
Weight Factor as a Parameter for Optimal Part Orientation in the L-PBF Printing Process Using Numerical Simulation





Abstract
1. Introduction
2. Materials and Methods
- -
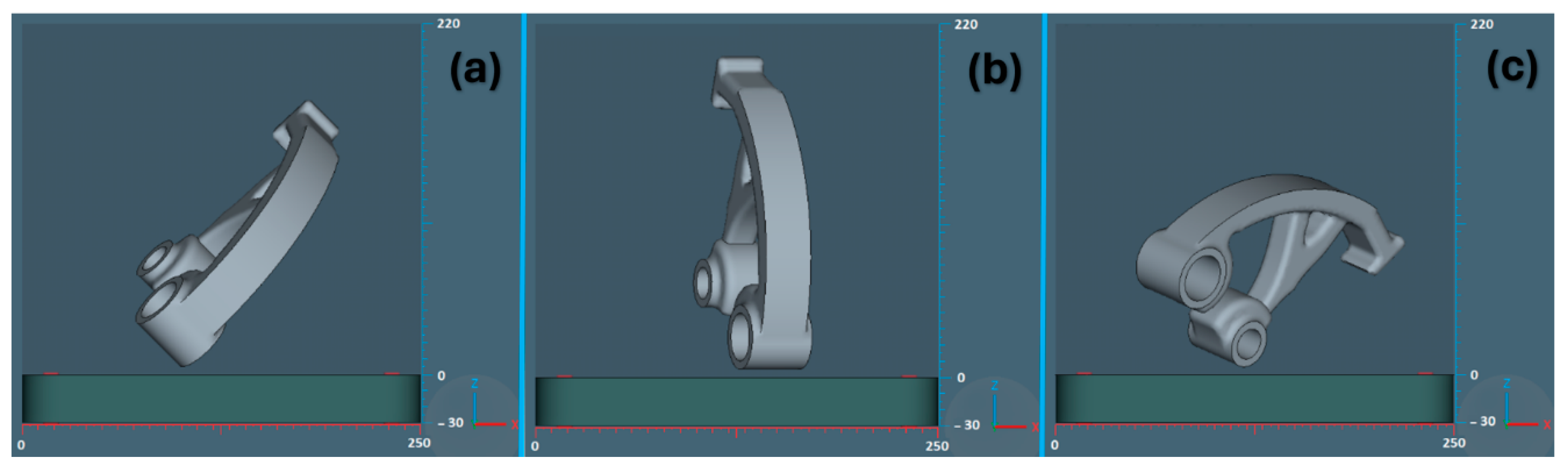
- Prediction of the production orientation of the part based on selected criteria, which were assigned a weighting factor.
- -
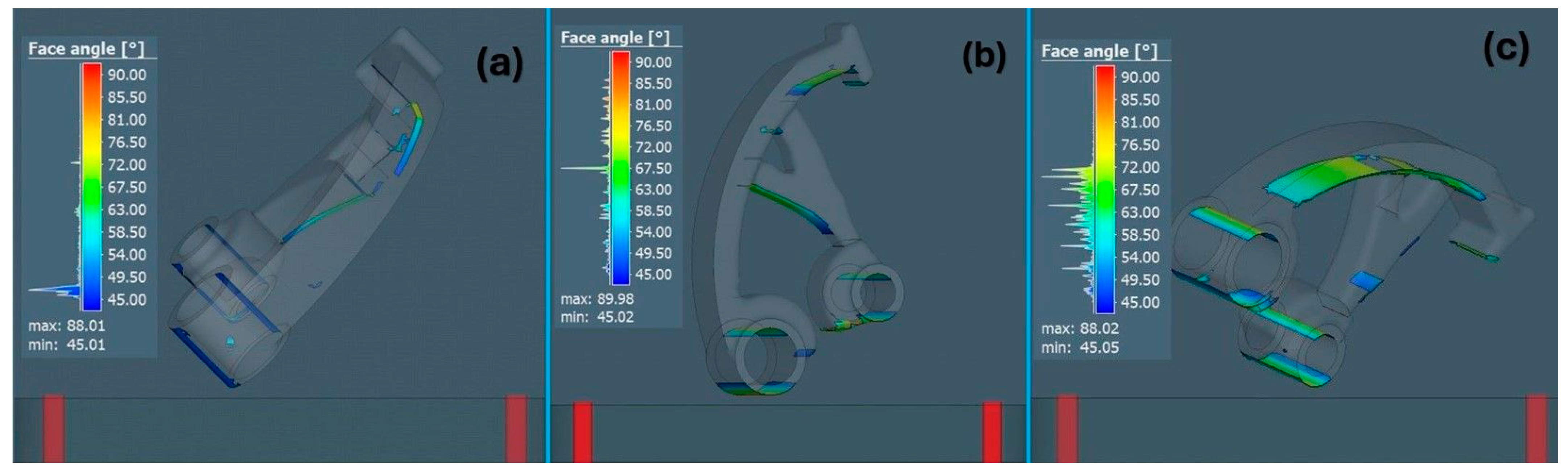
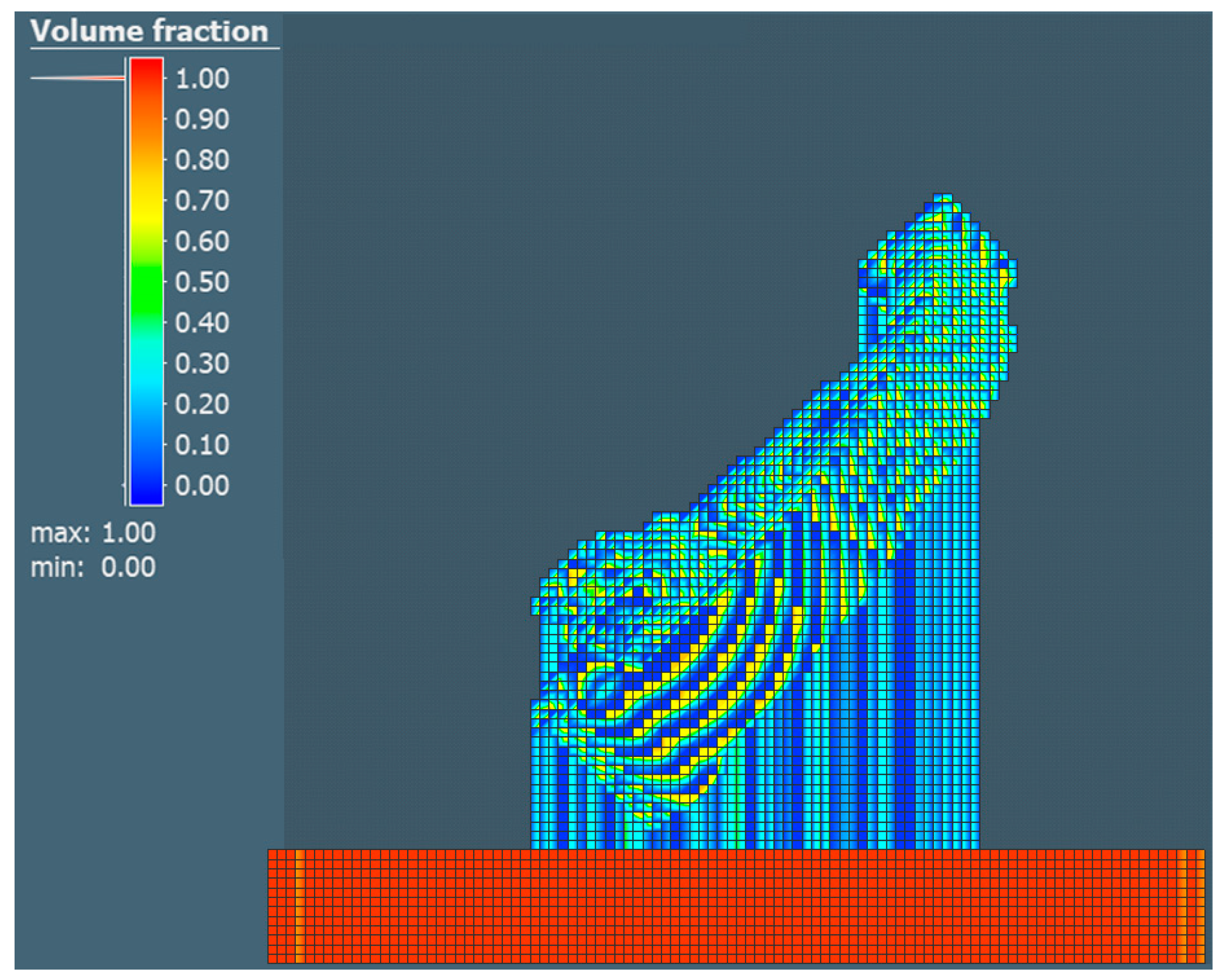
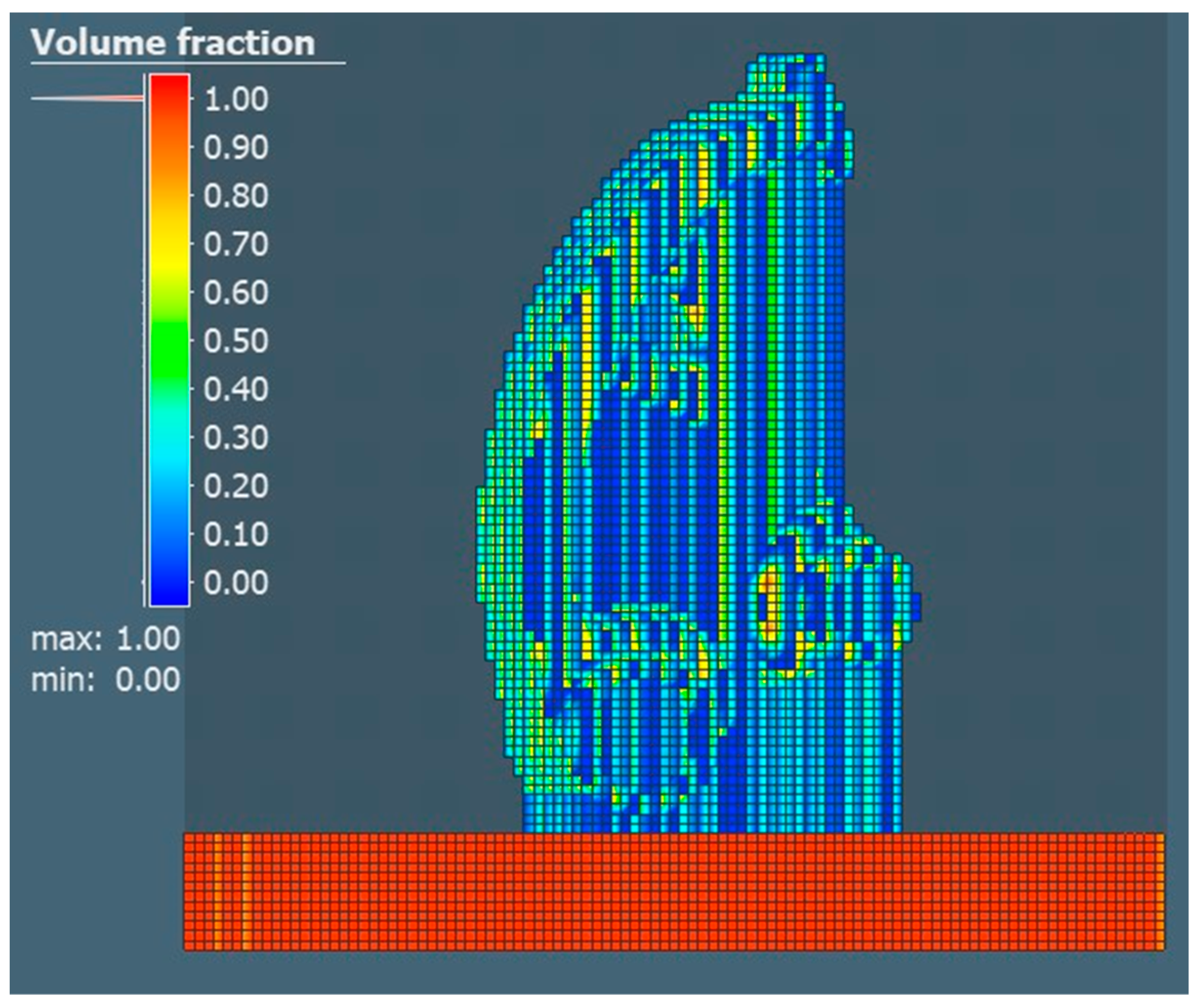
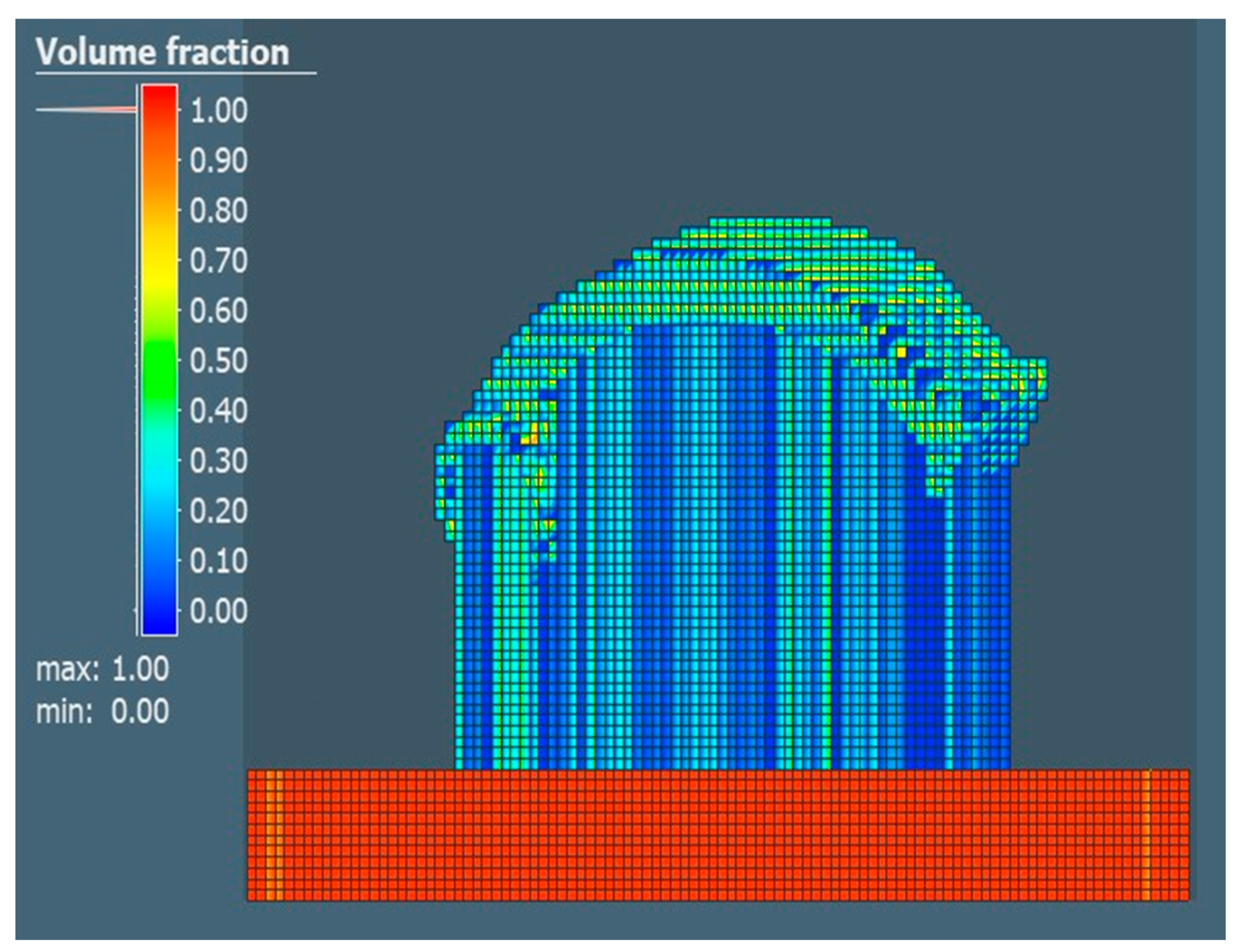
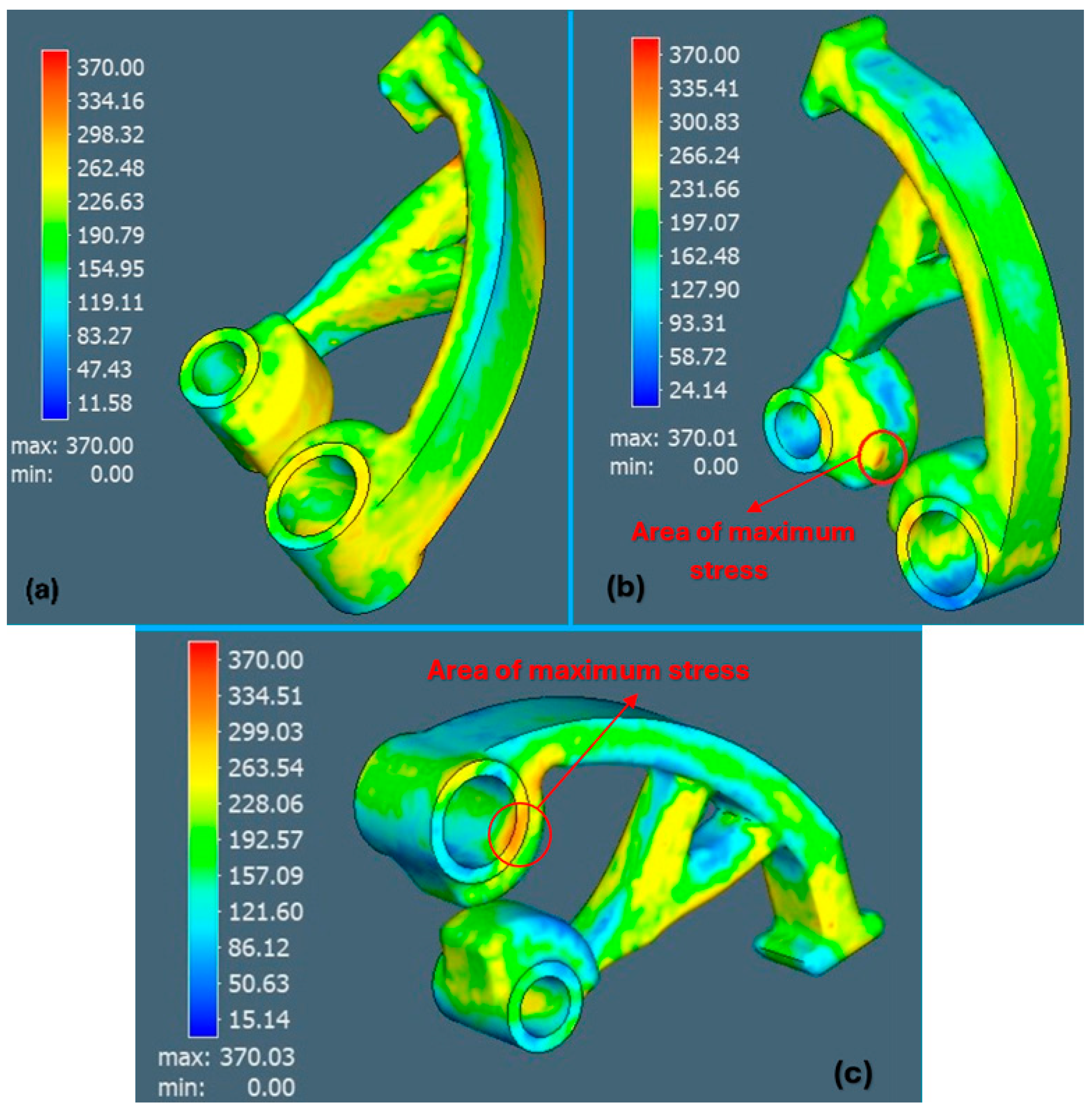
- Analysis of the orientation of the part and its influence on the critical angle for forming the part support, support generation view, volume fraction and von Mises stresses.
- -
- Verification of the numerical simulation results.
2.1. Numerical Simulation
- A support area that calculates the sum of all support surfaces.
- Support volume, which calculates the sum of all the support volumes.
- Building risk, which calculates the level of building risk based on the current orientation of the part.
2.2. Tensile Test
3. Results
3.1. Analysis of Numerical Simulation Results
3.2. Results from Tensile Test
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hovig, E.W.; Azar, A.S.; Grytten, F.; Biduørby, K.; Andreassen, E. Determination of Anisotropic Mechanical Properties for Materials Processed by Laser Powder Bed Fusion. Adv. Mater. Sci. Eng. 2018, 2018, 7650303. [Google Scholar] [CrossRef]
- Bassoli, E.; Defanti, S.; Tognoli, E.; Vincenzi, N.; Degli Esposti, L. Design for Additive Manufacturing and for Machining in the Automotive Field. Appl. Sci. 2021, 11, 7559. [Google Scholar] [CrossRef]
- Ma, Q.-P.; Mesicek, J.; Fojtik, F.; Hajnys, J.; Krpec, P.; Pagac, M.; Petru, J. Residual Stress Build-Up in Aluminum Parts Fabricated with SLM Technology Using the Bridge Curvature Method. Materials 2022, 15, 6057. [Google Scholar] [CrossRef] [PubMed]
- Thakur, S.; Talla, G.; Verma, P. Residual stress, distortion, and porosity analysis of LED heat sink printed by SLM process using machine learning. Eng. Res. Express 2021, 3, 045043. [Google Scholar] [CrossRef]
- Guzanová, A.; Brezinová, J.; Varga, J.; Džupon, M.; Vojtko, M.; Janoško, E.; Viňáš, J.; Draganovská, D.; Hašuľ, J. Experimental Study of Steel–Aluminum Joints Made by RSW with Insert Element and Adhesive Bonding. Materials 2023, 16, 864. [Google Scholar] [CrossRef] [PubMed]
- Kaščák, L.; Cmorej, D.; Slota, J.; Spišák, E.; Varga, J. Numerical and experimental studies on clinch-bonded hybrid joining of steel sheet DX53D+Z. Acta Metall. Slovaca 2022, 28, 219–223. [Google Scholar] [CrossRef]
- Hsueh, M.H.; Lai, C.J.; Liu, K.Y.; Chung, C.F.; Wang, S.H.; Pan, C.Y.; Huang, W.C.; Hsieh, C.H.; Zeng, Y.S. Effects of Printing Temperature and Filling Percentage on the Mechanical Behavior of Fused Deposition Molding Technology Components for 3D Printing. Polymers 2021, 13, 2910. [Google Scholar] [CrossRef]
- Chen, Q.; Lianga, X.; Haydukeb, D.; Liua, J.; Chenga, L.; Oskina, J. An inherent strain based multiscale modeling framework for simulating part-scale residual deformation for direct metal laser sintering. Addit. Manuf. 2019, 28, 406–418. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Corrado, G.; Argenio, P. Laser powder-bed fusion of Inconel 718 to manufacture turbine blades. Int. J. Adv. Manuf. Technol. 2017, 93, 4023–4031. [Google Scholar] [CrossRef]
- Ganeriwala, R.K.; Strantza, M.; King, W.E.; Clausen, B.; Phan, T.Q.; Levine, L.E.; Brown, D.W.; Hogge, N.E. Evaluation of a thermomechanical model for prediction of residual stress during laser powder bed fusion of Ti-6Al-4V. Addit. Manuf. 2019, 27, 489–502. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Proc. CIRP Manuf. Technol. 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Kaščák, Ľ.; Varga, J.; Bidulská, J.; Bidulský, R.; Grande, M. Simulation tool for material behaviour prediction in additive manufacturing. Acta Metall. Slovaca 2023, 29, 113–118. [Google Scholar] [CrossRef]
- Kamarudin, K.; Wahab, M.S.; Shayfull, Z.; Ahmed, A.; Raus, A.A. Dimensional Accuracy and Surface Roughness Analysis for AlSi10Mg Produced by Selective Laser Melting (SLM). MATEC Web Conf. 2016, 78, 01077. [Google Scholar] [CrossRef]
- Kaščák, Ľ.; Varga, J.; Bidulská, J.; Bidulský, R. Simulation of 316L Stainless Steel Produced the Laser Powder Bed Fusion Process. Materials 2023, 16, 7653. [Google Scholar] [CrossRef] [PubMed]
- Alsalla, H.H.; Smith, C.; Hao, L. Effect of build orientation on the surface quality, microstructure and mechanical properties of selective laser melting 316L stainless steel. Rapid Prototyp. J. 2018, 24, 9–17. [Google Scholar] [CrossRef]
- Thawon, I.; Fongsamootr, T.; Mona, Y.; Suttakul, P. investigation of the Mechanical Properties of Additively Manufactured Metal Parts with Different Relative Densities. Appl. Sci. 2022, 12, 9915. [Google Scholar] [CrossRef]
- Leutenecker-Twelsiek, B.; Klahn, C.; Meboldt, M. Considering Part Orientation in Design for Additive Manufacturing. Procedia CIRP 2016, 50, 408–413. [Google Scholar] [CrossRef]
- Morgan, H.D.; Čerešňa, J.A.; Jonnalagadda, S.; Ewing, D.; Sienz, J. Part orientation optimisation for the additive layer manufacture of metal components. Int. J. Adv. Manuf. Technol. 2016, 86, 1679–1687. [Google Scholar] [CrossRef]
- Salmi, M.; Ituarte, I.F.; Chekurov, S.; Huotilainen, E. Effect of build orientation in 3D printing production for material extrusion, material jetting, binder jetting, sheet object lamination, vat photopolymerisation, and powder bed fusion. Int. J. Collab. Enterp. 2016, 5, 218. [Google Scholar] [CrossRef]
- Afazov, S.; Denmark, W.A.; Toralles, B.L.; Holloway, A.; Yaghi, A. Distortion prediction and compensation in selective laser melting. Addit. Manuf. 2017, 17, 15–22. [Google Scholar] [CrossRef]
- Song, X.; Feih, S.; Zhai, W.; Sun, C.-N.; Li, F.; Maiti, R.; Wei, J.; Yang, Y.; Oancea, V.; Brandt, L.R.; et al. Advances in additive manufacturing process simulation: Residual stresses and distortion predictions in complex metallic components. Mater. Des. 2020, 193, 108779. [Google Scholar] [CrossRef]
- Mayer, T.; Brändle, G.; Schönenberger, A.; Eberlein, R. Simulation and validation of residual deformations in additive manufacturing of metal parts. Heliyon 2020, 6, e03987. [Google Scholar] [CrossRef]
- Ahmed, A.; Majeed, A.; Atta, Z.; Jia, G. Dimensional Quality and Distortion Analysis of Thin-Walled Alloy Parts of AlSi10Mg Manufactured by Selective Laser Melting. J. Manuf. Mater. Process. 2019, 3, 51. [Google Scholar] [CrossRef]
- Hajnys, J.; Pagáč, M.; Měsíček, J.; Petru, J.; Król, M. Influence of Scanning Strategy Parameters on Residual Stress in the SLM Process According to the Bridge Curvature Method for AISI 316L Stainless Steel. Materials 2020, 13, 1659. [Google Scholar] [CrossRef]
- Bian, P.; Shi, J.; Liu, Y.; Xie, Y. Influence of Laser Power and Scanning Strategy on Residual Stress Distribution in Additively Manufactured 316L Steel. Opt. Laser Technol. 2020, 132, 106477. [Google Scholar] [CrossRef]
- Vasinonta, A.; Beuth, J.L.; Griffin, M. Process Maps for Predicting Residual Stress and Melt Pool Size in the Laser-Based Fabrication of Thin-Walled Structures. J. Manuf. Sci. Eng. 2007, 129, 101–109. [Google Scholar] [CrossRef]
- Ngo, T.; Kashani, A.; Imbalzano, G.; Nguyen, K.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Mueller, B. Additive Manufacturing Technologies—Rapid Prototyping to Direct Digital Manufacturing. Assem. Autom. 2012, 32, 120–159. [Google Scholar] [CrossRef]
- Sugavaneswaran, M.; Kulkarni, A. Effect of Cryogenic Treatment on the Wear Behavior of Additive Manufactured 316L Stainless Steel. Tribol. Ind. 2019, 41, 33–42. [Google Scholar] [CrossRef]
- Stornelli, G.; Gaggia, D.; Rallini, M.; Di Schino, A. Heat treatment effect on maraging steel manufactured by laser powder bed fusion technology: Microstructure and mechanical properties. Acta Metall. Slovaca 2021, 27, 122–126. [Google Scholar] [CrossRef]
- Dai, D.H.; Gu, D.D.; Poprawe, R.; Xia, M.J. Influence of additive multilayer feature on thermodynamics, stress and microstructure development during laser 3D printing of aluminum-based material. Sci. Bull. 2017, 62, 779–787. [Google Scholar] [CrossRef] [PubMed]
- Pitassi, E.; Savoia, V.; Fontanari, A.; Molinari, V.; Pitassi, D. Finite element thermal analysis of metal parts additively manufactured via selective laser melting. Finite Element Method-Simulation. In Finite Element Method—Simulation, Numerical Analysis and Solution Techniques; Pacurar, R., Ed.; IntechOpen: London, UK, 2018; pp. 613–618. [Google Scholar] [CrossRef]
- Hu, H.W.; Ding, X.P.; Wang, L.Z. Numerical analysis of heat transfer during multilayer selective laser melting of AlSi10Mg. Optik 2016, 127, 8883–8891. [Google Scholar] [CrossRef]
- Majeed, M.; Khan, H.M.; Rasheed, I. Finite element analysis of melt pool thermal characteristics with passing laser in SLM process. Optik 2019, 194, 163068. [Google Scholar] [CrossRef]
- Budinoff, H.; Shafae, M.S. Connecting part geometry and cost for metal powder bed fusion. Int. J. Adv. Manuf. Technol. 2022, 121, 6125–6136. [Google Scholar] [CrossRef]
- ASTM E8/E8M; Test Methods for Tension Testing of Metallic Materials. International Organization for Standardization ISO: Geneva, Switzerland, 2024.
- Mikulikova, A.; Mesicek, J.; Karger, J.; Hajnys, J.; Ma, Q.-P.; Sliva, A.; Smiraus, J.; Srnicek, D.; Cienciala, S.; Pagac, M. Topology Optimization of the Clutch Lever Manufactured by Additive Manufacturing. Materials 2023, 16, 3510. [Google Scholar] [CrossRef] [PubMed]
- Pagac, M.; Hajnys, J.; Halama, R.; Aldabash, T.; Mesicek, J.; Jancar, L.; Jansa, J. Prediction of Model Distortion by FEM in 3D Printing via the Selective Laser Melting of Stainless Steel AISI 316L. Appl. Sci. 2021, 11, 1656. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Power [W] | Scanning Speed [mm/s] | Layer Thickness [µm] | Hatching Distance [mm] | Building Platform Temperature [°C] |
|---|---|---|---|---|
| 200 | 800 | 30 | 0.08 | 80 |
| Orientation | Yield Strength σ0.2 [MPa] | Ultimate Tensile Strength σUTS [MPa] | Elongation at Break [%] |
|---|---|---|---|
| 1 | 241 ± 4 | 326 ± 2 | 5.8 ± 0.3 |
| 3 | 219 ± 3 | 309 ± 3 | 4.3 ± 0.2 |
| Orientation | Support Area [mm2] | Support Volume [mm3] | Build Risk | Voxel Number | Nodes Number | Layer Number |
|---|---|---|---|---|---|---|
| 1 | 149.566 | 14,946.4 | 1 | 41,909 | 66,449 | 70 |
| 2 | 3612.3 | 122,655.0 | 1 | 44,086 | 64,283 | 81 |
| 3 | 4044.14 | 213,243.0 | 2 | 58,397 | 84,159 | 51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaščák, Ľ.; Varga, J.; Bidulská, J.; Bidulský, R.; Manfredi, D. Weight Factor as a Parameter for Optimal Part Orientation in the L-PBF Printing Process Using Numerical Simulation. Materials 2024, 17, 3604. https://doi.org/10.3390/ma17143604
Kaščák Ľ, Varga J, Bidulská J, Bidulský R, Manfredi D. Weight Factor as a Parameter for Optimal Part Orientation in the L-PBF Printing Process Using Numerical Simulation. Materials. 2024; 17(14):3604. https://doi.org/10.3390/ma17143604
Chicago/Turabian StyleKaščák, Ľuboš, Ján Varga, Jana Bidulská, Róbert Bidulský, and Diego Manfredi. 2024. "Weight Factor as a Parameter for Optimal Part Orientation in the L-PBF Printing Process Using Numerical Simulation" Materials 17, no. 14: 3604. https://doi.org/10.3390/ma17143604
APA StyleKaščák, Ľ., Varga, J., Bidulská, J., Bidulský, R., & Manfredi, D. (2024). Weight Factor as a Parameter for Optimal Part Orientation in the L-PBF Printing Process Using Numerical Simulation. Materials, 17(14), 3604. https://doi.org/10.3390/ma17143604