
Preparation of (Nd, Ce)-Fe-B Regenerated Magnets by In-Situ Restoration of Grain Boundary Structure Using Nascent Nd-Fe-B Powder
 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Experimental Procedure
2.2. Analytical Techniques
3. Results and Discussion
3.1. Subsection
3.2. The Effect of NP Substitution on the Regenerated Magnets
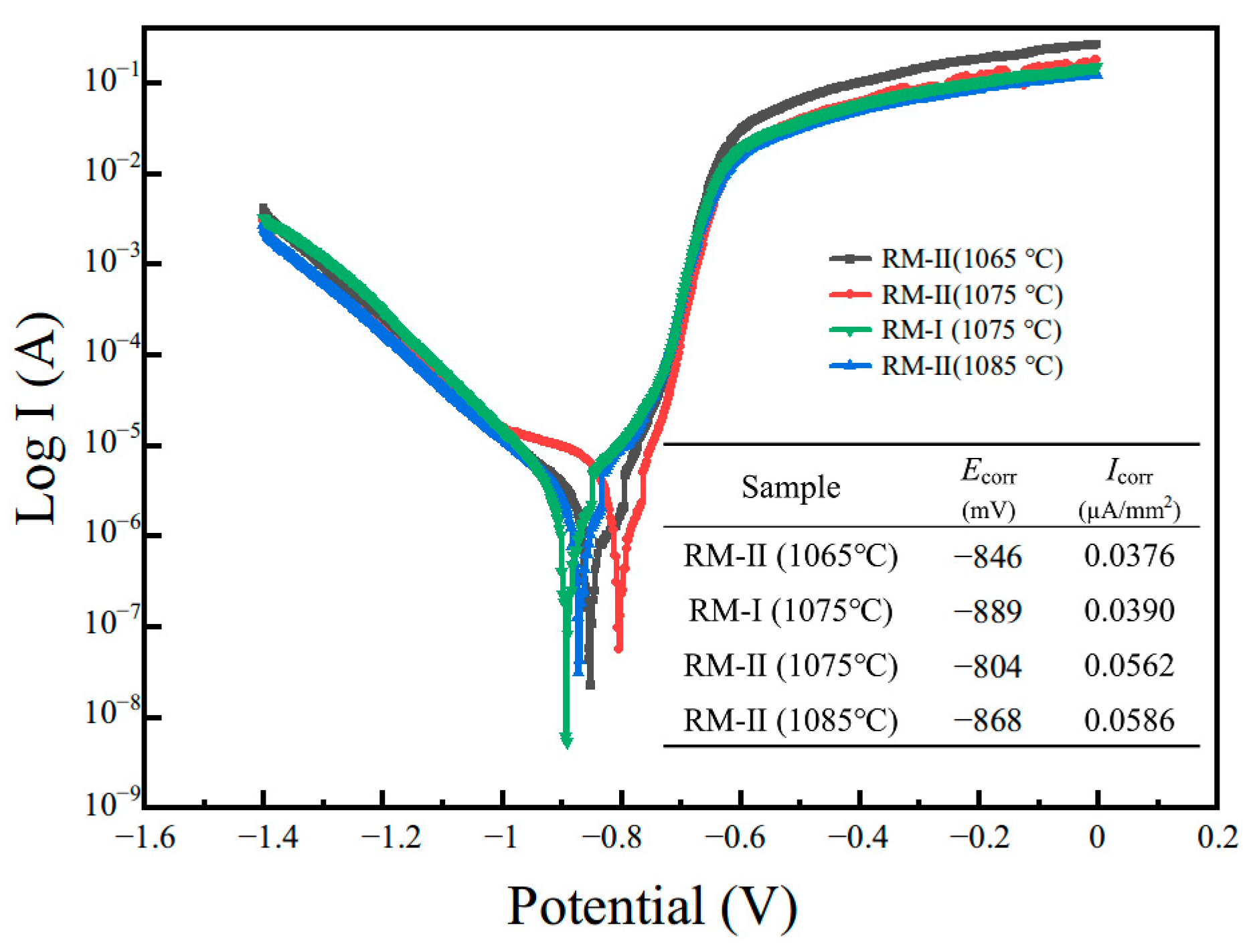
3.3. Effect of Sintering Temperature on the Regenerated Magnets
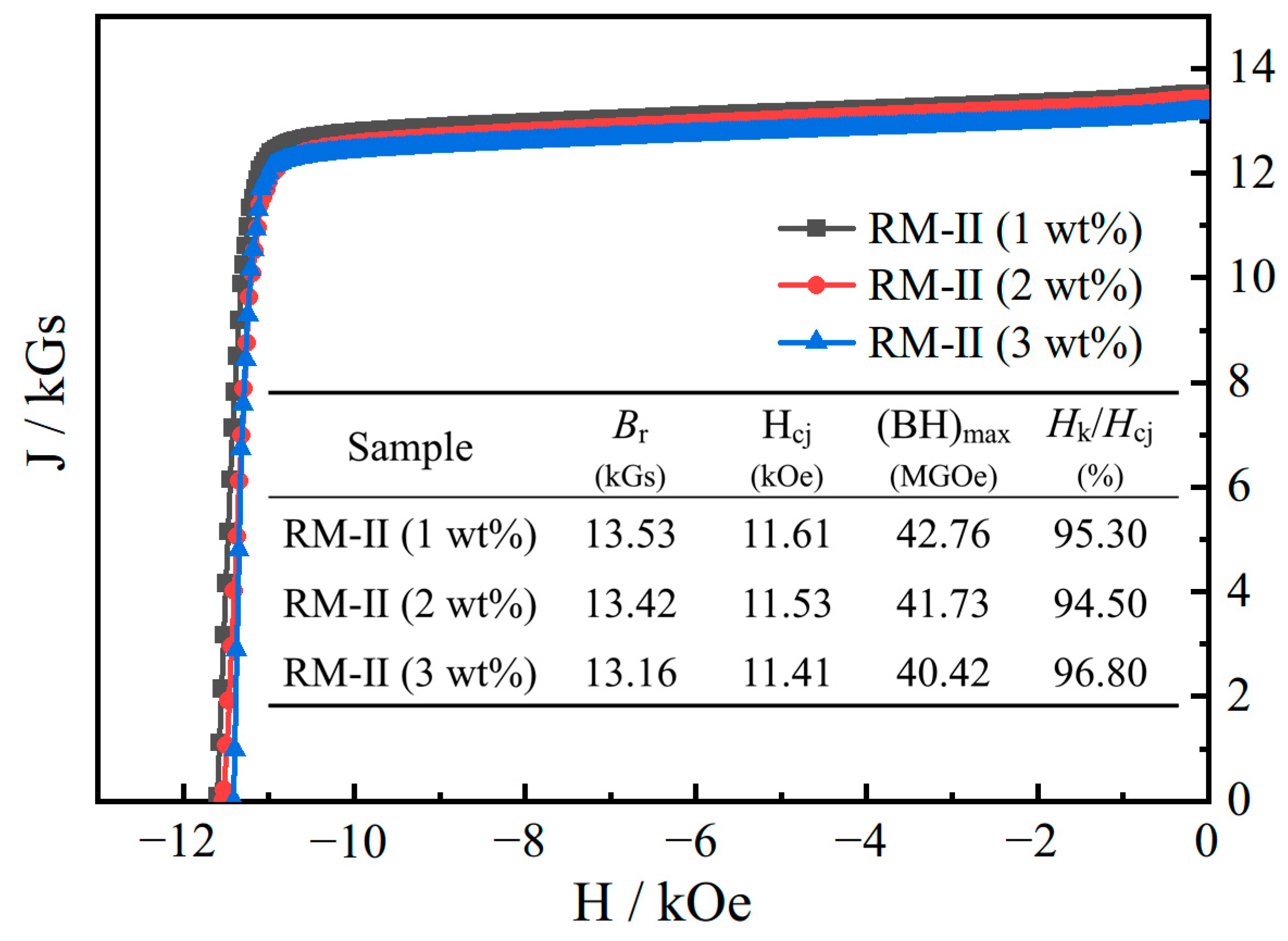
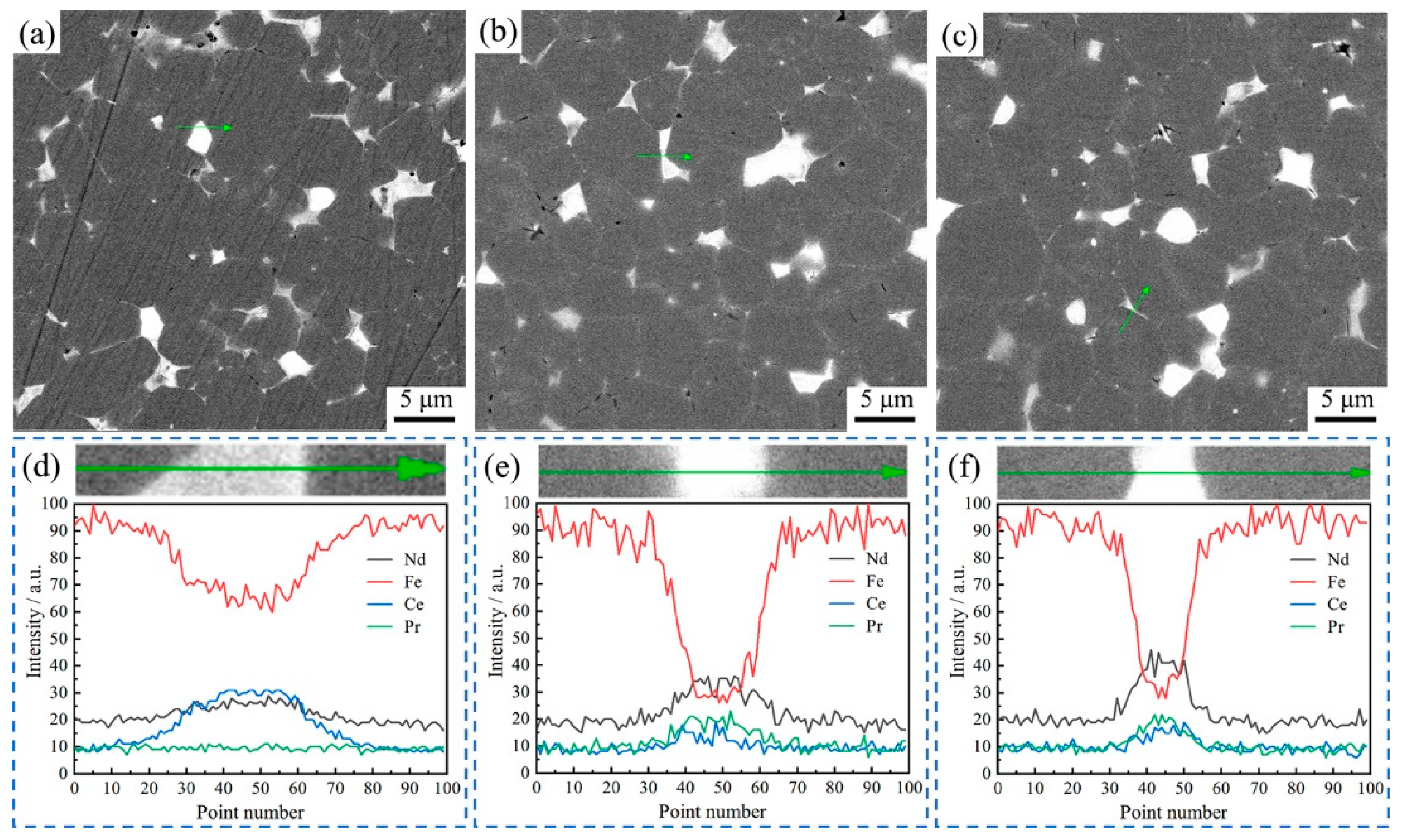
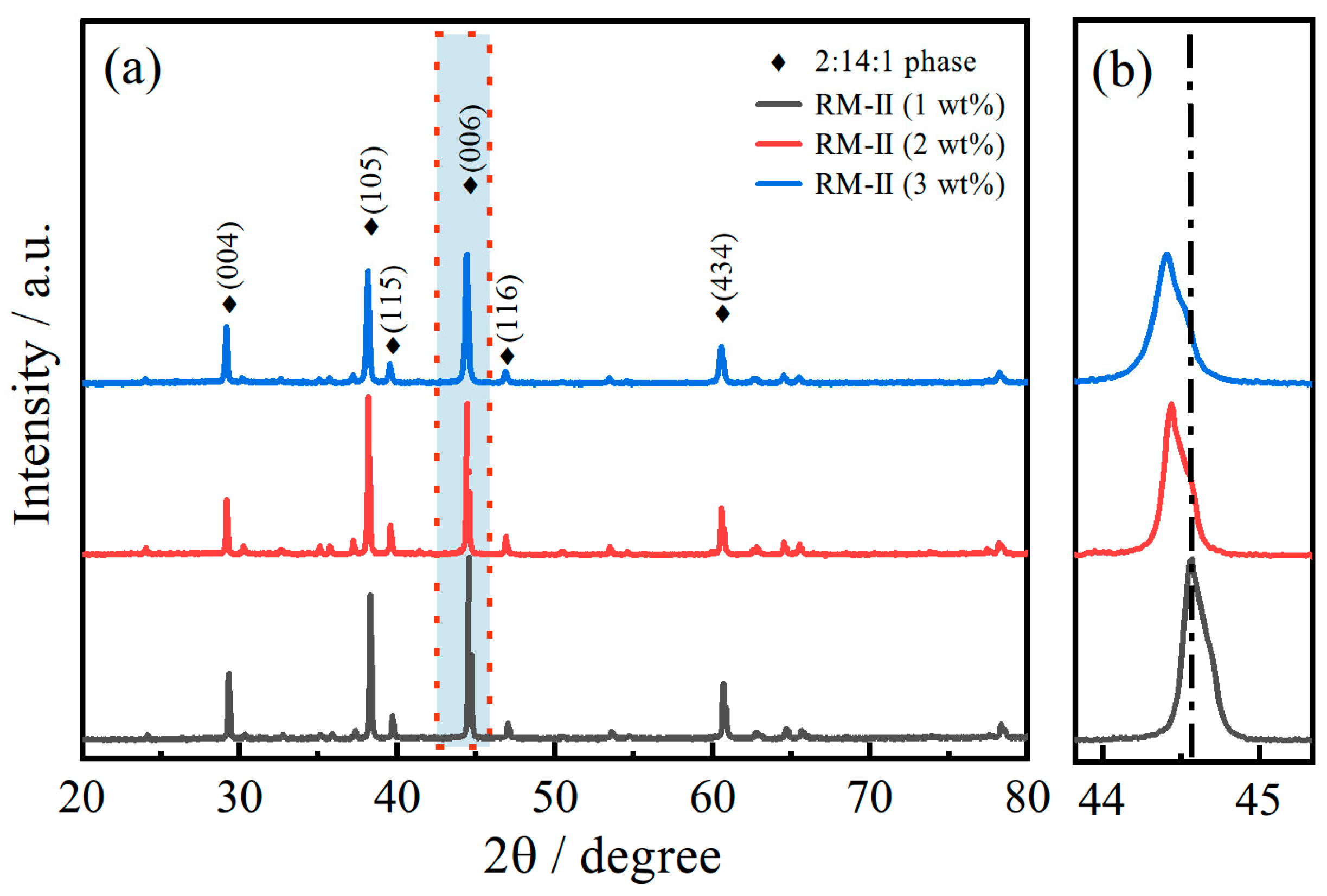
3.4. The Effect of NP Substitution Amount on the Regenerated Magnets
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.; Sun, B.; Gao, F.; Chen, W.; Nie, Z. Life cycle assessment of regeneration technology routes for sintered NdFeB magnets. Int. J. Life Cycle Assess. 2022, 27, 1044–1057. [Google Scholar] [CrossRef]
- Zhong, S.; Yang, M.; Rehman, S.U.; Luo, S.; Li, L.; Li, C.; Li, J.; Ma, Q.; Xiong, S.; Bulyk, I.; et al. Mechanical property enhancement of sintered Nd-Fe-B magnets by dual-scale regulation of microstructure. Intermetallics 2023, 152, 107772. [Google Scholar] [CrossRef]
- Luo, S.; Yang, M.; Xu, Z.; Zhao, T.; Rehman, S.U.; Yu, X.; Zhong, S.; Wang, H.; Jin, C.; Ma, Q.; et al. Dependence of grain size on grain boundary diffusion mechanism of Nd-Fe-B sintered magnets. J. Alloys Compd. 2023, 942, 168999. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Z.; Wang, D.; Min, R.; Xiao, W.; Lin, Y.; Li, G. An acid-free process for selective REE recovery from spent NdFeB magnets by room-temperature electrolysis. Green Chem. 2023, 25, 10653–10663. [Google Scholar] [CrossRef]
- ReportsnReports. Global and China Nd-Fe-B Industry Report, 2018–2023. 2023. Available online: https://www.reportsnreports.com/reports/1807582-global-and-china-Nd-Fe-B-industry-report-2018-2023.html (accessed on 5 July 2024).
- Adamas Intelligence. Rare Earth Magnet Market Outlook to 2040. 2023. Available online: https://www.adamasintel.com/report/rare-earth-magnet-market-outlook-to-2040 (accessed on 5 July 2024).
- Kumari, A.; Sahu, S.K. A comprehensive review on recycling of critical raw materials from spent neodymium iron boron (NdFeB) magnet. Sep. Purif. Technol. 2023, 317, 123527. [Google Scholar] [CrossRef]
- Qing, Z.; Liu, Z.; Zhong, X.; Zhang, G. Properties improvement and structural optimization of sintered NdFeB magnets by non-rare earth compound grain boundary diffusion. Mater Design. 2018, 86, 114–120. [Google Scholar] [CrossRef]
- Rathfelder, S.; Schuschnigg, S.; Kukla, C.; Holzer, C.; Burkhardt, C. Production of Permanent Magnets from Recycled NdFeB Powder with Powder Extrusion Moulding. J. Manuf. Mater. Process. 2024, 8, 81. [Google Scholar] [CrossRef]
- Belfqueh, S.; Chapron, S.; Giusti, F.; Pellet-Rostaing, S.; Seron, A.; Menad, N.; Arrachart, G. Selective recovery of rare earth elements from acetic leachate of NdFeB magnet by solvent extraction. Sep. Purif. Technol. 2024, 339, 126701. [Google Scholar] [CrossRef]
- Kumari, A.; Dipali; Randhawa, N.S.; Sahu, S.K. Electrochemical treatment of spent NdFeB magnet in organic acid for recovery of rare earths and other metal values. J. Clean. Prod. 2021, 309, 127393. [Google Scholar] [CrossRef]
- Agrahari, G.K.; Vignesh, M.S.; Nigam, K.D.P. Novel devices for the extraction and recovery of rare-earth metals through recycling of waste. J. Mater. Cycles Waste Manag. 2024, 26, 109–137. [Google Scholar] [CrossRef]
- Liu, F.; Porvali, A.; Wang, J. Recovery and separation of rare earths and boron from spent Nd-Fe-B magnets. Miner. Eng. 2020, 145, 106097. [Google Scholar] [CrossRef]
- Shirayama, S.; Okabe, T.H. Selective Extraction and Recovery of Nd and Dy from Nd-Fe-B Magnet Scrap by Utilizing Molten MgCl2. Met. Mater. Trans. B 2018, 49, 1067–1077. [Google Scholar] [CrossRef]
- Cong, L.; Xu, H.; Lu, Q.; Yue, M. Effect of rotation rate on the recovery of Nd–Fe–B sludge via rotation-reduction diffusion method. AIP Adv. 2023, 13, 035202. [Google Scholar] [CrossRef]
- Lee, K.; Yoo, K.; Yoon, H.-S.; Kim, C.J.; Chung, K.W. Demagnetization followed by remagnetization of waste NdFeB magnet for reuse. Geosystem Eng. 2013, 16, 286–288. [Google Scholar] [CrossRef]
- Walton, A.; Yi, H.; Rowson, N.; Speight, J.; Mann, V.; Sheridan, R.; Bradshaw, A.; Harris, I.; Williams, A. The use of hydrogen to separate and recycle neodymium–iron–boron-type magnets from electronic waste. J. Clean. Prod. 2015, 104, 236–241. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.; Williams, A. Multiple recycling of NdFeB-type sintered magnets. J. Alloys Compd. 2009, 469, 314–321. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.; Williams, A. Possible methods of recycling NdFeB-type sintered magnets using the HD/degassing process. J. Alloys Compd. 2008, 450, 525–531. [Google Scholar] [CrossRef]
- Li, C.; Liu, W.; Yue, M.; Zhang, D.; Zhang, J. Study on the recycling of the sintered Nd-Fe-B permanent magnets via NdH nano-particles doping. Funct. Mater. 2014, 45, 17059–17061+17065. [Google Scholar]
- Liu, W.; Li, C.; Zakotnik, M.; Yue, M.; Zhang, D.; Huang, X. Recycling of waste Nd-Fe-B sintered magnets by doping with dysprosium hydride nanoparticles. J. Rare Earths 2015, 33, 846–849. [Google Scholar] [CrossRef]
- Chetouani, A.; Richomme, F.; Le Breton, J.; Thonikuzhiyil, J.; Bernstein, P.; Noudem, J. Investigation of the influence of the annealing atmosphere on the structure of powders after recycling Nd-Fe-B magnets by solvothermal process. J. Magn. Magn. Mater. 2024, 603, 172213. [Google Scholar] [CrossRef]
- Jönsson, C.; Awais, M.; Pickering, L.; Degri, M.; Zhou, W.; Bradshaw, A.; Sheridan, R.; Mann, V.; Walton, A. The extraction of NdFeB magnets from automotive scrap rotors using hydrogen. J. Clean. Prod. 2020, 277, 124058. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, D.; Zhang, Q. Nd-Fe-B waste recycling. Sci. Technol. Innov. Her. 2012, 13, 149–150. [Google Scholar] [CrossRef]
- Zakotnik, M.; Tudor, C. Commercial-scale recycling of NdFeB-type magnets with grain boundary modification yields products with ‘designer properties’ that exceed those of starting materials. Waste Manag. 2015, 44, 48–54. [Google Scholar] [CrossRef] [PubMed]
- Habibzadeh, A.; Kucuker, M.A.; Gökelma, M. Review on the Parameters of Recycling NdFeB Magnets via a Hydrogenation Process. ACS Omega 2023, 8, 17431–17445. [Google Scholar] [CrossRef] [PubMed]
- Sagawa, M.; Une, Y. Chapter 5—The status of sintered Nd-Fe-B magnets. In Modern Permanent Magnets; Croat, J., Ormerod, J., Eds.; Woodhead Publishing: Sawston, UK, 2022; pp. 135–168. [Google Scholar]
- Luo, S.; Lu, Y.; Zou, Y.; Zhong, S.; Wu, Y.; Yang, M. Effect of low melting point powder doping on the properties and microstructure of sintered NdFeB magnets. J. Magn. Magn. Mater. 2021, 523, 167620. [Google Scholar] [CrossRef]
- Zhang, Z.; Jin, J.; Liang, L.; Peng, B.; Liu, Y.; Fu, S.; Yan, M. High-performance Nd-Fe-B sintered magnets via co-doping high-melting-point Zr and low-melting-point Dy71.5Fe28.5. J. Magn. Magn. Mater. 2019, 487, 165356. [Google Scholar] [CrossRef]
- Yang, M.; Luo, S.; Rehman, S.U.; Liu, C.; Li, J.; Yu, X.; Li, L. Effect of lattice distortion induced by Ce chemical valence on coercivity of Nd-Ce-Fe-B alloy. J. Alloys Compd. 2022, 894, 162486. [Google Scholar] [CrossRef]
- Lu, Q.; Shao, Y.; Yin, Y.; Chen, H.; Xu, H.; Liu, W.; Liu, M.; Zhong, C.; Yu, X.; Chen, J.; et al. Mass production of regenerated sintered NdFeB magnets with improved magnetic properties compared to original magnets. Sustain. Mater. Technol. 2023, 36, e00615. [Google Scholar] [CrossRef]
- Guo, S.; Zhou, Q.Y.; Chen, R.J.; Lee, D.; Yan, A.R. Microstructure and magnetic properties of sintered Nd–Fe–B magnets with high hydrogen content. J. Appl. Phys. 2011, 109, 07A734. [Google Scholar] [CrossRef]
- Song, L.; Yu, N.; Zhu, M.; Wang, Q.; Li, W. The microstructure and magnetization reversal behavior of melt-spun (Nd1−xCex)-Fe-B ribbons. J. Rare Earths 2018, 36, 95–98. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types | Pr | Nd | Gd | Ce | B | Co | Cu | Al | Ga | Zr | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RP | 4.2 | 17.9 | / | 6.3 | 0.96 | 0.5 | 0.3 | 0.3 | 0.1 | 0.15 | 0.1 | bal |
| NP | 7.325 | 21.985 | 2 | / | 0.94 | 0.8 | 0.3 | 0.35 | 0.2 | 0.1 | 0.1 | bal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, X.; Luo, S.; Yang, M.; Shen, Q.; Yang, H.; Zhong, S.; Zhang, W.; Yang, B. Preparation of (Nd, Ce)-Fe-B Regenerated Magnets by In-Situ Restoration of Grain Boundary Structure Using Nascent Nd-Fe-B Powder. Materials 2024, 17, 3381. https://doi.org/10.3390/ma17143381
Yu X, Luo S, Yang M, Shen Q, Yang H, Zhong S, Zhang W, Yang B. Preparation of (Nd, Ce)-Fe-B Regenerated Magnets by In-Situ Restoration of Grain Boundary Structure Using Nascent Nd-Fe-B Powder. Materials. 2024; 17(14):3381. https://doi.org/10.3390/ma17143381
Chicago/Turabian StyleYu, Xi, Sangen Luo, Munan Yang, Qingpeng Shen, Honglong Yang, Shuwei Zhong, Weilong Zhang, and Bin Yang. 2024. "Preparation of (Nd, Ce)-Fe-B Regenerated Magnets by In-Situ Restoration of Grain Boundary Structure Using Nascent Nd-Fe-B Powder" Materials 17, no. 14: 3381. https://doi.org/10.3390/ma17143381