
Modeling of Material Removal Rate for the Fixed-Abrasive Double-Sided Planetary Grinding of a Sapphire Substrate


Abstract
1. Introduction
2. Modeling of the Material Removal Rate
2.1. Effective Number of Abrasive Particles per Unit Area
2.2. Depth of Indentation of a Single Abrasive Particle
2.2.1. Effective Pressure-Bearing Area of the Substrate
2.2.2. Theoretical Pressure on a Single Abrasive Particle
2.2.3. Depth of Indentation of a Single Abrasive Particle
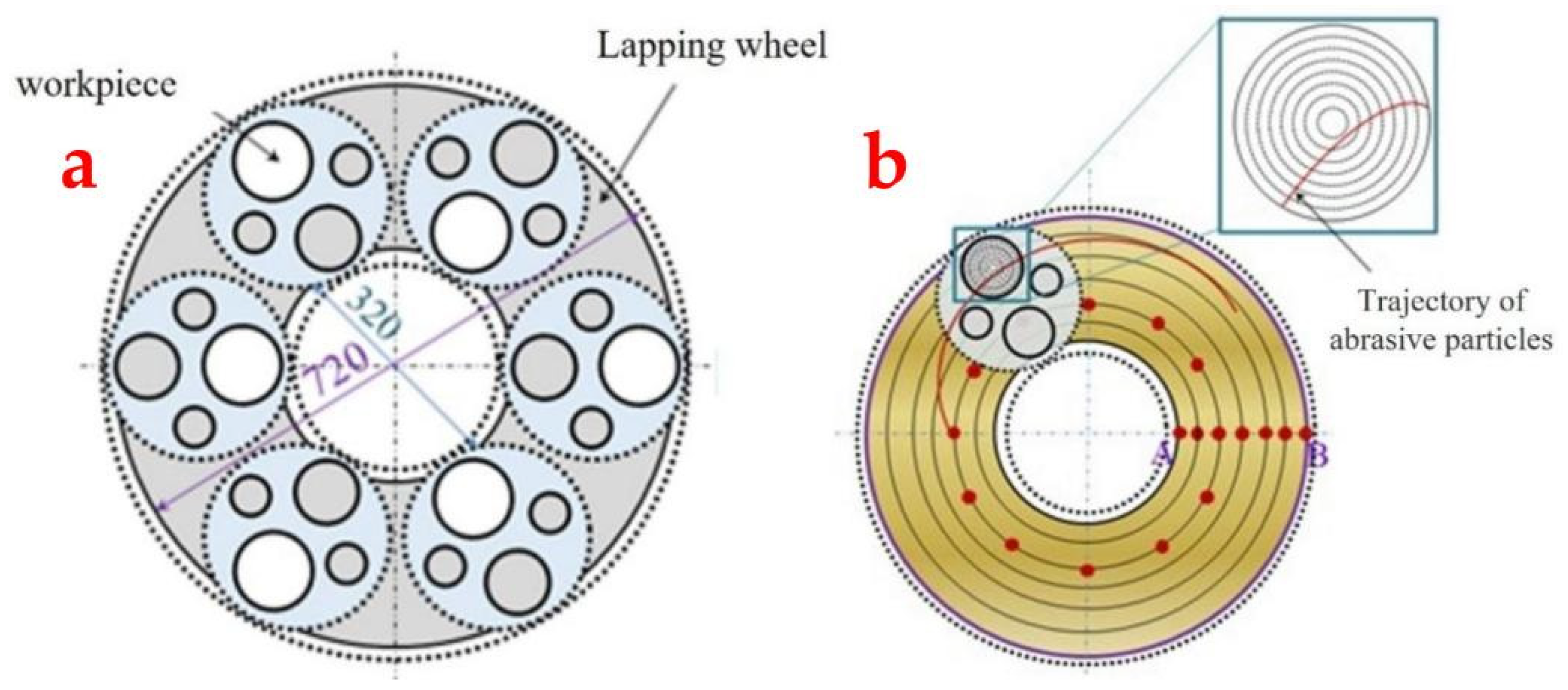
2.3. Total Length of the Trajectory of the Abrasive Particles
2.3.1. Trajectory Length of a Single Abrasive Particle
2.3.2. Total Length of the Trajectory of Multiple Abrasive Particles on the Substrate
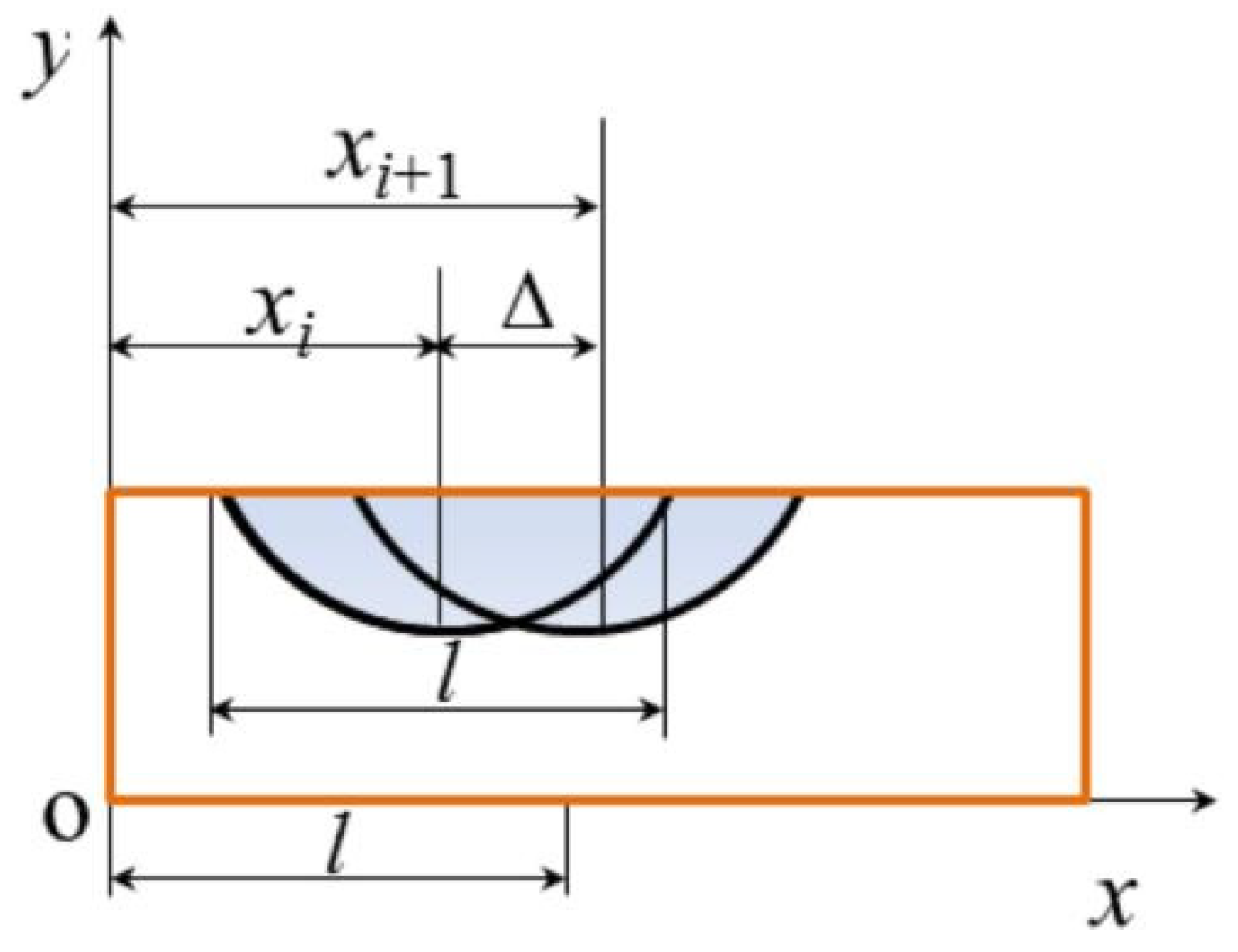
2.4. Groove Repetition Rate
2.5. Material Removal Rate Model
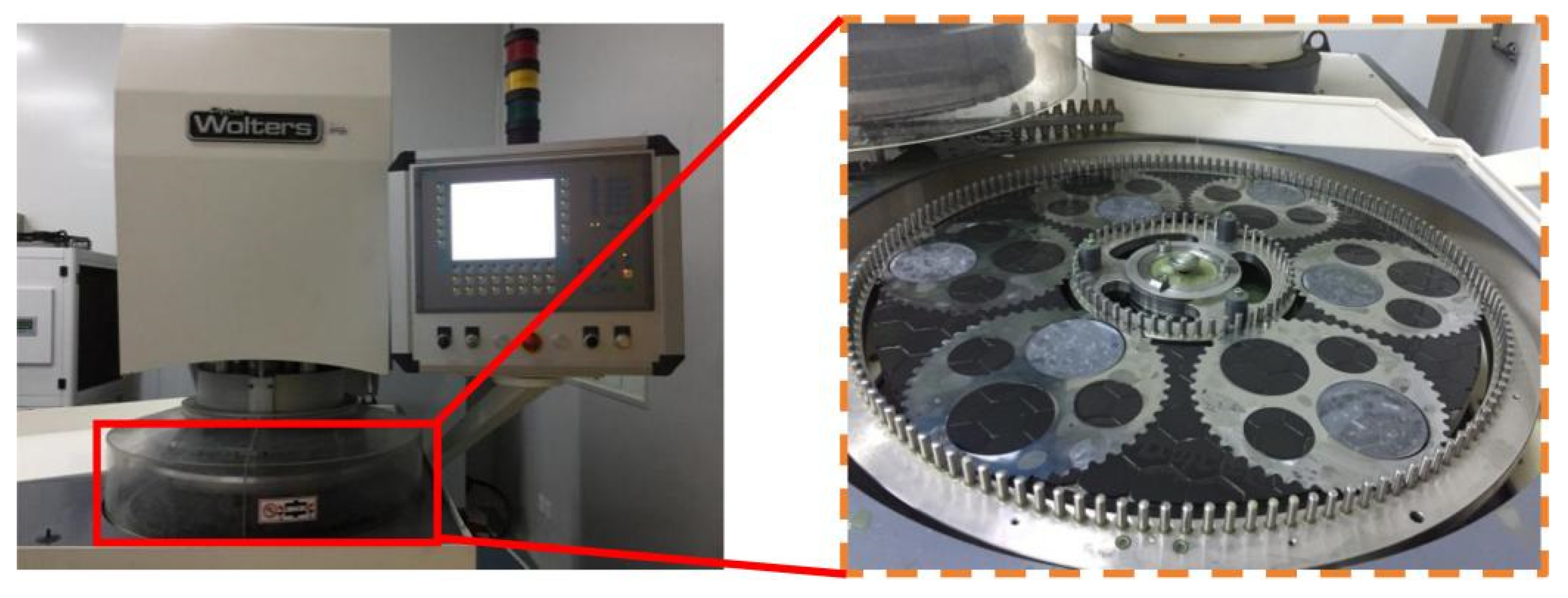
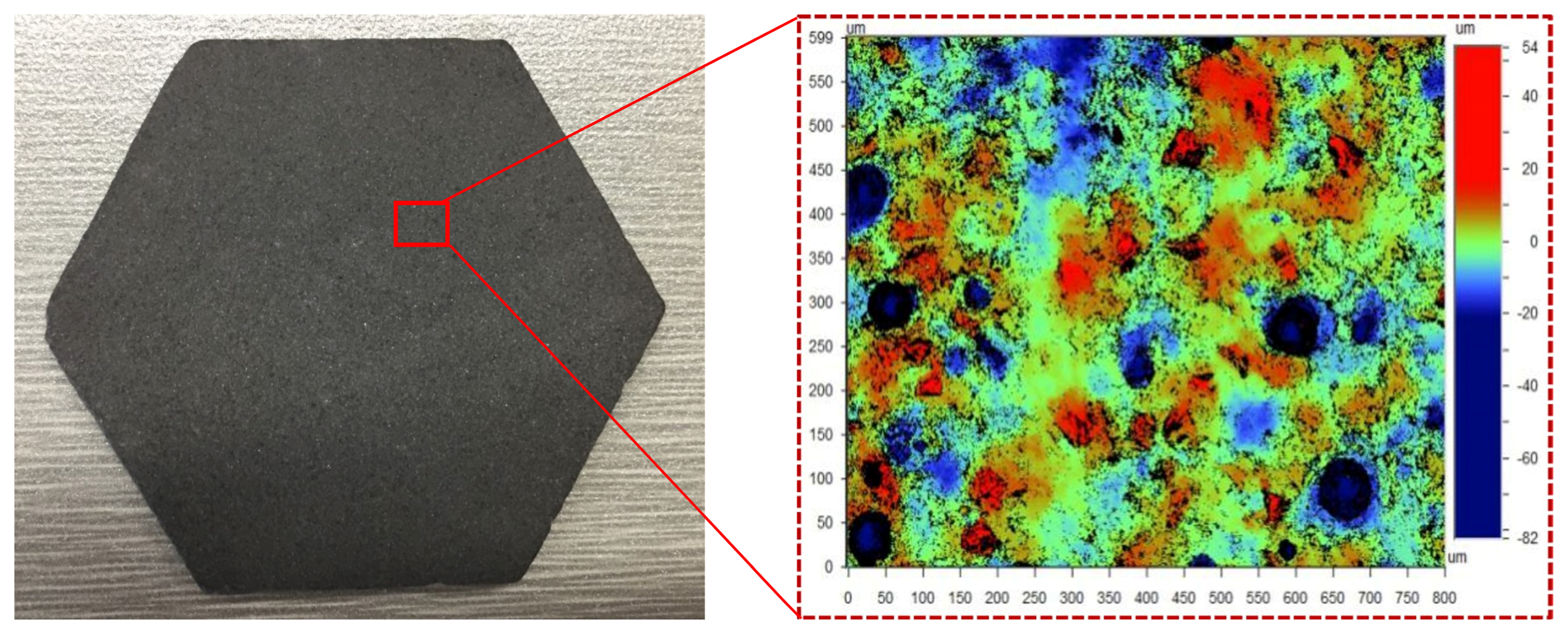
3. Experimental Verification
3.1. Design of the Grinding Experiments
3.2. Comparison of the Simulation and Experimental Results
3.3. Optimization of the Removal Rate of the Upper and Lower Surface Material
4. Conclusions
- (1)
- The model of the MRR for DSPG was developed based on the trajectory length of abrasive particles and grinding experiments on sapphire substrates and verified the reliability of the model of MRR.
- (2)
- The MRR of double-sided planetary grinding under different conditions can be predicted using this model, and the optimization of the process of DSPG can be carried out using this model.
- (3)
- Based on the model of MRR, the process parameters can be optimized to achieve the same MRR on two surfaces of the workpiece during the process of DSPG and enhance the machining accuracy of the surface.
- (4)
- The method of the MRR model based on the trajectory length of particles is also applicable to the double-sided planetary grinding of other materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, L.; Hu, Z.; Chen, Y.; Yu, Y.; Xu, X. Material removal mechanism of sapphire substrates with four crystal orientations by double-sided planetary grinding. Ceram. Int. 2020, 46, 7813–7822. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhang, H.; Wang, Y.; Wu, W.; Wu, L.; Zeng, N.; Ren, H.; Xu, S.; Goodman, B.A.; Deng, W. Preparation and optical properties of high-quality green cobalt sapphires. J. Lumin. 2024, 267, 120354. [Google Scholar] [CrossRef]
- Shakhno, A.; Zorenko, T.; Witkiewicz-Łukaszek, S.; Cieszko, M.; Szczepański, Z.; Vovk, O.; Nizhankovskyi, S.; Siryk, Y.; Zorenko, Y. Ce3+ Doped Al2O3-YAG Eutectic as an Efficient Light Converter for White LEDs. Materials 2023, 16, 2701. [Google Scholar] [CrossRef] [PubMed]
- Su, Z.; Liang, Z.; Ma, Y.; Du, Y.; Guo, L.; Zhao, B.; Zhou, T.; Wang, X. Influence of surface damage on the optical properties of sapphire and its etching repair method. Ceram. Int. 2024, 50, 10034–10054. [Google Scholar] [CrossRef]
- Gagliardi, J.J.; Kim, D.; Sokol, J.J.; Zazzera, L.A.; Romero, V.D.; Atkinson, M.R.; Nabulsi, F.; Zhang, H. A case for 2-body material removal in prime LED sapphire substrate lapping and polishing. J. Manuf. Process. 2013, 15, 348–354. [Google Scholar] [CrossRef]
- Kong, S.; Liu, Y.; Liu, Y.; Zhang, G.; He, Z.; Chen, J.; Shu, H. An experimental investigation of sapphire grinding by porous and vitrified M0.5/1.5 diamond grinding wheel. Tribol. Int. 2023, 185, 108487. [Google Scholar] [CrossRef]
- Gong, S.; Zhu, X.; Sun, Y.; Tang, B.; Su, Z. Experimental research on surface characteristics and subsurface damage behavior of monocrystal sapphire induced by helical micro abrasive tools. Ceram. Int. 2022, 48, 21459–21472. [Google Scholar] [CrossRef]
- Uhlmann, E.; List, M.; Patraschkov, M.; Trachta, G. A new process design for manufacturing sapphire wafers. Precis. Eng. 2018, 53, 146–150. [Google Scholar] [CrossRef]
- Wu, K.; Touse, D.; Zhou, L.B.; Lin, W.P.; Shimizu, J.; Onuki, T.; Yuan, J.L. Chemo-mechanical grinding by applying grain boundary cohesion fixed abrasive for monocrystal sapphire. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2021, 70, 110–116. [Google Scholar] [CrossRef]
- Cao, L.; Zhou, X.; Wang, Y.; Yang, Z.; Chen, D.; Wei, W.; Wang, K. Research on the Preparation and Application of Fixed-Abrasive Tools Based on Solid-Phase Reactions for Sapphire Wafer Lapping and Polishing. Micromachines 2023, 14, 1797. [Google Scholar] [CrossRef] [PubMed]
- Feng, K.; Zhao, L.; Lyu, B.; Xu, L.; Gu, Y. Study on the Fabrication and Grinding Performance of the Self-sharpening Cr2O3 Gel Abrasive Tool. Int. J. Precis. Eng. Manuf. 2024, 25, 713–729. [Google Scholar] [CrossRef]
- Wang, L.; Hu, Z.; Fang, C.; Yu, Y.; Xu, X. Study on the double-sided grinding of sapphire substrates with the trajectory method. Precis. Eng. 2018, 51, 308–318. [Google Scholar] [CrossRef]
- Wang, L.; Hu, Z.; Yu, Y.; Xu, X. Evaluation of Double-Sided Planetary Grinding Using Diamond Wheels for Sapphire Substrates. Crystals 2018, 8, 262. [Google Scholar] [CrossRef]
- Xu, Y.; Lu, J.; Xu, X.; Chen, C.-C.A.; Lin, Y. Study on high efficient sapphire wafer processing by coupling SG-mechanical polishing and GLA-CMP. Int. J. Mach. Tools Manuf. 2018, 130–131, 12–19. [Google Scholar] [CrossRef]
- Wang, N.; Jiang, F.; Xu, X.; Duan, N.; Wen, Q.; Lu, X. Research on the machinability of A-plane sapphire under diamond wire sawing in different sawing directions. Ceram. Int. 2019, 45, 10310–10320. [Google Scholar] [CrossRef]
- Wei, C.; He, C.; Chen, G.; Sun, Y.; Ren, C. Material removal mechanism and corresponding models in the grinding process: A critical review. J. Manuf. Process. 2023, 103, 354–392. [Google Scholar] [CrossRef]
- Jiang, F.; Luan, X.; Wang, N.; Xu, X.; Lu, X.; Wen, Q. Research on the dynamic mechanical properties of C-plane sapphire under impact loading. Ceram. Int. 2018, 44, 9839–9847. [Google Scholar] [CrossRef]
- Liu, C.W.; Dai, B.T.; Tseng, W.T.; Yeh, C.F. Modeling of the Wear Mechanism during Chemical-Mechanical Polishing. J. Electrochem. Soc. 1996, 143, 716. [Google Scholar] [CrossRef]
- Tseng, W.T.; Chin, J.H.; Kang, L.C. A Comparative Study on the Roles of Velocity in the Material Removal Rate during Chemical Mechanical Polishing. J. Electrochem. Soc. 1999, 146, 1952. [Google Scholar] [CrossRef]
- Zhou, C.; Shan, L.; Hight, J.R.; Ng, S.H.; Paszkowski, A.J.; Tichy, J.; Danyluk, S. Interfacial Fluid Pressure and Its Effects on SiO2 Chemical Mechanical Polishing. MRS Online Proc. Libr. 2000, 613, 711. [Google Scholar] [CrossRef]
- Lin, Z.-C.; Huang, W.-S.; Tsai, J.-S. A study of material removal amount of sapphire wafer in application of chemical mechanical polishing with different polishing pads. J. Mech. Sci. Technol. 2012, 26, 2353–2364. [Google Scholar] [CrossRef]
- Wan, L.; Dai, P.; Li, L.; Deng, Z.; Hu, Y. Investigation on ultra-precision lapping of A-plane and C-plane sapphires. Ceram. Int. 2019, 45, 12106–12112. [Google Scholar] [CrossRef]
- DeGroote, J.E.; Marino, A.E.; Wilson, J.P.; Bishop, A.L.; Lambropoulos, J.C.; Jacobs, S.D. Removal rate model for magnetorheological finishing of glass. Appl. Opt. 2007, 46, 7927–7941. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.B. Material Removal Mechanism and Process Research of Lapping Sapphire by Fixed Abrasive; Nanjing University of Aeronautics and Astronautics: Nanjing, China, 2015. [Google Scholar]
- Li, Q.; Xiu, S.; Sun, C.; Yao, Y.; Kong, X. Analysis of the uniformity of material removal in double-sided grinding based on thermal–mechanical coupling. Int. J. Adv. Manuf. Technol. 2022, 119, 3363–3375. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, X.; Liu, L. Surface quality prediction and lapping process optimisation on the fixed-abrasive lapping plate of sapphire wafers. Microelectron. Int. 2022, 39, 175–187. [Google Scholar] [CrossRef]
- Lin, B.; Jiang, X.-M.; Cao, Z.-C.; Huang, T.; Li, K.-l. Theoretical and experimental analysis of material removal and surface generation in novel fixed abrasive lapping of optical surface. J. Mater. Process. Technol. 2020, 279, 116570. [Google Scholar] [CrossRef]
- Bo, Z.; Fan, C.; Tong, J. Theoretical and experimental research on material removal rate under ultrasonic grinding. J. Henan Polytech. Univ. 2013, 32, 302–307. [Google Scholar] [CrossRef]
- Stout, K.J.; Blunt, L. Visualization techniques and parameters for characterizing three-dimensional surface topography. In Three Dimensional Surface Topography; Butterworth-Heinemann: Oxford, UK, 2000; pp. 143–173. [Google Scholar]
- Lan, Y.A.N.; Yiming, R.; Feng, J. Quantitive Evaluation and Modeling of Alumina Grinding Wheel Surface Topography. J. Mech. Eng. 2011, 47, 179–186. [Google Scholar] [CrossRef]
- Yan, L. Research on Grinding Mechanism of Hardened Cold-Work Die Steel Based on Single Grain Cutting; Hunan University: Changsha, China, 2010. [Google Scholar]
- Rui, K.; Yumin, Z.; Zhou, Y. Study on Nano-indentation Size Effect on c Plane of Sapphire Single Crystal. J. Synth. Cryst 2013, 42, 1978–1982. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n1 (rpm) | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 |
| n2 (rpm) | 4 | 14 | 24 | 34 | 44 | 54 | 64 | 74 | 84 |
| n1 (rpm) | 110 | 120 | 130 | 140 | 150 | 160 | 170 | 180 | 190 |
| n2 (rpm) | 94 | 104 | 114 | 124 | 134 | 144 | 154 | 164 | 174 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, G.; Hu, Z.; Wang, L.; Chen, Y. Modeling of Material Removal Rate for the Fixed-Abrasive Double-Sided Planetary Grinding of a Sapphire Substrate. Materials 2024, 17, 3688. https://doi.org/10.3390/ma17153688
Chen G, Hu Z, Wang L, Chen Y. Modeling of Material Removal Rate for the Fixed-Abrasive Double-Sided Planetary Grinding of a Sapphire Substrate. Materials. 2024; 17(15):3688. https://doi.org/10.3390/ma17153688
Chicago/Turabian StyleChen, Gen, Zhongwei Hu, Lijuan Wang, and Yue Chen. 2024. "Modeling of Material Removal Rate for the Fixed-Abrasive Double-Sided Planetary Grinding of a Sapphire Substrate" Materials 17, no. 15: 3688. https://doi.org/10.3390/ma17153688
APA StyleChen, G., Hu, Z., Wang, L., & Chen, Y. (2024). Modeling of Material Removal Rate for the Fixed-Abrasive Double-Sided Planetary Grinding of a Sapphire Substrate. Materials, 17(15), 3688. https://doi.org/10.3390/ma17153688