
Verification of the Laser Powder Bed Fusion Performance of 2024 Aluminum Alloys Modified Using Nano-LaB6
Abstract
:1. Introduction
2. Experimental Procedures
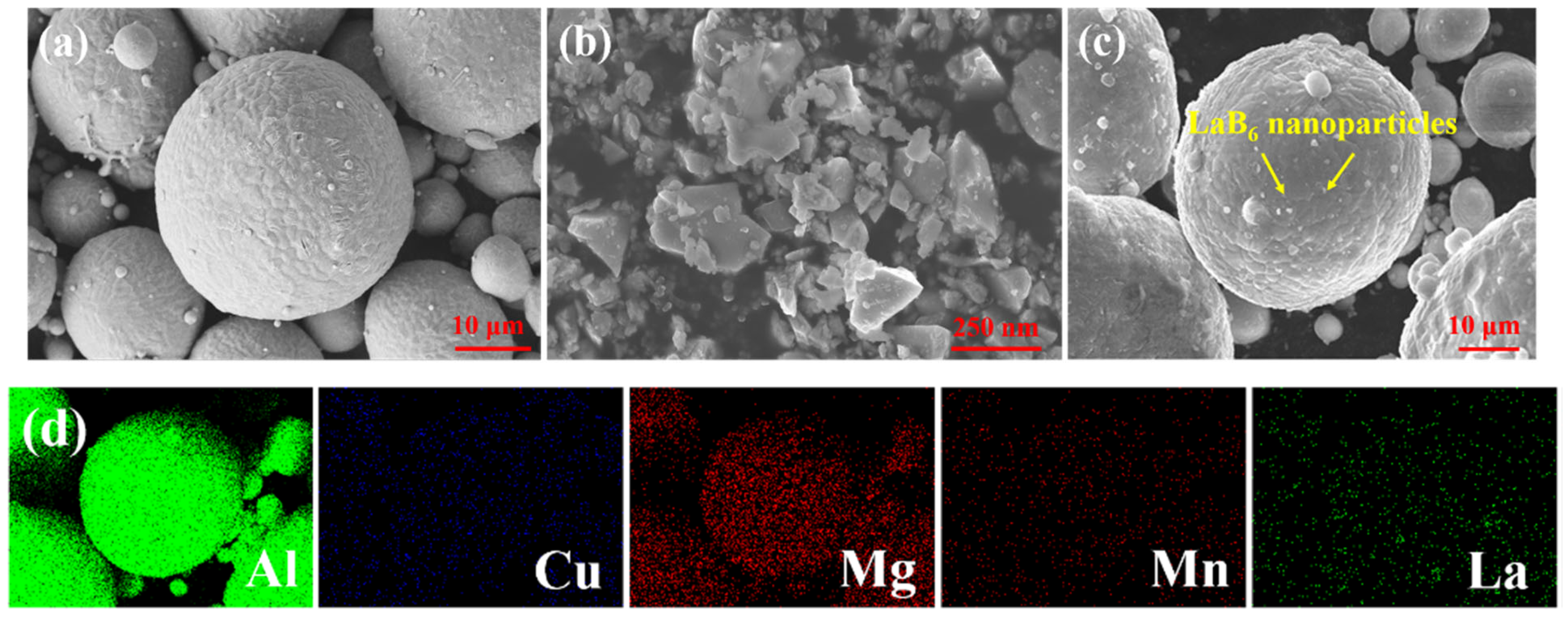
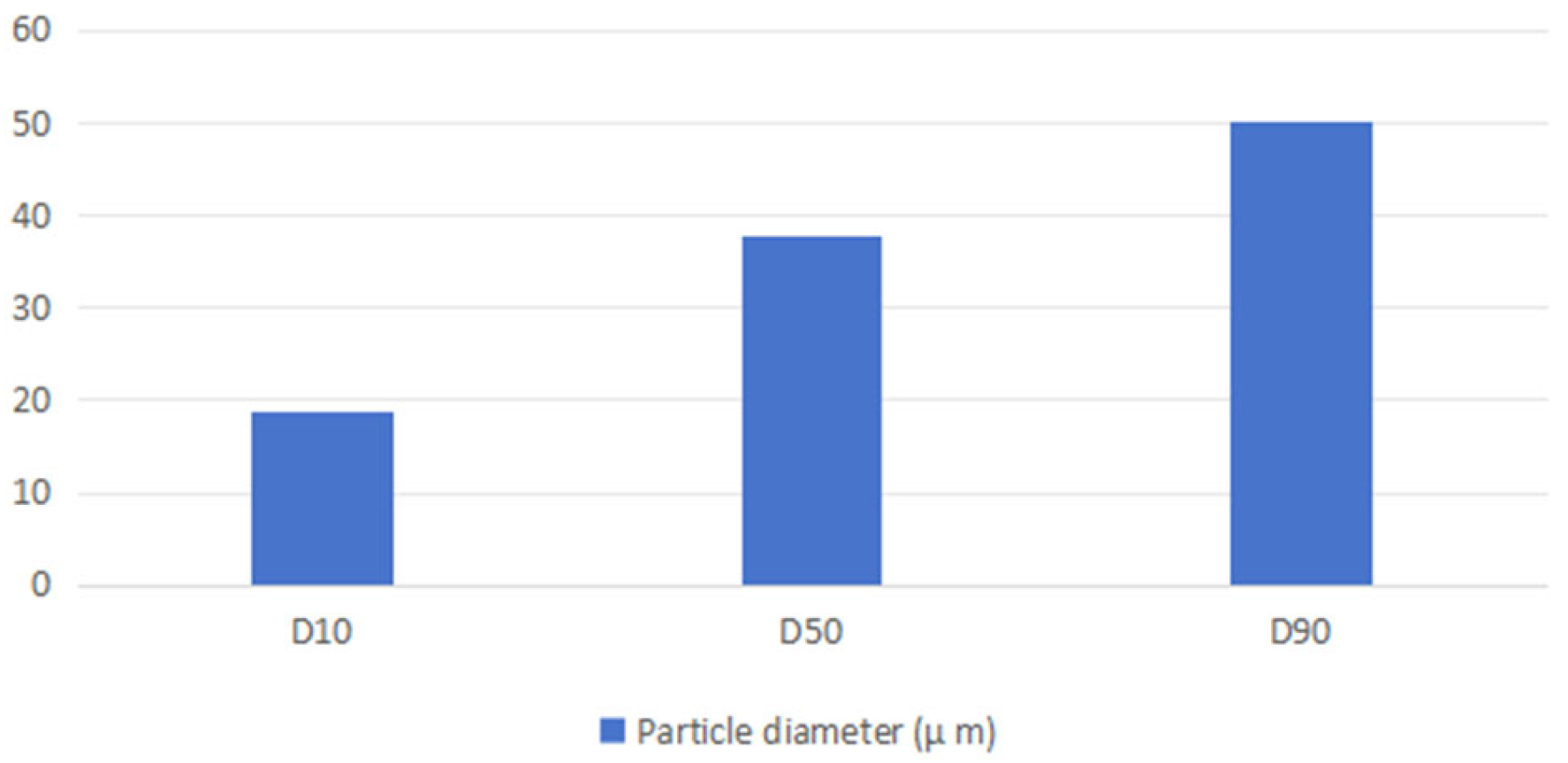
2.1. Materials and Powder Preparation
2.2. Laser Powder Bed Fusion Processing
2.3. Microstructural Characterization
2.4. Mechanical Testing
3. Results
3.1. Phase Analysis
3.2. Microstructure Analysis
3.3. Grain Morphology Evolution
3.4. Mechanical Properties Evolution
4. Discussion
4.1. Densification Behavior
4.2. Grain Refinement by LaB6 Nanoparticles
4.3. Mechanical Properties
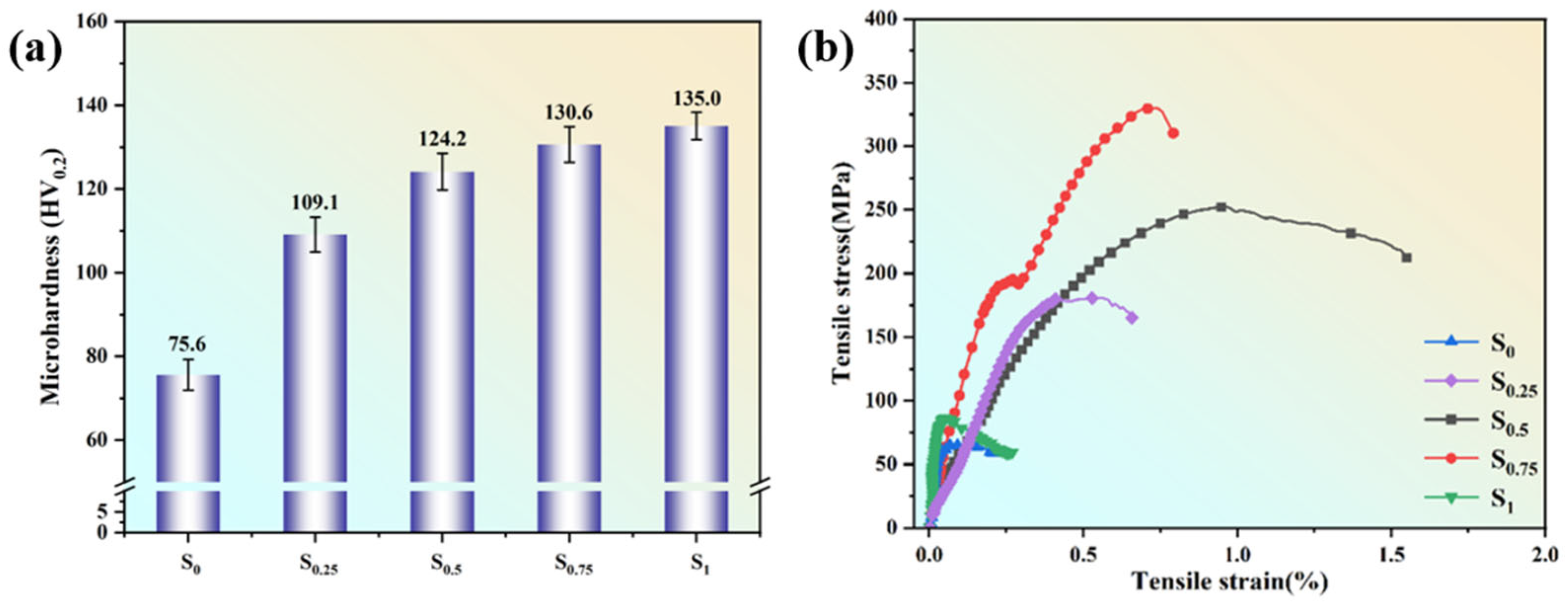
- Fine-grain strengthening: The fine grains of PBF-LB/M-prepared A2024 composites are critical in determining their properties. The incorporation of LaB6 reinforcement particles provides extra nucleation points, aiding in the formation of the matrix phase and hindering grain growth. According to the Hall–Petch relation, materials exhibit increased strength as grain size decreases. Alloys with smaller grains generally have higher strength [45,46]. Moreover, the addition of reinforcement particles can enhance the ductility of metal matrix composites (MMCs). However, there is a limit to grain refinement, and an optimal amount of reinforcement particles is required for peak performance. This explains why the performance of S0.75 is not as good as that of S0.5. Furthermore, the high thermal conductivity of LaB6 particles speeds up heat dissipation in the molten pool, resulting in improved cooling rates and the formation of LaB6/A2024 composites:where d0 is the grain size of the raw material, and ky is a constant related to the material.
- Load-transfer strengthening occurs in PBF-LB/M-prepared LaB6/A2024 composites when external forces are applied, with nanoparticles at grain boundaries showing strong bonding properties. This facilitates load transfers and increases the composite’s strength [22,47]. Additionally, the application of loads improves the microhardness of the composite by preventing material plastic deformation due to dislocations between the matrix phase and LaB6 particles [23,48]. The strong interface bond between reinforced particles and the matrix promotes effective load transfers, ultimately enhancing the composite’s strength:where σm is the strength of the raw material.
- Dislocation strengthening in composite materials is a result of mismatched thermal expansion and elastic modulus between the matrix and reinforcing particles. This mismatch becomes more significant at elevated temperatures, resulting in an increase in residual plastic strain and dislocation density. The improvement in the mechanical properties of composites is attributed to the dislocation density arising from the mismatch in thermal expansion coefficients. The relationship between dislocation density and the strength of composite materials can be described using the following formula [49,50,51]:The formula for dislocation strengthening includes a constant β of approximately 1.25; the shear modulus of the matrix Gm; the Burger’s vector magnitude b; the particle content vp; the size of equiaxed particles dp; the difference in thermal expansion ΔC; and the temperature difference ΔT between ambient and processing temperatures.
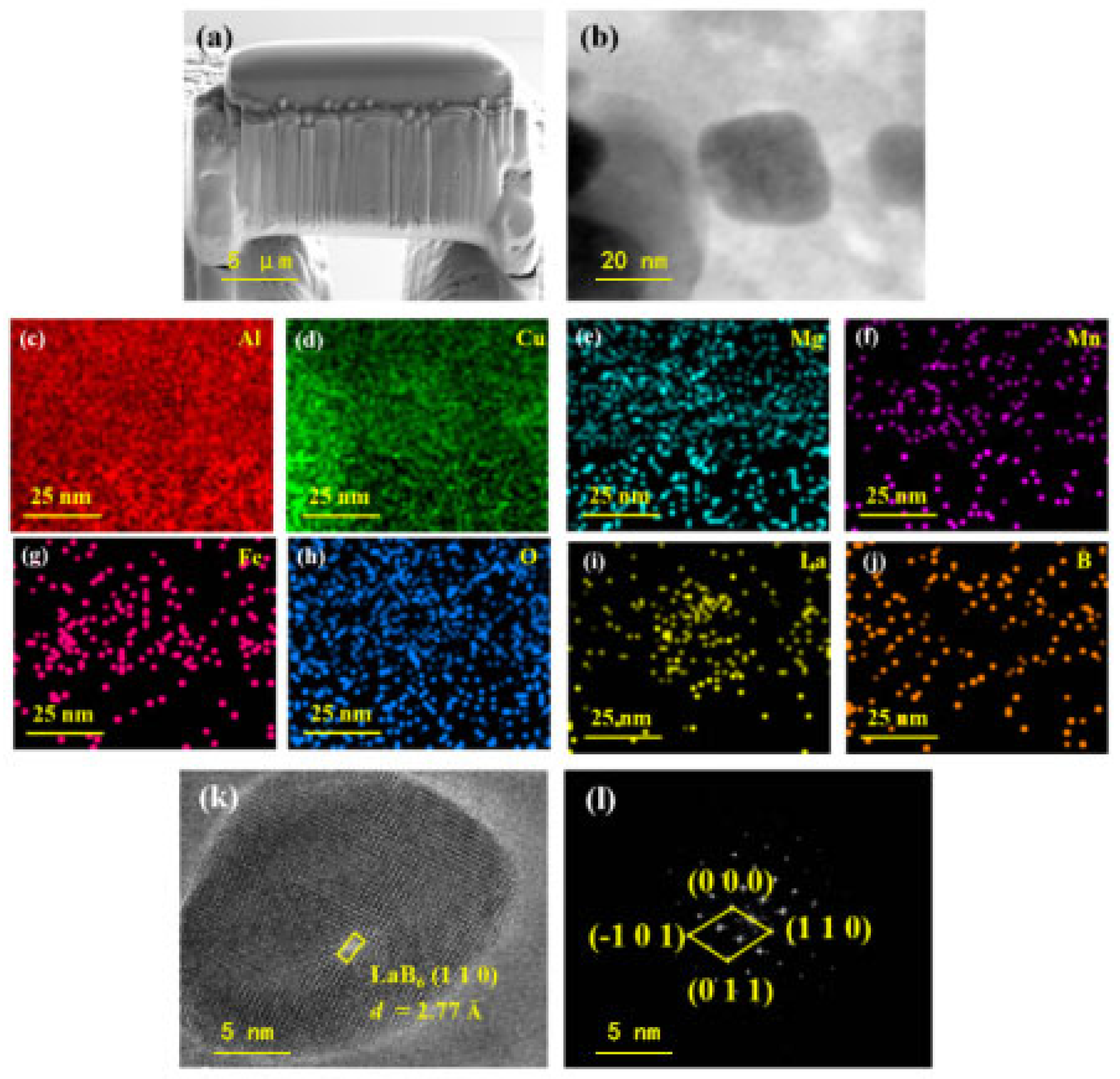
- When dislocations evade small strengthening particles, Orowan strengthening occurs. These particles serve as anchor points for dislocations, causing them to bend when subjected to external forces. This hinders the movement of dislocations and ultimately boosts the strength of metal matrix composites (MMCs) [51]. This process, known as Orowan strengthening, has been demonstrated in studies to be achievable only with small reinforcing particles (<1 μm) [49]. The transmission electron microscopy (TEM) images in this research on PBF-LB/M-fabricated LaB6/A2024 composites clearly display a uniform distribution of nanoscale LaB6 particles within the matrix, as depicted in Figure 10. Orowan strengthening plays a vital role in enhancing the strength of iron-based MMCs reinforced with particles and fabricated using the PBF-LB/M technique. This strengthening mechanism can be mathematically described using the following formula [51,52,53]:M, Gm, b, and v represent the Taylor factor, shear modulus of the matrix material, Burger’s vector, and Poisson’s ratio, respectively. L indicates the interparticle spacing, while dp and vp represent the size and volume fraction of the reinforced particles. This study shows that finely dispersed LaB6 particles effectively hinder the motion of dislocations, leading to an increase in the yield strength of A2024 aluminum-based composites.
5. Conclusions
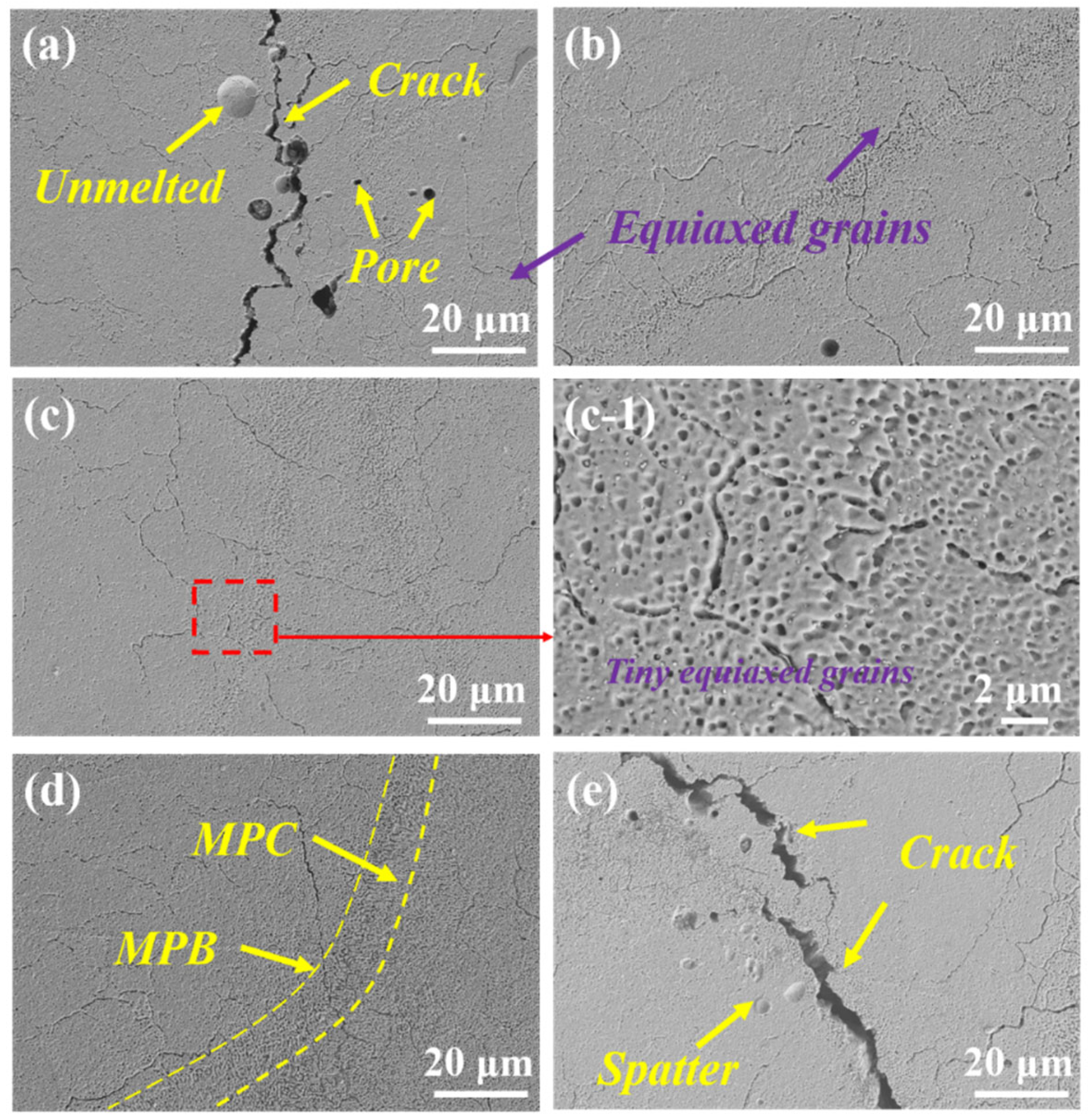
- In comparison to the unmodified A2024 alloy, the A2024 alloy modified with LaB6 exhibits an improvement in PBF-LB/M workability, leading to substantial reductions in porosity and solidification cracking.
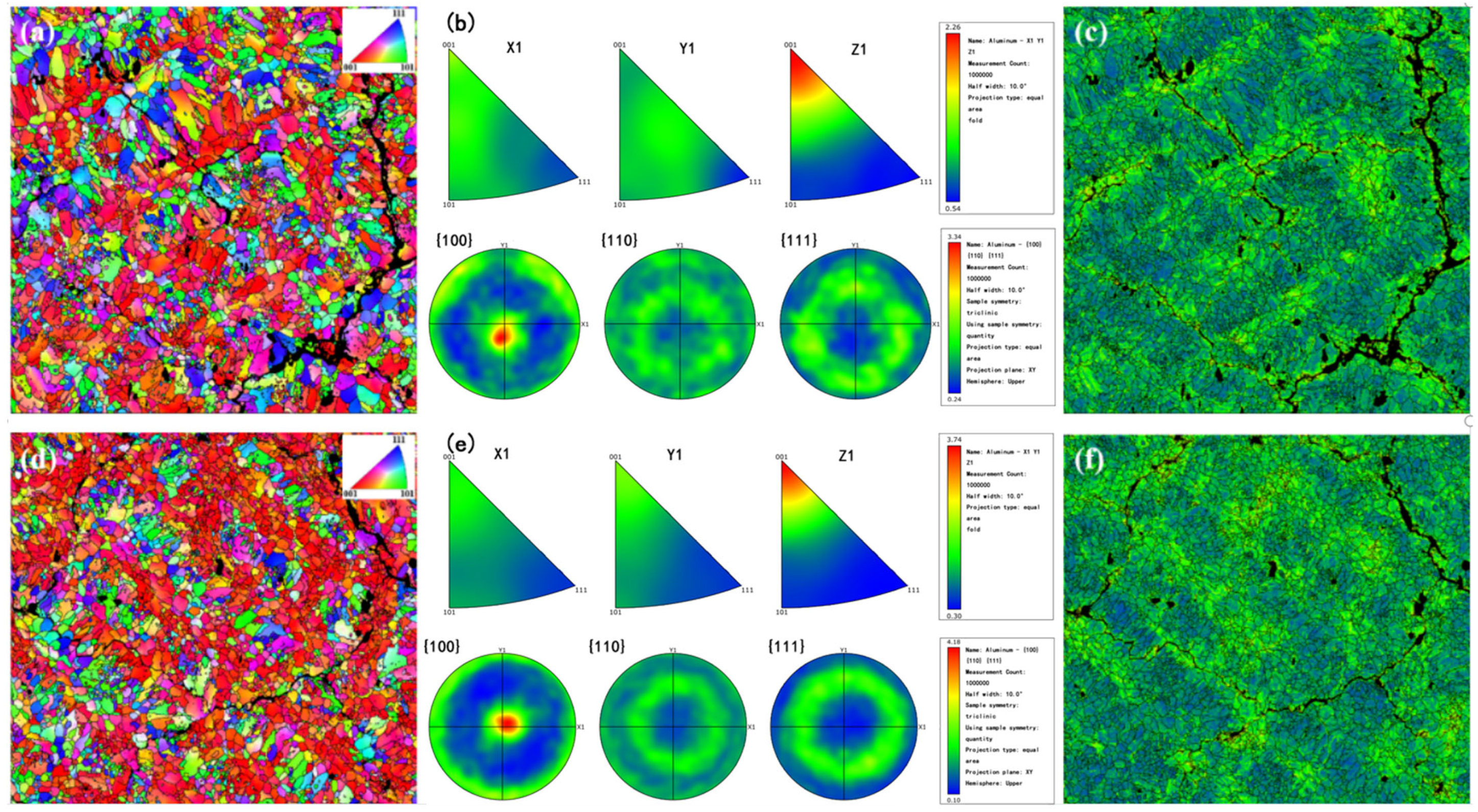
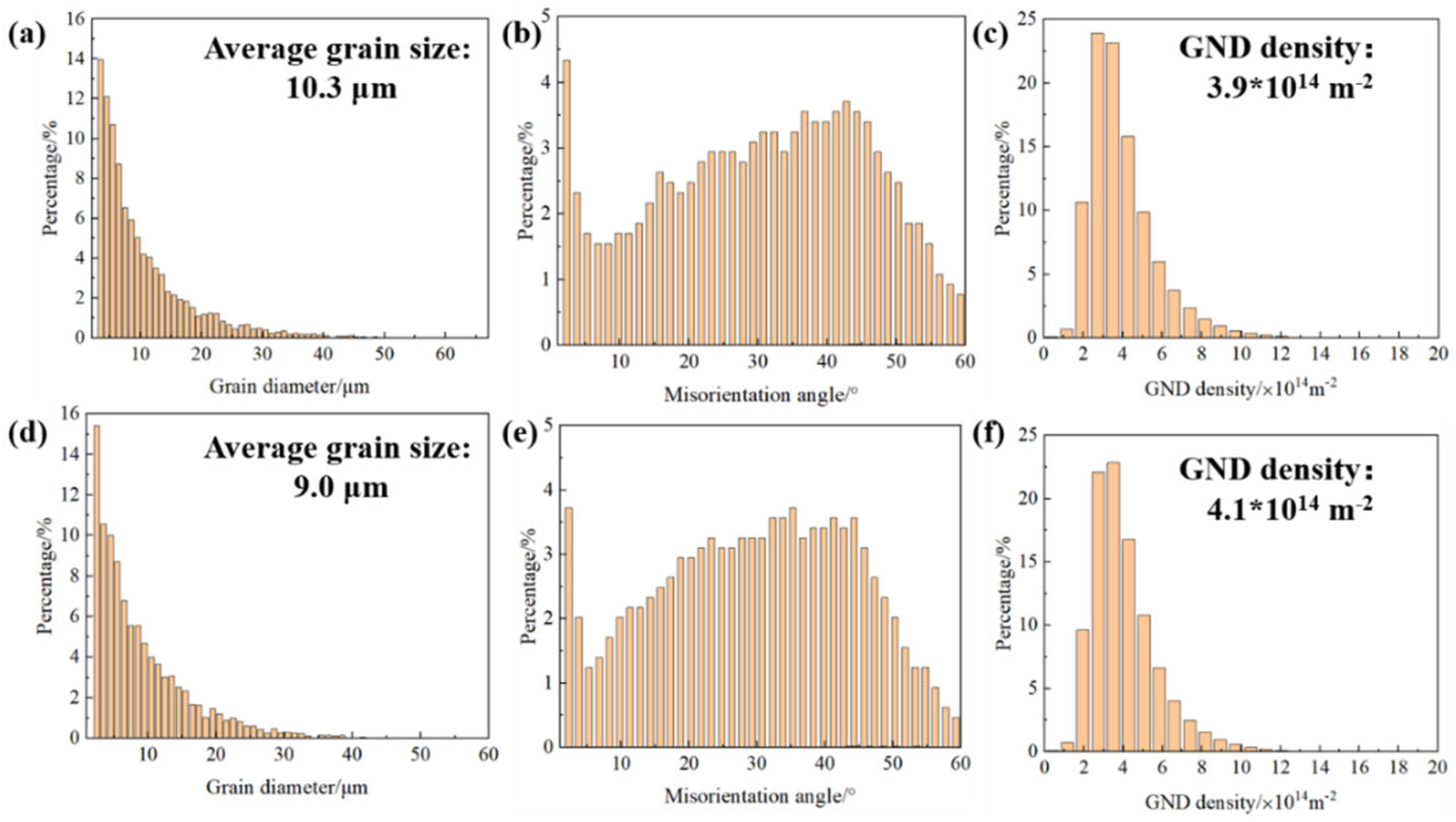
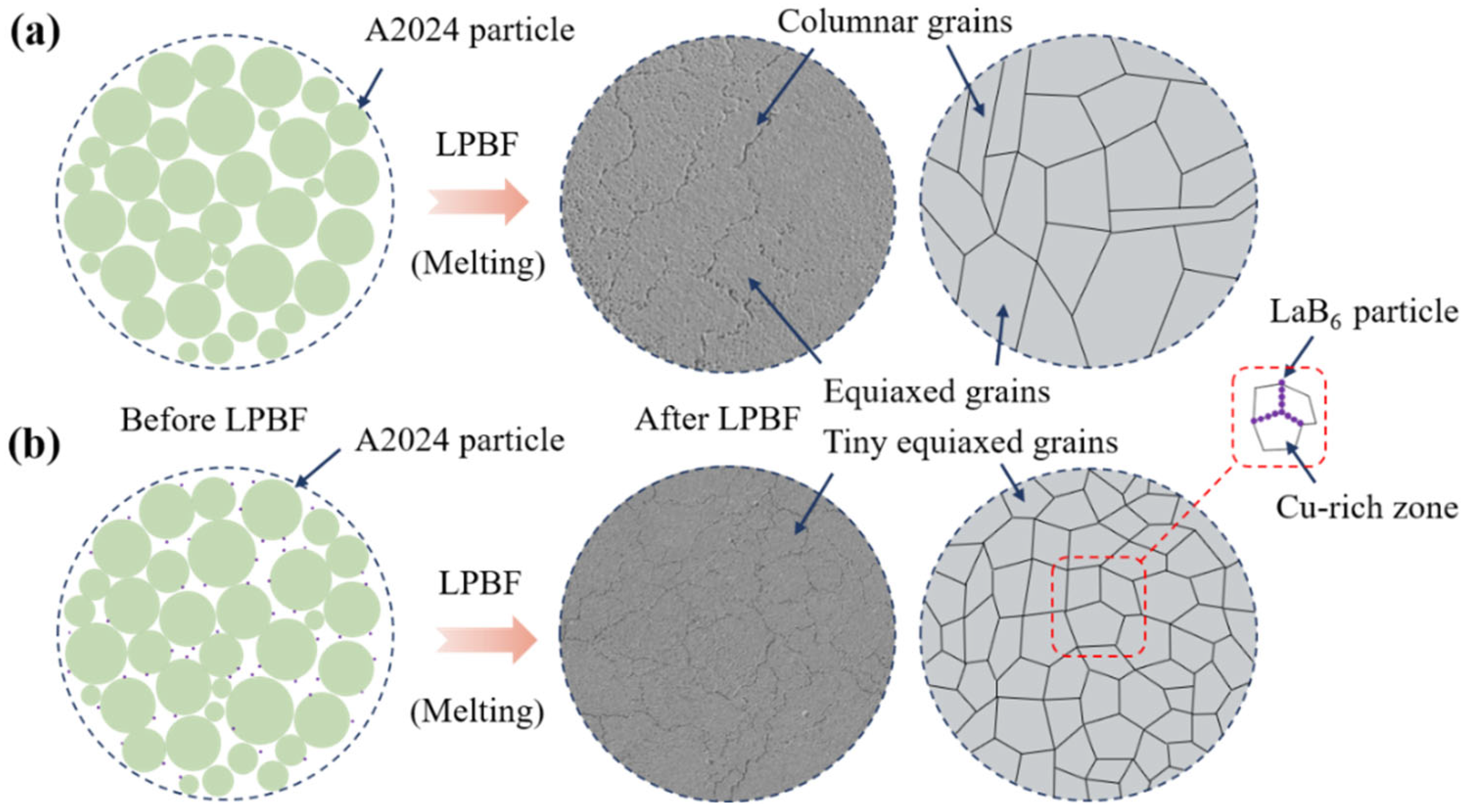
- Adding 0.5 wt.% LaB6 resulted in a transformation of the microstructure of the composite material into a single, uniform, equiaxed structure, with a refined grain size of 9.0 µm. Compared with the coarse and long columnar structure of traditional A2024 alloys, this uniform isomeric crystal structure significantly improves the solidification cracking resistance of the composite material. The improvements in this microstructure provide valuable insights into improving the overall performance and reliability of composite materials in practical applications.
- The positive coating interaction between cubic ceramic nanoparticles and copper atoms (beneficial interface interaction between nanoparticles and matrix metal) highlights the significant efficacy of LaB6 as a non-uniform grain refiner for aluminum. A large portion of LaB6 nanoparticles is concentrated in the liquid phase during grain development, acting as microstructural stabilizers at grain boundaries through the Zener pinning mechanism.
- The tensile strength of A2024 alloy is between 300 and 400 MPa, and the elongation is between 5 and 10%. However, these values may vary due to different preparation processes, heat treatment conditions, and alloy compositions. The tension strength and elongation at the frame of the A2024 alloy modified with 0.5 wt.% LaB6 are 251 ± 2 MPa and 1.58 ± 0.12%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gheysen, J.; Kashiwar, A.; Idrissi, H.; Villanova, J.; Simar, A. Suppressing hydrogen blistering in a magnesium-rich healable laser powder bed fusion aluminum alloy analyzed by in-situ high resolution techniques. Mater. Des. 2023, 231, 112024. [Google Scholar] [CrossRef]
- Yeung, H.; Kim, F.H.; Donmez, M.A.; Neira, J. Keyhole pores reduction in laser powder bed fusion additive manufacturing of nickel alloy 625. Int. J. Mach. Tools Manuf. 2022, 183, 103957. [Google Scholar] [CrossRef]
- Zhang, D.; Yi, D.; Wu, X.; Liu, Z.; Wang, W.; Poprawe, R.; Schleifenbaumc, J.H.; Zieglerd, S. SiC reinforced AlSi10Mg composites fabricated by selective laser melting. J. Alloys Compd. 2022, 894, 162365. [Google Scholar] [CrossRef]
- Li, N.; Wang, T.; Zhang, L.; Zhang, L. Coupling effects of SiC and TiB2 particles on crack inhibition in Al-Zn-Mg-Cu alloy produced by laser powder bed fusion. J. Mater. Sci. Technol. 2023, 164, 37–51. [Google Scholar] [CrossRef]
- Ghasri-Khouzani, M.; Karimialavijeh, H.; Tangestani, R.; Pröbstle, M.; Martin, É. Single-track study of A20X aluminum alloy fabricated by laser powder bed fusion: Modeling and experiments. Opt. Laser Technol. 2023, 162, 109276. [Google Scholar] [CrossRef]
- Asad, M.; Girardin, F.; Mabrouki, T. Dry cutting study of an aluminium alloy (a2024-t351): A numerical and experimental approach. Int. J. Mater. Form. 2008, 1, 499–502. [Google Scholar] [CrossRef]
- Zhang, P.; Zuo, Y.; Nie, G. The pore structure and properties of microarc oxidation films on 2024 aluminum alloy prepared in electrolytes with oxide nanoparticles. J. Alloys Compd. 2020, 816, 152520. [Google Scholar] [CrossRef]
- Qi, Z.; Qi, B.; Cong, B.; Sun, H.; Zhao, G.; Ding, J. Microstructure and mechanical properties of wire + arc additively manufactured 2024 aluminum alloy components: As-deposited and post heat-treated. J. Manuf. Process. 2019, 40, 27–36. [Google Scholar] [CrossRef]
- Eimer, E.; Ganguly, S.; Czink, S.; Dietrich, S.; Chehab, B.; Ding, J.; Williams, S. Effect of inter layer cold work on 2024 aluminium alloy produced by wire directed energy deposition. Mater. Sci. Eng. A 2023, 880, 145272. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X. Selective laser melting of high strength Al–Cu–Mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar] [CrossRef]
- Tan, Q.; Liu, Y.; Fan, Z.; Zhang, J.; Yin, Y.; Zhang, M.-X. Effect of processing parameters on the densification of an additively manufactured 2024 Al alloy. J. Mater. Sci. Technol. 2020, 58, 34–45. [Google Scholar] [CrossRef]
- Li, G.; Brodu, E.; Soete, J.; Wei, H.; Liu, T.; Yang, T.; Liao, W.; Vanmeensel, K. Exploiting the rapid solidification potential of laser powder bed fusion in high strength and crack-free Al-Cu-Mg-Mn-Zr alloys. Addit. Manuf. 2021, 47, 102210. [Google Scholar] [CrossRef]
- Silmbroth, M.; Enzingerb, N.; Schneider-Bröskamp, C.; Arnoldt, A.; Klein, T. Characterisation of structural modifications on cold-formed AA2024 substrates by wire arc additive manufacturing. Sci. Technol. Weld. Join. 2023, 28, 314–322. [Google Scholar] [CrossRef]
- Chi, Y.; Murali, N.; Zheng, T.; Liu, J.; Li, X. Wire-Arc Additive Manufacturing of Nano-Treated Aluminum Alloy 2024. 3D Print. Addit. Manuf. 2022, 11, e529–e536. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Gao, C.; Liu, Z.; Wong, K.; Xiao, Z. Laser powder bed fusion of crack-free TiN/Al7075 composites with enhanced mechanical properties. Mater. Lett. 2021, 282, 128625. [Google Scholar] [CrossRef]
- Kim, H.J.; Asadi, S.; Habibi, F.; Saeid, T.; Valanezhad, A.; Park, N.; Lee, U. Process optimization and thermodynamic modeling of weld zone in nickel powder-added dissimilar pulsed-laser NiTi/ASS joint. J. Mater. Res. Technol. 2022, 20, 4197–4212. [Google Scholar] [CrossRef]
- Sang, Y.-X.; Xiao, M.-Z.; Zhang, Z.-J.; Fu, Q.-Y. Effect of auxiliary heating process on low power pulsed laser wire feeding deposition. Mater. Des. 2022, 218, 110666. [Google Scholar] [CrossRef]
- Riener, K.; Pfalz, T.; Funcke, F. Processability of high-strength aluminum 6182 series alloy via laser powder bed fusion (LPBF). Int. J. Adv. Manuf. Technol. 2022, 119, 4963–4977. [Google Scholar] [CrossRef]
- Mair, P.; Kaserer, L.; Braun, J.; Stajkovic, J.; Klein, C.; Schimback, D.; Perfler, L.; Zhuravlev, E.; Kessler, O.; Leichtfried, G. Dependence of mechanical properties and microstructure on solidification onset temperature for Al2024–CaB6 alloys processed using laser powder bed fusion. Mater. Sci. Eng. A 2022, 833, 142552. [Google Scholar] [CrossRef]
- Mishra, R.S.; Thapliyal, S. Design approaches for printability-performance synergy in Al alloys for laser-powder bed additive manufacturing. Mater. Des. 2021, 204, 109640. [Google Scholar] [CrossRef]
- Xu, S.; Li, B.; Lv, Z.; Yan, X. Microstructures and mechanical behaviors of reinforced aluminum matrix composites with modified nano-sized TiB2/SiC fabricated by selective laser melting. Compos. Commun. 2023, 37, 101439. [Google Scholar] [CrossRef]
- Wang, Q.Z.; Lin, X.; Kang, N.; Wen, X.L.; Cao, Y.; Lu, J.L.; Peng, D.J.; Bai, J.; Zhou, Y.X.; El Mansori, M.; et al. Effect of laser additive manufacturing on the microstructure and mechanical properties of TiB2 reinforced Al-Cu matrix composite. Mater. Sci. Eng. A 2022, 840, 142950. [Google Scholar] [CrossRef]
- Miao, K.; Zhou, H.; Gao, Y.; Deng, X.; Lu, Z.; Li, D. Laser powder-bed-fusion of Si3N4 reinforced AlSi10Mg composites: Processing, mechanical properties and strengthening mechanisms. Mater. Sci. Eng. A 2021, 825, 141874. [Google Scholar] [CrossRef]
- Bordeenithikasem, P.; Stolpe, M.; Elsen, A.; Hofmann, D.C. Glass forming ability, flexural strength, and wear properties of additively manufactured Zr-based bulk metallic glasses produced through laser powder bed fusion. Addit. Manuf. 2018, 21, 312–317. [Google Scholar] [CrossRef]
- Li, X.; Liu, Y.; Zhou, Z. Grain refinement and performance enhancement of laser powder bed fusion in-situ processed Al-Mg alloy modified by ScH3 and ZrH2. Mater. Charact. 2022, 190, 112068. [Google Scholar] [CrossRef]
- Manlay, M.-R.; Garandet, J.-P.; Bacchetta, G.; Soulier, M.; Flament, C. On the elaboration of composite AlSi7Mg0.6/SiC powders and parts by laser powder bed fusion. J. Mater. Sci. 2023, 58, 5269–5286. [Google Scholar] [CrossRef]
- Mair, P.; Goettgens, V.S.; Rainer, T.; Weinberger, N.; Letofsky-Papst, I.; Mitsche, S.; Leichtfried, G. Laser powder bed fusion of nano-CaB6 decorated 2024 aluminum alloy. J. Alloys Compd. Interdiscip. J. Mater. Sci. Solid-State Chem. Phys. 2021, 863, 158714. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Wang, X.; Tao, Y.; Han, X.; Cui, C. Enhanced corrosion resistance of 5083 aluminum alloy by refining with nano-CeB6/Al inoculant. Appl. Surf. Sci. 2019, 484, 403–408. [Google Scholar] [CrossRef]
- Liu, S.; Wang, X.; Cui, C.; Zhao, L.; Li, N.; Zhang, Z.; Ding, J.; Sha, D. Enhanced grain refinement of in situ CeB6/Al composite inoculant on pure aluminum by microstructure control. J. Alloys Compd. 2017, 701, 926–934. [Google Scholar] [CrossRef]
- Ding, J.; Cui, C.; Sun, Y.; Ding, J.; Zhao, L.; Cui, S. Microstructures and mechanical properties of in-situ CaB6 ceramic particles reinforced Al-Cu-Mn composite. Ceram. Int. 2019, 45, 21668–21675. [Google Scholar] [CrossRef]
- Ding, J.; Cui, C.; Sun, Y.; Ding, J.; Zhao, L.; Cui, S. Preparation of in-situ NdB6 nanoparticles and their reinforcement effect on Al–Cu–Mn alloy. J. Alloys Compd. 2019, 806, 393–400. [Google Scholar] [CrossRef]
- Wei, Y.; Chen, G.; Li, M.; Li, W.; Zhou, Y.; Xu, J.; Zhou, W. High-precision laser powder bed fusion of 18Ni300 maraging steel and its SiC reinforcement composite materials. J. Manuf. Process. 2022, 84, 750–763. [Google Scholar] [CrossRef]
- Wang, X.J.; Wang, N.Z.; Wang, L.Y.; Hu, X.S.; Wu, K.; Wang, Y.Q.; Huang, Y.D. Processing, microstructure and mechanical properties of micro-SiC particles reinforced magnesium matrix composites fabricated by stir casting assisted by ultrasonic treatment processing. Mater. Des. 2014, 57, 638–645. [Google Scholar] [CrossRef]
- Liao, H.; Zhang, W.; Chen, C.; Chen, B.; Xue, G.; Zhu, H. Hybrid reinforced aluminum matrix composites fabricated by selective laser melting. Intermetallics 2021, 131, 107080. [Google Scholar] [CrossRef]
- ASTM E8/E8M-22; Standard Test Methods for Tension Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2024.
- Porter, D.A.; Easterling, K.E.; Sherif, M.Y. Phase Transformations in Metals and Alloys, 3rd ed.; Taylor & Francis Inc.: Abingdon, UK, 2009. [Google Scholar]
- Chen, Y.; Xiao, C.; Zhu, S.; Li, Z.; Yang, W.; Zhao, F.; Yu, S.; Shi, Y. Microstructure characterization and mechanical properties of crack-free Al-Cu-Mg-Y alloy fabricated by laser powder bed fusion. Addit. Manuf. 2022, 58, 103006. [Google Scholar] [CrossRef]
- Gao, P.; Huang, W.; Yang, H.; Jing, G.; Liu, Q.; Wang, G.; Wang, Z.; Zeng, X. Cracking behavior and control of β-solidifying Ti-40Al-9V-0.5Y alloy produced by selective laser melting. J. Mater. Sci. Technol. 2020, 39, 144–154. [Google Scholar] [CrossRef]
- Lin, T.-C.; Cao, C.; Sokoluk, M.; Jiang, L.; Wang, X.; Schoenung, J.M.; Lavernia, E.J.; Li, X. Aluminum with dispersed nanoparticles by laser additive manufacturing. Nat. Commun. 2019, 10, 4124. [Google Scholar] [CrossRef] [PubMed]
- Li, X.P.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.W.; Vleugels, J.; Van Humbeeck, J.; Kruth, J.P. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Han, Q.; Gu, Y.; Gu, H.; Yin, Y.; Song, J.; Zhang, Z.; Soe, S. Laser powder bed fusion of WC-reinforced Hastelloy-X composite: Microstructure and mechanical properties. J. Mater. Sci. 2020, 56, 1768–1782. [Google Scholar] [CrossRef]
- Tan, Q.; Yin, Y.; Fan, Z.; Zhang, J.; Liu, Y.; Zhang, M.-X. Uncovering the roles of LaB6-nanoparticle inoculant in the AlSi10Mg alloy fabricated via selective laser melting. Mater. Sci. Eng. A 2021, 800, 140365. [Google Scholar] [CrossRef]
- Zhang, K.; Ju, H.; Xing, F.; Wang, W.; Li, Q.; Yu, X.; Liu, W. Microstructure and properties of composite coatings by laser cladding Inconel 625 and reinforced WC particles on non-magnetic steel. Opt. Laser Technol. 2023, 163, 109321. [Google Scholar] [CrossRef]
- Sun, J.; Pan, Y.; Liu, Y.; Zhang, J.; Kuang, F.; Wu, X.; Lu, X. Effects of LaB6 particle on microstructural evolution of PM Ti alloys. Mater. Charact. 2023, 198, 112739. [Google Scholar] [CrossRef]
- Fang, Y.; Kim, M.-K.; Zhang, Y.; Duan, Z.; Yuan, Q.; Suhr, J. Particulate-reinforced iron-based metal matrix composites fabricated by selective laser melting: A systematic review. J. Manuf. Process. 2022, 74, 592–639. [Google Scholar] [CrossRef]
- Chen, L.; Sun, Y.; Li, L.; Ren, X. Microstructure evolution, mechanical properties, and strengthening mechanism of TiC reinforced Inconel 625 nanocomposites fabricated by selective laser melting. Mater. Sci. Eng. A 2020, 792, 139655. [Google Scholar] [CrossRef]
- AlMangour, B.; Kim, Y.-K.; Grzesiak, D.; Lee, K.-A. Novel TiB2-reinforced 316L stainless steel nanocomposites with excellent room- and high-temperature yield strength developed by additive manufacturing. Compos. Part B Eng. 2019, 156, 51–63. [Google Scholar] [CrossRef]
- Zhao, S.; Shen, X.; Yang, J.; Teng, W.; Wang, Y. Densification behavior and mechanical properties of nanocrystalline TiC reinforced 316L stainless steel composite parts fabricated by selective laser melting. Opt. Laser Technol. 2018, 103, 239–250. [Google Scholar] [CrossRef]
- Dai, L.H.; Ling, Z.; Bai, Y.L. Size-dependent inelastic behavior of particle-reinforced metal–matrix composites. Compos. Sci. Technol. 2001, 61, 1057–1063. [Google Scholar] [CrossRef]
- Yu, W.H.; Sing, S.L.; Chua, C.K.; Kuo, C.N.; Tian, X.L. Particle-reinforced metal matrix nanocomposites fabricated by selective laser melting: A state of the art review. Prog. Mater. Sci. 2019, 104, 330–379. [Google Scholar] [CrossRef]
- Yan, X.; Chen, C.; Zhao, R.; Ma, W.; Bolot, R.; Wang, J.; Ren, Z.; Liao, H.; Liu, M. Selective laser melting of WC reinforced maraging steel 300, Microstructure characterization and tribological performance. Surf. Coat. Technol. 2019, 371, 355–365. [Google Scholar] [CrossRef]
- AlMangour, B.; Baek, M.-S.; Grzesiak, D.; Lee, K.-A. Strengthening of stainless steel by titanium carbide addition and grain refinement during selective laser melting. Mater. Sci. Eng. A 2018, 712, 812–818. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Cu | Mg | Mn | O | Si | Cr | Zn |
|---|---|---|---|---|---|---|---|---|
| Content | Balance | 4.12 | 1.52 | 0.59 | 0.0189 | 0.011 | <0.01 | <0.01 |
| Samples | YS (MPa) | UTS (MPa) | A (%) | HV0.2 |
|---|---|---|---|---|
| S0 | 58 ± 2 | 58 ± 2 | 0.22 ± 0.09 | 75.6 ± 3.6 |
| S0.25 | 125 ± 8 | 177 ± 3 | 0.67 ± 0.26 | 109.1 ± 4.2 |
| S0.5 | 198 ± 7 | 251 ± 2 | 1.58 ± 0.12 | 124.2 ± 4.4 |
| S0.75 | 287 ± 9 | 333 ± 6 | 0.72 ± 0.23 | 130.6 ± 4.3 |
| S1 | 80 ± 6 | 84 ± 7 | 0.67 ± 0.26 | 135.0 ± 3.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, Z.; Xie, Z. Verification of the Laser Powder Bed Fusion Performance of 2024 Aluminum Alloys Modified Using Nano-LaB6. Materials 2024, 17, 3367. https://doi.org/10.3390/ma17133367
Yao Z, Xie Z. Verification of the Laser Powder Bed Fusion Performance of 2024 Aluminum Alloys Modified Using Nano-LaB6. Materials. 2024; 17(13):3367. https://doi.org/10.3390/ma17133367
Chicago/Turabian StyleYao, Zeyu, and Ziwen Xie. 2024. "Verification of the Laser Powder Bed Fusion Performance of 2024 Aluminum Alloys Modified Using Nano-LaB6" Materials 17, no. 13: 3367. https://doi.org/10.3390/ma17133367