Scholar] [CrossRef]
- Sosa, J.M.; Huber, D.; Welk, B.A.; Fraser, H.L. Development and application of MIPAR™: A novel software package for two- and three-dimensional microstructural characterization. Integr. Mater. Manuf. Innov. 2014, 3, 1–18. [Google Scholar] [CrossRef]
- Collins, P.; Welk, B.; Searles, T.; Tiley, J.; Russ, J.; Fraser, H. Development of methods for the quantification of microstructural features in α + β-processed α/β titanium alloys. Mater. Sci. Eng. A 2009, 508, 174–182. [Google Scholar] [CrossRef]
- ASTM B384-2; Standard Test Method for Microindentation Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- Huck, D.; Verma, A.; Pistorius, P.; Smith, L.; Karra, A.; Guzel, A.; Chen, H.; Webler, B.; Rollett, A. Location-Dependent Phase Transformation Kinetics During Laser Wire Deposition Additive Manufacturing of Ti6Al4V. SSRN Electron. J. 2022. [Google Scholar] [CrossRef]
- Murgau, C.C. Microstructure Model for Ti-6Al-4V Used in Simulation of Additive Manufacturing. Ph.D. Thesis, Lulea Tekniska Universitet, Lulea, Sweden, 2016. [Google Scholar]
- Nakae, H.; Inui, R.; Hirata, Y.; Saito, H. Effects of surface roughness on wettability. Acta Mater. 1998, 46, 2313–2318. [Google Scholar] [CrossRef]
- Ivanchenko, V.; Ivasishin, O.; Semiatin, S. Evaluation of Evaporation Losses during Electron-Beam Melting of Ti-Al-V Alloys. Metall. Mater. Trans. B 2003, 34, 911–915. [Google Scholar] [CrossRef]
- Zhang, G.; Chen, J.; Zheng, M.; Yan, Z.; Lu, X.; Lin, X.; Huang, W. Element Vaporization of Ti-6Al-4V Alloy during Selective Laser Melting. Metals 2020, 10, 435. [Google Scholar] [CrossRef]
- ASTM B381-13; Standard Specification for Titanium and Titanium Alloy Forgings. ASTM International: West Conshohocken, PA, USA, 2013.
- Funch, C.; Somlo, K.; Poulios, K.; Mohanty, S.; Somers, M.; Christiansen, T. The influence of microstructure on mechanical properties of SLM 3D printed Ti-6Al-4V. MATEC Web Conf. 2020, 321, 03005. [Google Scholar] [CrossRef]
- Wanjara, P.; Backman, D.; Sikan, F.; Gholipour, J.; Amos, R.; Patnaik, P.; Brochu, M. Microstructure and Mechanical Properties of Ti-6Al-4V Additively Manufactured by Electron Beam Melting with 3D Part Nesting and Powder Reuse Influences. J. Manuf. Mater. Process. 2022, 6, 21. [Google Scholar] [CrossRef]
- Lee, J.; Jo, P.; Choi, C.; Park, H.; Lee, D. Microstructural Variation and Evaluation of Formability According to High-Temperature Compression Conditions of AMS4928 Alloy. Appl. Sci. 2022, 12, 7621. [Google Scholar] [CrossRef]
- Viswanathan, G.; Lee, E.; Maher, D.M.; Banerjee, S.; Fraser, H.L. Direct observations and analyses of dislocation substructures in the α phase of an α/β Ti-alloy formed by nanoindentation. Acta Mater. 2005, 53, 5101–5115. [Google Scholar] [CrossRef]
- Shunmugavel, M.; Polishetty, A.; Littlefair, G. Microstructure and Mechanical Properties of Wrought and Additive Manufactured Ti-6Al-4V Cylindrical Bars. Procedia Technol. 2015, 20, 231–236. [Google Scholar] [CrossRef]
- Boyer, R.; Collins, E.W.; Welsch, G. Materials Properties Handbook: Titanium Alloys; ASM International: Almere, The Netherlands, 1994; p. 1169. [Google Scholar]
- Artaza, T.; Suarez, A.; Veiga, F.; Braceras, I.; Tabernero, I.; Larrañaga, O.; Lamikiz, A. Wire arc additive manufacturing Ti6Al4V aeronautical parts using plasma arc welding: Analysis of heat-treatment processes in different atmospheres. J. Mater. Res. Technol. 2020, 9, 15454–15466. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Metall. Mater. Trans. A 2012, 44, 968–977. [Google Scholar] [CrossRef]
- Wu, Q.; Ma, Z.; Chen, G.; Liu, C.; Ma, D.; Ma, S. Obtaining fine microstructure and unsupported overhangs by low heat input pulse arc additive manufacturing. J. Manuf. Process. 2017, 27, 198–206. [Google Scholar] [CrossRef]
- Yang, Y.; Jin, X.; Liu, C.; Xiao, M.; Lu, J.; Fan, H.; Ma, S. Residual Stress, Mechanical Properties, and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Wire and Arc Additive Manufacturing. Metals 2018, 8, 934. [Google Scholar] [CrossRef]
- Brandl, E.; Palm, F.; Michailov, V.; Viehweger, B.; Leyens, C. Mechanical properties of additive manufactured titanium (Ti-6Al-4V) blocks deposited by a solid-state laser and wire. Mater. Des. 2011, 32, 4665–4675. [Google Scholar] [CrossRef]
- Pixner, F.; Warchomicka, F.; Peter, P.; Steuwer, A.; Colliander, M.H.; Pederson, R.; Enzinger, N. Wire-Based Additive Manufacturing of Ti-6Al-4V Using Electron Beam Technique. Materials 2020, 13, 3310. [Google Scholar] [CrossRef] [PubMed]
- Kovalchuk, D.; Melnyk, V.; Melnyk, I.; Savvakin, D.; Dekhtyar, O.; Oleksandr, S.; Markovsky, P. Microstructure and Properties of Ti-6Al-4V Articles 3D-Printed with Co-axial Electron Beam and Wire Technology. J. Mater. Eng. Perform. 2021, 30, 5307–5322. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; Van der Biest, O. Wire based additive layer manufacturing: Comparison of microstructure and mechanical properties of Ti–6Al–4V components fabricated by laser-beam deposition and shaped metal deposition. J. Mater. Process. Technol. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- Ho, A.; Zhao, H.; Fellowes, J.; Martina, F.; Davis, A.E.; Prangnell, P.B. On the origin of microstructural banding in Ti-6Al4V wire-arc based high deposition rate additive manufacturing. Acta Mater. 2019, 166, 306–323. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | O | N | C | Fe | Al | V | Ti |
|---|---|---|---|---|---|---|---|
| Chemistry (wt%) | 0.15 | 0.006 | 0.023 | 0.17 | 6.24 | 3.89 | Balance |
| Properties | 0 s Delay | 120 s Delay | 300 s Delay |
|---|---|---|---|
| Yield Stress (MPa) | 817 ± 8.68 | 859.7 ± 9.17 | 825.3 ± 3.10 |
| UTS (MPa) | 914.9 ± 10.89 | 959 ± 5.31 | 927.5 ± 5.86 |
| % Elongation | 14.5 ± 5.17 | 7.5 ± 2.09 | 14.83 ± 1.33 |
| Properties | Wrought | WAAM | WLAM | WEBAM |
|---|---|---|---|---|
| Yield Strength (MPa) | 948 [37] 880 [38] 760 [ASTM F136] 910–930 [AMS 4928] | 856 ± 16 [39] 710 [40] 891 ± 9 [41] 712 [42] | 825–835 [43] | 846 [44] 956 [45] |
| Ultimate Tensile Strength (MPa) | 994 [37] 950 [38] 825 [ASTM F136] 960–990 [AMS 4928] | 993 ± 15 [39] 820 [40] 963 ± 8 [41] 872 [42] | 905–915 [43] 1140 [46] | 953 [44] 1020 [45] |
| Elongation (%) | 21 [37] 14 [38] 8 [ASTM F136] 12–21 [AMS 4928] | 17 ± 4 [39] 7.2 [40] 17.8 ± 0.6 [41] 11 [42] | 11–12 [43] 6 [46] | 4.5 [44] 8.3 [45] |
| Vickers Hardness (HV) | 322 [ASTM F136] | 332 [39] | 332 ± 7 [46] | 319 [45] |
| Properties | 0 s Delay | 120 s Delay | 300 s Delay | Comments | ||||
|---|---|---|---|---|---|---|---|---|
| Preheat Temp (C) | 1st layer | 214.6 | 207% ↑ | 225.6 | 39.3% ↑ | 242.3 | 8.5% ↑ | delay ↑ heat buildup ↓ |
| 15th layer | 660.4 | 314.4 | 263.1 | |||||
| Melt Pool Length (mm) | 1st layer | 15.3 | 100.5% ↑ | 15.6 | 58.8% ↑ | 23.15 | 0.4% ↓ | delay ↑ instability ↓ |
| 15th layer | 30.6 | 24.7 | 23.06 | |||||
| Melt Pool Width (mm) | 1st layer | 10.2 | 14% ↑ | 10.4 | 11.4% ↑ | 8.6 | 1.5% ↑ | delay ↑ instability ↓ |
| 15th layer | 11.7 | 9.2 | 8.8 | |||||
| Cooling Rates (K/s) | 1st layer | 80.3 | 79.6% ↓ | 86.2 | 65.8% ↓ | 86 | 57% ↓ | delay ↑ drop of CR ↓ |
| 15th layer | 16.4 | 29.5 | 36.9 | |||||
| Avg. Lath Spacing (μm) | 0.49 ± 0.06 | 0.26 ± 0.04 | 0.23 ± 0.05 | delay ↑ lath thickness ↓ | ||||
| Avg. Vickers Hardness (HV) | 333.9 ± 7 | 336.9 ± 8 | 346.7 ± 8 | delay ↑ hardness ↑ | ||||
| Avg. YS (MPa) | 817 ± 8.7 | 859.7 ± 9.2 | 825.3 ± 3.1 | delay ↑ YS ↑ | ||||
| Avg. UTS (MPa) | 914.9 ± 10.9 | 959 ± 5.3 | 927.5 ± 5.86 | delay ↑ UTS ↑ | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Halder, R.; Pistorius, P.C.; Blazanin, S.; Sardey, R.P.; Quintana, M.J.; Pierson, E.A.; Verma, A.K.; Collins, P.C.; Rollett, A.D. The Effect of Interlayer Delay on the Heat Accumulation, Microstructures, and Properties in Laser Hot Wire Directed Energy Deposition of Ti-6Al-4V Single-Wall. Materials 2024, 17, 3307. https://doi.org/10.3390/ma17133307
Halder R, Pistorius PC, Blazanin S, Sardey RP, Quintana MJ, Pierson EA, Verma AK, Collins PC, Rollett AD. The Effect of Interlayer Delay on the Heat Accumulation, Microstructures, and Properties in Laser Hot Wire Directed Energy Deposition of Ti-6Al-4V Single-Wall. Materials. 2024; 17(13):3307. https://doi.org/10.3390/ma17133307
Chicago/Turabian StyleHalder, Rajib, Petrus C. Pistorius, Scott Blazanin, Rigved P. Sardey, Maria J. Quintana, Edward A. Pierson, Amit K. Verma, Peter C. Collins, and Anthony D. Rollett. 2024. "The Effect of Interlayer Delay on the Heat Accumulation, Microstructures, and Properties in Laser Hot Wire Directed Energy Deposition of Ti-6Al-4V Single-Wall" Materials 17, no. 13: 3307. https://doi.org/10.3390/ma17133307