
Microstructures and High-Temperature Mechanical Properties of Inconel 718 Superalloy Fabricated via Laser Powder Bed Fusion




Abstract
1. Introduction
2. Materials and Methods
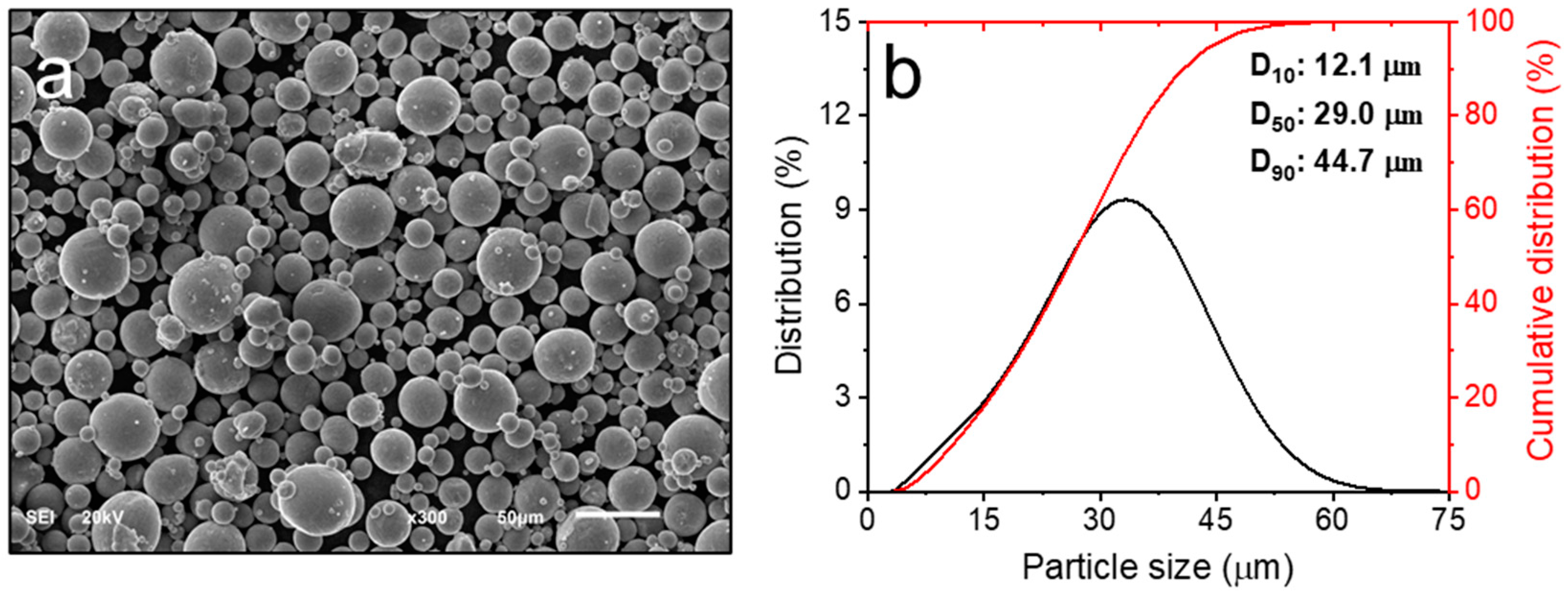
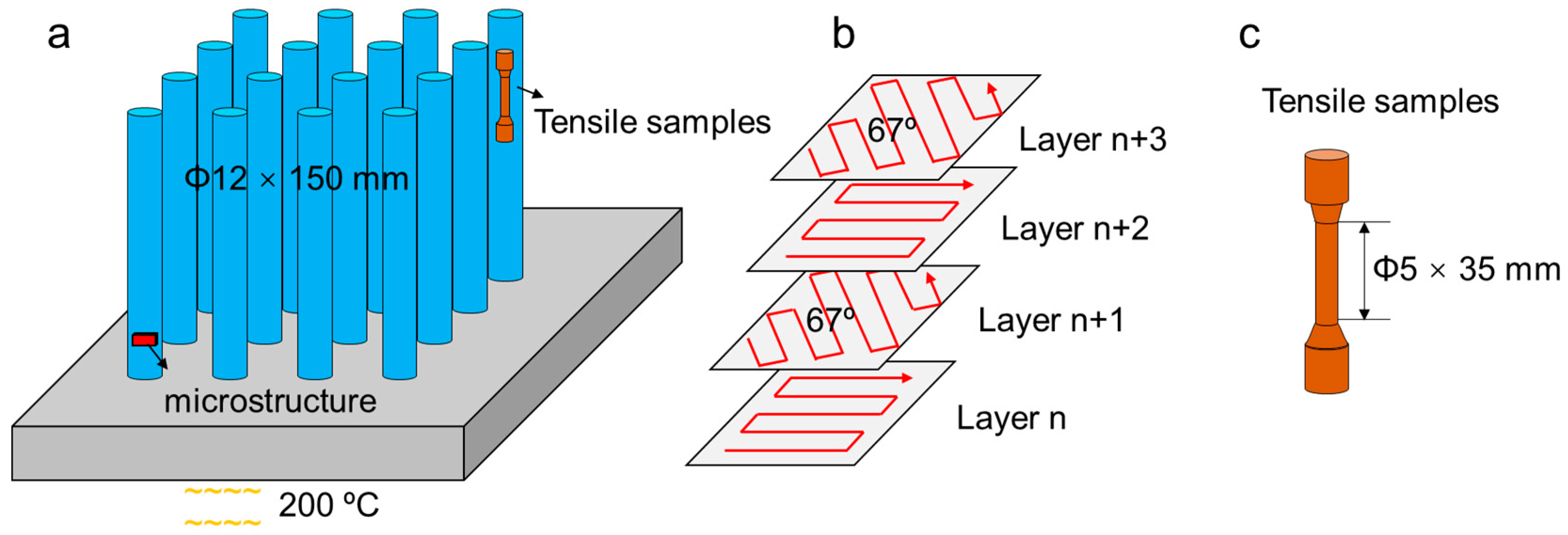
2.1. Sample Preparation
2.2. Post-Heat Treatments
2.3. Microstructural Observation
2.4. Mechanical Testing
3. Results and Discussion
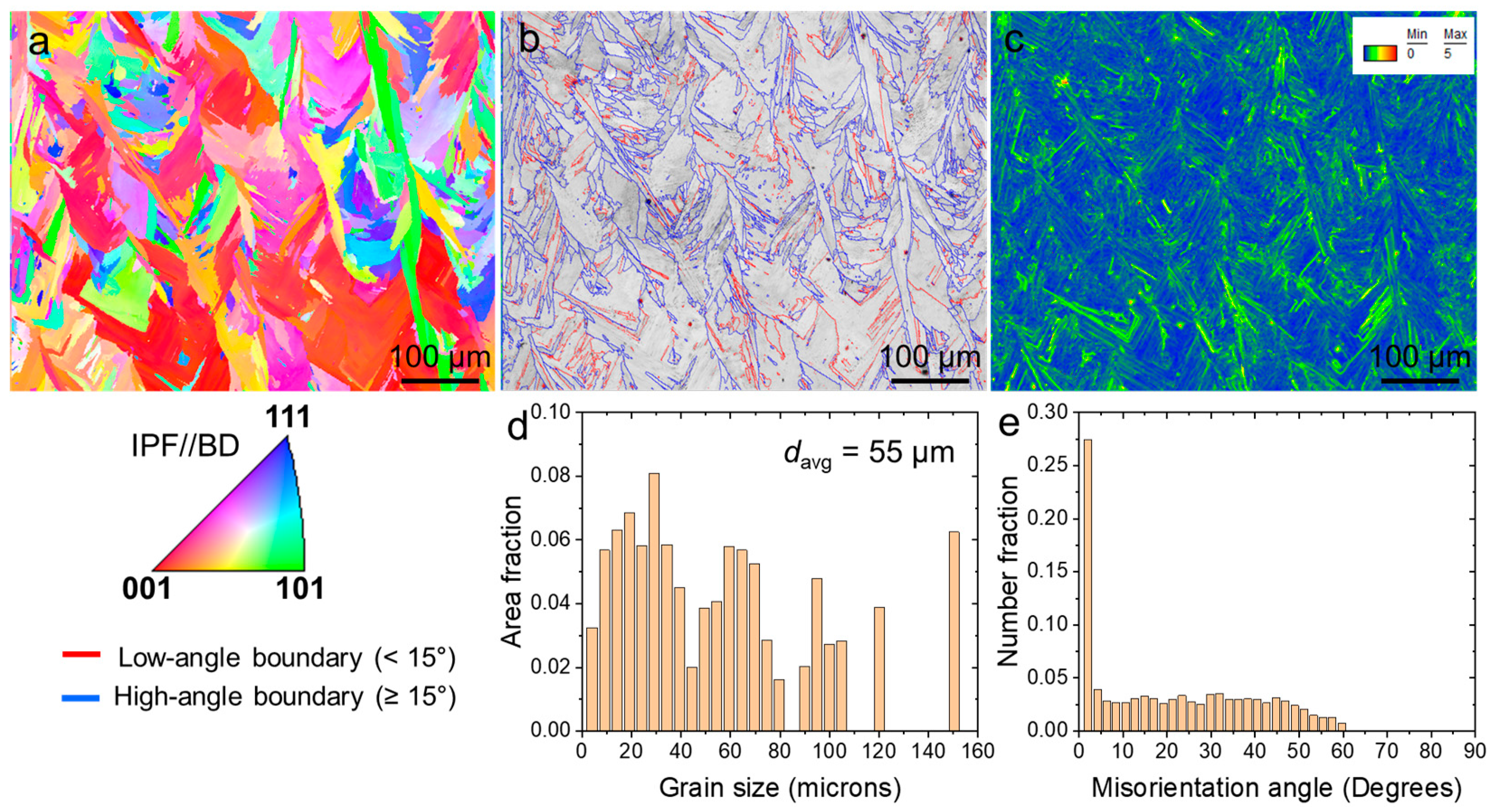
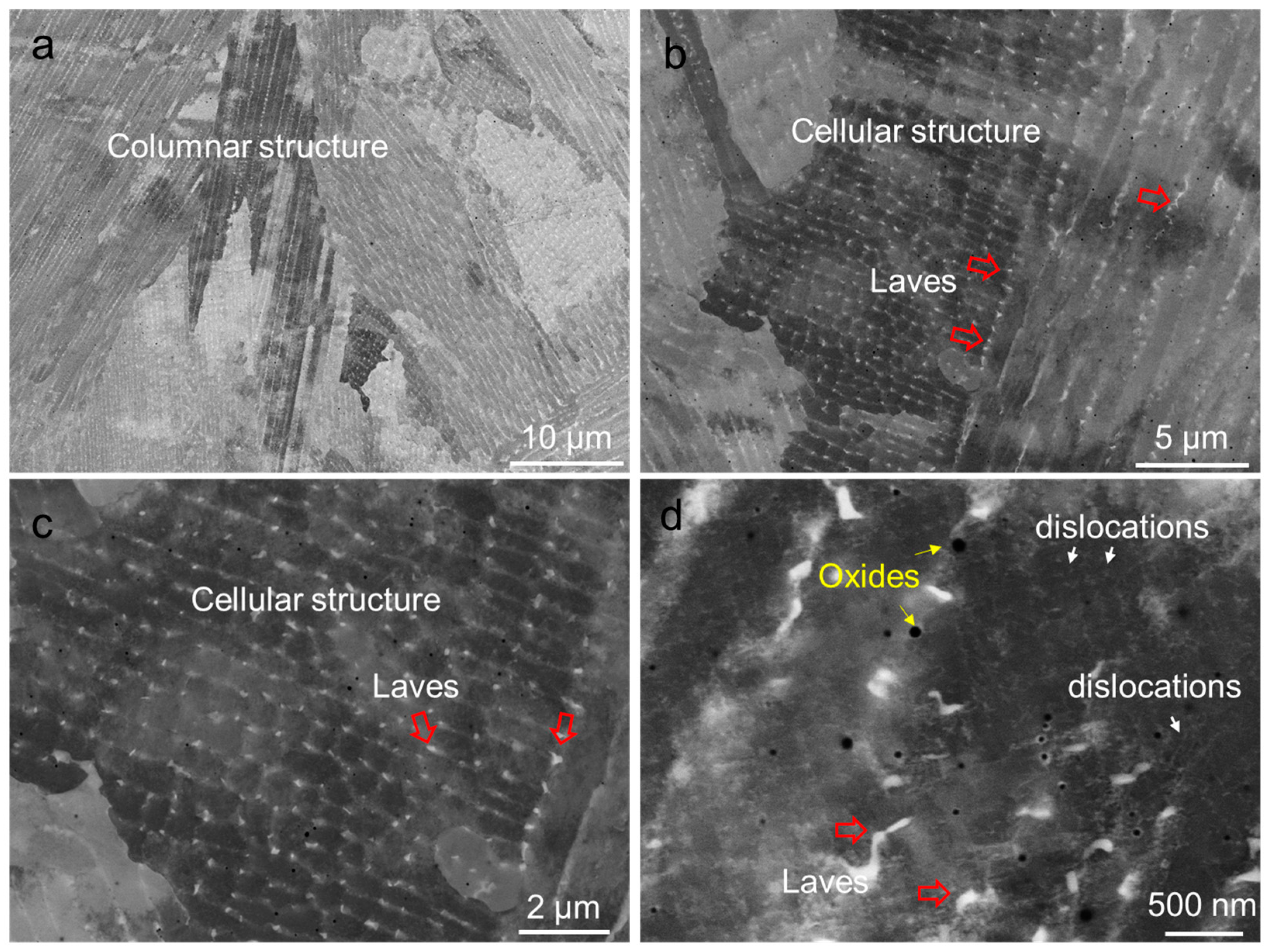
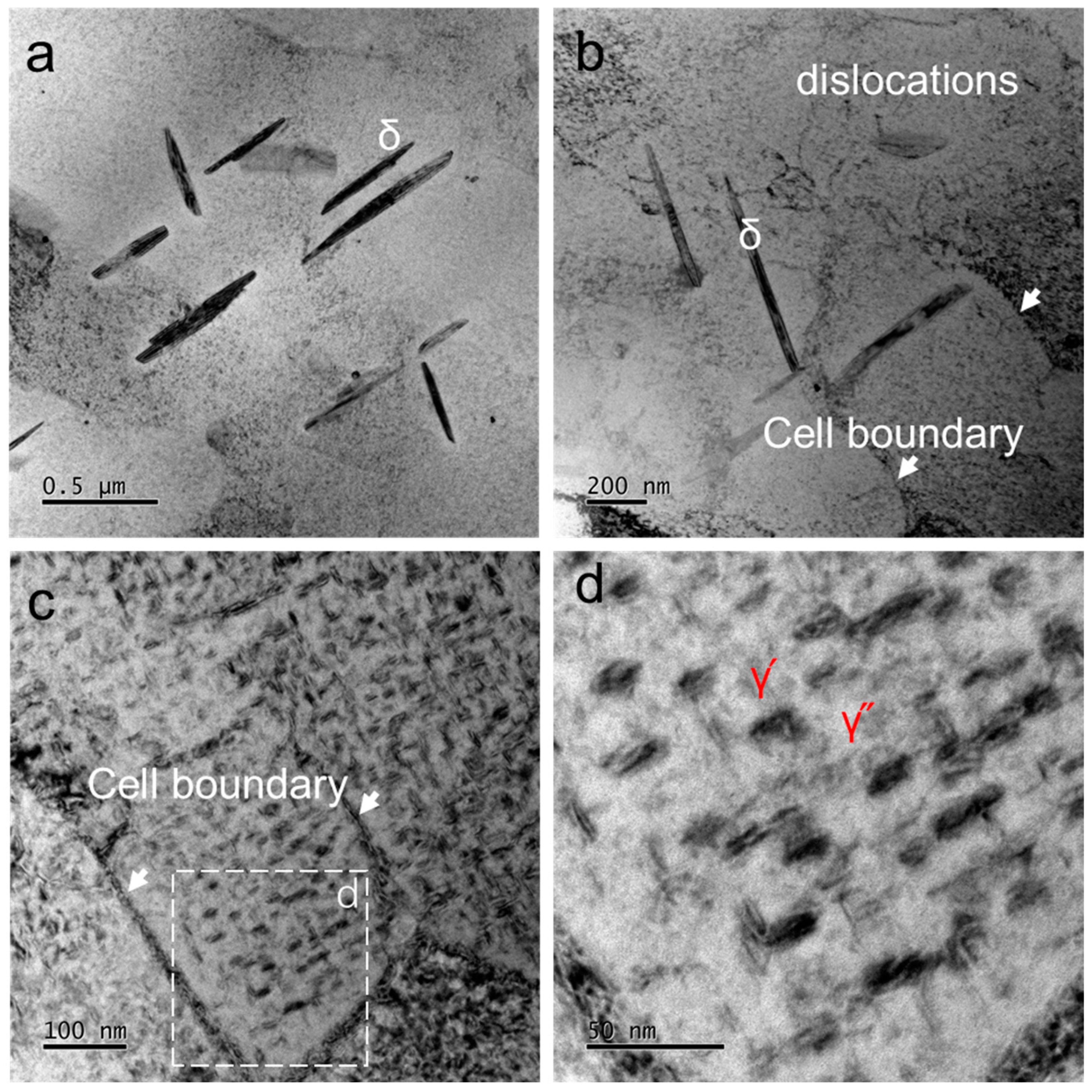
3.1. Microstructural Observation
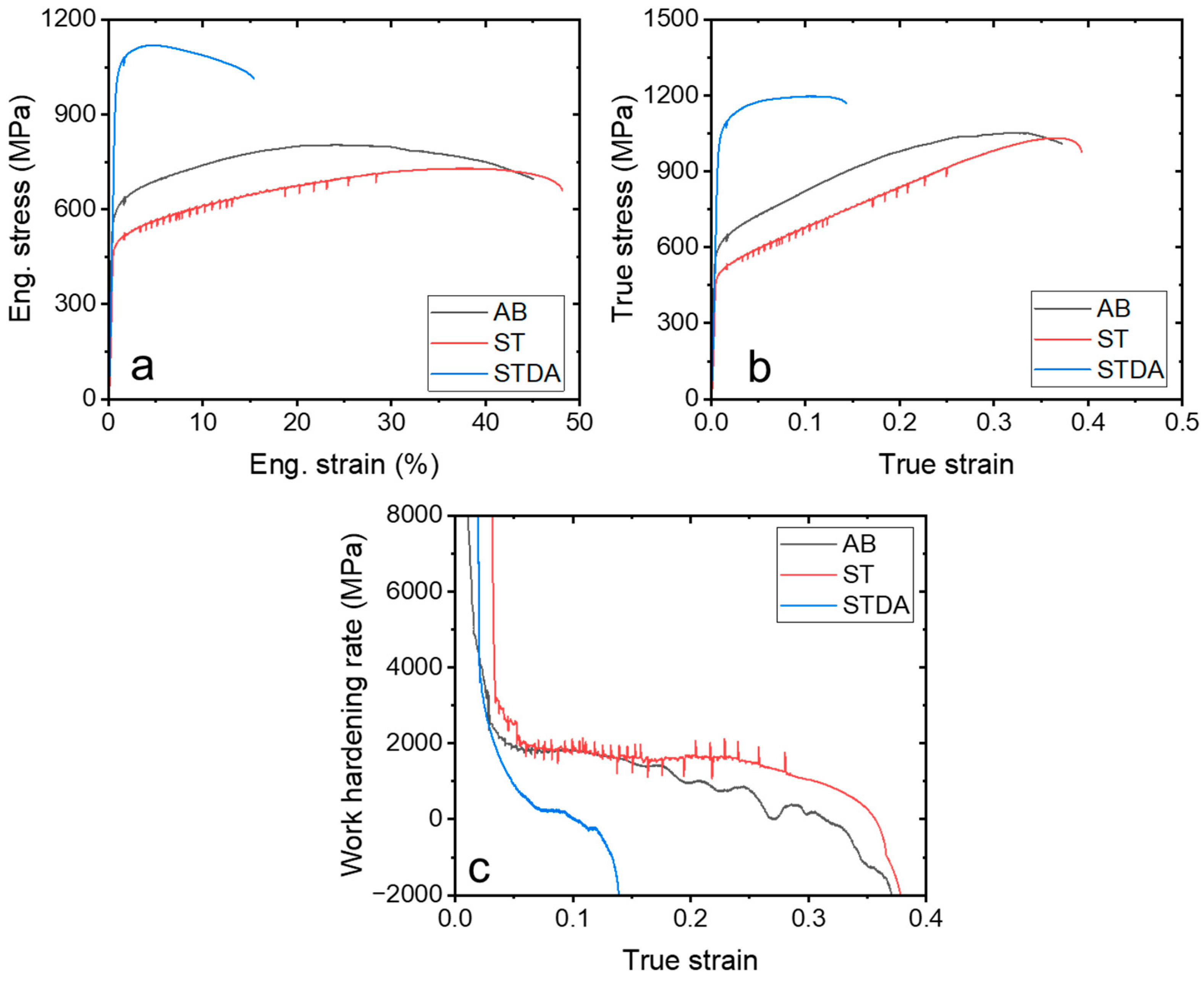
3.2. Mechanical Performance of the Samples at Room Temperature
3.3. Mechanical Performance of the Samples at an Elevated Temperature

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | UTS/MPa | YS/MPa | tEl/% | Ref. |
|---|---|---|---|---|
| AB | 813 ± 8 | 567 ± 13 | 42.8 ± 8.3 | This work |
| ST | 735 ± 13 | 507 ± 21 | 45.1 ± 6.4 | |
| STDA | 1124 ± 6 | 1025 ± 20 | 12.3 ± 3.6 | |
| AB | 860 | 600 | 25 | [25] |
| AB | 987 | 800 | 19.3 | [26] |
| AB | 879 | 815 | 8.5 | [37] |
| STDA | 992 | 860 | 14.2 | [40] |
| STDA | 1100 | - | 12 | [41] |
| Wrought 718 | 1000 | 862 | 12 | [36] |
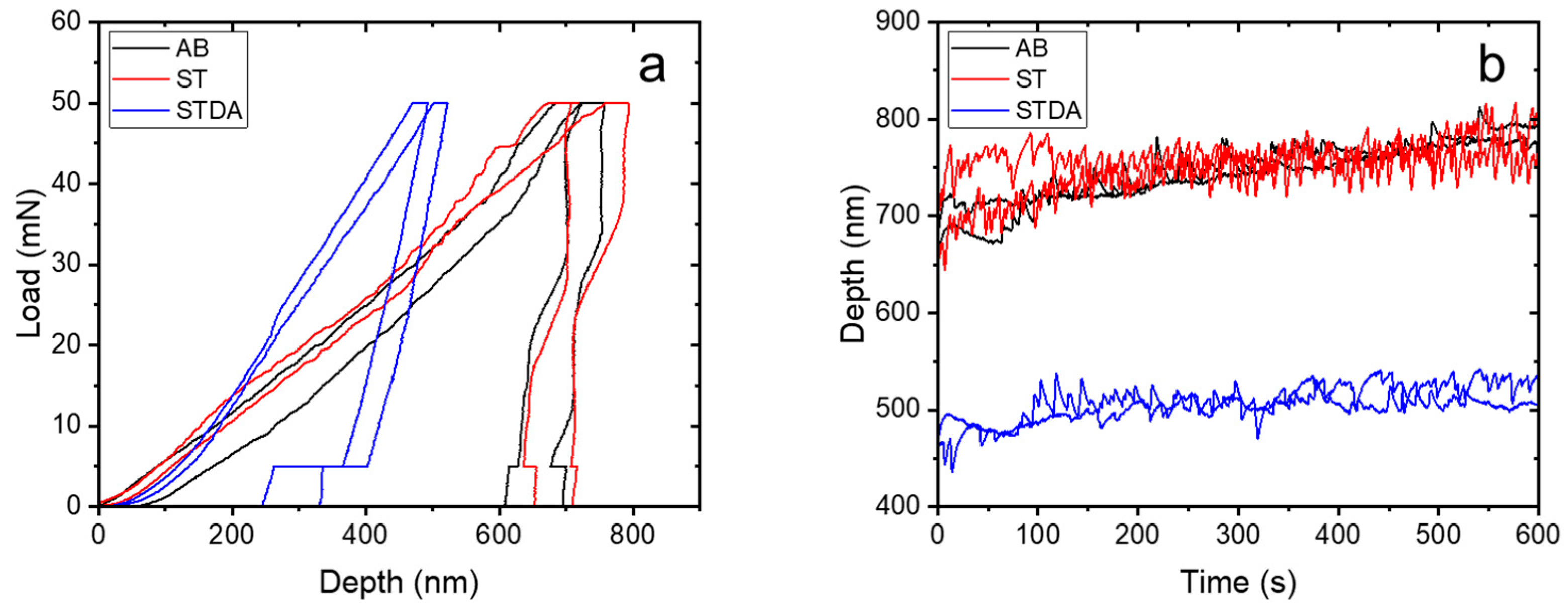
3.4. Nanoindentation at an Elevated Temperature
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Theska, F.; Stanojevic, A.; Oberwinkler, B.; Ringer, S.P.; Primig, S. On conventional versus direct ageing of Alloy 718. Acta Mater. 2018, 156, 116–124. [Google Scholar] [CrossRef]
- Prasad, K.; Sarkar, R.; Ghosal, P.; Kumar, V. Tensile deformation behaviour of forged disc of IN 718 superalloy at 650°C. Mater. Des. 2010, 31, 4502–4507. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Corrado, G.; Argenio, P. Laser powder-bed fusion of Inconel 718 to manufacture turbine blades. Int. J. Adv. Manuf. Technol. 2017, 93, 4023–4031. [Google Scholar] [CrossRef]
- Volpato, G.M.; Tetzlaff, U.; Fredel, M.C. A comprehensive literature review on laser powder bed fusion of Inconel superalloys. Addit. Manuf. 2022, 55, 102871. [Google Scholar] [CrossRef]
- Zhang, Y.; Lan, L.; Shi, Q. The microstructure and precipitated phase dependence of plastic deformation and fracture mechanism in repaired IN718 alloy by directed energy deposition. J. Alloys Compd. 2024, 990, 174466. [Google Scholar] [CrossRef]
- Yuan, L.; Ju, S.; Huang, S.; Spinelli, I.; Yang, J.; Shen, C.; Mohr, L.; Hosseinzadeh, H.; Bhaduri, A.; Brennan, M.; et al. Validation and application of cellular automaton model for microstructure evolution in IN718 during directed energy deposition. Comput. Mater. Sci. 2023, 230, 112450. [Google Scholar] [CrossRef]
- Thanumoorthy, R.S.; Sekar, P.; Bontha, S.; Balan, A.S.S. A study on the effect of process parameters and scan strategies on microstructure and mechanical properties of laser directed energy deposited IN718. J. Mater. Process. Technol. 2023, 319, 118096. [Google Scholar] [CrossRef]
- Sui, S.; Zhong, C.; Chen, J.; Gasser, A.; Huang, W.; Schleifenbaum, J.H. Influence of solution heat treatment on microstructure and tensile properties of Inconel 718 formed by high-deposition-rate laser metal deposition. J. Alloys Compd. 2018, 740, 389–399. [Google Scholar] [CrossRef]
- Qin, H.Z.; Wang, C.S.; Lei, Y.; Li, C.L. Effect of cyclic heat treatment on microstructure and tensile property of a laser powder-bed fusion-manufactured Ti–6Al–2Zr–1Mo–1V alloy. J. Mater. Res. Technol. 2023, 27, 4032–4042. [Google Scholar] [CrossRef]
- Wang, C.S.; Li, C.L.; Zuo, Y.T.; Hong, J.K.; Choi, S.W.; Zhang, G.D.; Mei, Q.; Park, C.H.; Yeom, J.T. Tailoring bimodal structure for high strength and ductility in pure titanium manufactured via laser powder bed fusion. J. Alloys Compd. 2022, 901, 163590. [Google Scholar] [CrossRef]
- Wang, C.S.; Li, C.L.; Chen, R.; Qin, H.Z.; Ma, L.; Mei, Q.S.; Zhang, G.D. Multistep low-to-high-temperature heating as a suitable alternative to hot isostatic pressing for improving laser powder-bed fusion-fabricated Ti-6Al-2Zr-1Mo-1V microstructural and mechanical properties. Mater. Sci. Eng. A 2022, 841, 143022. [Google Scholar] [CrossRef]
- Li, C.L.; Hong, J.K.; Narayana, P.L.; Choi, S.W.; Lee, S.W.; Park, C.H.; Yeom, J.T.; Mei, Q. Realizing superior ductility of selective laser melted Ti-6Al-4V through a multi-step heat treatment. Mater. Sci. Eng. A 2021, 799, 140367. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Watring, D.S.; Benzing, J.T.; Hrabe, N.; Spear, A.D. Effects of laser-energy density and build orientation on the structure–property relationships in as-built Inconel 718 manufactured by laser powder bed fusion. Addit. Manuf. 2020, 36, 101425. [Google Scholar] [CrossRef] [PubMed]
- Tillmann, W.; Schaak, C.; Nellesen, J.; Schaper, M.; Aydinöz, M.E.; Hoyer, K.P. Hot isostatic pressing of IN718 components manufactured by selective laser melting. Addit. Manuf. 2017, 13, 93–102. [Google Scholar] [CrossRef]
- Jiang, R.; Mostafaei, A.; Wu, Z.; Choi, A.; Guan, P.W.; Chmielus, M.; Rollett, A.D. Effect of heat treatment on microstructural evolution and hardness homogeneity in laser powder bed fusion of alloy 718. Addit. Manuf. 2020, 35, 101282. [Google Scholar] [CrossRef]
- Luo, S.; Huang, W.; Yang, H.; Yang, J.; Wang, Z.; Zeng, X. Microstructural evolution and corrosion behaviors of Inconel 718 alloy produced by selective laser melting following different heat treatments. Addit. Manuf. 2019, 30, 100875. [Google Scholar] [CrossRef]
- Gallmeyer, T.G.; Moorthy, S.; Kappes, B.B.; Mills, M.J.; Amin-Ahmadi, B.; Stebner, A.P. Knowledge of process-structure-property relationships to engineer better heat treatments for laser powder bed fusion additive manufactured Inconel 718. Addit. Manuf. 2020, 31, 100977. [Google Scholar] [CrossRef]
- Choudhary, S.; Pandey, A.; Gaur, V. Role of microstructural phases in enhanced mechanical properties of additively manufactured IN718 alloy. Mater. Sci. Eng. A 2023, 862, 144484. [Google Scholar] [CrossRef]
- Schneider, J.; Lund, B.; Fullen, M. Effect of heat treatment variations on the mechanical properties of Inconel 718 selective laser melted specimens. Addit. Manuf. 2018, 21, 248–254. [Google Scholar] [CrossRef]
- Liu, B.; Ding, Y.; Xu, J.; Gao, Y.; Wang, X.; Zhang, H.; Hu, Y.; Sun, F. Outstanding strength-ductility synergy in Inconel 718 superalloy via laser powder bed fusion and thermomechanical treatment. Addit. Manuf. 2023, 67, 103491. [Google Scholar] [CrossRef]
- Samuel, S.C.; Arivarasu, M.; Prabhu, T.R. High temperature dry sliding wear behaviour of laser powder bed fused Inconel 718. Addit. Manuf. 2020, 34, 101279. [Google Scholar] [CrossRef]
- Xu, Z.; Murray, J.W.; Hyde, C.J.; Clare, A.T. Effect of post processing on the creep performance of laser powder bed fused Inconel 718. Addit. Manuf. 2018, 24, 486–497. [Google Scholar] [CrossRef]
- Taller, S.; Austin, T. Using post-processing heat treatments to elucidate precipitate strengthening of additively manufactured superalloy 718. Addit. Manuf. 2022, 60, 103280. [Google Scholar] [CrossRef]
- Hilaire, A.; Andrieu, E.; Wu, X. High-temperature mechanical properties of alloy 718 produced by laser powder bed fusion with different processing parameters. Addit. Manuf. 2019, 26, 147–160. [Google Scholar] [CrossRef]
- Ho, I.T.; Hsu, T.H.; Chang, Y.J.; Li, C.W.; Chang, K.C.; Tin, S.; Kakehi, K.; Yeh, A.C. Effects of CoAl2O4 inoculants on microstructure and mechanical properties of IN718 processed by selective laser melting. Addit. Manuf. 2020, 35, 101328. [Google Scholar] [CrossRef]
- ASTM B670-07; Standard Specification for Precipitation-Hardening Nickel Alloy (UNS N07718) Plate, Sheet, and Strip for High-Temperature Service. ASTM International: West Conshohocken, PA, USA, 2013.
- GB/T 6397; Metallic Materials--Test Pieces forTensileTesting. National Standardization Administration: Beijing, China, 1986.
- GB/T 228.1-2021; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. National Standardization Administration: Beijing, China, 2021.
- GB/T 228.2-2015; Metallic Materials—Tensile Testing—Part 2: Method of Test at Elevated Temperature. National Standardization Administration: Beijing, China, 2015.
- Huang, L.; Cao, Y.; Zhang, J.; Gao, X.; Li, G.; Wang, Y. Effect of heat treatment on the microstructure evolution and mechanical behaviour of a selective laser melted Inconel 718 alloy. J. Alloys Compd. 2021, 865, 158613. [Google Scholar] [CrossRef]
- Li, X.; Shi, J.J.; Wang, C.H.; Cao, G.H.; Russell, A.M.; Zhou, Z.J.; Li, C.P.; Chen, G.F. Effect of heat treatment on microstructure evolution of Inconel 718 alloy fabricated by selective laser melting. J. Alloys Compd. 2018, 764, 639–649. [Google Scholar] [CrossRef]
- Ran, R.; Wang, Y.; Zhang, Y.-X.; Fang, F.; Wang, H.-S.; Yuan, G.; Wang, G.-D. Microstructure, precipitates and mechanical properties of Inconel 718 alloy produced by two-stage cold rolling method. Mater. Sci. Eng. A 2020, 793, 139860. [Google Scholar] [CrossRef]
- Ran, R.; Wang, Y.; Zhang, Y.-X.; Fang, F.; Xia, Y.-K.; Zhang, W.-N.; Yuan, G.; Wang, G.-D. Two-stage annealing treatment to uniformly refine the microstructure, tailor δ precipitates and improve tensile properties of Inconel 718 alloy. J. Alloys Compd. 2022, 927, 166820. [Google Scholar] [CrossRef]
- AMS 5383; Nickel Alloy, Corrosion and Heat-Resistant, Investment Castings 52.5Ni-19Cr-3.0Mo-5.1Cb(Nb)-0.90Ti-0.60Al-18Fe Vacuum Melted Homogenization and Solution Heat Treated. SAE International: Warrendale, PA, USA, 2023.
- AMS 5662; Alloy Bars, Forgings, and Rings, Corrosion and Heat Resistant Nickel Base-19Cr-3.1Mo-5.1(Cb + Ta)-0.90Ti-0.50Al Consumable Electrode or Vacuum Induction Melted, Solution Treated. SAE International: Warrendale, PA, USA, 2022.
- Sun, S.H.; Koizumi, Y.; Saito, T.; Yamanaka, K.; Li, Y.P.; Cui, Y.J.; Chiba, A. Electron beam additive manufacturing of Inconel 718 alloy rods: Impact of build direction on microstructure and high-temperature tensile properties. Addit. Manuf. 2018, 23, 457–470. [Google Scholar] [CrossRef]
- Schwab, H.; Bönisch, M.; Giebeler, L.; Gustmann, T.; Eckert, J.; Kühn, U. Processing of Ti-5553 with improved mechanical properties via an in-situ heat treatment combining selective laser melting and substrate plate heating. Mater. Des. 2017, 130, 83–89. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Y.; Bayat, M.; Tan, Q.; Yin, Y.; Fan, Z.; Liu, S.; Hattel, J.H.; Dargusch, M.; Zhang, M.-X. Achieving high ductility in a selectively laser melted commercial pure-titanium via in-situ grain refinement. Scr. Mater. 2021, 191, 155–160. [Google Scholar] [CrossRef]
- Trosch, T.; Strößner, J.; Völkl, R.; Glatzel, U. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- Strößner, J.; Terock, M.; Glatzel, U. Mechanical and Microstructural Investigation of Nickel-Based Superalloy IN718 Manufactured by Selective Laser Melting (SLM). Adv. Eng. Mater. 2015, 17, 1099–1105. [Google Scholar] [CrossRef]
- Zhang, B.B.; Tang, Y.G.; Mei, Q.S.; Li, X.Y.; Lu, K. Inhibiting creep in nanograined alloys with stable grain boundary networks. Science 2022, 378, 659–663. [Google Scholar] [CrossRef] [PubMed]
- Pröbstle, M.; Neumeier, S.; Hopfenmüller, J.; Freund, L.P.; Niendorf, T.; Schwarze, D.; Göken, M. Superior creep strength of a nickel-based superalloy produced by selective laser melting. Mater. Sci. Eng. A 2016, 674, 299–307. [Google Scholar] [CrossRef]


| Element | Cr | Fe | Nb | Mo | Ti | Al | C | Mn | Si | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 19.2 | 19.7 | 5.4 | 3.2 | 1.1 | 0.5 | 0.05 | 0.2 | 0.01 | Bal. |
| Samples | Tensile at 25 °C | Tensile at 650 °C | Nanoindentation |
|---|---|---|---|
| AB | 3 | 3 | 2 |
| ST | 3 | 3 | 2 |
| STDA | 3 | 3 | 2 |
| Samples | UTS/MPa | YS/MPa | El/% | Ref. |
|---|---|---|---|---|
| AB | 967 ± 6 | 638 ± 14 | 36.6 ± 1.2 | This work |
| ST | 904 ± 3 | 570 ± 10 | 47.2 ± 0.6 | |
| STDA | 1394 ± 4 | 1229 ± 5 | 18.6 ± 0.3 | |
| AB | 970 | 680 | 31.6 | [19] |
| AB | 995 | 698 | 33.2 | [20] |
| AB | 900 | 630 | 18 | [21] |
| AB | 950 | 650 | 32 | [23] |
| AB | 998 | 700 | 30.8 | [26] |
| AB | 915 | 844 | 26.3 | [31] |
| STDA | 1560 | 1240 | 11.6 | [18] |
| STDA | 1195 | 963 | 15.8 | [19] |
| STDA | 1187 | 1056 | 26.1 | [24] |
| STDA | 1144 | 978 | 28.6 | [24] |
| STDA | 1384 | 1173 | 10.7 | [31] |
| Cast 718 | 862 | 758 | 5 | [35] |
| Wrought 718 | 1276 | 1034 | 12 | [36] |
| Samples | Nanohardness/GPa | Elastic Modulus/GPa |
|---|---|---|
| AB | 3.0 ± 0.5 | 105.5 ± 4.6 |
| ST | 3.0 ± 0.4 | 107.8 ± 3.7 |
| STDA | 6.3 ± 1.1 | 139.5 ± 5.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, N.; Wang, C.; Li, C. Microstructures and High-Temperature Mechanical Properties of Inconel 718 Superalloy Fabricated via Laser Powder Bed Fusion. Materials 2024, 17, 3735. https://doi.org/10.3390/ma17153735
Li N, Wang C, Li C. Microstructures and High-Temperature Mechanical Properties of Inconel 718 Superalloy Fabricated via Laser Powder Bed Fusion. Materials. 2024; 17(15):3735. https://doi.org/10.3390/ma17153735
Chicago/Turabian StyleLi, Nan, Changshun Wang, and Chenglin Li. 2024. "Microstructures and High-Temperature Mechanical Properties of Inconel 718 Superalloy Fabricated via Laser Powder Bed Fusion" Materials 17, no. 15: 3735. https://doi.org/10.3390/ma17153735
APA StyleLi, N., Wang, C., & Li, C. (2024). Microstructures and High-Temperature Mechanical Properties of Inconel 718 Superalloy Fabricated via Laser Powder Bed Fusion. Materials, 17(15), 3735. https://doi.org/10.3390/ma17153735