
Inclusion Removal Process of Homogeneous CuCr50 Alloy In-Situ Synthesized by Al-Mg Composite Strengthening Reduction Coupling Slagging


Abstract
1. Introduction
2. Experimental
2.1. Materials
2.2. Experimental Procedure
2.3. Analysis and Characterization
3. Results and Discussion
3.1. Theoretical Calculations
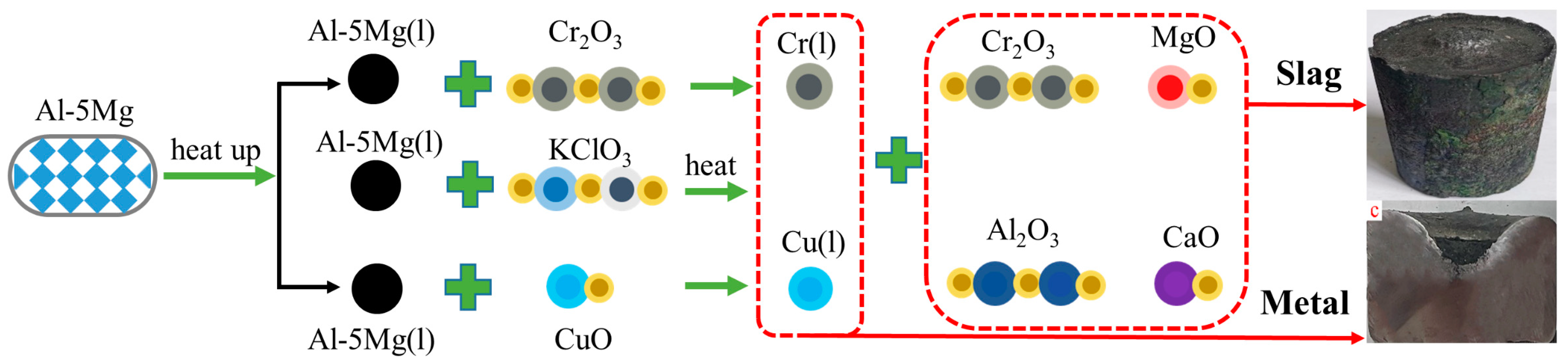
3.1.1. Calculation of the Reaction Process
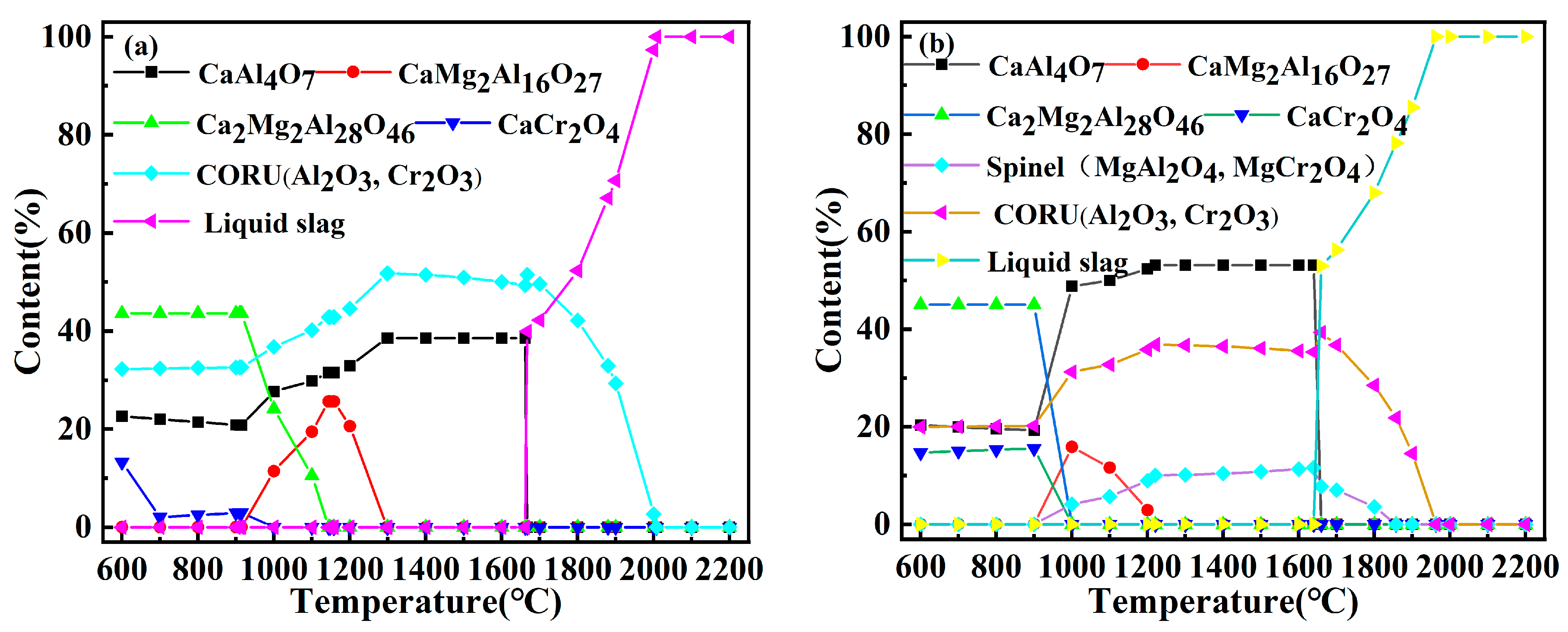
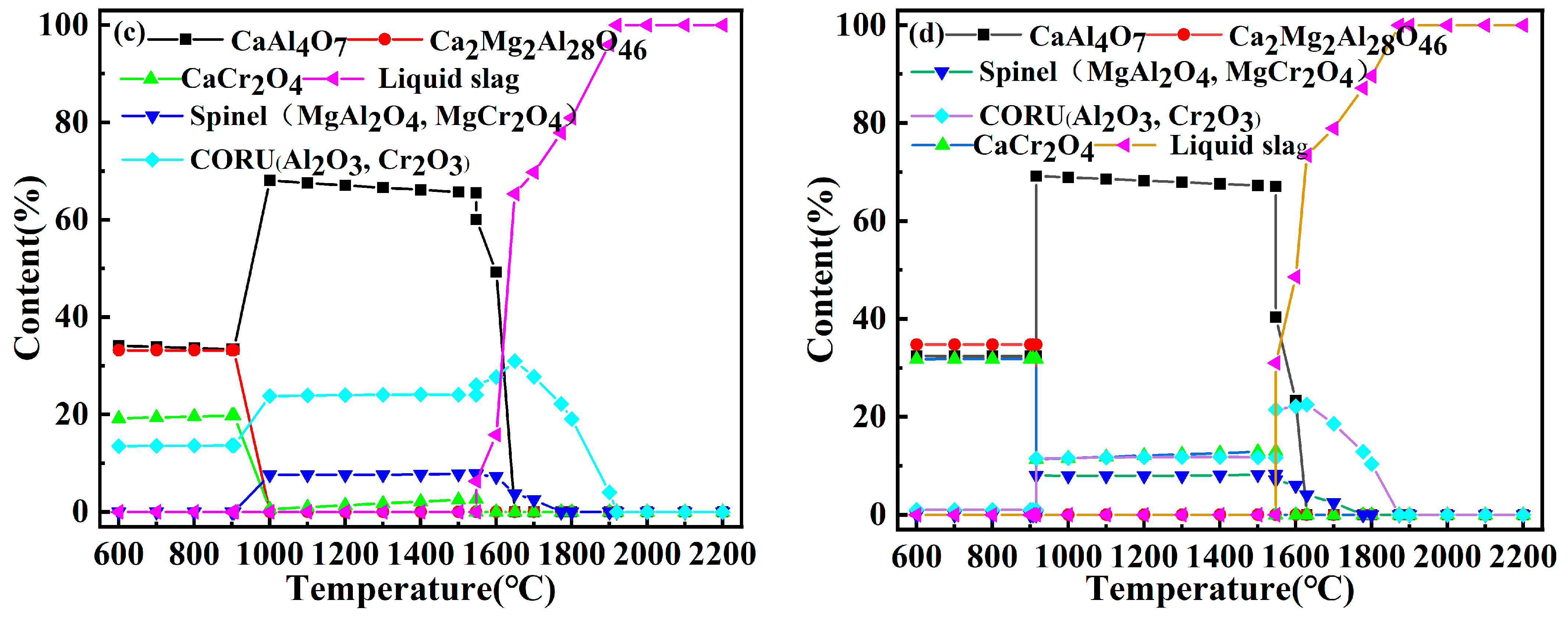
3.1.2. Precipitation Process of Reduced Slag
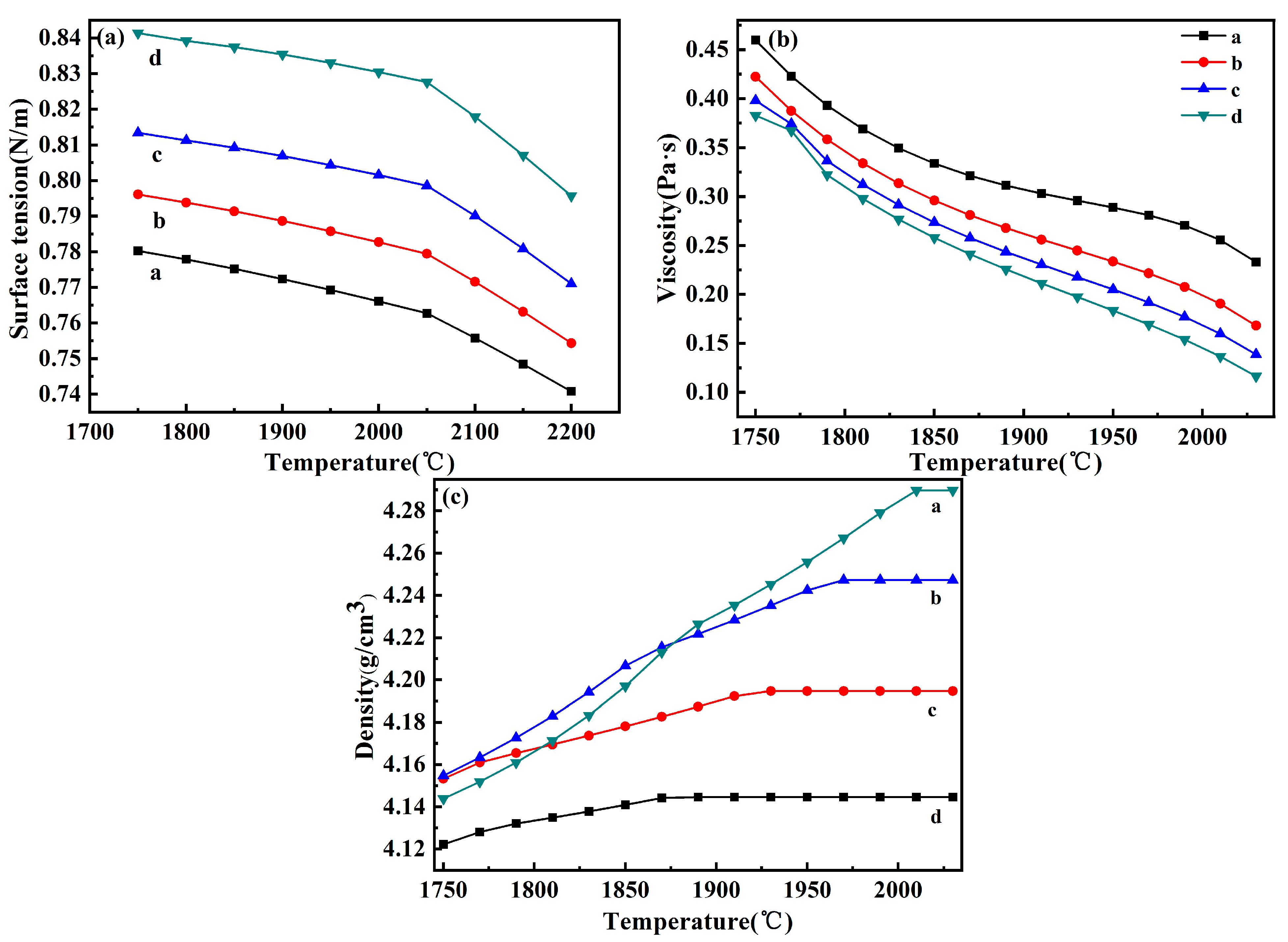
3.1.3. Calculation of the Reduction Slag Physical Properties
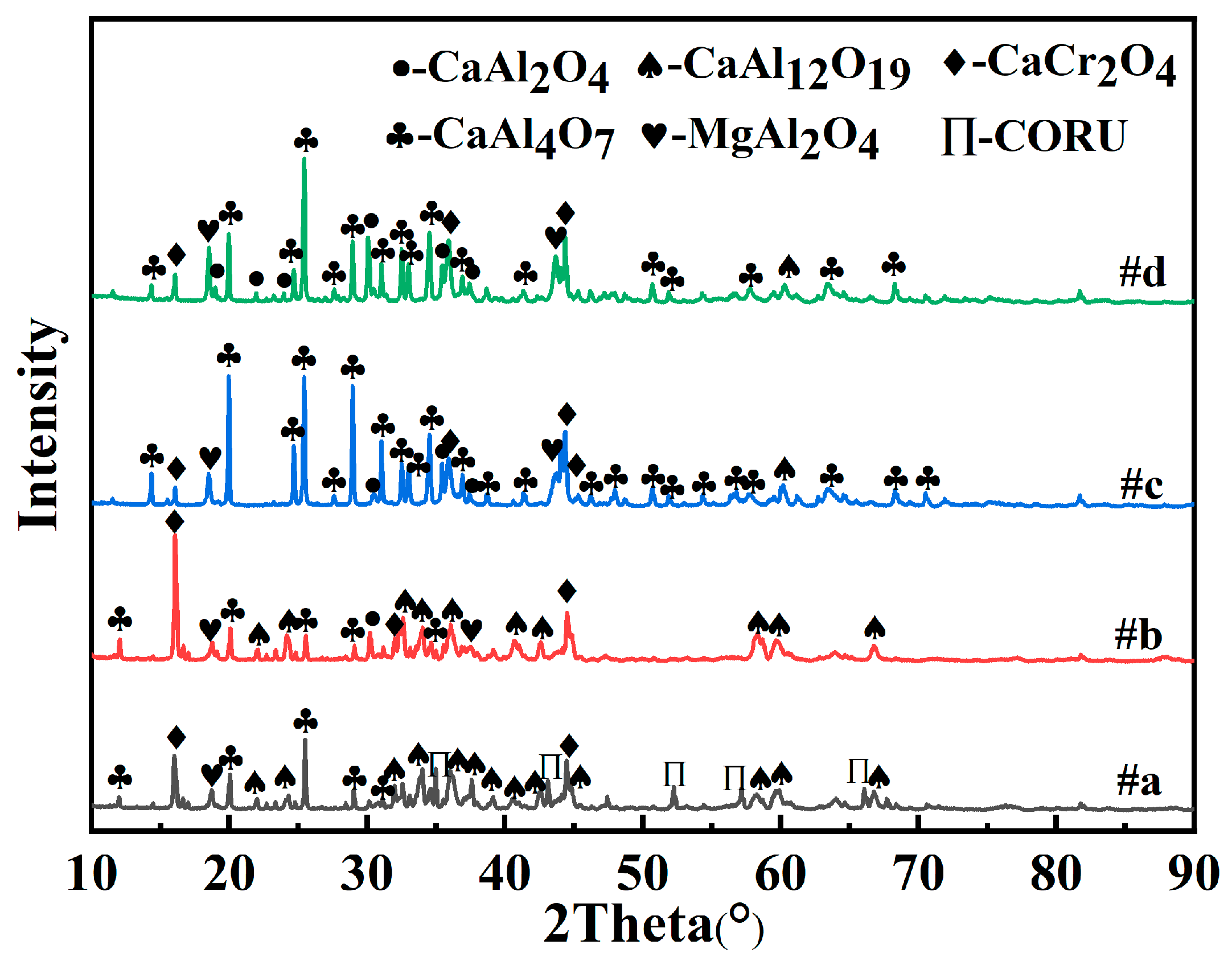
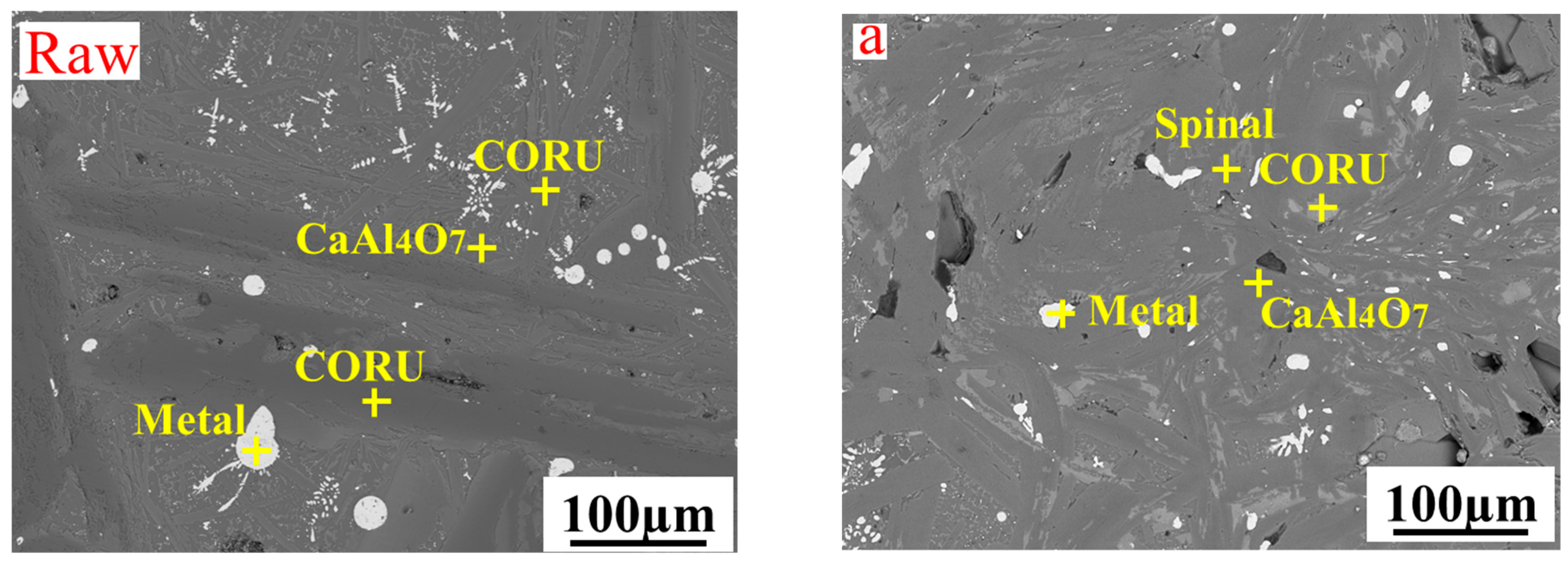
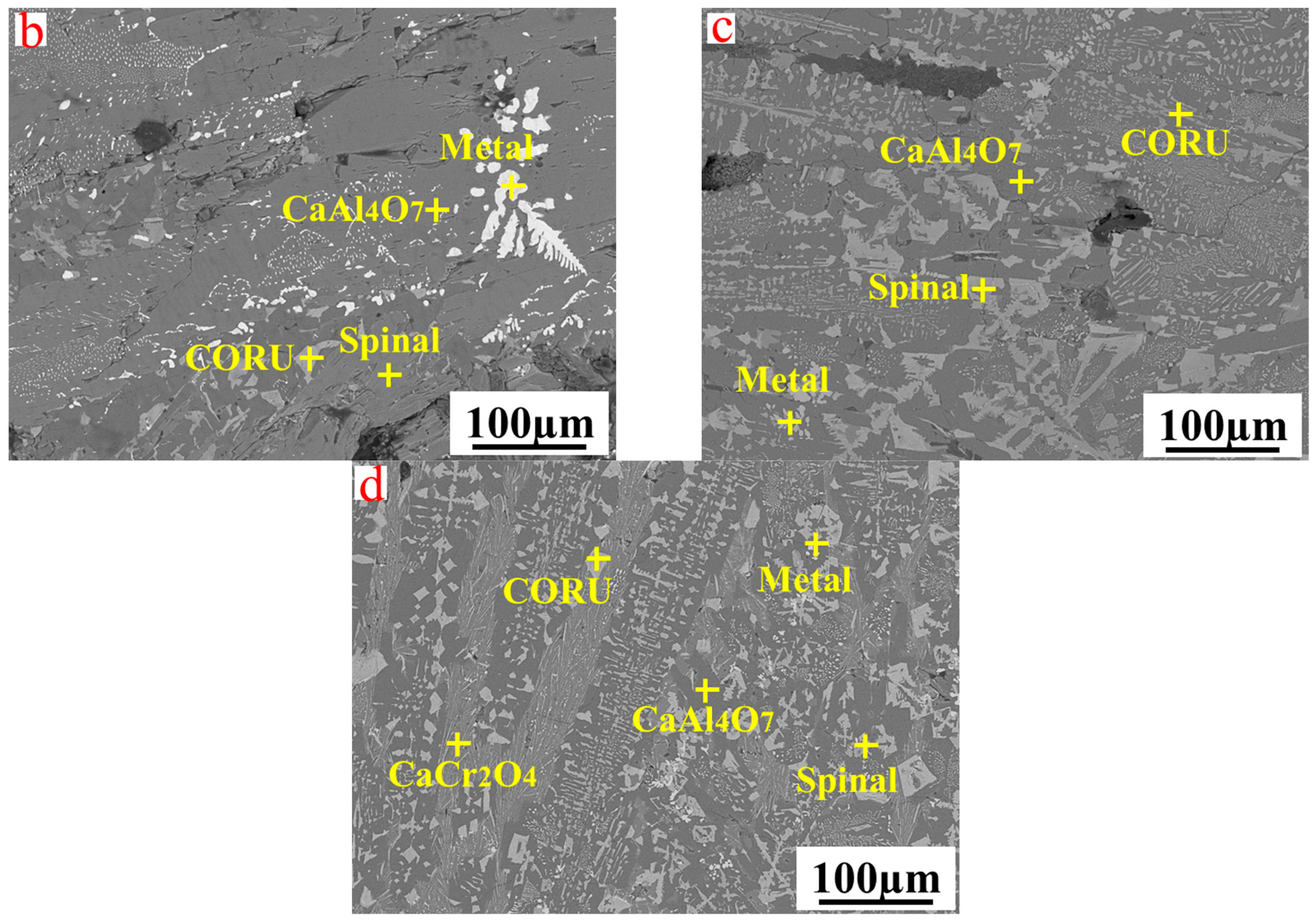
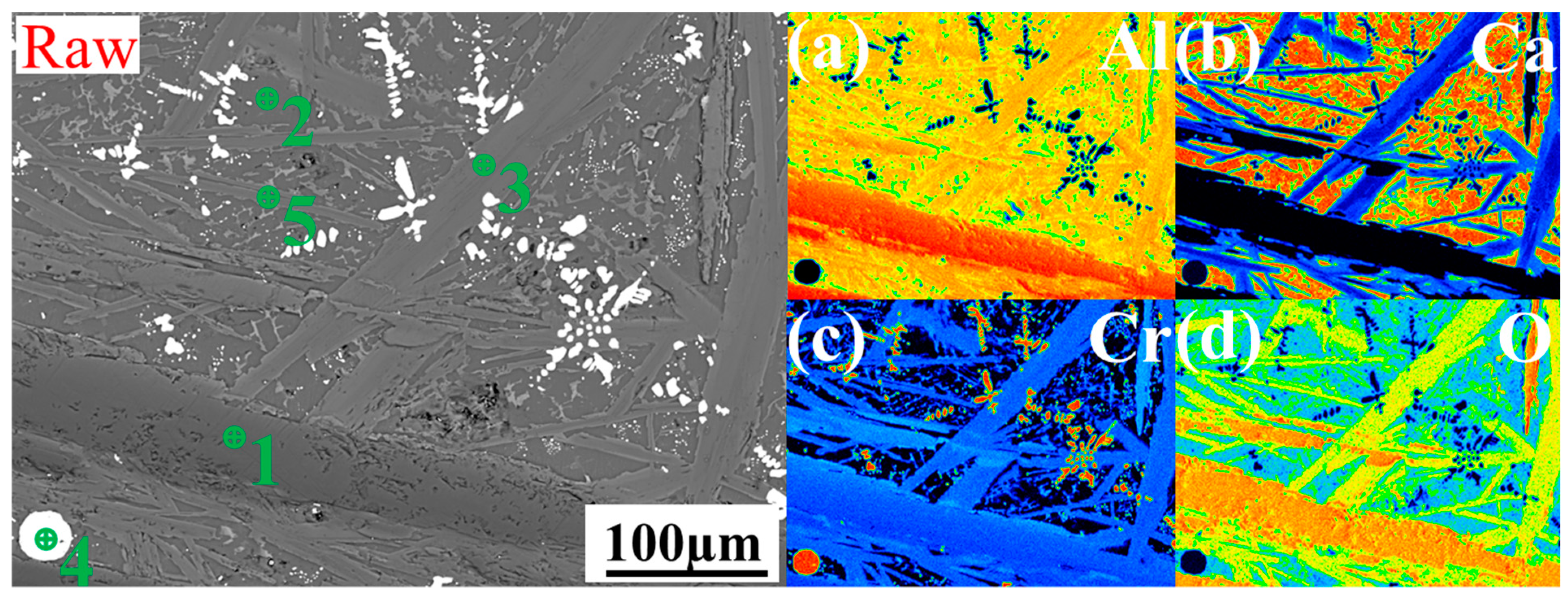
3.2. Reduction Slag Phase Transition
3.3. Analysis of the CuCr50 Alloy
3.3.1. Uniformity Analysis of the CuCr50 Alloy Ingot
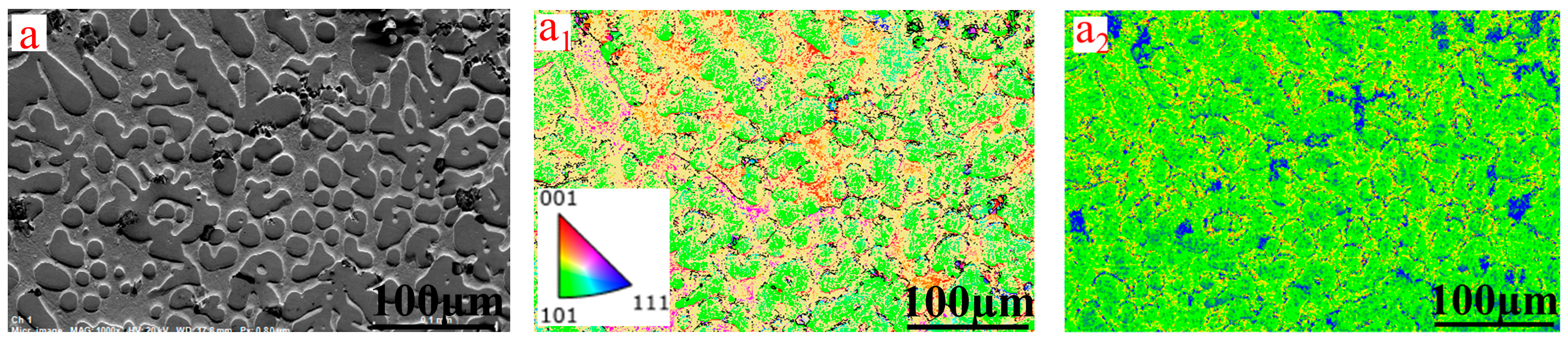
3.3.2. Crystal Structure and Properties Analysis of CuCr50 Alloy
4. Conclusions
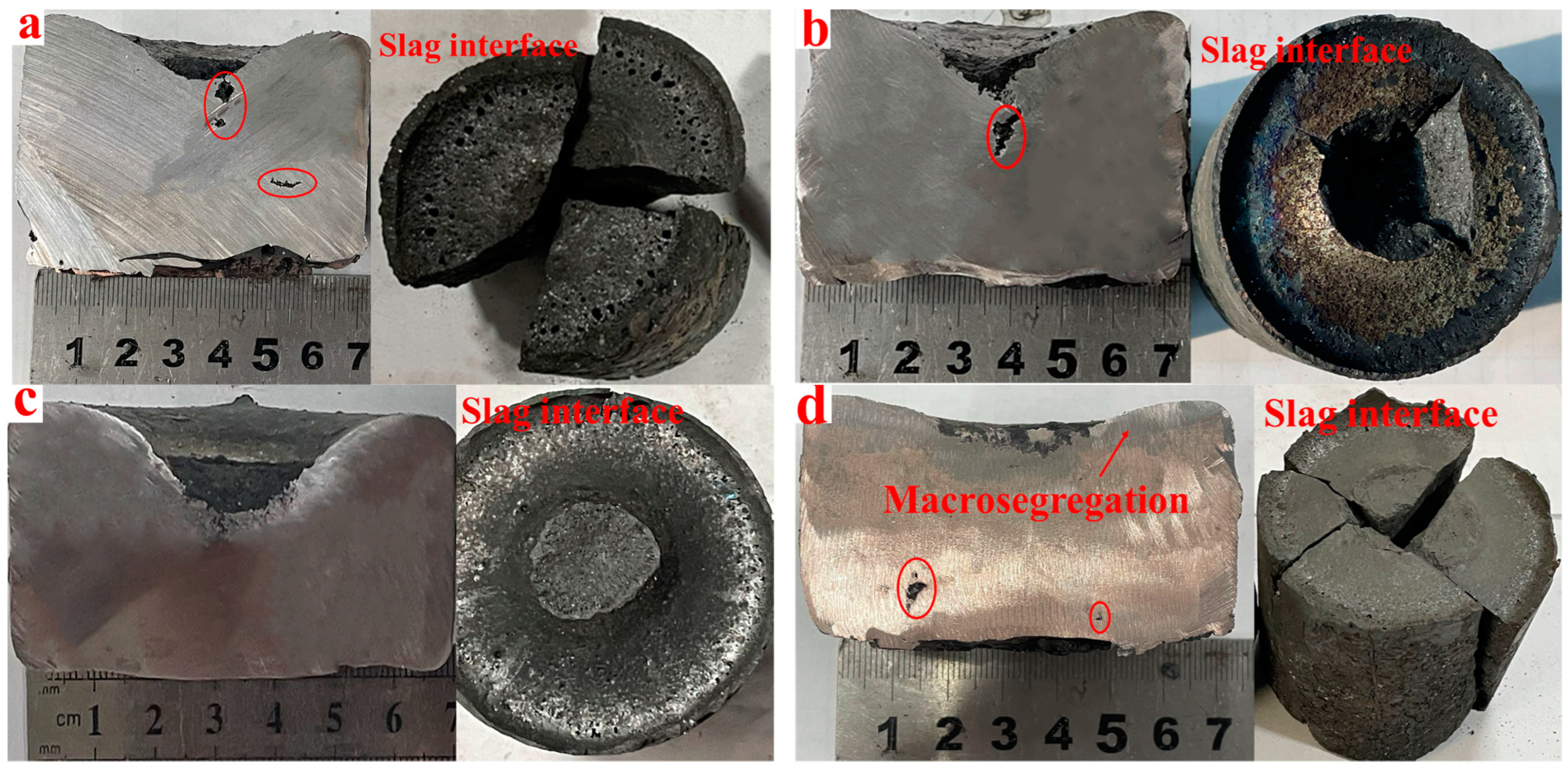
- Compared with aluminum thermal reduction slag, the surface tension of Al-Mg composite reduction slag is greater, and the viscosity and density are lower and more conducive to the separation of gold slag.
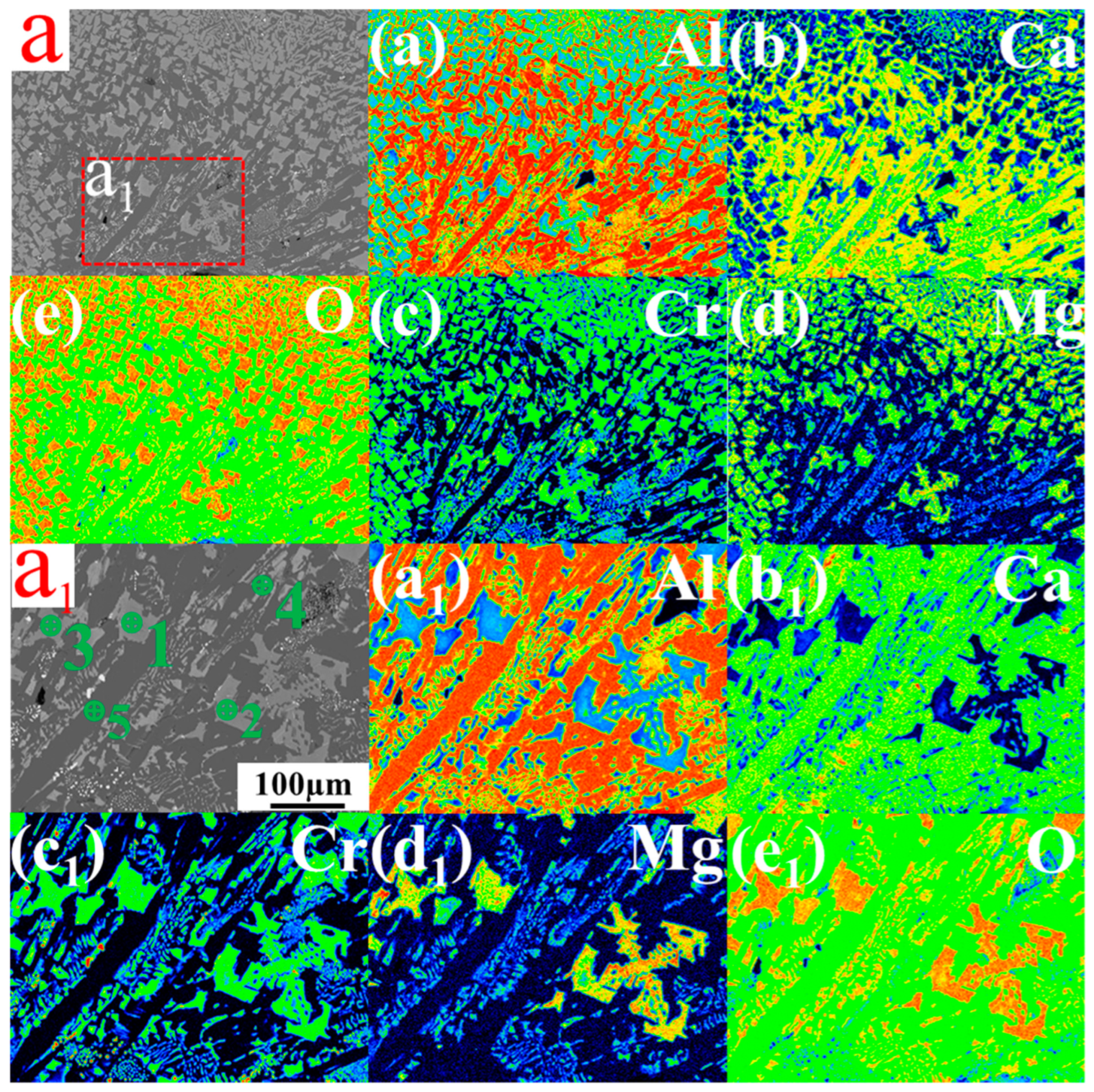
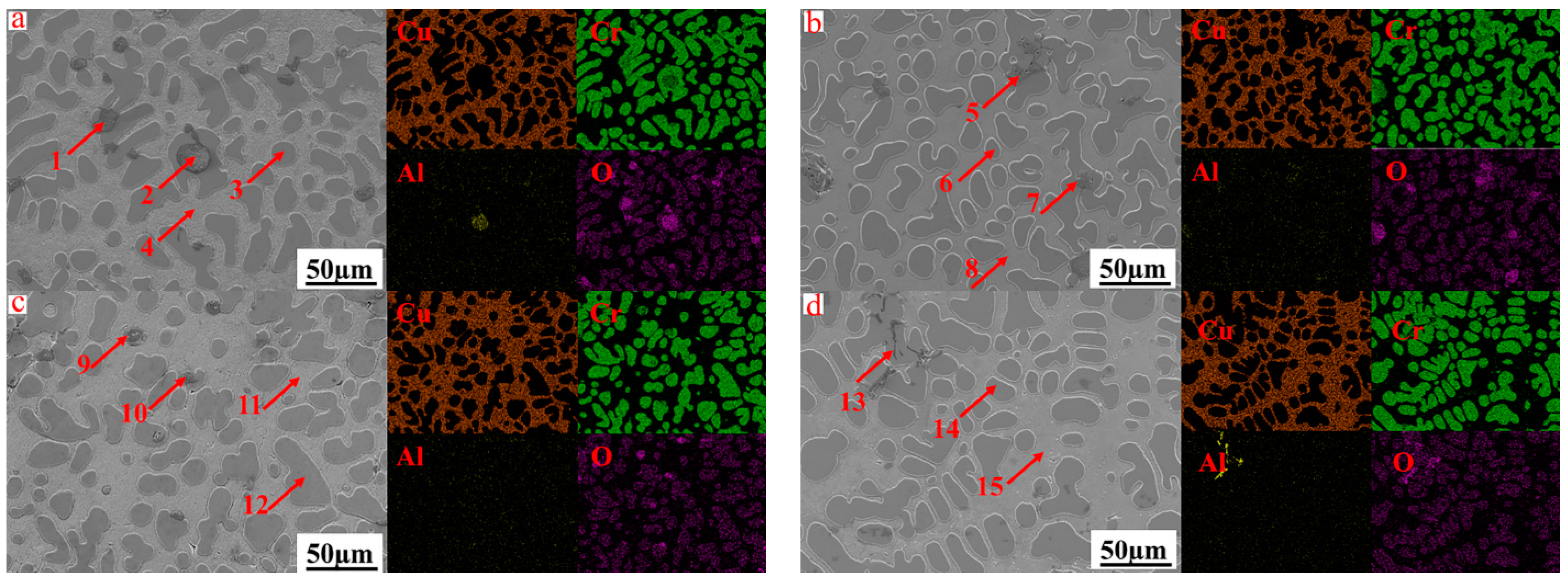
- When the CaO ratio was increased to 25%, a large number of needle-like CaCr2O4 phases appeared, CaO and Cr2O3 combined to form CaCr2O4, and in situ generated MgO combined with excess Cr2O3 to form MgCr2O4 in the slag. In the alloy, the inclusions were transformed into a small amount of needle-like Al2O3 inclusions, which improved the cleanliness of the alloy.
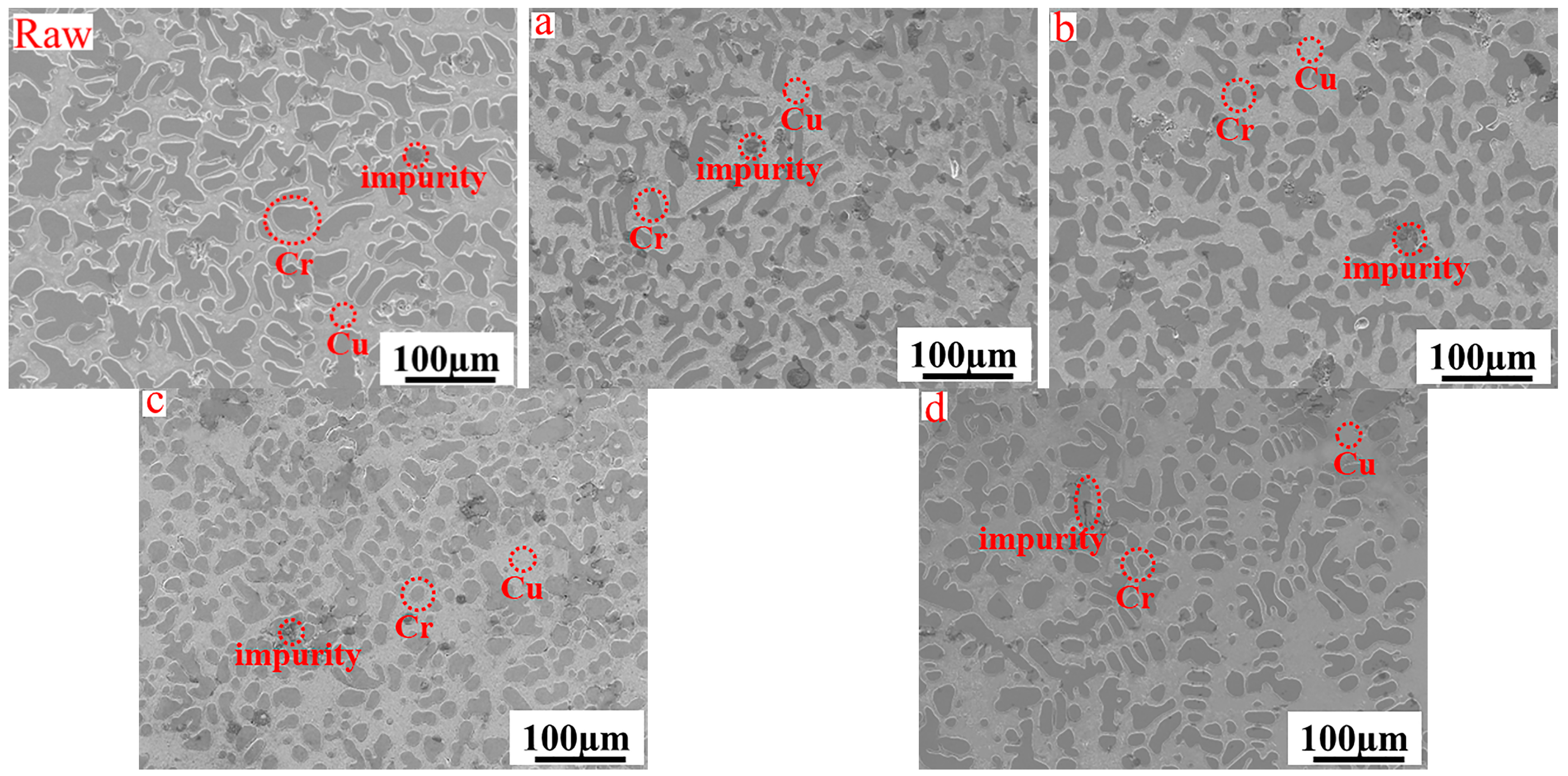
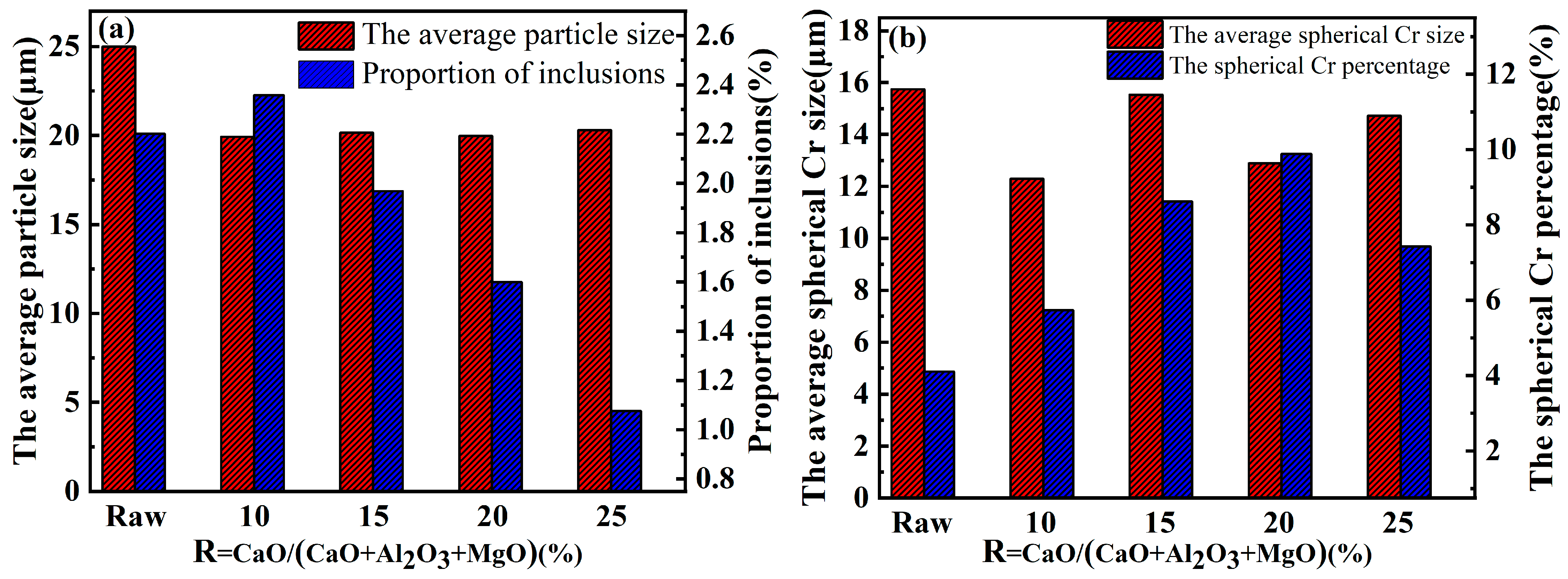
- Compared with the CuCr50 alloy synthesized by aluminum thermal reduction, the size of the Cr phase decreased to 25 µm–20 µm, the number of Cr phase spherical crystals increased (4.11–9.88%), the average grain size of spherical crystals decreased (15.74 µm–12.89 µm), the number of inclusions decreased (2.36–1.08%), and the oxygen content decreased (0.755–0.579%).
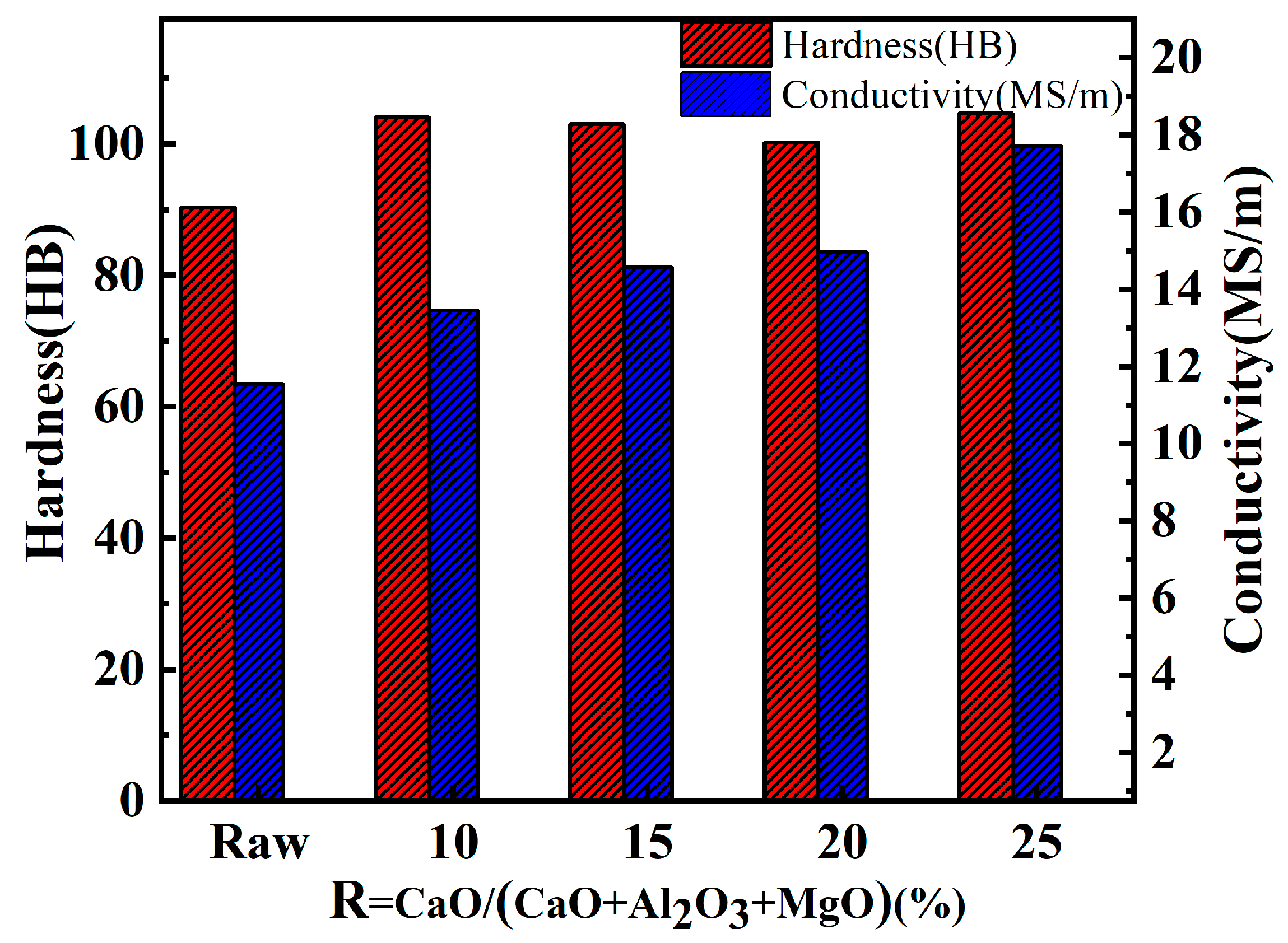
- When RCaO/(CaO + Al2O3 + MgO) = 20%, the conductivity reached 14.96 MS/m, and the hardness reached 100.23 HB. After heat treatment, the Cr phase was refined in the alloy, the conductivity increased from 14.96 MS/m to 18.27 MS/m, and the hardness increased from 100.23 HB to 103.1 HB.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tian, W.; Bi, L.-M. Effect of Zr on microstructure and properties of Cu–15Cr alloy. J. Central South Univ. 2017, 24, 2757–2766. [Google Scholar] [CrossRef]
- Garzón-Manjón, A.; Christiansen, L.; Kirchlechner, I.; Breitbach, B.; Liebscher, C.; Springer, H.; Dehm, G. Synthesis, microstructure, and hardness of rapidly solidified Cu-Cr alloys. J. Alloys Compd. 2019, 794, 203–209. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, C.Y.; Zhang, H.; Yang, Z.M.; Ding, B.J. CuCr25W1Ni2 contact material of vacuum interrupter. Trans. Nonferr. Metal Soc. 2001, 11, 226–230. [Google Scholar]
- An, W.; Dou, Z.H.; Han, J.R.; Zhang, T.A. Microstructure uniformity control of CuCr alloy prepared in-situ by aluminother-mic reduction coupled with permanent magnetic stirring. J. Alloys Compd. 2023, 960, 170797. [Google Scholar] [CrossRef]
- Leng, J.F.; Zhou, Q.B.; Li, Z.Z.; Dong, Y.F.; Xia, C.P. Effect of graphene on microstructure and properties of Gr/CuCr10 compo-sites. Trans. Nonferr. Metal. Soc. 2022, 32, 1217–1225. [Google Scholar] [CrossRef]
- Li, K.; Miao, X.J.; Qian, D.; Li, Y.L.; Meng, Y.; Pang, Y.J.; Yang, B.; Li, Y.H.; Hao, L.C.; Fan, Y.Y. Arc erosion resistance of CuCrMo films deposited via magnetron sputtering. Mater. Res. Express 2021, 8, 066402. [Google Scholar]
- Cao, W.; Liang, S.; Zhang, X.; Wang, X.; Yang, X. Effect of Mo addition on microstructure and vacuum arc characteristics of CuCr50 alloy. Vacuum 2011, 85, 943–948. [Google Scholar]
- Ma, Y.-Q.; Lin, H.-J.; Song, D.-D. Microstructure evolution and thermal physical properties of CuCr alloy after high pressure treatment. Rare Met. 2014, 33, 293–298. [Google Scholar] [CrossRef]
- Chang, Y.L.; Zheng, W.; Zhou, Z.M.; Zhai, Y.X.; Wang, Y.P. Preparation and Performance of Cu-Cr Contact Materials for Vac-uum Switches with Low Contact Pressure. J. Electronl. Mater. 2016, 45, 5647–5654. [Google Scholar] [CrossRef]
- Klinski-Wetzel, K.V.; Kowanda, C.; Heilmaier, M.; Mueller, F. The influence of microstructural features on the electrical conductivity of solid phase sintered CuCr composites. J. Alloys Compd. 2015, 631, 237–247. [Google Scholar] [CrossRef]
- Maiti, K.; Zinzuwadia, M.; Nemade, J. Preparation and Characterization Cu-Cr Contact Material and Study their Hardness and Conductivity. Adv. Mater. Res. 2012, 585, 250–254. [Google Scholar] [CrossRef]
- Li, W.; Thomas, R.; Smith, R. Effects of Cr content on the interruption ability of CuCr contact materials. IEEE T. Plasma Sci. 2001, 29, 744–748. [Google Scholar]
- Liang, S.H.; Hu, R. Study of fine crystal CuCr-based contact materials. Powder Metall. Technol. 2000, 18, 196–199. [Google Scholar]
- Zhang, J.; Sun, P.Q.; Li, Q.W. Performance comparison of copper-chromium alloy prepared by melting casting method and mixed powder infiltration method. World Nonferr. Metal. 2016, 9, 25–27. [Google Scholar]
- Xia, X.; Zhang, Y. Present Status and Development of Research on Cu-Cr Contact Material Used in Vacuum Interrupter. Mater. Rev. 2002, 16, 4–7. [Google Scholar]
- Zhu, J.J.; Tian, B.H.; Liu, P. Development of manufacture technology for Cu-Cr contact materials. Foundry 2006, 55, 1110–1113. [Google Scholar]
- Xia, C.D.; Tian, B.H.; Liu, P.; Ren, F.Z. Current Research Status on CuCr Alloy for Contact Materia. Foundry Technol. 2007, 28, 139–141. [Google Scholar]
- Feng, Y.; Zhang, C.Y.; Ding, B.J. Preparation of nanocrystalline CuCr alloys and study of their cutoff values. Rare Metal. Mat. Eng. 2005, 34, 1439–1442. [Google Scholar]
- Lahiri, I.; Bhargava, S. Compaction and sintering response of mechanically alloyed Cu–Cr powder. Powder Technol. 2009, 189, 433–438. [Google Scholar] [CrossRef]
- Dou, Z.H.; Zhang, T.A.; Yu, H.E.; Niu, L.P.; Jiang, X.L.; Yang, H. Preparation of Cu-Cr alloys by thermit-reduction electromag-netic stirring. J. Univ. Sci. Technol. B. 2007, 14, 538–542. [Google Scholar] [CrossRef]
- Han, J.R.; Dou, Z.H.; Zhang, T.A.; An, W. Effect of reduction-slagging coupling of Cr2O3 during in-situ preparation of homo-geneous CuCr50 alloy by self-propagating high temperature synthesis metallurgy. J. Mater. Res. Technol. 2022, 19, 3658–3669. [Google Scholar] [CrossRef]
- Shi, G.Y.; Zhang, T.A.; Niu, L.P.; Dou, Z.H. Dissolution behavior of Al2O3 inclusions in CaO-Al2O3 based slag representing aluminothermic reduction slag. Crystals 2020, 10, 1061. [Google Scholar] [CrossRef]
- GB/T 26867-2011; Specification for CuCr Electrical Contact. GB/T: The Standardization Administration of China: Beijing, China, 2011.
- An, W.; Dou, Z.H.; Han, J.R.; Zhang, T.A. Microstructure evolution and property strengthening of CuCr50 prepared by ther-mite reduction-electromagnetic casting during the heat treatment process. J. Mater. Res. Technol. 2023, 24, 6533–6544. [Google Scholar] [CrossRef]
- GB/T 1467-2008; Method for Chemical Analysis of Metallurgy Product-General Rules and Regulations. GB/T: The Standardization Administration of China: Beijing, China, 2008.
- GB/T1423-1996; Method of Measurement of Density Forprecious Metals and Their Alloys. GB/T: State Bureau of Technical Supervision of China: Beijing, China, 1996.
- YS/T 478-2005; The Method for Electrical Conductivity Measurement of Copper and Copper Alloys by Use of Eddy Current. YS/T: Development and Reform Commission of China: Beijing, China, 2005.
- GB/T 231.1-2018; Metallic Materials-Brinell Hardness Test. GB/T: The Standardization Administration of China: Beijing, China, 2018.
- Zhang, J.; Cheng, G.G.; Wang, L.J. Computational Thermodynamics of Metallurgical Melts and Solutions; Metallurgical Industry Press: Beijing, China, 2007. [Google Scholar]
- Li, Q.H.; Jia, Y.N.; Zhang, C.J.; Chen, B.; Guo, Z.F. Analysis of viscosity structure of CaO-SiO2-MgO-Al2O3-Cr2O3 slag system and application of Iida model. Iron Steel 2019, 54, 99–105. [Google Scholar]
- Lu, Y.F. Metallurgical Principle; Metallurgical Industry Press: Beijing, China, 2009. [Google Scholar]
- Wang, W.; Zhu, J.; Qin, N.; Zhang, Y.; Li, S.; Xiao, Z.; Lei, Q.; Li, Z. Effects of minor rare earths on the microstructure and properties of Cu-Cr-Zr alloy. J. Alloy. Compd. 2020, 847, 155762. [Google Scholar] [CrossRef]
- Fu, S.; Liu, P.; Chen, X.; Zhou, H.; Ma, F.; Li, W.; Zhang, K. Effect of aging process on the microstructure and properties of Cu–Cr–Ti alloy. Mater. Sci. Eng. A 2021, 802, 140598. [Google Scholar] [CrossRef]
- Shangina, D.V.; Gubicza, J.; Dodony, E.; Bochvar, N.R.; Straumal, P.B.; Tabachkova, N.Y.; Dobatkin, S.V. Improvement of strength and conductivity in Cu-alloys with the application of high pressure torsion and subsequent heat-treatments. J. Mater. Sci. 2014, 49, 6674–6681. [Google Scholar] [CrossRef]
- Jia, S.G.; Zheng, M.S.; Liu, P.; Ren, F.Z.; Tian, B.H.; Zhou, G.S.; Lou, H.F. Aging properties studies in a Cu-Ag-Cr alloy. Mater. Sci. Eng. A 2006, 419, 8–11. [Google Scholar] [CrossRef]
- Szablewski, J.; Kuzhicka, B. Electrical properties of rapidly solidified Cu-Cr alloys. Mater. Sci. Technol. 1991, 7, 407–409. [Google Scholar] [CrossRef]
- Chen, Y.H.; Ren, S.B.; Zhao, Y.; Qu, X.H. Microstructure and properties of CuCr alloy manufactured by selective laser melting. J. Alloys Compd. 2019, 786, 189–197. [Google Scholar] [CrossRef]
- Zhou, Y.; Du, Y.; Peng, X.; Song, K.; Yang, S.; Yang, J.; Zhu, Q.; Liu, Y.; Zhang, C.; He, S. The evolution of Cr-rich precipitates in Cu-0.25Cr-0.03Ti alloy induced by trace Ti element. J. Mater. Res. Technol. 2022, 21, 4372–4385. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | CuO | Cr2O3 | Al | Al-40Mg | KClO3 | CaO |
|---|---|---|---|---|---|---|
| a | 1061.47 | 1737.55 | 695.92 | 99.43 | 239.68 | 165.94 |
| b | 1022.49 | 1673.75 | 683.30 | 97.63 | 264.03 | 258.79 |
| c | 978.80 | 1602.23 | 670.09 | 95.74 | 293.65 | 359.51 |
| d | 931.71 | 1525.14 | 655.59 | 93.66 | 324.91 | 468.97 |
| Number | Al2O3 | Cr2O3 | CaO | MgO |
|---|---|---|---|---|
| a | 58.56 | 30.96 | 8.31 | 2.17 |
| b | 57.09 | 29.21 | 11.46 | 2.24 |
| c | 57.00 | 26.52 | 14.83 | 1.65 |
| d | 56.14 | 24.16 | 17.97 | 1.73 |
| Number | Initial Melting Temperature | Complete Melting Temperature |
|---|---|---|
| a | 1666.94 | 2007.17 |
| b | 1659.44 | 1962.87 |
| c | 1649.05 | 1919.53 |
| d | 1546.80 | 1872.69 |
| Number | Equation of Chemical Reaction | Mass Action Concentration |
|---|---|---|
| 5 | 3(Ca2++O2−) + Al2O3 = 3CaO·Al2O3 | N5 = K1 × N1^3 × N2 |
| 6 | (Ca2++O2−) + 6Al2O3 = CaO·6Al2O3 | N6 = K2 × N1 × N2^6 |
| 7 | (Ca2++O2−) + Al2O3 = CaO·Al2O3 | N7 = K3 × N1 × N2 |
| 8 | (Ca2++O2−) + 2Al2O3 = CaO·2Al2O3 | N8 = K4 × N1 × N2^2 |
| 9 | (Ca2++O2−) + (2Cr3+ + 3O2−) = CaO·Cr2O3 | N9 = K5 × N1 × N3 |
| 10 | (Mg2+ + O2−) + Al2O3 = MgO·Al2O3 | N10 = K6 × N4 × N2 |
| 11 | (Mg2+ + O2−) + (2Cr3+ + 3O2−) = MgO·Cr2O3 | N11 = K7 × N4 × N3 |
| 12 | (Ca2+ + O2−) + (Mg2+ + O2−) + Al2O3 = CaO·MgO·7Al2O3 | N12 = K8 × N1 × N2 × N4 |
| 13 | 3(Ca2+ + O2−) + (Mg2+ + O2−) + 2Al2O3 = 3CaO·MgO·2Al2O3 | N13 = K9 × N1^3 × N2^2 × N4 |
| 14 | (Ca2+ + O2−) + 2(Mg2+ + O2−) + 8Al2O3 = CaO·2MgO·8Al2O3 | N14 = K10 × N1 × N2^8 × N4^2 |
| Alloy | Part | Cr | Cu | Al |
|---|---|---|---|---|
| a | Upper | 46.53% | 52.93% | 0.33% |
| Lower | 46.74% | 52.41% | 0.35% | |
| b | Upper | 51.59% | 47.41% | 0.35% |
| Lower | 48.35% | 50.77% | 0.18% | |
| c | Upper | 47.09% | 52.01% | 0.30% |
| Lower | 46.61% | 52.58% | 0.39% | |
| d | Upper | 47.80% | 51.65% | 0.24% |
| Lower | 42.79% | 56.43% | 0.28% |
| Number | Cu | Cr | Al | O | Mg |
|---|---|---|---|---|---|
| 1 | 9.1 | 76.6 | 1.3 | 13 | 0 |
| 2 | 0.8 | 62.8 | 5.9 | 30.5 | 0 |
| 3 | 2.1 | 96.6 | 0.2 | 1.1 | 0 |
| 4 | 96.7 | 1.7 | 0.4 | 1.2 | 0.2 |
| 5 | 1.1 | 64.3 | 4.7 | 29.9 | 0 |
| 6 | 2.4 | 96.5 | 0.3 | 0.8 | 0 |
| 7 | 1.5 | 70.2 | 2.2 | 26.1 | 0 |
| 8 | 96.3 | 2.1 | 0.4 | 1.2 | 0 |
| 9 | 2.7 | 73.1 | 1.2 | 23 | 0 |
| 10 | 1.1 | 67.4 | 2.7 | 28.8 | 0 |
| 11 | 2.3 | 96.5 | 0.2 | 1 | 0.1 |
| 12 | 97.3 | 1.6 | 0.3 | 0.8 | 0 |
| 13 | 0.8 | 5.9 | 48.4 | 44.9 | 0 |
| 14 | 1.7 | 97.2 | 0.2 | 0.9 | 0 |
| 15 | 97.4 | 1.1 | 0.4 | 1 | 0.1 |
| Preparation Process | 2–10° | 10–60° | >60° | Conductivity MS/m | Hardness HB |
|---|---|---|---|---|---|
| As-cast | 91.8% | 8.21% | 0.01% | 14.96 | 100.23 |
| Heat treatment | 88.1% | 11.9% | 0.02% | 18.27 | 103.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
An, W.; Dou, Z.; Zhang, T.; Han, J. Inclusion Removal Process of Homogeneous CuCr50 Alloy In-Situ Synthesized by Al-Mg Composite Strengthening Reduction Coupling Slagging. Materials 2024, 17, 3452. https://doi.org/10.3390/ma17143452
An W, Dou Z, Zhang T, Han J. Inclusion Removal Process of Homogeneous CuCr50 Alloy In-Situ Synthesized by Al-Mg Composite Strengthening Reduction Coupling Slagging. Materials. 2024; 17(14):3452. https://doi.org/10.3390/ma17143452
Chicago/Turabian StyleAn, Wang, Zhihe Dou, Tingan Zhang, and Jinru Han. 2024. "Inclusion Removal Process of Homogeneous CuCr50 Alloy In-Situ Synthesized by Al-Mg Composite Strengthening Reduction Coupling Slagging" Materials 17, no. 14: 3452. https://doi.org/10.3390/ma17143452
APA StyleAn, W., Dou, Z., Zhang, T., & Han, J. (2024). Inclusion Removal Process of Homogeneous CuCr50 Alloy In-Situ Synthesized by Al-Mg Composite Strengthening Reduction Coupling Slagging. Materials, 17(14), 3452. https://doi.org/10.3390/ma17143452