
Evaluation of Corrosion and Its Impact on the Mechanical Performance of Al–Steel Joints


Abstract
1. Introduction
2. Experimental Procedure
2.1. Materials and Joining Experiments
2.2. Methods for an In-Depth Analysis of Corrosion Evolution
2.2.1. Cyclic Corrosion Testing
2.2.2. As-Received Material Electrochemical Response
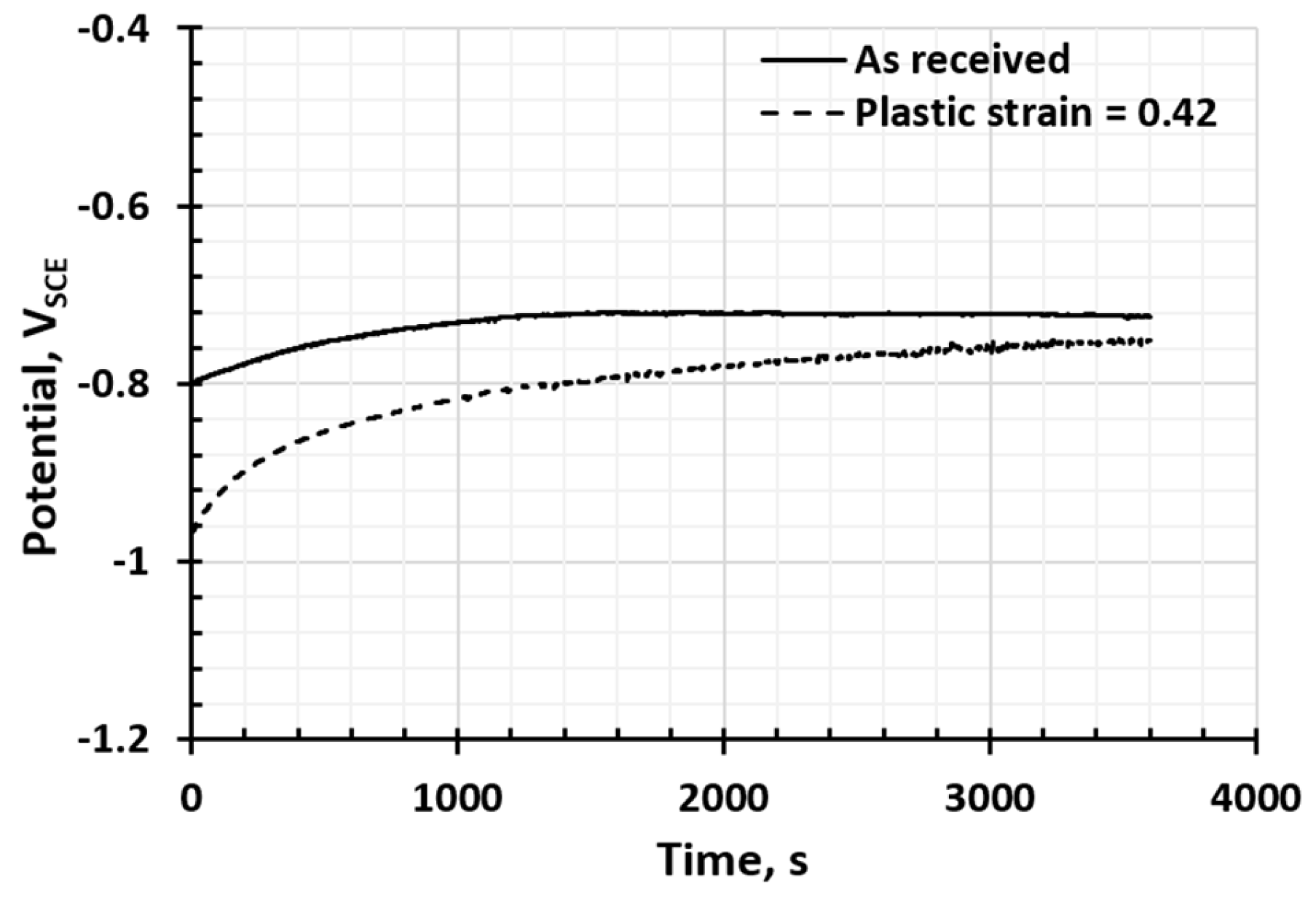
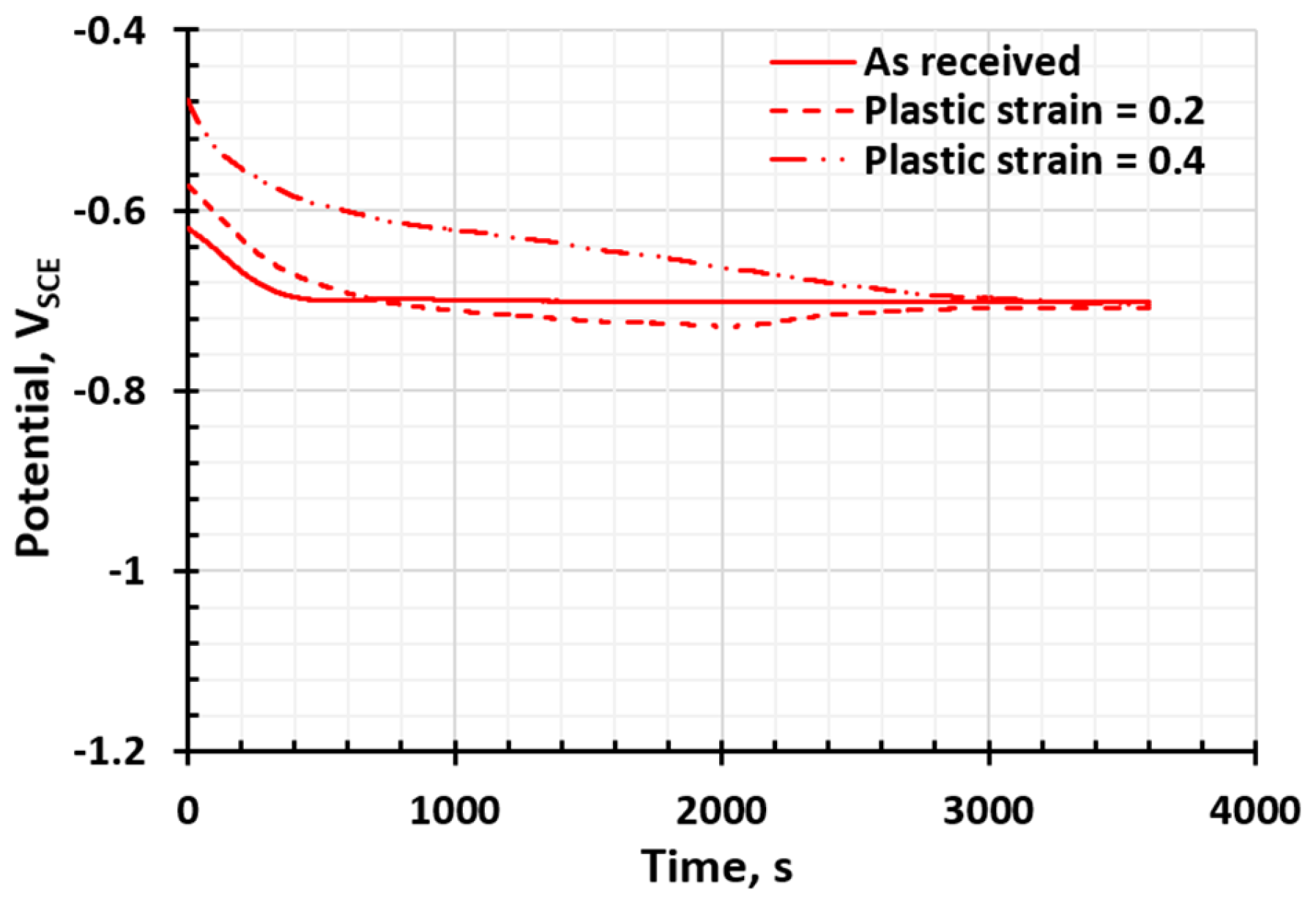
2.2.3. Strain-Induced Electrochemical Response
2.2.4. Experimental Analysis
3. Results and Discussion
3.1. Electrochemical Measurements
3.2. Corrosion Behavior of Al–Steel Joints
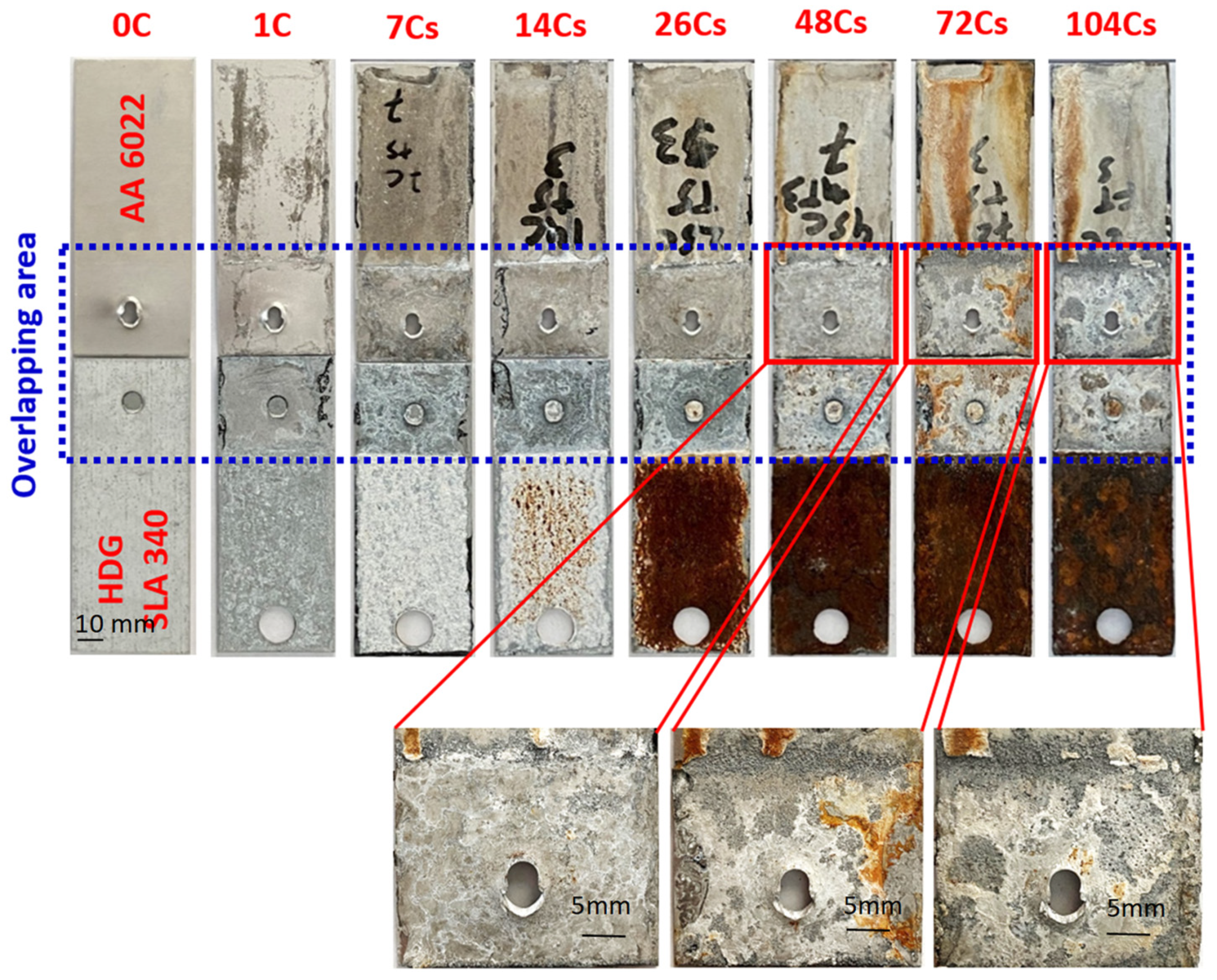
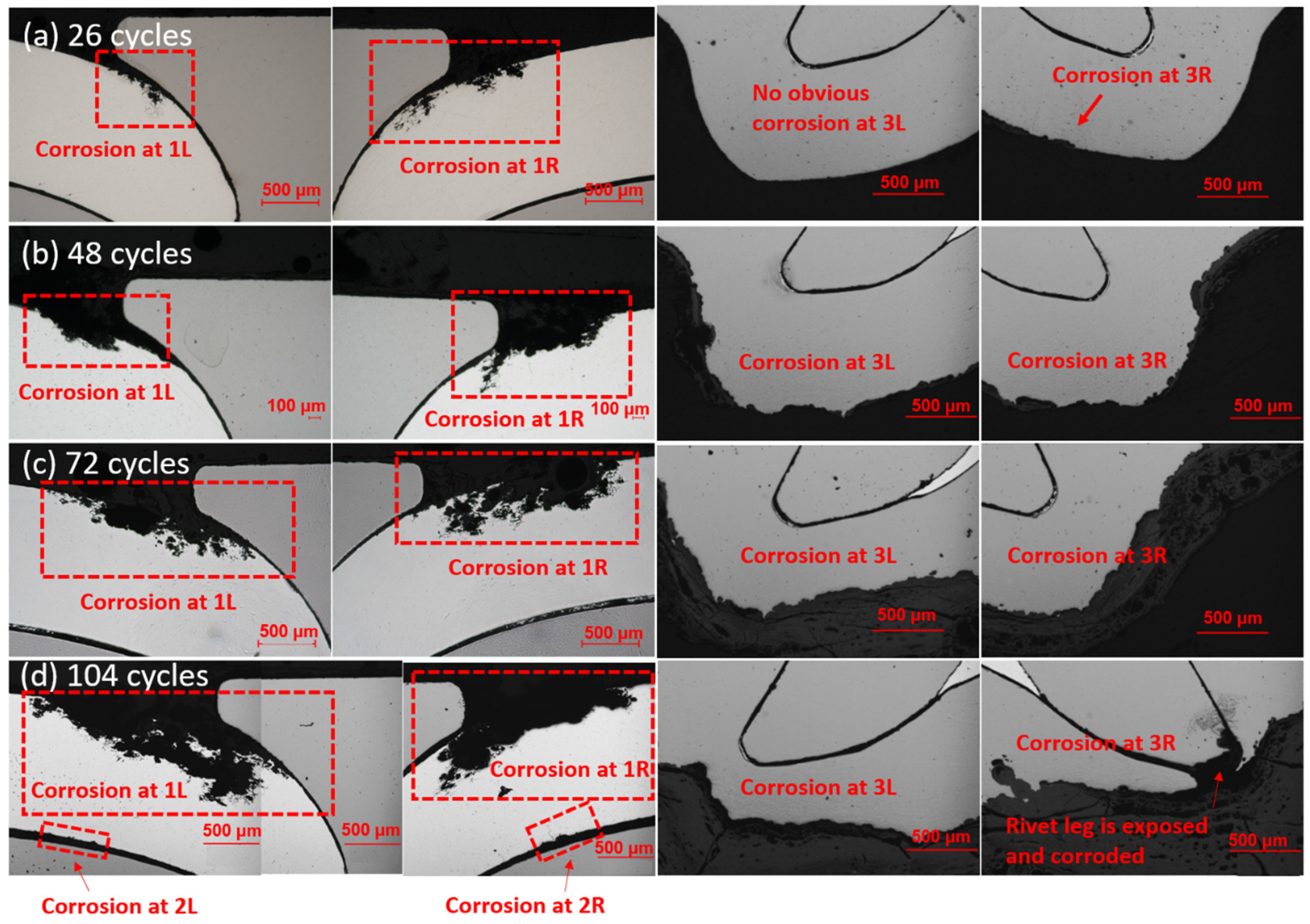
3.2.1. SPR Al–Steel Joints
3.2.2. RSW Al–Steel Joints
3.3. The Impact of Corrosion on the Mechanical Performance
3.4. Corrosion Mechanisms
4. Conclusions
- (1)
- Galvanic corrosion attacks AA 6022 at the overlapping area, and the most damaged zone attacked is AA 6022 at the overlap end, leaving large amounts of pits there, which decreases the joints’ stiffness significantly. The corrosion in AA 6022 propagates through the grain boundaries (IGC);
- (2)
- In SPR joints, the detrimental corrosion occurs when the steel is corroded and then the rivet is exposed, which will result in the decrease of the mechanical interlock and the mechanical performance; while in RSW joints, the detrimental corrosion attack is along the Al–steel interface and joints fail due to SSC;
- (3)
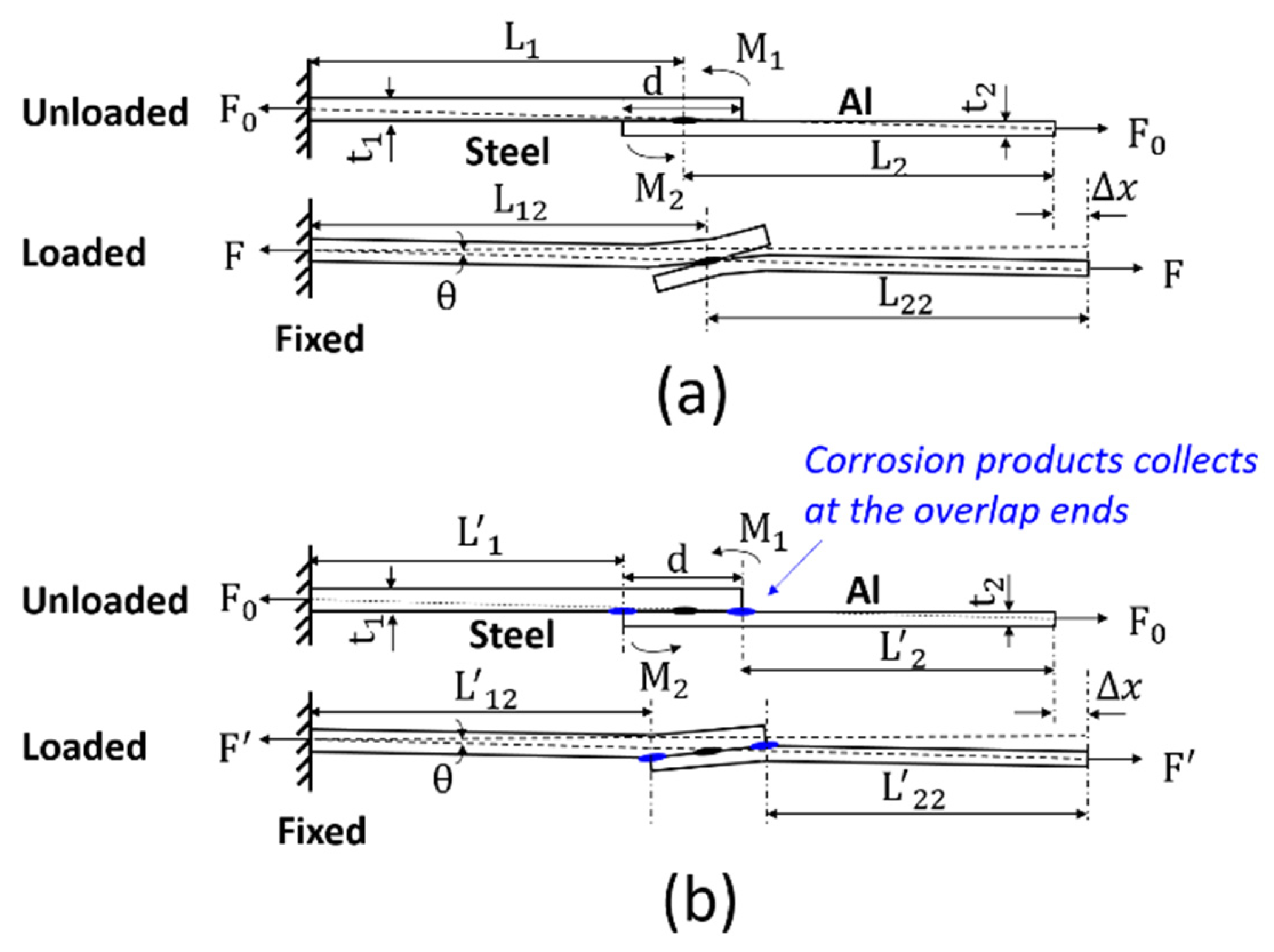
- Stress relaxation softens the joints and decreases the stiffness. Corrosion products collecting at the crevice help tighten the joints, which can increase the strength and the stiffness slightly;
- (4)
- The corrosion resistance of SPR joints is much better than that of RSW joints, including retaining the strength, stiffness, and energy absorbed at failure. The slower decrease of stiffness of the F-D curve indicates lower porosity of AA 6022 at the overlapping area and a lower level of galvanic corrosion attack.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| The displacement of crosshead; | |
| The length of steel from the fixed end to the center of the joint; | |
| The length of Al from moving end to the center of the joint; | |
| The length of steel from moving end to the center of the joint when the displacement of the crosshead is ; | |
| The length of Al from moving end to the center of the joint when the displacement of the crosshead is ; | |
| The length of steel from the fixed end to the left overlap end; | |
| The length of Al from moving end to the right overlap end; | |
| The length of steel from the fixed end to the left overlap end when the displacement of the crosshead is ; | |
| The length of Al from the fixed end to the left overlap end when the displacement of the crosshead is ; | |
| The thickness of steel; | |
| The thickness of Al; | |
| The overlap distance; | |
| The clamping force before loading; | |
| The force applied to pull the as-received joint at a specific displacement of ; | |
| The force applied to pull the corroded joint at a specific displacement of ; | |
| The bending moment of steel; | |
| The bending moment of Al; | |
| The rotation angle of material; | |
| The cross-section area of steel; | |
| The cross-section area of Al. |
References
- Available online: https://www.eia.gov/energyexplained/use-of-energy/transportation.php (accessed on 30 June 2024).
- Manladan, S.; Yusof, F.; Ramesh, S.; Fadzil, M.; Luo, Z.; Ao, S. A review on resistance spot welding of aluminum alloys. Int. J. Adv. Manuf. Technol. 2017, 90, 605–634. [Google Scholar] [CrossRef]
- Miao, W.F.; Laughlin, D.E. Precipitation hardening in aluminum alloy 6022. Scr. Mater. 1999, 40, 873–878. [Google Scholar] [CrossRef]
- Barnes, T.A.; Pashby, I.R. Joining techniques for aluminium spaceframes used in automobiles: Part I—Solid and liquid phase welding. J. Mater. Process. Technol. 2000, 99, 62–71. [Google Scholar] [CrossRef]
- Guo, S.-J.; Xu, Y.; Han, Y.; Liu, J.-Y.; Xue, G.-X.; Nagaumi, H. Near net shape casting process for producing high strength 6xxx aluminum alloy automobile suspension parts. Trans. Nonferrous Met. Soc. China 2014, 24, 2393–2400. [Google Scholar] [CrossRef]
- Kamat, R.; Butler, J., Jr.; Murtha, S.; Bovard, F. Alloy 6022-T4E29 for automotive sheet applications. Mater. Sci. Forum 2002, 396, 1591–1596. [Google Scholar] [CrossRef]
- Patel, J.; Klinkenberg, C.; Hulka, K. Hot rolled HSLA strip steels for automotive and construction applications. In Proceedings of the International Symposium Niobium 2001, Orlando, FL, USA, 2–5 December 2001; p. 647. [Google Scholar]
- Wit, F.M.D.; Poulis, J.A. 12—Joining technologies for automotive components. In Advanced Materials in Automotive Engineering; Rowe, J., Ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 315–329. [Google Scholar]
- Mandel, M.; Krüger, L. Long-term corrosion studies of a CFRP/EN AW-6060-T6 self-piercing rivet joint and a steel/EN AW-6060-T6 blind rivet joint. Mater. Today Proc. 2015, 2, S131–S140. [Google Scholar] [CrossRef]
- Maddela, S.; Carlson, B.E. Corrosion Characterization of Resistance Spot-Welded Aluminum and Steel Couple. J. Manuf. Sci. Eng. 2019, 141, 111010. [Google Scholar] [CrossRef]
- Calabrese, L.; Proverbio, E.; Di Bella, G.; Galtieri, G.; Borsellino, C. Failure behaviour of SPR joints after salt spray test. Eng. Struct. 2015, 82, 33–43. [Google Scholar] [CrossRef]
- Wang, H.; Qin, G.; Geng, P.; Ma, X. Interfacial microstructures and mechanical properties of friction welded Al/steel dissimilar joints. J. Manuf. Process. 2020, 49, 18–25. [Google Scholar] [CrossRef]
- Thurston, B.; Lewis, T.; Li, J.; Vivek, A.; Daehn, G. Augmented Laser Impact Welding: A New Process Demonstration in Welding Aluminum Alloy 2024-T3. J. Mater. Eng. Perform. 2023, 1–12. [Google Scholar] [CrossRef]
- Abe, Y.; Kato, T.; Mori, K. Self-piercing riveting of high tensile strength steel and aluminium alloy sheets using conventional rivet and die. J. Mater. Process. Technol. 2009, 209, 3914–3922. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y.; Kato, T. Self-pierce riveting of multiple steel and aluminium alloy sheets. J. Mater. Process. Technol. 2014, 214, 2002–2008. [Google Scholar] [CrossRef]
- Ma, Y.; Lou, M.; Li, Y.; Lin, Z. Effect of rivet and die on self-piercing rivetability of AA6061-T6 and mild steel CR4 of different gauges. J. Mater. Process. Technol. 2018, 251, 282–294. [Google Scholar] [CrossRef]
- Calabrese, L.; Proverbio, E.; Pollicino, E.; Galtieri, G.; Borsellino, C. Effect of galvanic corrosion on durability of aluminium/steel self-piercing rivet joints. Corros. Eng. Sci. Technol. 2015, 50, 10–17. [Google Scholar] [CrossRef]
- Miyamoto, K.; Nakagawa, S.; Sugi, C.; Sakurai, H.; Hirose, A. Dissimilar Joining of Aluminum Alloy and Steel by Resistance Spot Welding. SAE Int. J. Mater. Manuf. 2009, 2, 58–67. [Google Scholar] [CrossRef]
- Rao, H.M.; Kang, J.; Shi, L.; Sigler, D.R.; Carlson, B.E. Effect of specimen configuration on fatigue properties of dissimilar aluminum to steel resistance spot welds. Int. J. Fatigue 2018, 116, 13–21. [Google Scholar] [CrossRef]
- Chen, N.; Wang, M.; Wang, H.-P.; Wan, Z.; Carlson, B.E. Microstructural and mechanical evolution of Al/steel interface with Fe2Al5 growth in resistance spot welding of aluminum to steel. J. Manuf. Process. 2018, 34, 424–434. [Google Scholar] [CrossRef]
- Li, D.; Chrysanthou, A.; Patel, I.; Williams, G. Self-piercing riveting-a review. Int. J. Adv. Manuf. Technol. 2017, 92, 1777–1824. [Google Scholar] [CrossRef]
- Abe, Y.; Kato, T.; Mori, K. Joinability of aluminium alloy and mild steel sheets by self piercing rivet. J. Mater. Process. Technol. 2006, 177, 417–421. [Google Scholar] [CrossRef]
- Mori, K.; Kato, T.; Abe, Y.; Ravshanbek, Y. Plastic Joining of Ultra High Strength Steel and Aluminium Alloy Sheets by Self Piercing Rivet. CIRP Ann. 2006, 55, 283–286. [Google Scholar] [CrossRef]
- Lou, M.; Li, Y.; Li, Y.; Chen, G. Behavior and quality evaluation of electroplastic self-piercing riveting of aluminum alloy and advanced high strength steel. J. Manuf. Sci. Eng. 2013, 135, 011005. [Google Scholar] [CrossRef]
- Chen, N.; Wang, H.-P.; Carlson, B.E.; Sigler, D.R.; Wang, M. Fracture mechanisms of Al/steel resistance spot welds in coach peel and cross tension testing. J. Mater. Process. Technol. 2018, 252, 348–361. [Google Scholar] [CrossRef]
- Sun, X.; Stephens, E.; Khaleel, M.A.; Shao, H.; Kimchi, M. Resistance Spot Welding of Aluminum Alloy to Steel with Transition Material-From Process to Performance—Part I: Experimental Study. Weld. Res. 2004, 83, 188S. [Google Scholar]
- Chen, N.; Wang, H.-P.; Carlson, B.E.; Sigler, D.R.; Wang, M. Fracture mechanisms of Al/steel resistance spot welds in lap shear test. J. Mater. Process. Technol. 2017, 243, 347–354. [Google Scholar] [CrossRef]
- Ueno, S.; Hattori, Y.; Miono, T.; Shimizu, T.; Sasabe, S.; Iwase, T. Dissimilar metal joining of aluminum alloys and steel in the spot welding by using advanced hot-dip aluminized steel sheet. SAE Tech. Pap. 2009. [Google Scholar] [CrossRef]
- Qiu, R.; Satonaka, S.; Iwamoto, C. Effect of interfacial reaction layer continuity on the tensile strength of resistance spot welded joints between aluminum alloy and steels. Mater. Des. 2009, 30, 3686–3689. [Google Scholar] [CrossRef]
- Sigler, D.R.; Carlson, B.E.; Myasnikova, Y.; Karagoulis, M.J. Multi-Step Direct Welding of an Aluminum-Based Workpiece to a Steel Workpiece. U.S. Patents 19 June 2018. [Google Scholar]
- Wloka, J.; Laukant, H.; Glatzel, U.; Virtanen, S. Corrosion properties of laser beam joints of aluminium with zinc-coated steel. Corros. Sci. 2007, 49, 4243–4258. [Google Scholar] [CrossRef]
- Shi, Y.; Li, J.; Zhang, G.; Huang, J.; Gu, Y. Corrosion behavior of aluminum-steel weld-brazing joint. J. Mater. Eng. Perform. 2016, 25, 1916–1923. [Google Scholar] [CrossRef]
- Lim, Y.C.; Squires, L.; Pan, T.Y.; Miles, M.; Song, G.L.; Wang, Y.; Feng, Z. Study of mechanical joint strength of aluminum alloy 7075-T6 and dual phase steel 980 welded by friction bit joining and weld-bonding under corrosion medium. Mater. Des. 2015, 69, 37–43. [Google Scholar] [CrossRef]
- Lim, Y.C.; Squires, L.; Pan, T.Y.; Miles, M.; Keum, J.K.; Song, G.L.; Wang, Y.; Feng, Z. Corrosion behaviour of friction-bit-joined and weld-bonded AA7075-T6/galvannealed DP980. Sci. Technol. Weld. Join. 2017, 22, 455–464. [Google Scholar] [CrossRef]
- Lei, H.; Li, Y.; Carlson, B.; Guo, Y. Corrosion behaviors of CMT spot-joined AA6022-T4 to galvanized DC03. Weld. J. 2019, 98, 14s–27s. [Google Scholar]
- Kotadia, H.; Rahnama, A.; Sohn, I.; Kim, J.; Sridhar, S. Performance of dissimilar metal Self-Piercing Riveting (SPR) joint and coating behaviour under corrosive environment. J. Manuf. Process. 2019, 39, 259–270. [Google Scholar] [CrossRef]
- GMW GMW14872; Cyclic Corrosion Laboratory Test. Standard by General Motors Worldwide. Accuris Standards Store: Ann Arbor, MI, USA, 2021.
- Li, N.; Dong, C.; Man, C.; Li, X.; Kong, D.; Ji, Y.; Ao, M.; Cao, J.; Yue, L.; Liu, X.; et al. Insight into the localized strain effect on micro-galvanic corrosion behavior in AA7075-T6 aluminum alloy. Corros. Sci. 2021, 180, 109174. [Google Scholar] [CrossRef]
- Zheng, X.; Castaneda, H.; Gao, H.; Srivastava, A. Synergistic effects of corrosion and slow strain rate loading on the mechanical and electrochemical response of an aluminium alloy. Corros. Sci. 2019, 153, 53–61. [Google Scholar] [CrossRef]
- Cui, Z.; Liu, Z.; Wang, L.; Li, X.; Du, C.; Wang, X. Effect of plastic deformation on the electrochemical and stress corrosion cracking behavior of X70 steel in near-neutral pH environment. Mater. Sci. Eng. A 2016, 677, 259–273. [Google Scholar] [CrossRef]
- Xu, L.Y.; Cheng, Y.F. Corrosion of X100 pipeline steel under plastic strain in a neutral pH bicarbonate solution. Corros. Sci. 2012, 64, 145–152. [Google Scholar] [CrossRef]
- Wei, B.; Legut, D.; Sun, S.; Wang, H.T.; Shi, Z.Z.; Zhang, H.J.; Zhang, R.F. An improved electrochemical model for strain dependent electrochemical polarization and corrosion kinetics. Mater. Des. 2021, 202, 109555. [Google Scholar] [CrossRef]
- Li, W.; Cai, M.; Wang, Y.; Yu, S. Influences of tensile strain and strain rate on the electron work function of metals and alloys. Scr. Mater. 2006, 54, 921–924. [Google Scholar] [CrossRef]
- Chen, F.; Cole, I.; Hughes, A.; Glenn, A.; Sapper, E.; Osborne, J.J.M. Microstructure characterisation and reconstruction of intermetallic particles. Mater. Corros. 2014, 65, 664–669. [Google Scholar] [CrossRef]
- Zander, D.; Schnatterer, C.; Altenbach, C.; Chaineux, V. Microstructural impact on intergranular corrosion and the mechanical properties of industrial drawn 6056 aluminum wires. Mater. Des. 2015, 83, 49–59. [Google Scholar] [CrossRef]
- Birbilis, N.; Buchheit, R.G. Electrochemical Characteristics of Intermetallic Phases in Aluminum Alloys. J. Electrochem. Soc. 2005, 152, B140. [Google Scholar] [CrossRef]
- Yunying, X.; Wenxin, H.; Yi, C.; Guangxin, W.; Jieyu, Z. Effect of heat treatment process on microstructure and corrosion resistance of Al–10%Si–24%Zn coating. Surf. Coat. Technol. 2020, 401, 126305. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Riveting Settings | Parameters |
|---|---|
| Rivet geometry | Nominal diameter: 5 mm; |
| Under-head shank length: 5 mm; | |
| Type: countersunk; | |
| Material: Carbon steel and coated with zinc | |
| Velocity | 315 mm/s |
| Welding Settings | Parameters |
|---|---|
| Welding force | 4 KN |
| Squeezing time | 250 ms |
| Pre-heating Stage | 40 ms @7 KA, 10 ms cool |
| Welding Stage 1 | 250 ms @12 KA, 250 ms cool |
| Welding Stage 2 | 975 ms @13.4 KA |
| Holding time | 250 ms |
| Stages | Temperature | Humidity | Duration |
|---|---|---|---|
| Ambient Stage | 25 ± 3 °C | ~45 ± 10% RH | 8 h |
| Humid Stage | 49 ± 2 °C | ~100% RH | 8 h |
| Dry-off Stage | 60 ± 2 °C | ≤30% RH | 8 h |
| Composition | Content (wt%) |
|---|---|
| NaCl | 0.9 |
| CaCl2 | 0.1 |
| NaHCO3 | 0.075 |
| H2O | 98.925 |
| Rolling Settings | Parameters |
|---|---|
| Diameter of the roller | 127 mm |
| Rolling speed | 20 mm/s |
| Thickness reduction | AA 6022: 41.7%; HSLA 340: 20%, 60% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, W.; Carlson, B.; Banu, M. Evaluation of Corrosion and Its Impact on the Mechanical Performance of Al–Steel Joints. Materials 2024, 17, 3542. https://doi.org/10.3390/ma17143542
Wen W, Carlson B, Banu M. Evaluation of Corrosion and Its Impact on the Mechanical Performance of Al–Steel Joints. Materials. 2024; 17(14):3542. https://doi.org/10.3390/ma17143542
Chicago/Turabian StyleWen, Weiling, Blair Carlson, and Mihaela Banu. 2024. "Evaluation of Corrosion and Its Impact on the Mechanical Performance of Al–Steel Joints" Materials 17, no. 14: 3542. https://doi.org/10.3390/ma17143542
APA StyleWen, W., Carlson, B., & Banu, M. (2024). Evaluation of Corrosion and Its Impact on the Mechanical Performance of Al–Steel Joints. Materials, 17(14), 3542. https://doi.org/10.3390/ma17143542