



Effects of Mean Normal Stress and Microstructural Properties on Deformation Properties of Ultrahigh-Strength TRIP-Aided Steels with Bainitic Ferrite and/or Martensite Matrix Structure



Abstract
1. Introduction
2. Material and Methods
3. Results
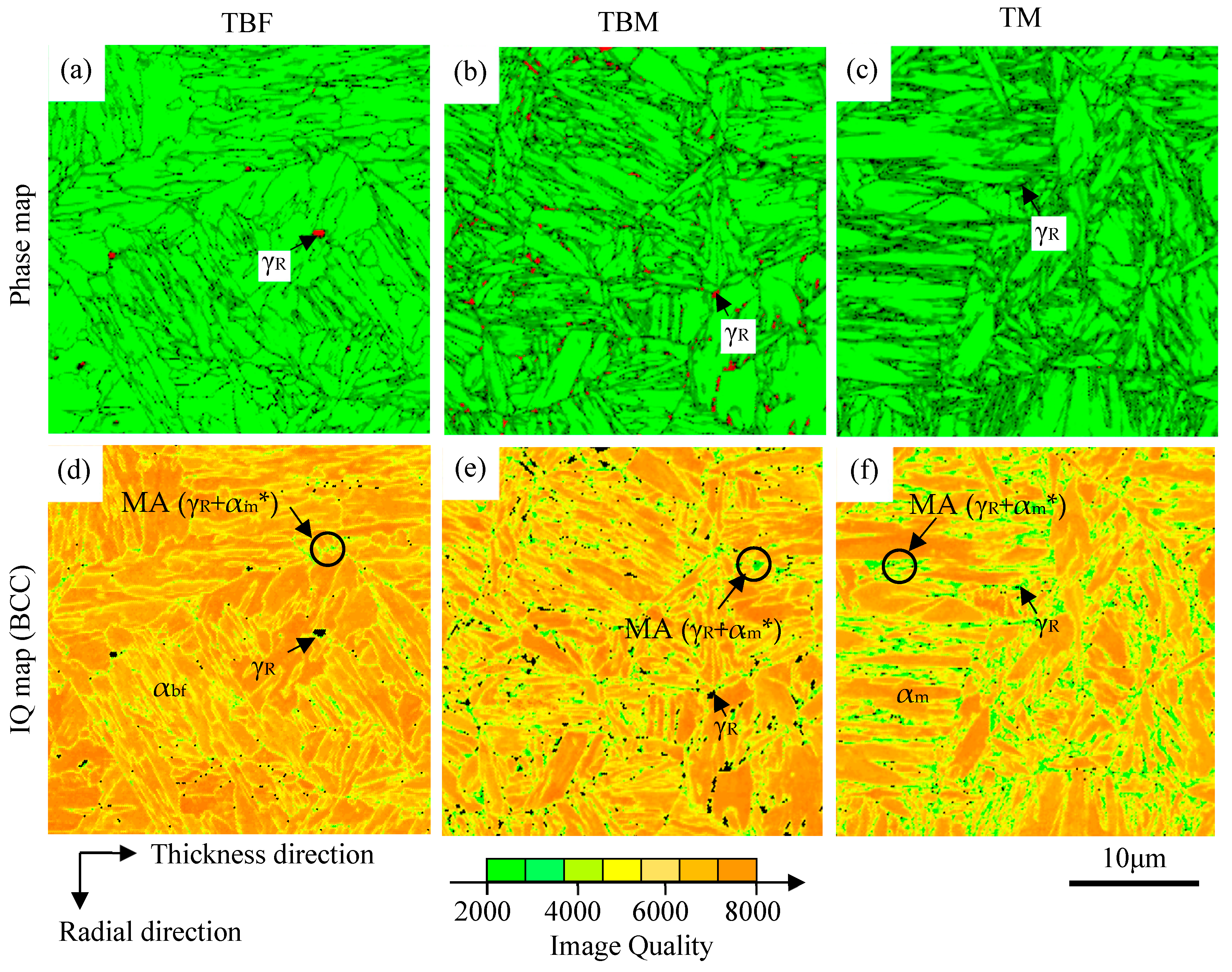
3.1. Microstructural Properties
3.2. Strain-Hardening Behavior
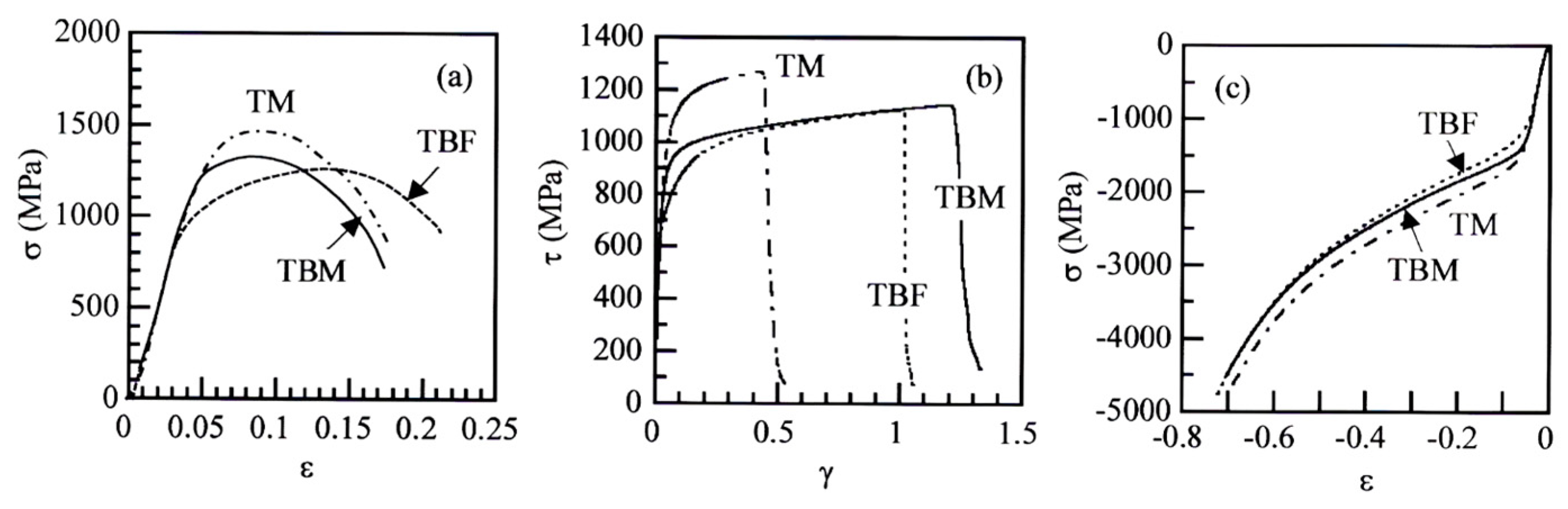
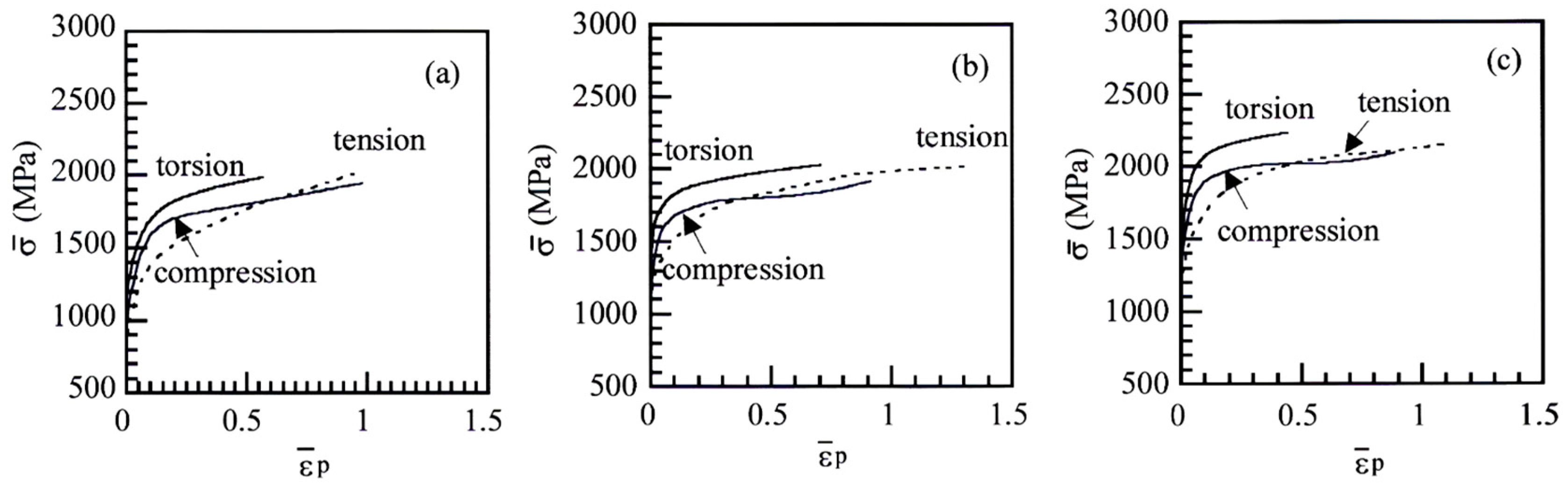
3.2.1. Flow Stress, Mechanical Properties, and Strain-Hardening
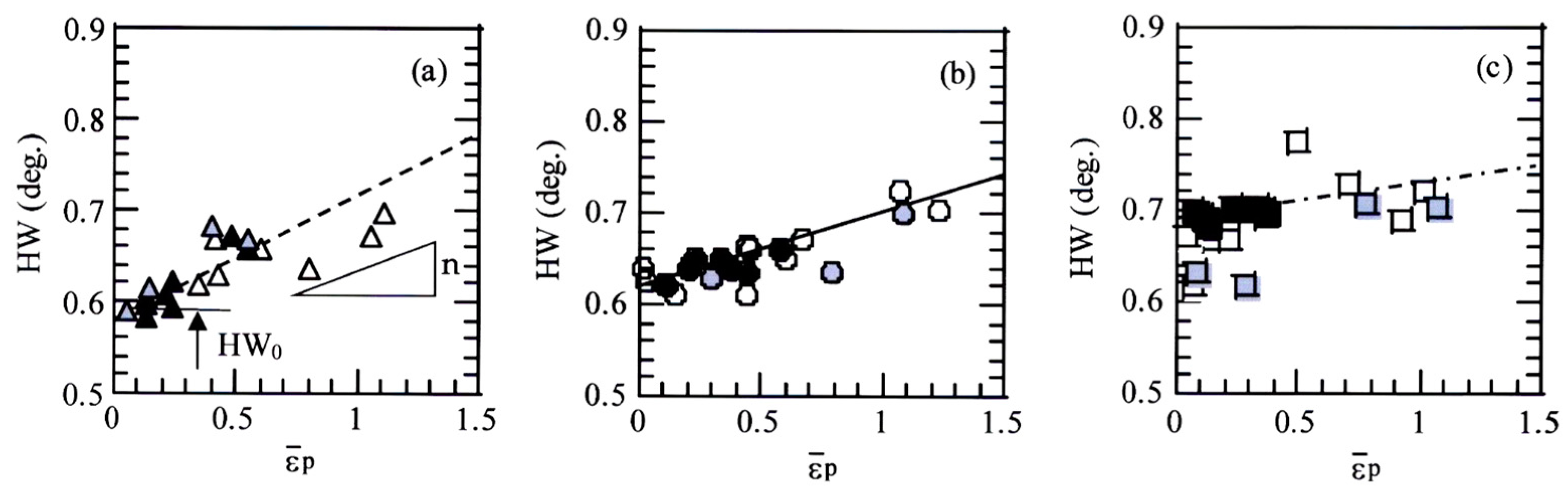
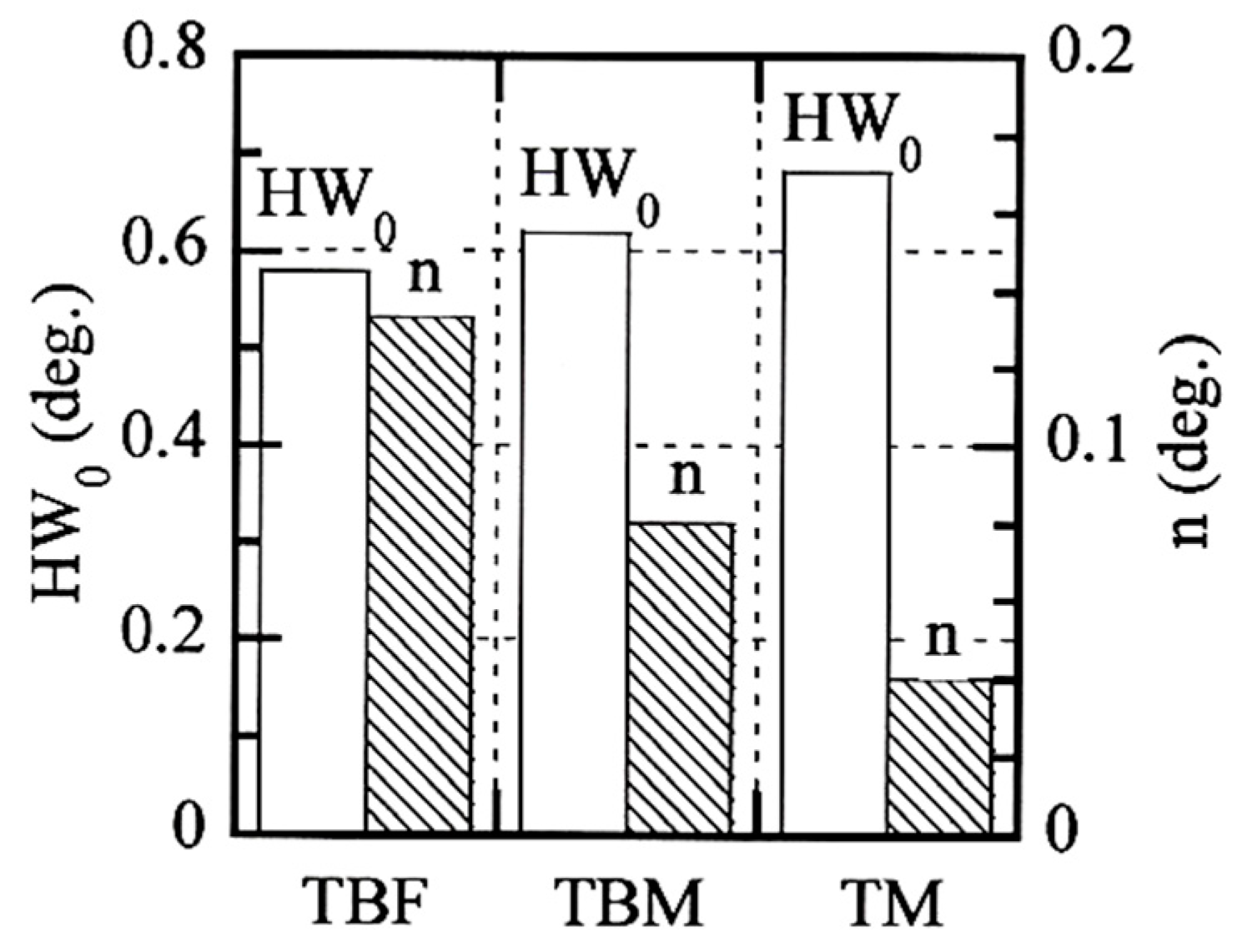
3.2.2. X-ray Half-Width and Equivalent Plastic Strain Relation
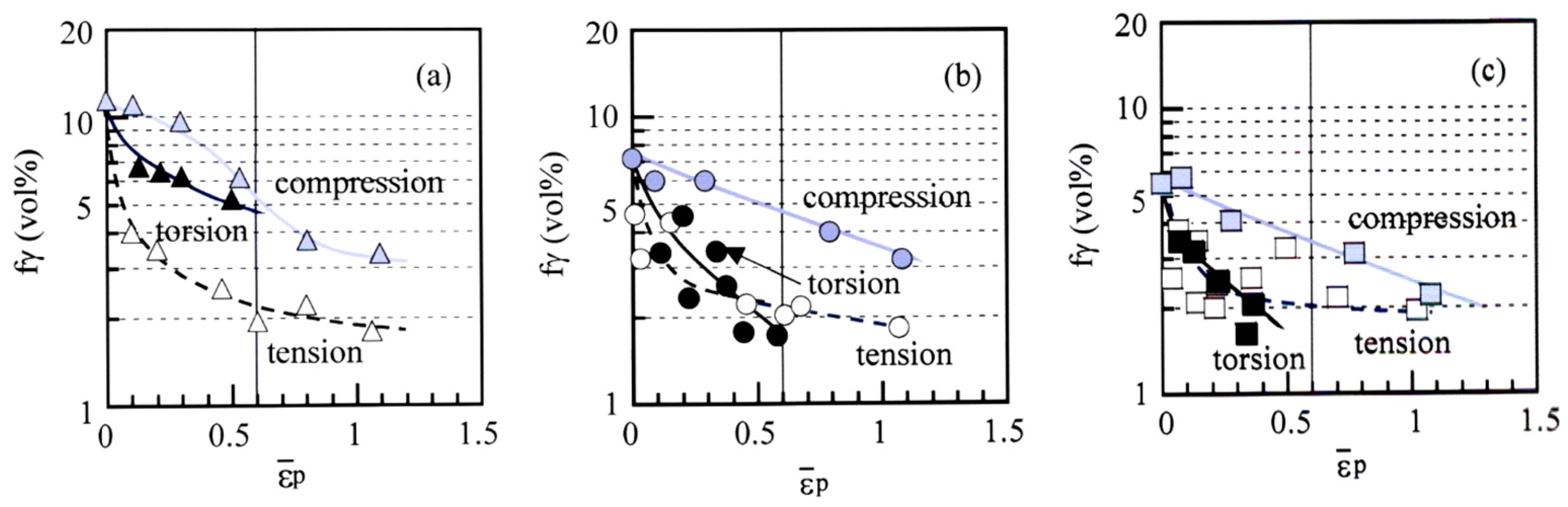
3.3. Strain-Induced Martensite Transformation Behavior
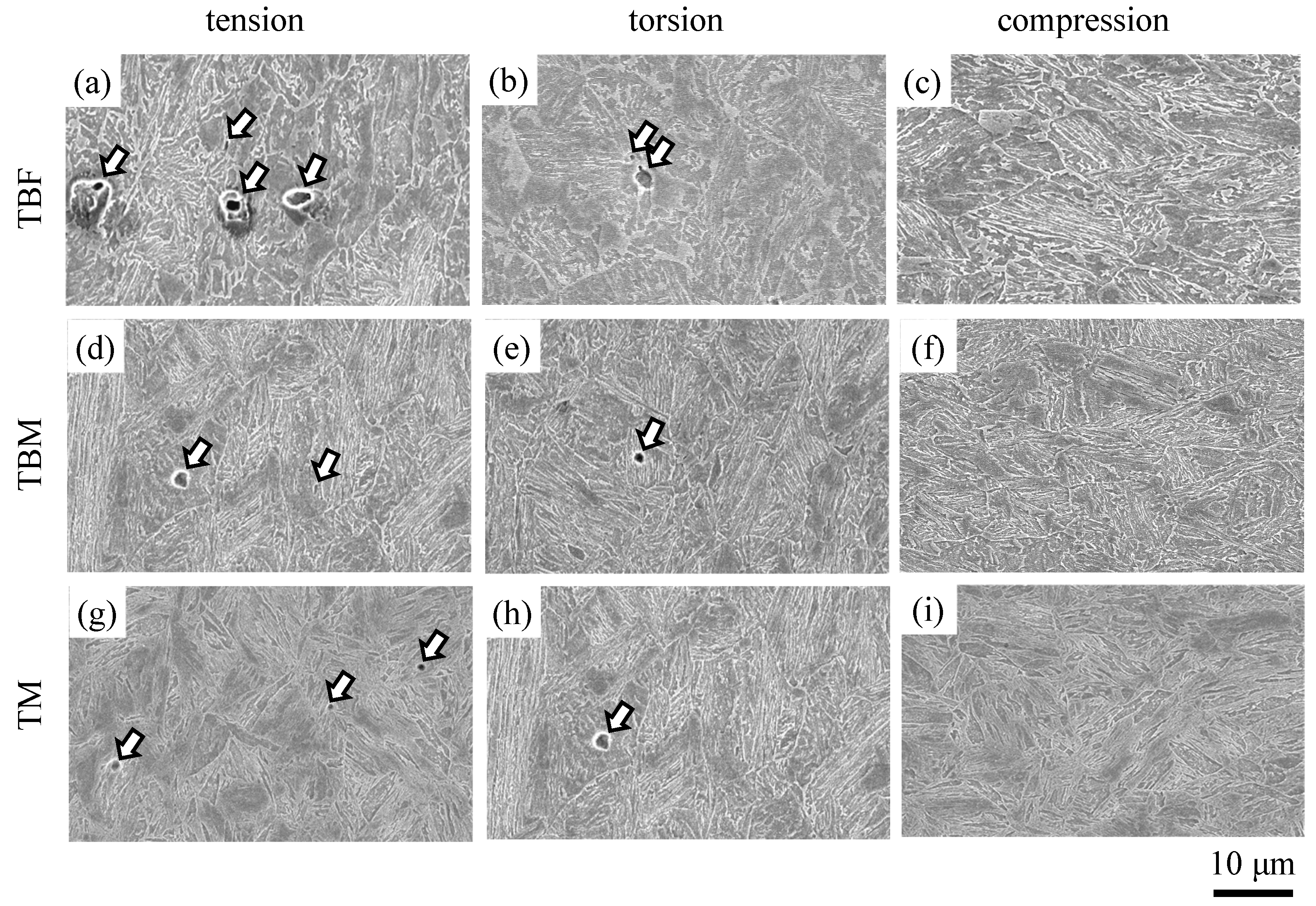
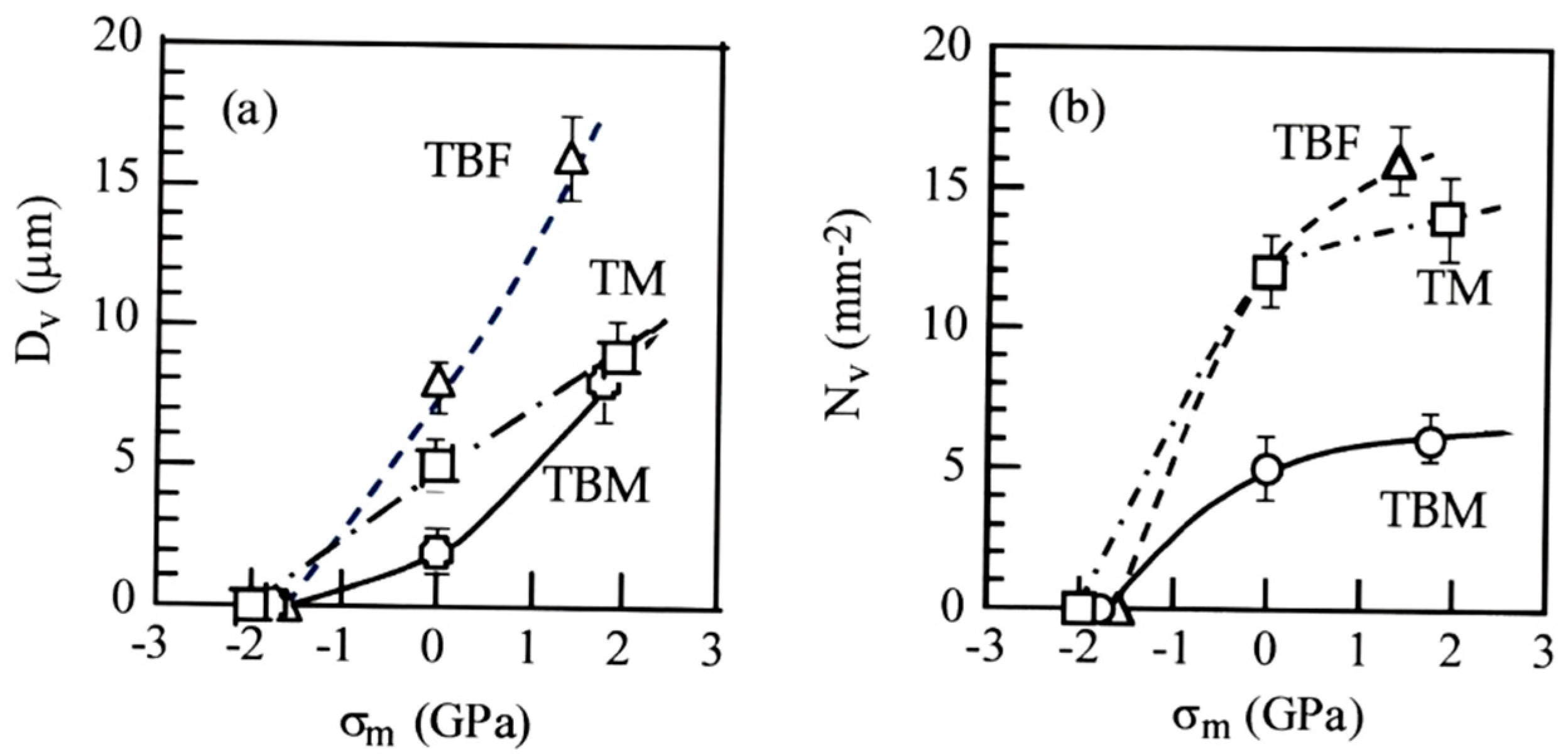
3.4. Micro-Void Initiation Behavior
4. Discussion
- (i)
- “Flow stress of matrix structure”, including strain hardening.
- (ii)
- “Long-range internal stress hardening”, which results from the difference in plastic strain between the matrix structure and second phase (retained austenite, strain-induced martensite, MA phase, etc.) [24].
- (iii)
- “Strain-induced transformation hardening”, which results from an increase in strain-induced martensite fraction. The transformation also relaxes the localized stress concentration through an expansion strain [25]. In an early stage, the expansion strain brings on an initial yielding or continuous yielding.
- (iv)
- “Forest dislocation hardening”, which is estimated by the Ashby equation [26].
- (v)
- (vi)
- (vii)
- “A strength ratio” or a ratio of the second phase strength to the matrix structure strength: a high strength ratio increases the localized stress concentration and promotes void initiation at the matrix/second phase interface. Carbon-enriched strain-induced martensite enhances the strength ratio [12,27,28].
4.1. Effect of Mean Normal Stress on Deformation Properties
4.2. Effects of Microstructural Properties on Deformation Properties
5. Conclusions
- (1)
- The positive mean normal stress increased the strain-hardening rate in an early strain range in all steels. This was mainly caused by facilitated strain-induced martensite transformation in an early strain range, resulting in an initial yielding or a continuous yielding.
- (2)
- The equivalent plastic strain was linearly related to the X-ray half-width in all mean normal stress, which enabled the estimation of the equivalent stress in press-formed products. In this case, TBF steel had the lowest Vickers hardness and the highest n-value. On the other hand, TM steel exhibited the highest Vickers hardness and the lowest n-value.
- (3)
- The positive mean normal stresses promoted the strain-induced martensitic transformation because of expansion strain. The strain-induced martensite transformation behavior of TM steel was promoted compared to TBF and TBM steels, although the transformation fraction was the smallest.
- (4)
- The positive mean normal stress promoted the micro-void initiation by developing the expansion stress/strain, especially in TBF steel. The effect of the mean normal stress on the micro-void initiation behavior was small in TBM and TM steels. This was associated with (1) the mixed-matrix structure of bainitic ferrite and primary martensite structure and a relatively stable retained austenite and (2) the high uniformity of primary martensite matrix structure and a low strength ratio for TBM and TM steels, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rana, R.; Singh, S.B. Automotive Steels—Design, Metallurgy, Processing and Applications; Woodhead Publishing: Cambridge, UK, 2016; pp. 1–469. [Google Scholar]
- Soleimani, M.; Kalhor, A.; Mirzadeh, H. Transformation-induced plasticity (TRIP) in advanced steels: A review. Mater. Sci. Eng. A 2020, 795, 140023. [Google Scholar] [CrossRef]
- Frómeta, D.; Lara, A.; Grifé, L.; Dieudonné, T.; Dietsch, P.; Rehrl, J.; Suppan, C.; Casellas, D.; Calvo, J. Fracture resistance of advanced high-strength steel sheets for automotive applications. Metall. Mater. Trans. A 2021, 52A, 840–856. [Google Scholar] [CrossRef]
- Polatids, E.; Haidemenopoulos, G.N.; Krizan, D.; Aravas, N.; Panzner, T.; Šmíd, M.; Papadioti, I.; Casati, N.; Van Petegem, S.; Van Swygenhoven, H. The effect of stress triaxiality on the phase transformation in transformation induced plasticity steels: Experimental investigation and modeling the transformation kinetics. Mater. Sci. Eng. A 2021, 800, 140321. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, Y.; Wang, Y.; Zhang, J.; Guo, C.; Wang, X.; Zhao, W.; Liu, H. Enhanced stretch flangeability and crack propagation behavior of an 1100 MPa grade TRIP-aided bainitic ferrite steel. J. Mater. Res. Technol. 2023, 26, 5503–5517. [Google Scholar] [CrossRef]
- Weiβensteiner, I.; Suppan, C.; Hebesberger, T.; Winkelhofer, F.; Clemens, H.; Maier-Kiener, V. Effect of morphological differences on the cold formability of an isothermally heat-treated advance high-strength steel. JOM 2018, 70, 1567–1575. [Google Scholar] [CrossRef]
- Tang, S.; Lan, H.; Liu, Z.; Wang, G. Enhancement of balance in strength, ductility and stretch flangeability by two-step austempering in a 1000 MPa grade cold rolled bainitic steel. Metals 2021, 11, 96. [Google Scholar] [CrossRef]
- Sugimoto, K.; Hidaka, S.; Tanino, H.; Kobayashi, J. Warm formabiliy of 0.2 Pct C-1.5 Pct Si-5 Pct Mn transformation-induced plasticity-aided steel. Metall. Mater. Trans. A 2017, 48, 2237–2246. [Google Scholar] [CrossRef]
- Kim, J.; Seo, E.; Kwon, M.; Kang, S.; De Cooman, B.C. Effect of quenching temperature on stretch flangeability of a medium Mn steel processed by quenching and partitioning. Mater. Sci. Eng. A 2018, 729, 276–284. [Google Scholar] [CrossRef]
- Kobayashi, J.; Pham, D.V.; Sugimoto, K. Stretch-flangeability of 1.5 GPa grade TRIP-aided martensitic cold rolled sheet steels. In Proceedings of the 10th International Conference on Technology of Plasticity (ICTP 2011), Aachen, Germany, 25–30 September 2011; pp. 598–603. [Google Scholar]
- Im, Y.; Kim, E.; Song, T.; Lee, J.; Suh, D. Tensile properties and stretch-flangeability of TRIP steels produced by quenching and partitioning (Q&P) process with different fractions of constituent phases. ISIJ Int. 2021, 61, 572–581. [Google Scholar]
- Toji, Y.; Nakagaito, T.; Matsuda, H.; Hasegawa, K.; Kaneko, S. Effect of microstructure on mechanical properties of quenching and partitioning steel. ISIJ Int. 2023, 63, 758–765. [Google Scholar] [CrossRef]
- Sugimoto, K.; Tanino, H.; Kobayashi, J. Cold formabilities of martensite-type medium Mn steel. Metals 2021, 11, 1371. [Google Scholar] [CrossRef]
- Sugimoto, K.; Hojo, T.; Nagasaka, A.; Hashimoto, S.; Ikeda, S. The effects of Nb and Mo additions on the microstructure and formability of C-Mn-Si-Al TRIP-aided ferrous sheet steels with an annealed martensite matrix. Steel Grips 2004, 2, 483–487. [Google Scholar]
- Maruyama, H. X-ray measurement of retained austenite. Jpn. Soc. Heat Treat. 1977, 17, 198–204. [Google Scholar]
- Dyson, D.J.; Holmes, B. Effect of alloying additions on the lattice parameter of austenite. J. Iron Steel Inst. 1970, 208, 469–474. [Google Scholar]
- Cullity, B.D. Elements of X-Ray Diffraction, 2nd ed.; Addison-Wesley Publishing Company, Inc.: Boston, MA, USA, 1978; p. 287. [Google Scholar]
- Hill, R. The Mathematical Theory of Plasticity; Oxford University Press: New York, NY, USA, 1985; p. 20. [Google Scholar]
- Kawata, H.; Yasutomi, T.; Shirakami, S.; Nakamura, K.; Sakurada, E. Deformation-induced martensite transformation behavior during tensile and compressive deformation in low-alloy TRIP steel sheets. ISIJ Int. 2021, 61, 527–536. [Google Scholar] [CrossRef]
- Koistinen, D.P.; Marburger, R.E. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall. 1959, 7, 59–60. [Google Scholar] [CrossRef]
- Sugimoto, K.; Shioiri, S.; Kobayashi, J. Effects of mean normal stress on strain-hardening, strain-induced martensite transformation, and void-formation behaviors in high-strength TRIP-aided steels. Metals 2024, 14, 61. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminum and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Takebayashi, S.; Kunieda, T.; Yoshinaga, N.; Ushioda, K.; Ogata, S. Comparison of the dislocation density in martensitic steels evaluated by some X-ray diffraction methods. ISIJ Int. 2010, 50, 875–882. [Google Scholar] [CrossRef]
- Mura, T.; Mori, T. Micromechanics; Baifukan Co., Ltd.: Tokyo, Japan, 1976; p. 23. (In Japanese) [Google Scholar]
- Sakaki, T.; Sugimoto, K.; Fukuzato, T. Role of internal stress for continuous yielding of dual-phase steels. Acta Metall. 1983, 31, 1737–1746. [Google Scholar] [CrossRef]
- Ashby, M.F. Work hardening of dispersion-hardened crystals. Philo. Mag. 1966, 14, 1157–1178. [Google Scholar] [CrossRef]
- Azuma, M.; Goutianos, S.; Hansen, N.; Winther, G.; Huang, X. Effect of hardness of martensite and ferrite on void formation in dual phase steel. Mater. Sci. Technol. 2012, 28, 1092–1100. [Google Scholar] [CrossRef]
- Shoji, H.; Hino, K.; Ohta, M.; Shinohara, Y.; Minami, F. Ductile fracture mechanism for dual phase steel with high strength second phase. Trans. Jpn. Weld. Soc. 2015, 33, 341–348. (In Japanese) [Google Scholar] [CrossRef]
- Hiwatashi, S.; Takahashi, M.; Katayama, T.; Usuda, M. Effect of deformation-induced transformation on deep drawability—Forming mechanism of TRIP type high-strength steel sheet. J. Jpn. Soc. Technol. Plast. 1994, 35, 1109–1114. (In Japanese) [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | Nb | Cr | Mo | N | Fe | Ms | Mf |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.18 | 1.48 | 1.49 | 0.004 | 0.003 | 0.043 | 0.05 | 1.02 | 0.20 | 0.001 | bal. | 407 | 292 |
| Steel | fγ0 (vol.%) | Cγ0 | k | Δfαm | fMA (vol.%) | HV0.1 | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| (mass%) | Tension | Torsion | Comp. | Tension | Torsion | Comp. | ||||
| TBF | 11.4 ± 1.2 | 0.65 ± 0.14 | 1.64 | 1.44 | 1.24 | 9.2 | 6.6 | 6.0 | 2.0 ± 0.3 | 350 |
| TBM | 7.2 ± 1.4 | 1.08 ± 0.22 | 2.05 | 2.41 | 0.68 | 5.1 | 5.5 | 2.4 | 10.8 ± 1.2 | 405 |
| TM | 5.5 ± 1.5 | 0.45 ± 0.20 | 2.84 | 5.08 | 0.80 | 4.3 | 4.5 | 2.1 | 15.8 ± 1.8 | 422 |
| Steel | YS | TS | UEl | TEl | RA | τ0 | τmax | σ0 |
|---|---|---|---|---|---|---|---|---|
| (MPa) | (MPa) | (%) | (%) | (%) | (MPa) | (MPa) | (MPa) | |
| TBF | 709 ± 15 | 1276 ± 18 | 9.0 ± 0.8 | 17.7 ± 2.3 | 49.5 ± 2.8 | 932 ± 24 | 1981 ± 41 | 937 ± 14 |
| TBM | 1058 ± 35 | 1310 ± 38 | 3.8 ± 0.5 | 14.7 ± 3.4 | 69.9 ± 3.7 | 1206 ± 37 | 2021 ± 57 | 1125 ± 28 |
| TM | 1073 ± 46 | 1463 ± 52 | 4.5 ± 1.0 | 14.6 ± 3.8 | 63.5 ± 4.2 | 1251 ± 45 | 2174 ± 63 | 1227 ± 37 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sugimoto, K.-i.; Shioiri, S.; Kobayashi, J. Effects of Mean Normal Stress and Microstructural Properties on Deformation Properties of Ultrahigh-Strength TRIP-Aided Steels with Bainitic Ferrite and/or Martensite Matrix Structure. Materials 2024, 17, 3554. https://doi.org/10.3390/ma17143554
Sugimoto K-i, Shioiri S, Kobayashi J. Effects of Mean Normal Stress and Microstructural Properties on Deformation Properties of Ultrahigh-Strength TRIP-Aided Steels with Bainitic Ferrite and/or Martensite Matrix Structure. Materials. 2024; 17(14):3554. https://doi.org/10.3390/ma17143554
Chicago/Turabian StyleSugimoto, Koh-ichi, Shoya Shioiri, and Junya Kobayashi. 2024. "Effects of Mean Normal Stress and Microstructural Properties on Deformation Properties of Ultrahigh-Strength TRIP-Aided Steels with Bainitic Ferrite and/or Martensite Matrix Structure" Materials 17, no. 14: 3554. https://doi.org/10.3390/ma17143554
APA StyleSugimoto, K.-i., Shioiri, S., & Kobayashi, J. (2024). Effects of Mean Normal Stress and Microstructural Properties on Deformation Properties of Ultrahigh-Strength TRIP-Aided Steels with Bainitic Ferrite and/or Martensite Matrix Structure. Materials, 17(14), 3554. https://doi.org/10.3390/ma17143554