
Three-Dimensional Printing of Yttrium Oxide Transparent Ceramics via Direct Ink Writing
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
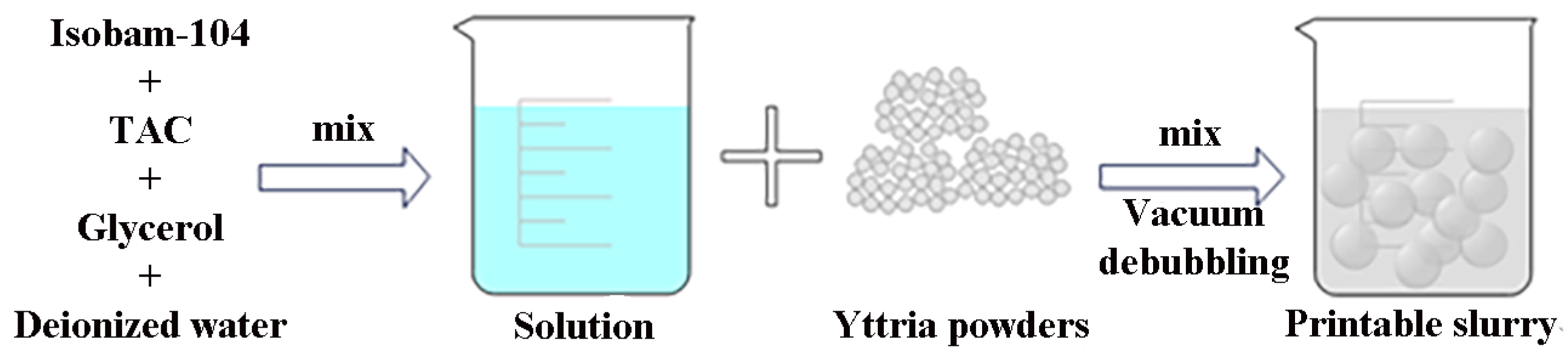
2.2. Slurry Preparation
2.3. 3D Printing of Slurry
2.4. De-Binding and Sintering Processing
2.5. CIP Method
2.6. Materials Characterization
3. Results and Discussion
3.1. Slurry Design
3.1.1. The Effect of Dispersants on Powder Suspension
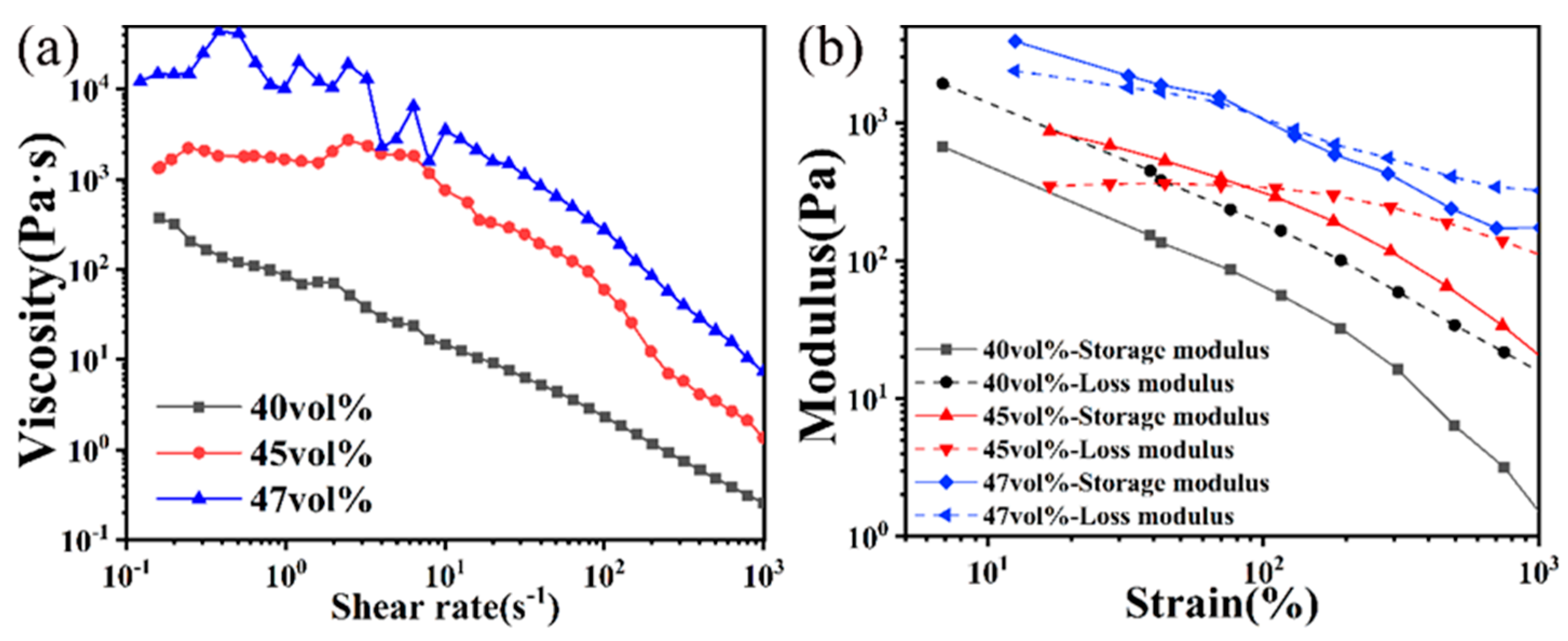
3.1.2. Effect of Different Solid Loading on Slurry Rheology
3.2. De-Binding and Sintering Process
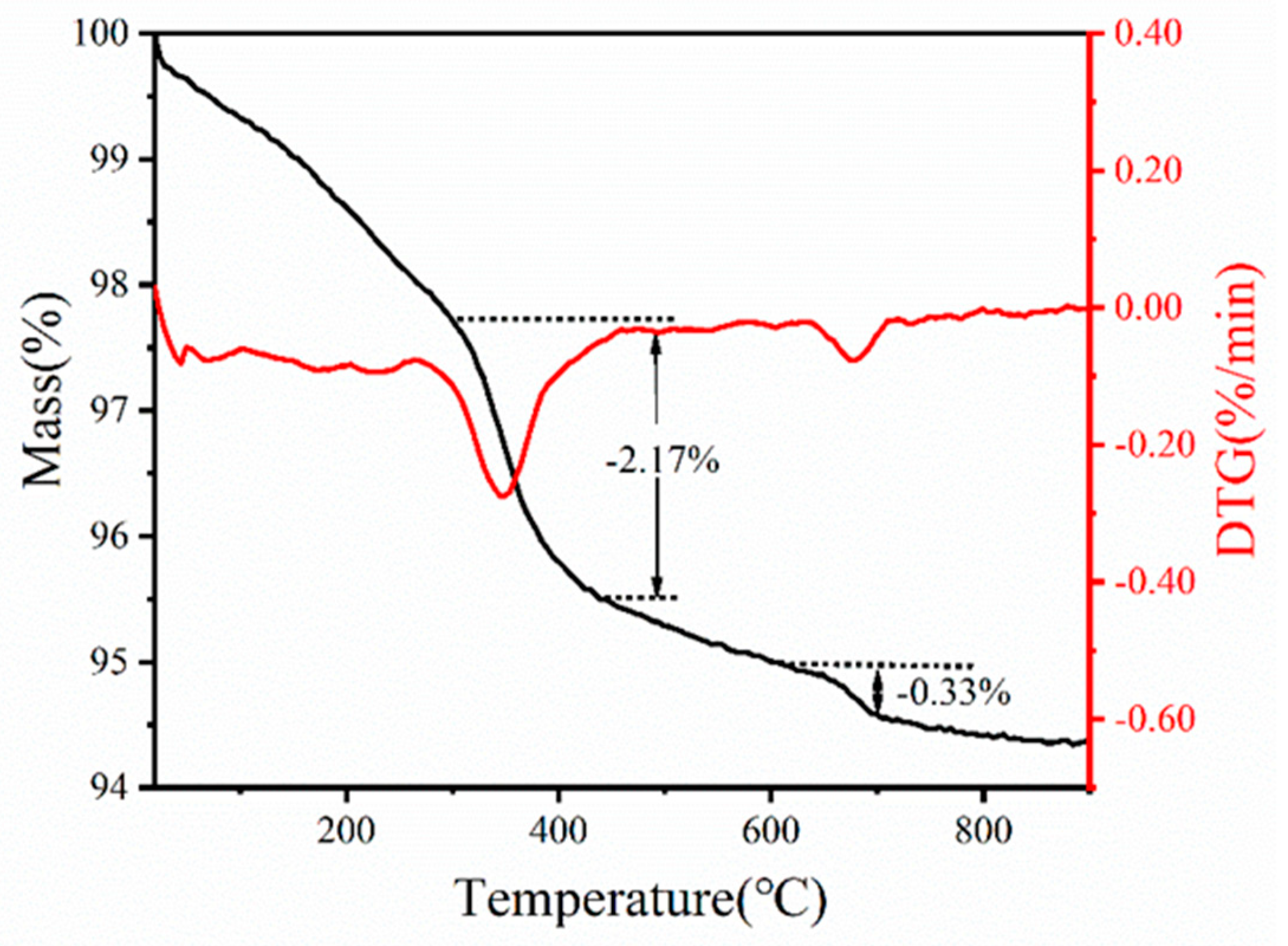
3.2.1. Determination of De-Binding Procedure by TGA
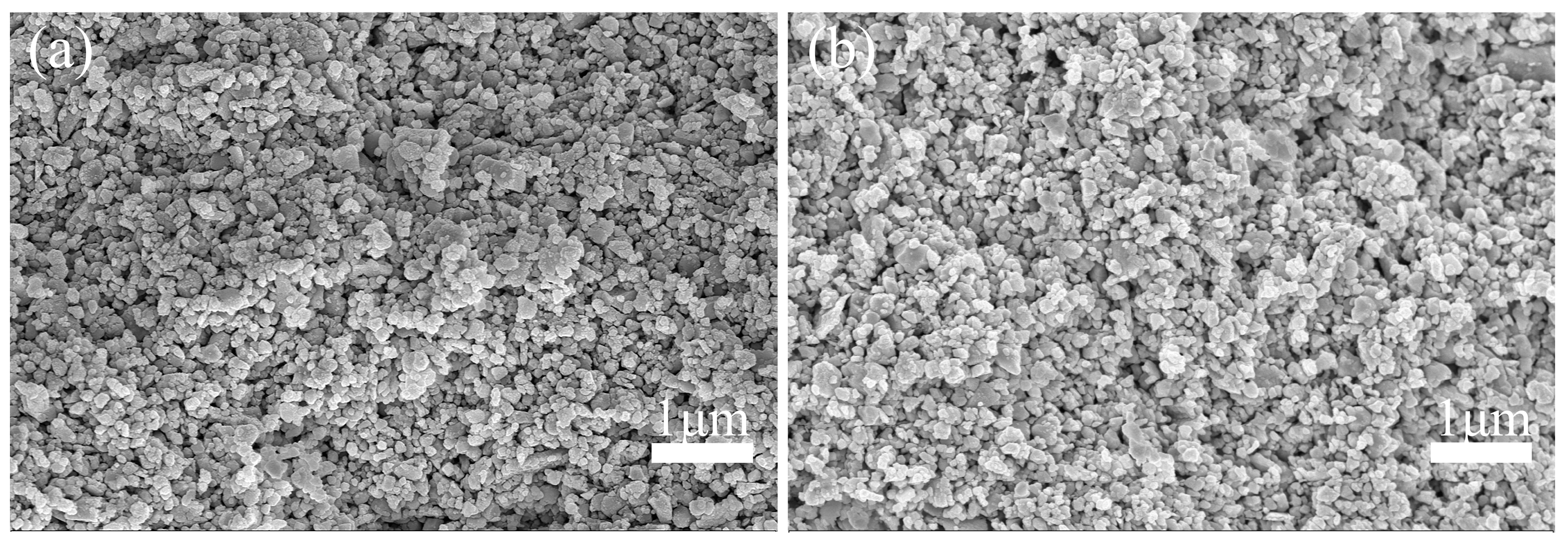
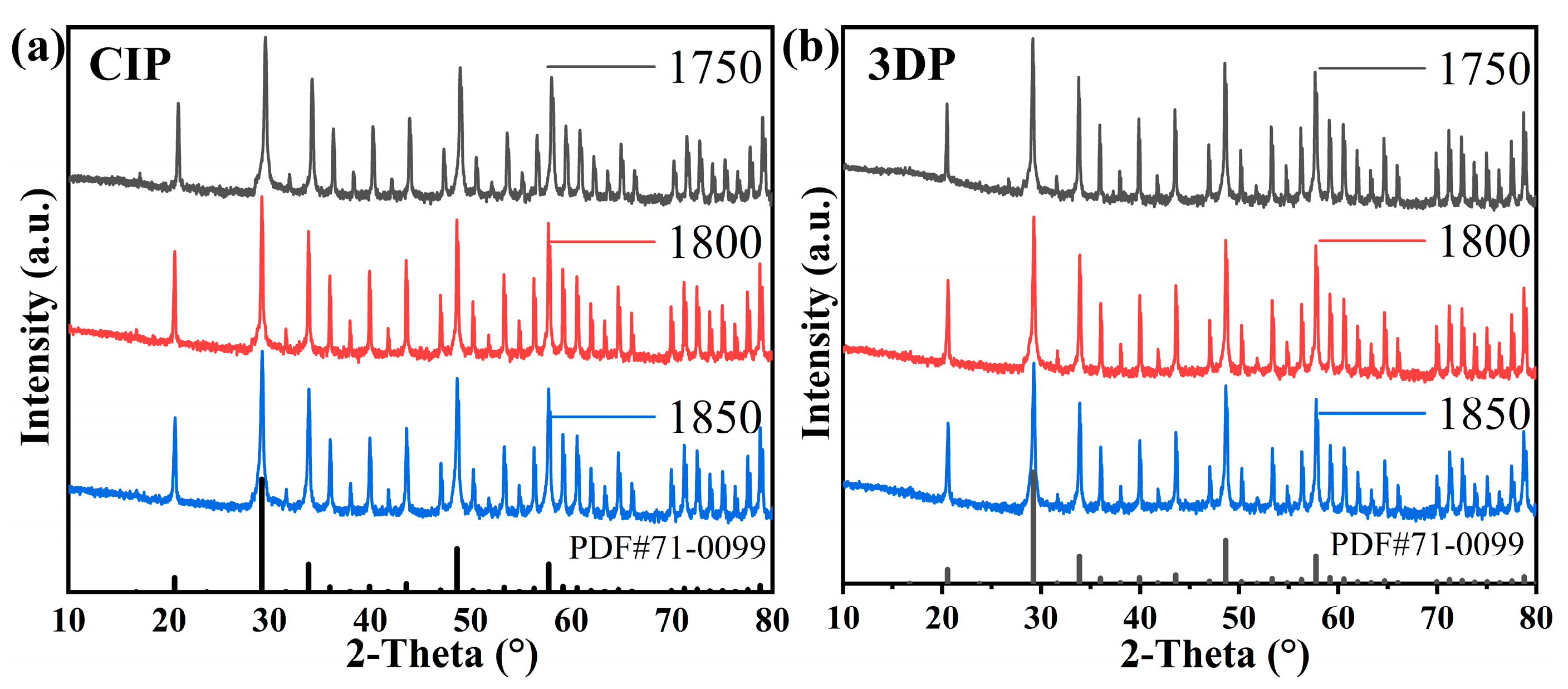
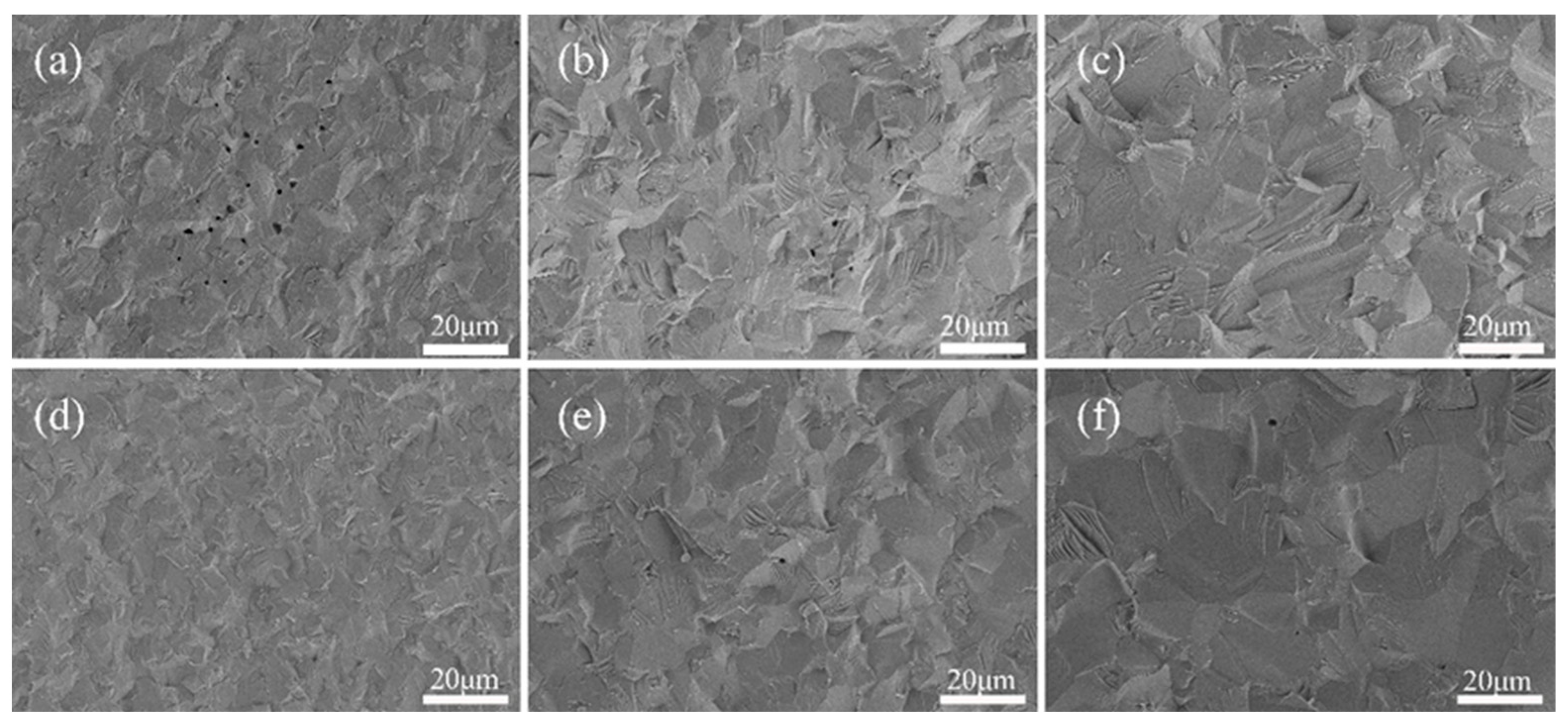
3.2.2. Density, Microstructure Evolution, and Phase Identification
3.3. Optical Properties of Ceramic Objects
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chaudhary, R.P.; Parameswaran, C.; Idrees, M.; Rasaki, A.S.; Liu, C.Y.; Chen, Z.W.; Colombo, P. Additive manufacturing of polymer-derived ceramics: Materials, technologies, properties and potential applications. Prog. Mater. Sci. 2022, 128, 100969. [Google Scholar] [CrossRef]
- Chen, L.; He, Y.; Yang, Y.X.; Niu, S.W.; Ren, H.T. The research status and development trend of additive manufacturing technology. Int. J. Adv. Manuf. Technol. 2017, 89, 3651–3660. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Zhang, K.Q.; Zhang, B.; Li, Y.; He, R.J. Mechanical properties of additively-manufactured cellular ceramic structures: A comprehensive study. J. Adv. Ceram. 2022, 11, 1918–1931. [Google Scholar] [CrossRef]
- Mosallanejad, M.H.; Niroumand, B.; Ghibaudo, C.; Biamino, S.; Salmi, A.; Fino, P.; Saboori, A. In-situ alloying of a fine grained fully equiaxed Ti-based alloy via electron beam powder bed fusion additive manufacturing process. Addit. Manuf. 2022, 56, 102878. [Google Scholar] [CrossRef]
- Verma, N.; Awasthi, P.; Gupta, A.; Banerjee, S.S. Fused Deposition Modeling of Polyolefins: Challenges and Opportunities. Macromol. Mater. Eng. 2023, 308, 2200421. [Google Scholar] [CrossRef]
- Abd-Elaziem, W.; Elkatatny, S.; Abd-Elaziem, A.E.; Khedr, M.; Abd El-baky, M.A.; Hassan, M.A.; Abu-Okail, M.; Mohammed, M.; Järvenpää, A.; Allam, T.; et al. On the current research progress of metallic materials fabricated by laser powder bed fusion process: A review. J. Mater. Res. Technol. 2022, 20, 681–707. [Google Scholar] [CrossRef]
- Sun, G.F.; Bhattacharya, S.; Dinda, G.P.; Dasgupta, A.; Mazumder, J. Microstructure evolution during laser-aided direct metal deposition of alloy tool steel. Scripta Mater. 2011, 64, 454–457. [Google Scholar] [CrossRef]
- Nie, G.L.; Li, Y.H.; Sheng, P.F.; Zuo, F.; Wu, H.L.; Liu, L.R.; Deng, X.; Bao, Y.W.; Wu, S.H. Microstructure refinement-homogenization and flexural strength improvement of Al2O3 ceramics fabricated by DLP-stereolithography integrated with chemical precipitation coating process. J. Adv. Ceram. 2021, 10, 790–808. [Google Scholar] [CrossRef]
- Huang, J.G.; Qin, Q.; Wang, J. A Review of Stereolithography: Processes and Systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Huang, J.M.; Wu, D.H.; Huang, J.R.; Deng, X.; Wu, H.S. A review on ceramic additive manufacturing (3D printing). J. Adv. Ceram. 2017, 38, 248–266. [Google Scholar] [CrossRef]
- Allen, A.J.; Levin, I.; Witt, S.E. Materials research & measurement needs for ceramics additive manufacturing. J. Am. Ceram. Soc. 2020, 103, 6055–6069. [Google Scholar] [CrossRef]
- Dadkhah, M.; Tulliani, J.M.; Saboori, A.; Iuliano, L. Additive manufacturing of ceramics: Advances, challenges, and outlook. J. Eur. Ceram. Soc. 2023, 43, 6635–6664. [Google Scholar] [CrossRef]
- Jang, S.; Park, S.; Bae, C.J. Development of ceramic additive manufacturing: Process and materials technology. Biomed. Eng. Lett. 2020, 10, 493–503. [Google Scholar] [CrossRef] [PubMed]
- Walton, R.L.; Kupp, E.R.; Messing, G.L. Additive manufacturing of textured ceramics: A review. J. Mater. Res. 2021, 36, 3591–3606. [Google Scholar] [CrossRef]
- An, T.; Hwang, K.T.; Kim, J.H.; Kim, J. Extrusion-based 3D direct ink writing of NiZn-ferrite structures with viscoelastic ceramic suspension. Ceram. Int. 2020, 46, 6469–6476. [Google Scholar] [CrossRef]
- Ji, H.H.; Chen, H.T.; Zhang, B.H.; Mao, X.J.; Liu, Y.; Zhang, J.; Wang, S.W. Direct ink writing of aluminium oxynitride (AlON) transparent ceramics from water-based slurries. Ceram. Int. 2022, 48, 8118–8124. [Google Scholar] [CrossRef]
- Chen, J.; Ji, H.H.; Zhang, J.; Wang, S.W.; Liu, Y. Fabrication of YAG ceramic tube by UV-assisted direct ink writing. Ceram. Int. 2022, 48, 19703–19708. [Google Scholar] [CrossRef]
- Carloni, D.; Zhang, G.R.; Wu, Y.Q. Transparent alumina ceramics fabricated by 3D printing and vacuum sintering. J. Eur. Ceram. Soc. 2021, 41, 781–791. [Google Scholar] [CrossRef]
- Wang, H.M.; Liu, L.Y.; Ye, P.C.; Huang, Z.Y.; Ng, A.Y.R.; Du, Z.H.; Dong, Z.L.; Tang, D.Y.; Gan, C.L. 3D Printing of Transparent Spinel Ceramics with Transmittance Approaching the Theoretical Limit. Adv. Mater. 2021, 33, 2007072. [Google Scholar] [CrossRef] [PubMed]
- del-Mazo-Barbara, L.; Ginebra, M.P. Rheological characterisation of ceramic inks for 3D direct ink writing: A review. J. Eur. Ceram. Soc. 2021, 41, 18–33. [Google Scholar] [CrossRef]
- Sun, Y.; Shimai, S.Z.; Peng, X.; Zhou, G.H.; Kamiya, H.; Wang, S.W. Fabrication of transparent Y2O3 ceramics via aqueous gelcasting. Ceram. Int. 2014, 40, 8841–8845. [Google Scholar] [CrossRef]
- Zhang, L.; Ben, Y.; Chen, H.; Tang, D.Y.; Fu, X.Z.; Sun, R.; Song, B.; Wong, C.P. Low temperature-sintering and microstructure of highly transparent yttria ceramics. J. Alloys Compd. 2017, 695, 2580–2586. [Google Scholar] [CrossRef]
- Huang, Z.Y.; Shi, Y.; Zhang, Y.T.; Deng, M.; Guo, Y.; Kong, Q.Q.; Qi, J.Q.; Ma, B.Y.; Wang, Q.Y.; Wang, H.M. An effective strategy for preparing transparent ceramics using nanorod powders based on pressure-assisted particle fracture and rearrangement. J. Adv. Ceram. 2022, 11, 1976–1987. [Google Scholar] [CrossRef]
- Yang, Y.; Shimai, S.; Wang, S.W. Room-temperature gelcasting of alumina with a water-soluble copolymer. J. Mater. Res. 2013, 28, 1512–1516. [Google Scholar] [CrossRef]
- Zhang, G.R.; Carloni, D.; Wu, Y.Q. 3D printing of transparent YAG ceramics using copolymer-assisted slurry. Ceram. Int. 2020, 46, 17130–17134. [Google Scholar] [CrossRef]
- Yao, Q.; Zhang, L.; Jiang, Z.G.; Huang, G.C.; Zhou, T.Y.; Ben, Y.; Wei, S.; Sun, R.; Chen, H.; Wang, Y. Isobam assisted slurry optimization and gelcasting of transparent YAG ceramics. Ceram. Int. 2018, 44, 1699–1704. [Google Scholar] [CrossRef]
- Lu, Y.J.; Gan, K.; Huo, W.L.; Lv, L.; Liu, J.J.; Zhang, X.Y.; Yan, S.; Yang, J.L. Dispersion and gelation behavior of alumina suspensions with Isobam. Ceram. Int. 2018, 44, 11357–11363. [Google Scholar] [CrossRef]
- Li, B.N.; Xue, Z.X.; Jiang, B.X.; Feng, T.; Zhang, L.; Wang, X.F.; He, J. 3D printing of infrared transparent ceramics via material extrusion. Addit. Manuf. 2023, 61, 103364. [Google Scholar] [CrossRef]
- Bonilla-Cruz, J.; Avila-Lopez, M.A.; Rodriguez, F.E.L.; Aguilar-Elguezabal, A.; Lara-Ceniceros, T.E. 3D printable ceramic pastes design: Correlating rheology & printability. J. Eur. Ceram. Soc. 2022, 42, 6033–6039. [Google Scholar] [CrossRef]
- Zhang, L.; Yao, Q.; Yuan, Z.T.; Jiang, Z.G.; Gu, L.C.; Sun, B.H.; Shao, C.; Zhou, T.Y.; Bu, W.; Wang, Y.; et al. Ammonium citrate assisted surface modification and gel casting of YAG transparent ceramics. Ceram. Int. 2018, 44, 21921–21927. [Google Scholar] [CrossRef]
- Rau, D.A.; Williams, C.B.; Bortner, M.J. Rheology and printability: A survey of critical relationships for direct ink write materials design. Prog. Mater. Sci. 2023, 140, 101188. [Google Scholar] [CrossRef]
- Wang, B.; Ling, J.R.; Zhou, Y.F.; Xu, W.T.; Lin, H.; Lu, S.; Qin, Z.X.; Hong, M.C. YAG: Ce3+, Mn2+ transparent ceramics prepared by gel-casting for warm white LEDs. J. Lumin. 2019, 213, 421–426. [Google Scholar] [CrossRef]
- Ikesue, A.; Aung, Y.L. Ceramic laser materials. Nat. Photonics 2008, 2, 721–727. [Google Scholar] [CrossRef]
- Shahbazi, H.; Tataei, M.; Enayati, M.H.; Shafeiey, A.; Malekabadi, M.A. Structure-transmittance relationship in transparent ceramics. J. Alloys Compd. 2019, 785, 260–285. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Q.; Li, H.; Han, W.; Yang, J.; Xu, W.; Zhou, Y. Three-Dimensional Printing of Yttrium Oxide Transparent Ceramics via Direct Ink Writing. Materials 2024, 17, 3366. https://doi.org/10.3390/ma17133366
Chen Q, Li H, Han W, Yang J, Xu W, Zhou Y. Three-Dimensional Printing of Yttrium Oxide Transparent Ceramics via Direct Ink Writing. Materials. 2024; 17(13):3366. https://doi.org/10.3390/ma17133366
Chicago/Turabian StyleChen, Qiming, Huibing Li, Weijie Han, Jian Yang, Wentao Xu, and Youfu Zhou. 2024. "Three-Dimensional Printing of Yttrium Oxide Transparent Ceramics via Direct Ink Writing" Materials 17, no. 13: 3366. https://doi.org/10.3390/ma17133366