
Effects of Cr Addition on the Microstructure and Mechanical Properties of an Al–Si–Cu–Mg Alloy
Abstract
:1. Introduction
2. Materials and Methods
3. Results
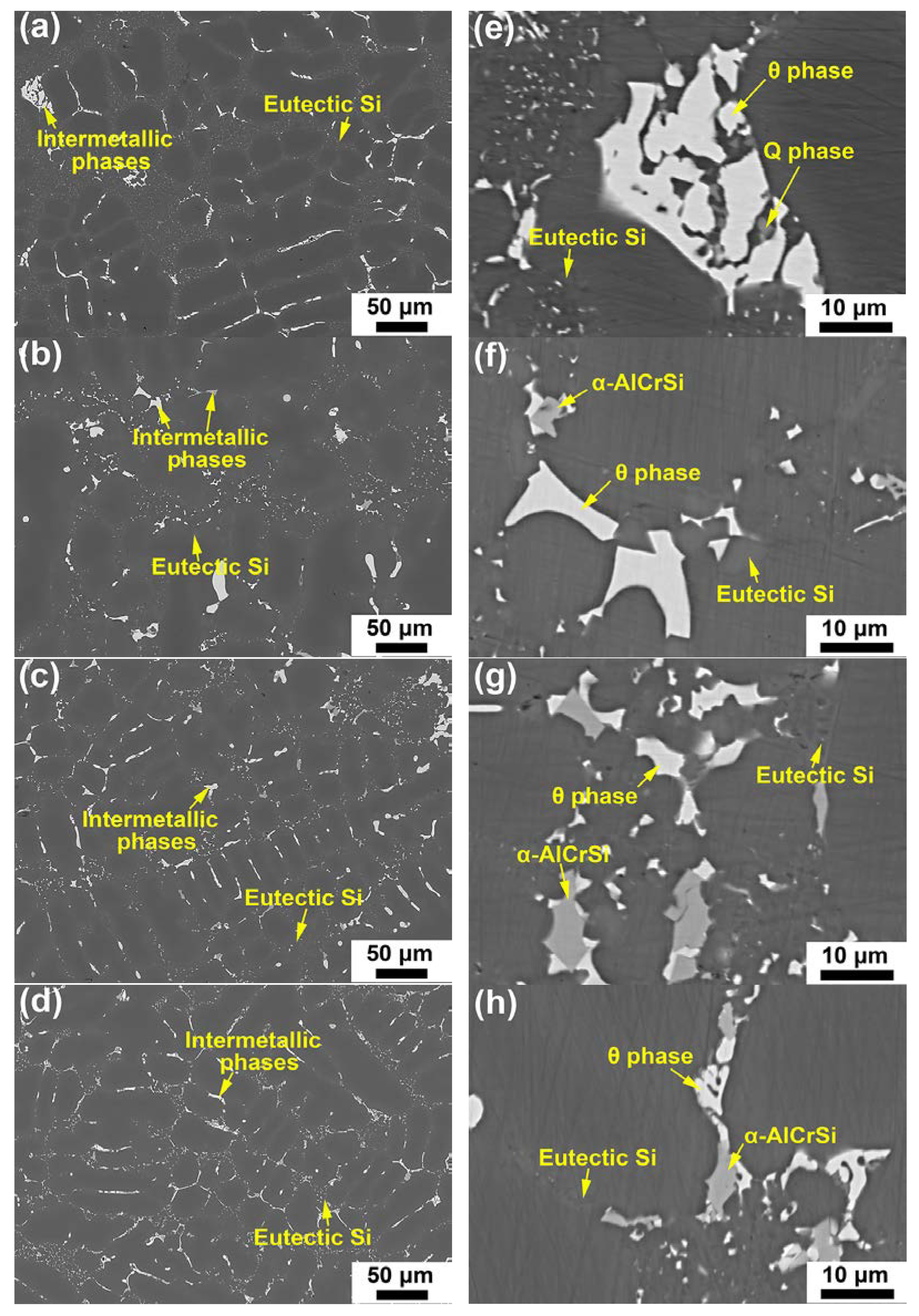
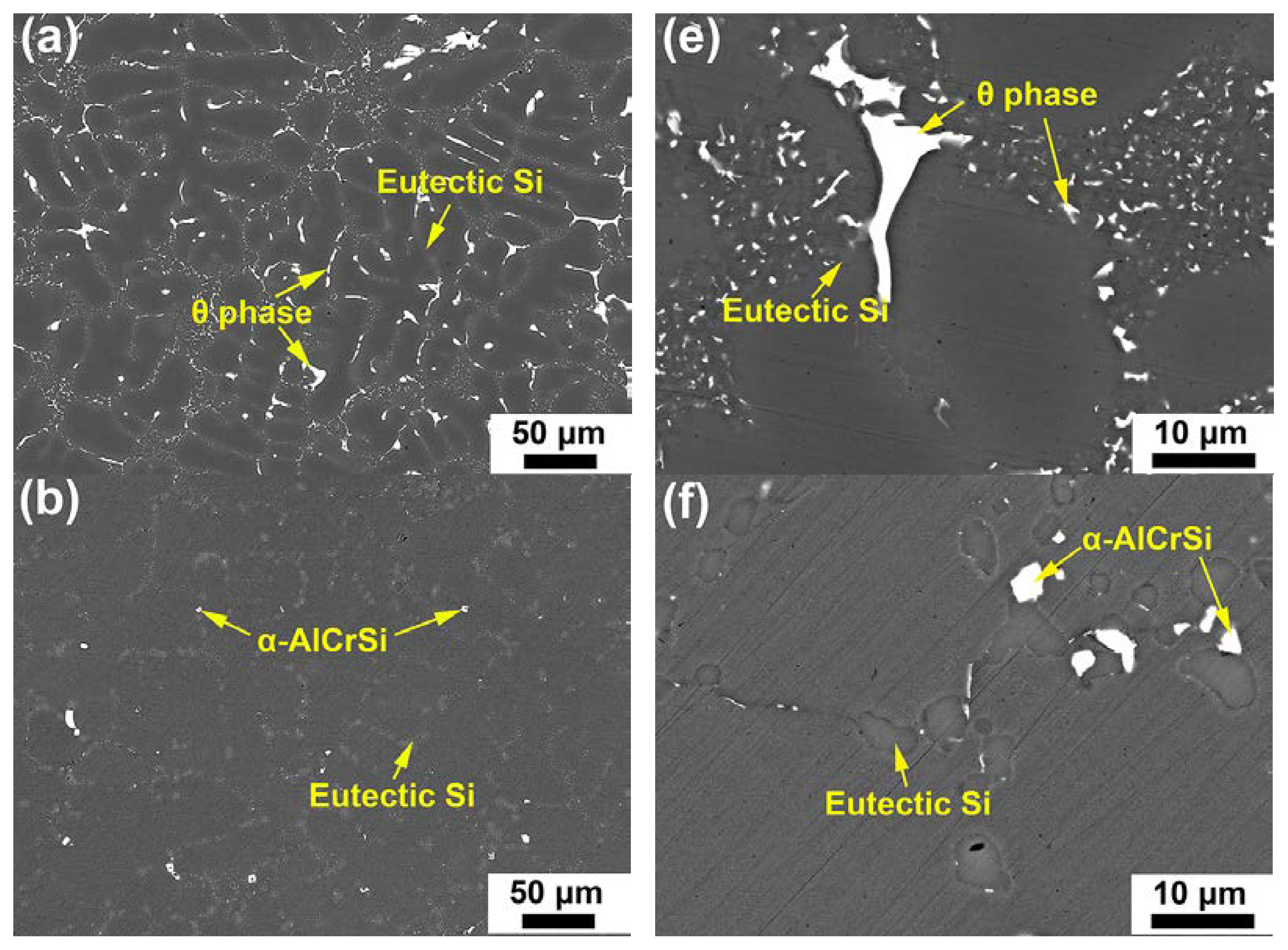
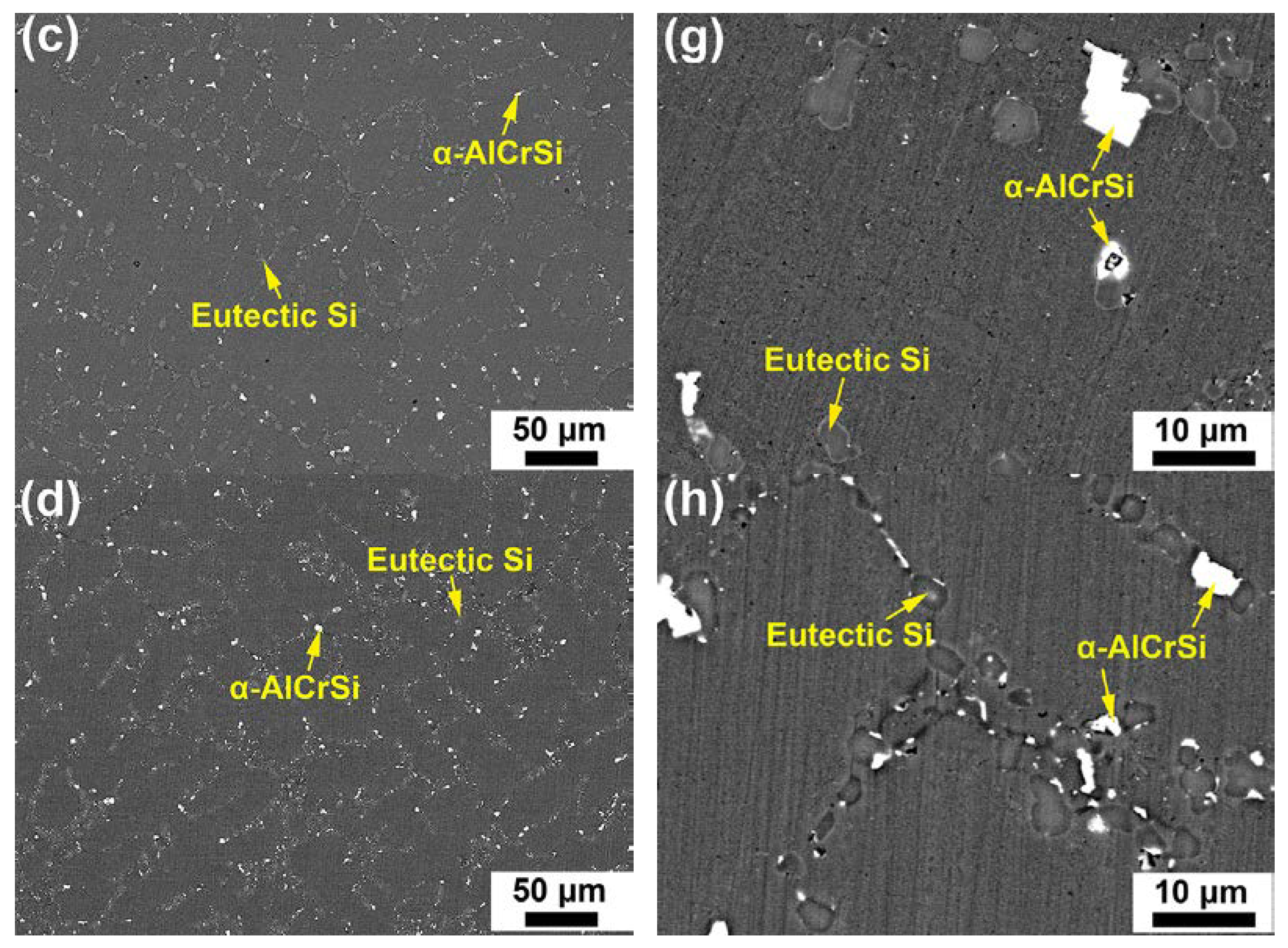
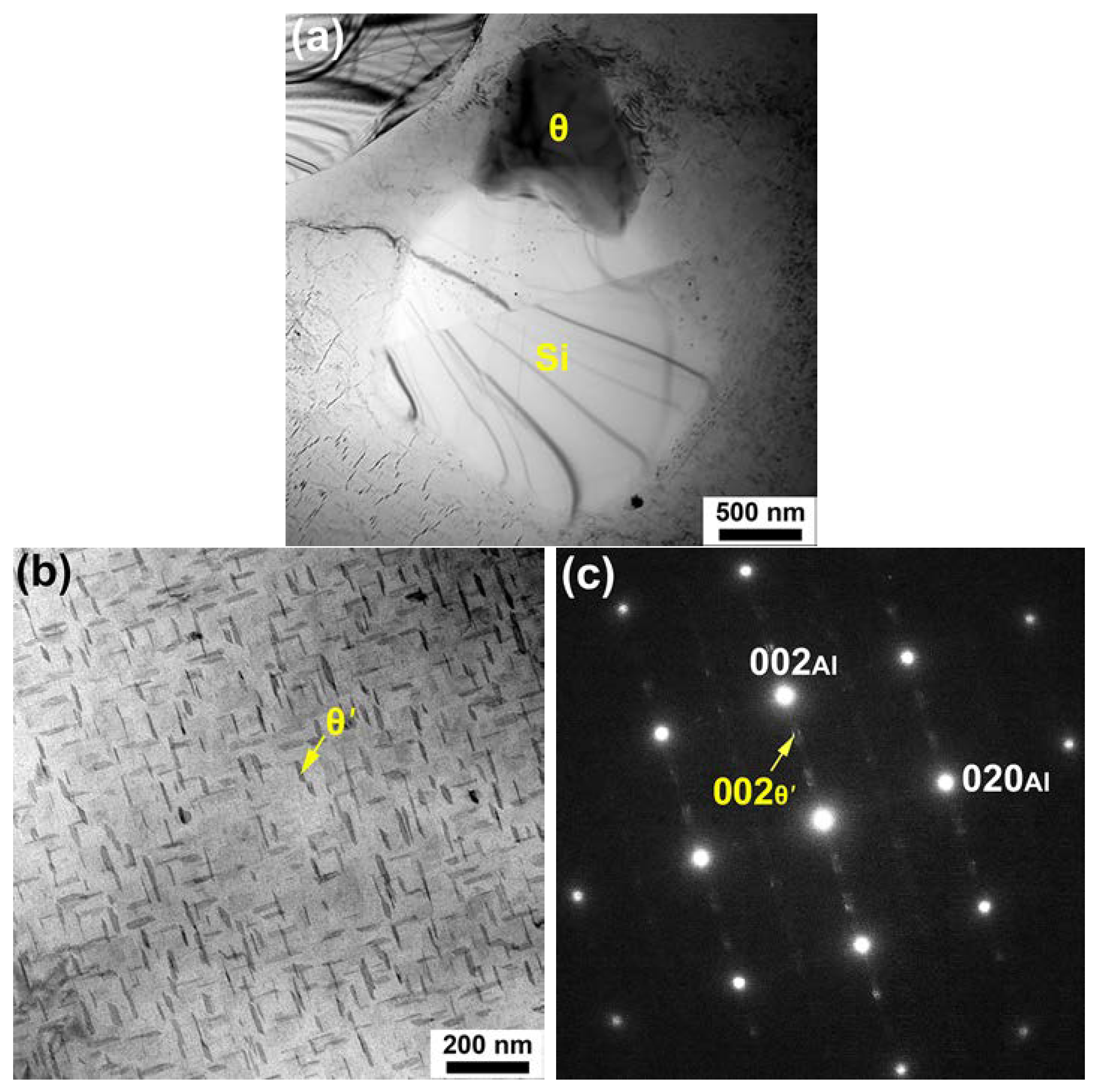
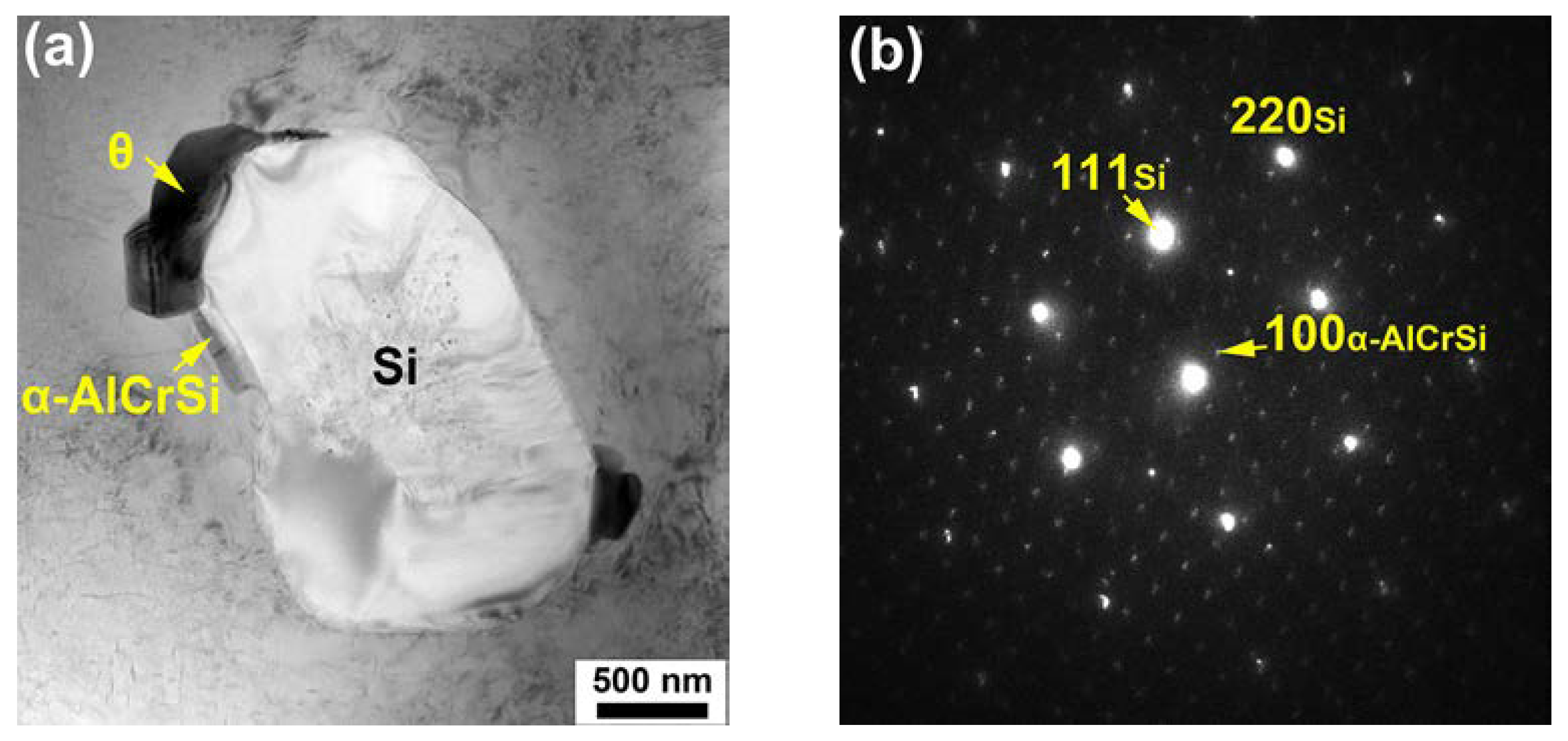
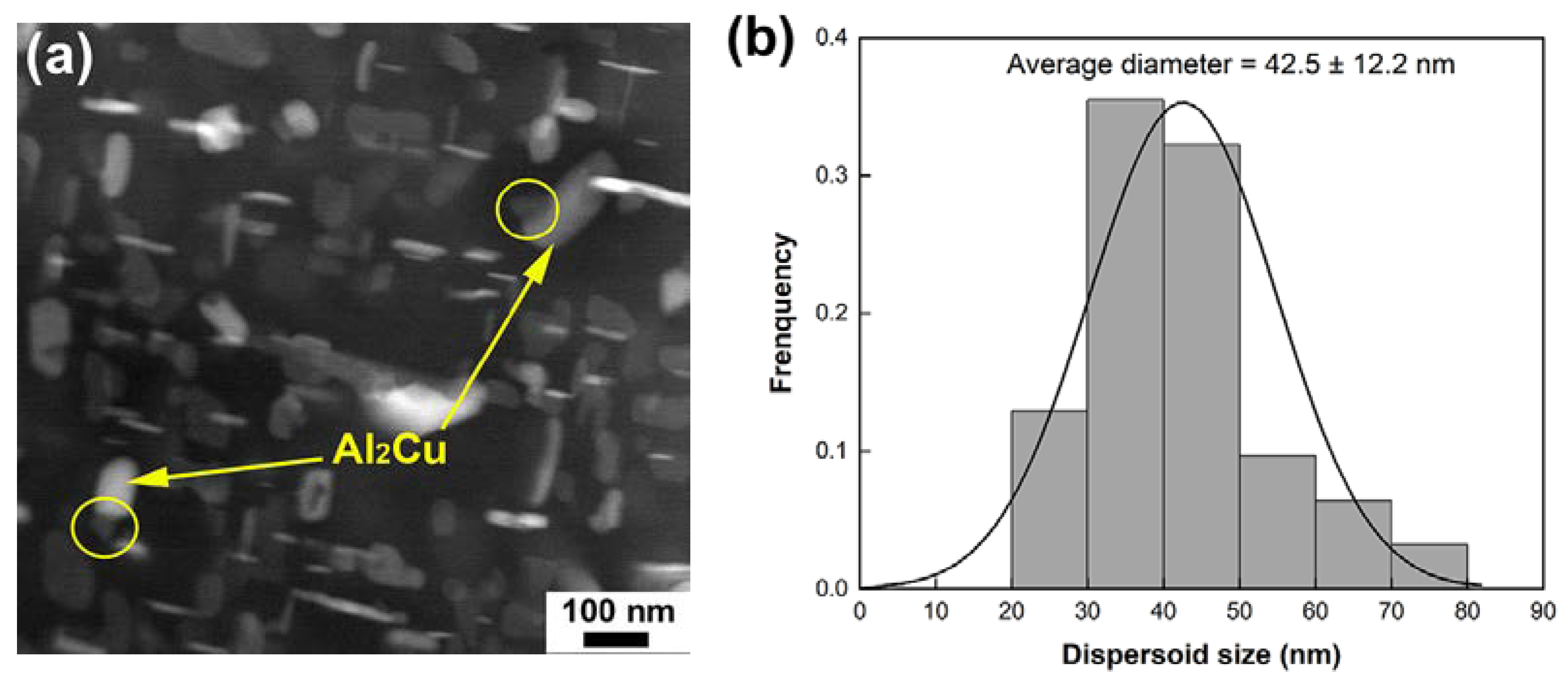
3.1. Microstructure Characteristics
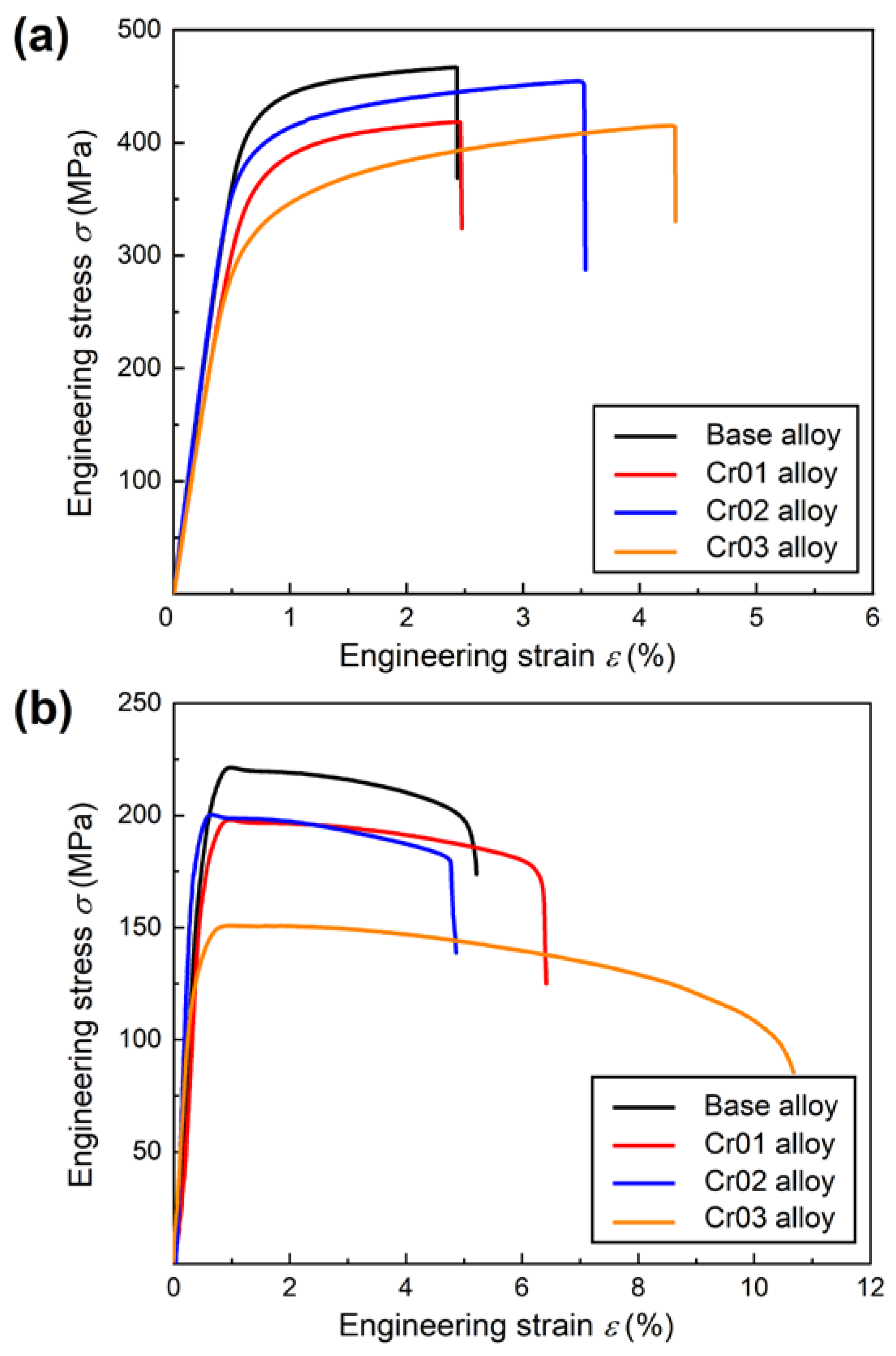
3.2. Mechanical Properties
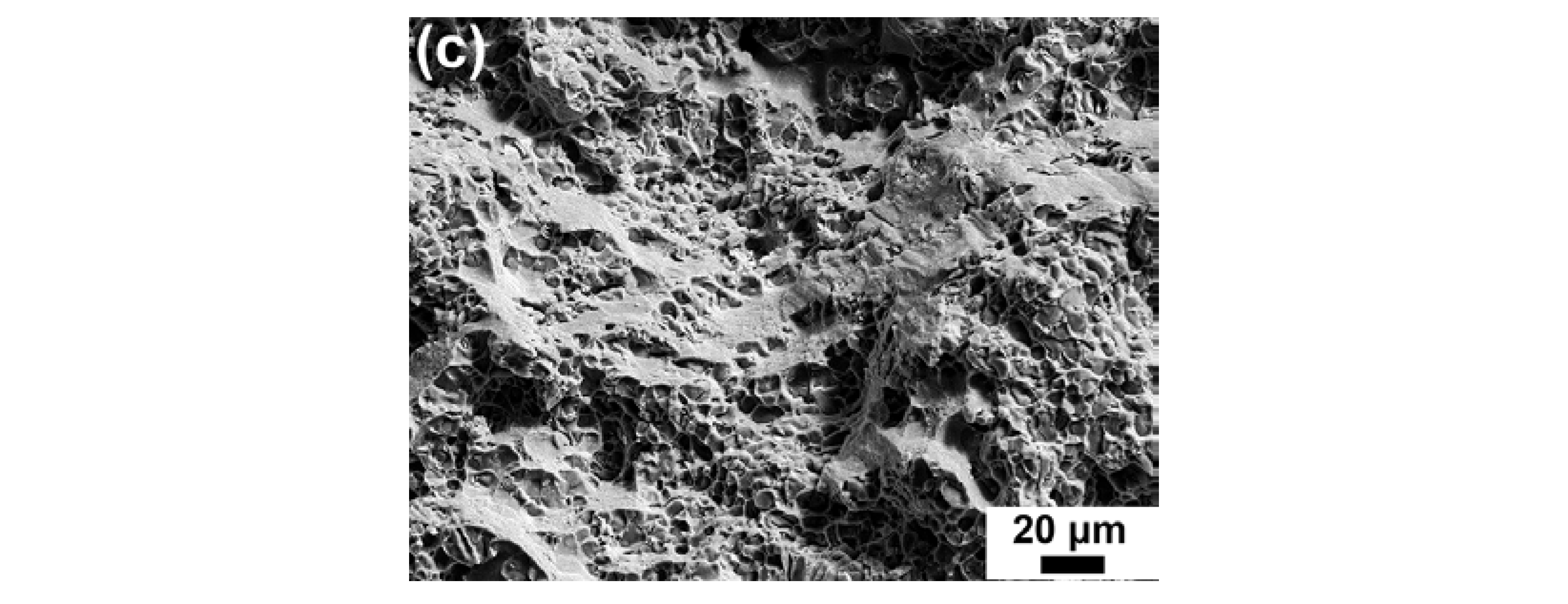
3.3. Fractography
4. Discussion
4.1. Effect of Cr Addition on Microstructure
4.2. Effect of Cr Addition on Mechanical Properties
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hirsch, J. Recent development in aluminum for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Wang, L.; Makhlouf, M.; Apelian, D. Aluminium die casting alloys: Alloy composition, microstructure, and properties-performance relationships. Int. Mater. Rev. 1995, 40, 221–238. [Google Scholar] [CrossRef]
- Javidani, M.; Larouche, D. Application of cast Al-Si alloys in internal combustion engine components. Int. Mater. Rev. 2014, 59, 132–158. [Google Scholar] [CrossRef]
- Ye, H. An overview of the development of Al-Si-Alloy based material for engine applications. J. Mater. Eng. Perform. 2003, 12, 288–297. [Google Scholar] [CrossRef]
- Rana, R.S.; Purohit, R.; Das, S. Reviews on the influences of alloying elements on the microstructure and mechanical properties of aluminum alloys and aluminum alloy composites. Int. J. Sci. Res. Publ. 2012, 2, 1–7. [Google Scholar]
- Shaha, S.K.; Czerwinski, F.; Kasprzak, W.; Friedman, J.; Chen, D.L. Effect of Cr, Ti, V, and Zr micro-additions on microstructure and mechanical properties of the Al-Si-Cu-Mg cast alloy. Metall. Mater. Trans. A 2016, 47, 2396–2409. [Google Scholar] [CrossRef]
- Akopyan, T.K.; Belov, N.A.; Letyagin, N.V.; Milovich, F.O.; Fortuna, A.S. Increased precipitation hardening response in Al-Si-Cu based aluminum casting alloy with in trace addition. Mater. Today Commun. 2021, 27, 102410. [Google Scholar] [CrossRef]
- Prasada Rao, A.K. Influence of vanadium on the microstructure of A319 alloy. Trans. Indian Inst. Met. 2011, 64, 447–451. [Google Scholar] [CrossRef]
- Timpel, M.; Wanderka, N.; Schlesiger, R.; Yamamoto, T.; Lazarev, N.; Isheim, D.; Schmitz, G.; Matsumura, S.; Banhart, J. The role of strontium in modifying aluminium–silicon alloys. Acta Mater. 2012, 60, 3920–3928. [Google Scholar] [CrossRef]
- Mahmudi, R.; Sepehrband, P.; Ghasemi, H.M. Improved properties of A319 aluminum casting alloy modified with Zr. Mater. Lett. 2006, 60, 2606–2610. [Google Scholar] [CrossRef]
- Røyset, J.; Ryum, N. Scandium in aluminium alloys. Int. Mater. Rev. 2005, 50, 19–44. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F.; Kasprzak, W.; Friedman, J.; Chen, D.L. Monotonic and cyclic deformation behavior of the Al–Si–Cu–Mg cast alloy with micro-additions of Ti, V and Zr. Int. J. Fatigue 2015, 70, 383–394. [Google Scholar] [CrossRef]
- Kim, H.Y.; Han, S.W.; Lee, H.M. The influence of Mn and Cr on the tensile properties of A356–0.20Fe alloy. Mater. Lett. 2006, 60, 1880–1883. [Google Scholar] [CrossRef]
- Mahta, M.; Emamy, M.; Daman, A.; Keyvani, A.; Campbell, J. Precipitation of Fe rich intermetallics in Cr- and Co-modified A413 alloy. Int. J. Cast Metals Res. 2005, 18, 73–79. [Google Scholar] [CrossRef]
- Li, G.; Liao, H.; Suo, X.; Tang, Y.; Dixit, U.S.; Petrov, P. Cr-induced morphology change of primary Mn-rich phase in Al-Si-Cu-Mn heat resistant aluminum alloys and its contribution to high temperature strength. Mater. Sci. Eng. A 2018, 709, 90–96. [Google Scholar] [CrossRef]
- Li, Y.; Yang, Y.; Wu, Y.; Wei, Z.; Liu, X. Supportive strengthening role of Cr-rich phase on Al–Si multicomponent piston alloy at elevated temperature. Mater. Sci. Eng. A 2011, 528, 4427–4430. [Google Scholar] [CrossRef]
- Yang, Y.; Zhong, S.; Chen, Z.; Wang, M.; Ma, N.; Wang, H. Effect of Cr content and heat-treatment on the high temperature strength of eutectic Al–Si alloys. J. Alloys Compd. 2015, 647, 63–69. [Google Scholar] [CrossRef]
- Zhan, H.; Hu, B. Analyzing the microstructural evolution and hardening response of an Al-Si-Mg casting alloy with Cr addition. Mater. Charact. 2018, 142, 602–612. [Google Scholar] [CrossRef]
- Aguilera Luna, I.; Mancha Molinar, H.; Castro Román, M.J.; Escobedo Bocardo, J.C.; Herrera Trejo, M. Improvement of the tensile properties of an Al–Si–Cu–Mg aluminum industrial alloy by using multi stage solution heat treatments. Mater. Sci. Eng. A 2013, 561, 1–6. [Google Scholar] [CrossRef]
- Sokolowski, J.H.; Djurdjevic, M.B.; Kierkus, C.A.; Northwood, D.O. Improvement of 319 aluminum alloy casting durability by high temperature solution treatment. J. Mater. Process. Technol. 2001, 109, 174–180. [Google Scholar] [CrossRef]
- Robinson, K. The structure of α(AlCrSi)–Cr4Si4Al13. Acta Cryst. 1953, 6, 854–859. [Google Scholar] [CrossRef]
- Gustafsson, G.; Thorvaldsson, T.; Dunlop, G.L. The influence of Fe and Cr on the microstructure of cast Al-Si-Mg alloys. Metall. Trans. A 1986, 17, 45–52. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Pekguleryuz, M. Enhanced mechanical properties of an Al-Si-Cu-Mg alloy at 300 °C: Effects of Mg and the Q-precipitate phase. Mater. Sci. Eng. A 2015, 621, 277–286. [Google Scholar] [CrossRef]
- Okamoto, H.; Schlesinger, M.E.; Mueller, E.M. Al (Aluminum) Binary Alloy Phase Diagrams. In Alloy Phase Diagrams, ASM Handbook; ASM International: Detroit, MI, USA, 2016; Volume 3, pp. 113–139. [Google Scholar] [CrossRef]
- Mondolfo, L.F. Aluminum Alloys: Structure and Properties; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Becker, H.; Thum, A.; Distl, B.; Kriegel, M.J.; Leineweber, A. Effect of melt conditioning on removal of Fe from secondary Al-Si Alloys containing Mg, Mn, and Cr. Metall. Mater. Trans. A 2018, 49, 6375–6389. [Google Scholar] [CrossRef]
- An, Z.; Yang, W.; Zhan, A.; Hu, B.; Wang, Q.; Matsumura, S.; Sha, G. On the strengthening effect of Al-Cr-Si dispersoid in an Al-Si-Mg-Cu casting alloy with Cr addition. Mater. Charact. 2020, 116, 110457. [Google Scholar] [CrossRef]
- Han, Y.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Optimizing the tensile properties of Al–Si–Cu–Mg 319-type alloys: Role of solution heat treatment. Mater. Des. 2014, 48, 426–438. [Google Scholar] [CrossRef]
- Zhuo, X.; Zhang, Q.; Liu, H.; Hu, Z.; Zhang, P.; Jiang, J.; Ma, A.; Wu, Y. Enhanced tensile strength and ductility of an Al-6Si-3Cu alloy processed by room temperature rolling. J. Alloys Compd. 2022, 899, 163321. [Google Scholar] [CrossRef]
- Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of solidification parameters on the microstructure and tensile properties of 319-type alloys. Int. J. Met. 2017, 11, 552–567. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Toschi, S.; Johansson, S.; Seifeddine, S. Microstructural and mechanical properties characterization of heat treated and overaged cast A354 alloy with various SDAS at room and elevated temperature. Mater. Sci. Eng. A 2015, 648, 340–349. [Google Scholar] [CrossRef]
- Wei, Q.; Xu, H.; Bai, X.; Lian, P.; Wang, Y.; Mao, H.; Wang, C. Effect of Sc on microstructure and properties of A357 alloy under different casting conditions. J. Mater. Res. Technol. 2022, 20, 2051–2059. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F.; Kasprzak, W.; Friedman, J.; Chen, D.L. Ageing characteristics and high-temperature tensile properties of Al-Si-Cu-Mg alloys with micro-additions of Cr, Ti, V and Zr. Mater. Sci. Eng. A 2016, 652, 353–364. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Element (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Si | Cu | Fe | Mg | Cr | Ti | Sr | Al | |
| Base | 7.03 | 3.94 | 0.03 | 0.27 | -- | 0.01 | 0.02 | Bal. |
| Cr01 | 7.05 | 3.95 | 0.04 | 0.25 | 0.09 | 0.01 | 0.01 | Bal. |
| Cr02 | 6.94 | 3.95 | 0.05 | 0.24 | 0.21 | 0.01 | 0.02 | Bal. |
| Cr03 | 6.95 | 3.91 | 0.05 | 0.23 | 0.29 | 0.01 | 0.01 | Bal. |
| Alloy | Eutectic Si | θ-Al2Cu | Q-Al5Mg8Cu2Si6 | Cr-Rich Phase |
|---|---|---|---|---|
| Base | 17.30 ± 0.32 | 4.47 ± 2.11 | 2.78 ± 0.81 | -- |
| Cr01 | 17.24 ± 2.09 | 1.92 ± 0.12 | -- | 1.00 ± 0.10 |
| Cr02 | 16.85 ± 1.27 | 2.85 ± 0.48 | -- | 1.51 ± 0.14 |
| Cr03 | 18.31 ± 1.18 | 1.33 ± 0.28 | -- | 1.80 ± 0.38 |
| Alloy | Average Length of θ Blocks, μm | Average Width of θ Blocks, μm | SDAS, μm |
|---|---|---|---|
| Base | 9.8 ± 3.7 | 3.6 ± 1.8 | 22.6 ± 1.6 |
| Cr01 | 8.3 ± 3.7 | 3.7 ± 2.4 | 26.9 ± 2.8 |
| Cr02 | 8.5 ± 4.0 | 3.8 ± 2.7 | 20.6 ± 2.1 |
| Cr03 | 6.3 ± 3.4 | 2.8 ± 0.9 | 22.1 ± 3.1 |
| Alloy | UTS, MPa | YS, MPa | EL, % |
|---|---|---|---|
| Base | 469 ± 1 | 426 ± 6 | 2.3 ± 0.4 |
| Cr01 | 418 ± 4 | 370 ± 3 | 2.1 ± 0.4 |
| Cr02 | 452 ± 5 | 391 ± 9 | 3.5 ± 0.1 |
| Cr03 | 415 ± 3 | 322 ± 2 | 4.8 ± 0.7 |
| Alloy | UTS, MPa | YS, MPa | EL, % |
|---|---|---|---|
| Base | 222 ± 5 | 206 ± 6 | 5.8 ± 0.2 |
| Cr01 | 197 ± 1 | 181 ± 1 | 6.1 ± 0.5 |
| Cr02 | 199 ± 8 | 183 ± 4 | 4.8 ± 0.4 |
| Cr03 | 155 ± 1 | 140 ± 1 | 10.2 ± 1.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, F.; Wen, X.; Sun, S.; Lu, Y.; Xiao, W.; Ma, C. Effects of Cr Addition on the Microstructure and Mechanical Properties of an Al–Si–Cu–Mg Alloy. Materials 2024, 17, 3607. https://doi.org/10.3390/ma17143607
Sun F, Wen X, Sun S, Lu Y, Xiao W, Ma C. Effects of Cr Addition on the Microstructure and Mechanical Properties of an Al–Si–Cu–Mg Alloy. Materials. 2024; 17(14):3607. https://doi.org/10.3390/ma17143607
Chicago/Turabian StyleSun, Fengshan, Xin Wen, Shuaifei Sun, Yuanyuan Lu, Wenlong Xiao, and Chaoli Ma. 2024. "Effects of Cr Addition on the Microstructure and Mechanical Properties of an Al–Si–Cu–Mg Alloy" Materials 17, no. 14: 3607. https://doi.org/10.3390/ma17143607