
Brazing of TC4 Alloy Using Ti-Zr-Ni-Cu-Sn Amorphous Braze Fillers
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Vacuum Brazing of TC4 with Equiatomic Designed Ti23.75Zr23.75Ni23.75Cu23.75Sn5 Filler Metal
3.2. Vacuum Brazing of TC4 with Near-Eutectic Ti35Zr25Ni15Cu20Sn5 Filler Metal
3.3. Effect of Brazing Temperatures on Microstructure and Mechanical Properties of the TC4 Joints Brazed with Ti35Zr25Ni15Cu20Sn5
4. Conclusions
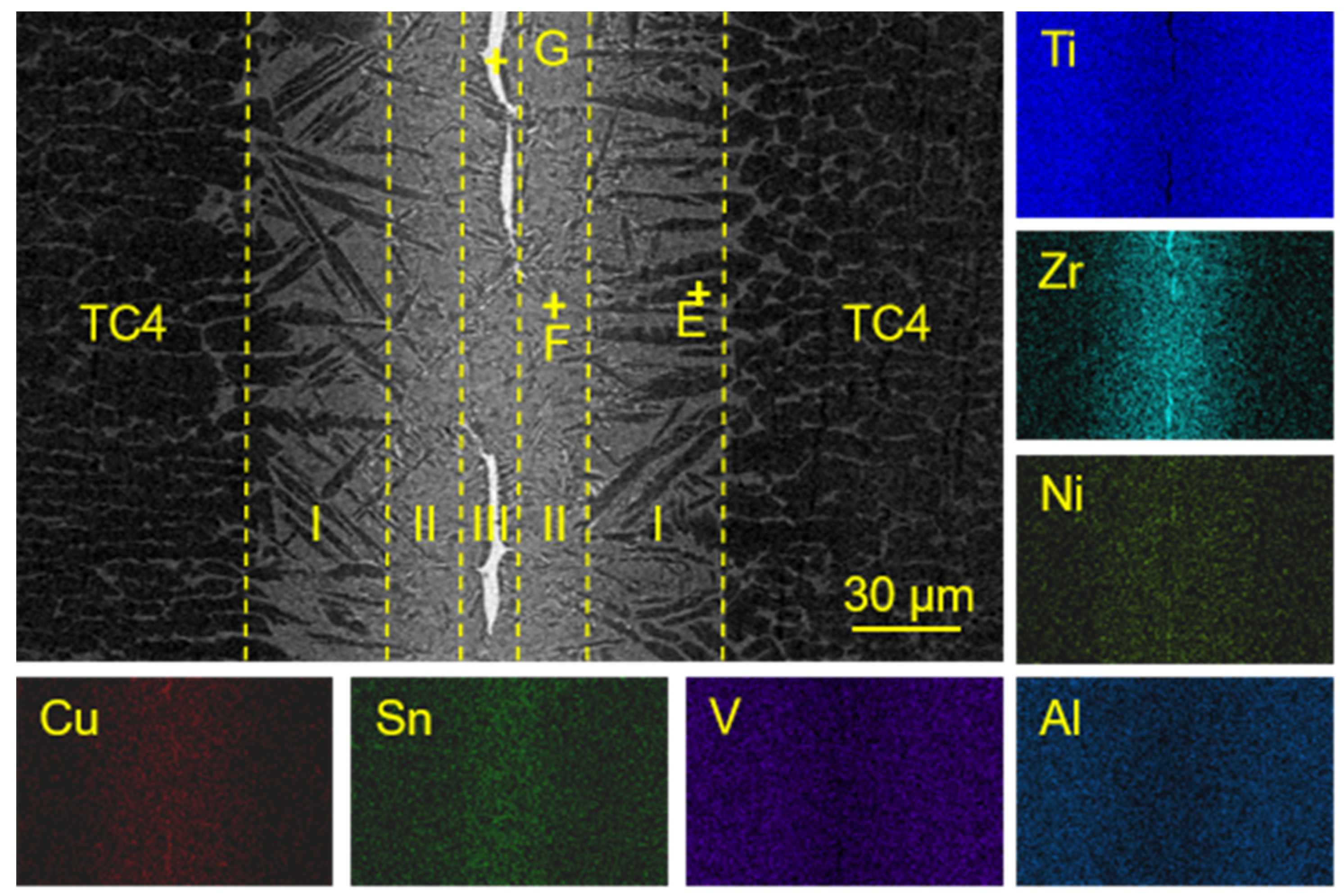
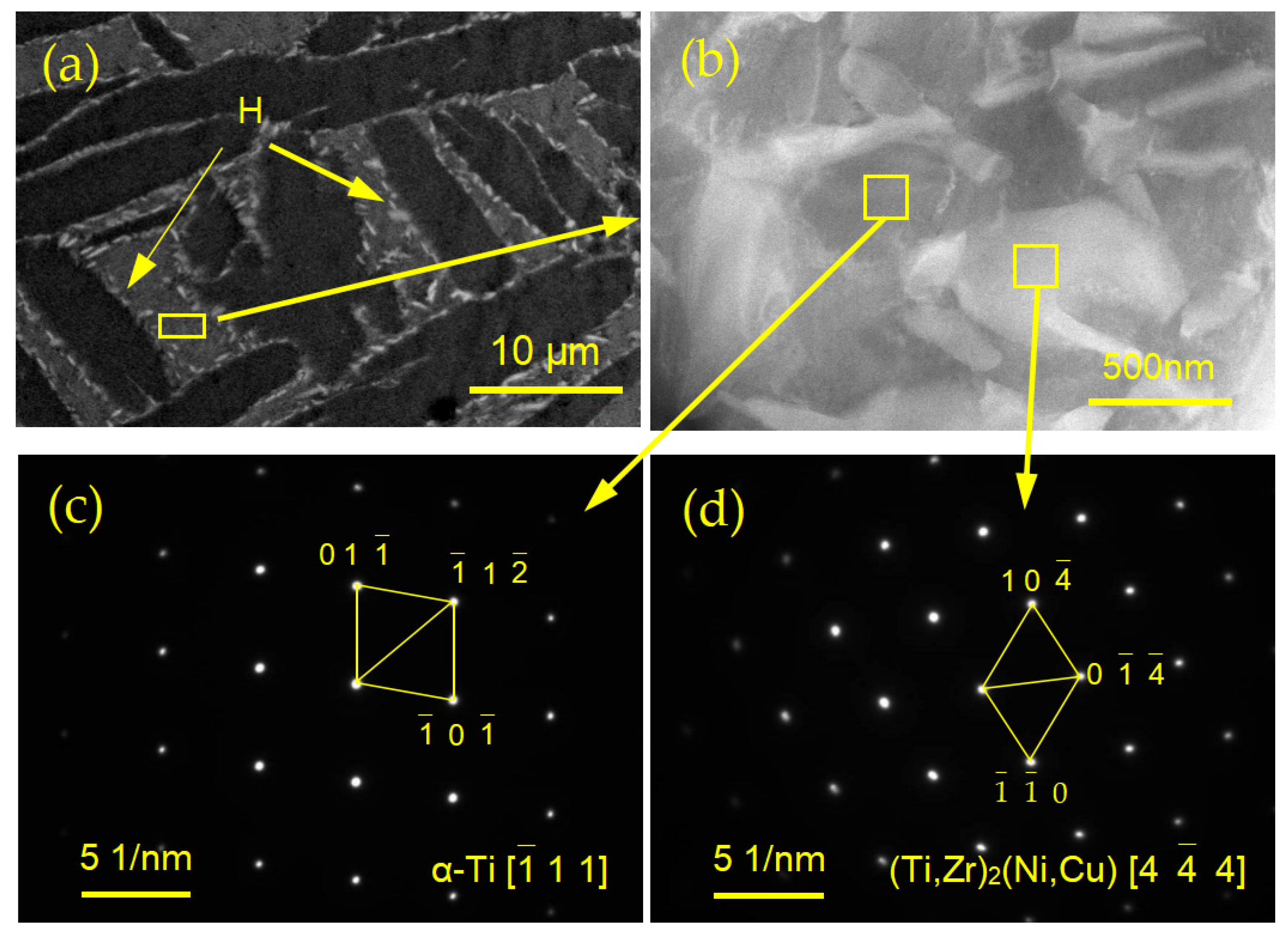
- The microstructure of the TC4/Ti35Zr25Ni15Cu20Sn5/TC4 joints brazed at 930 °C/10 min mainly consists of 3 regions; Region I, composed of needle-like α-Ti and α-Ti + (Ti,Zr)2(Ni,Cu) eutectoid microstructure; Region II, composed of totally α-Ti + (Ti,Zr)2(Ni,Cu) eutectoid microstructure; and Region III, composed of residual (Ti,Zr)2(Ni,Cu) phase. The content of the residual (Ti,Zr)2(Ni,Cu) was much lower after using the near-eutectic Ti35Zr25Ni15Cu20Sn5 braze filler.
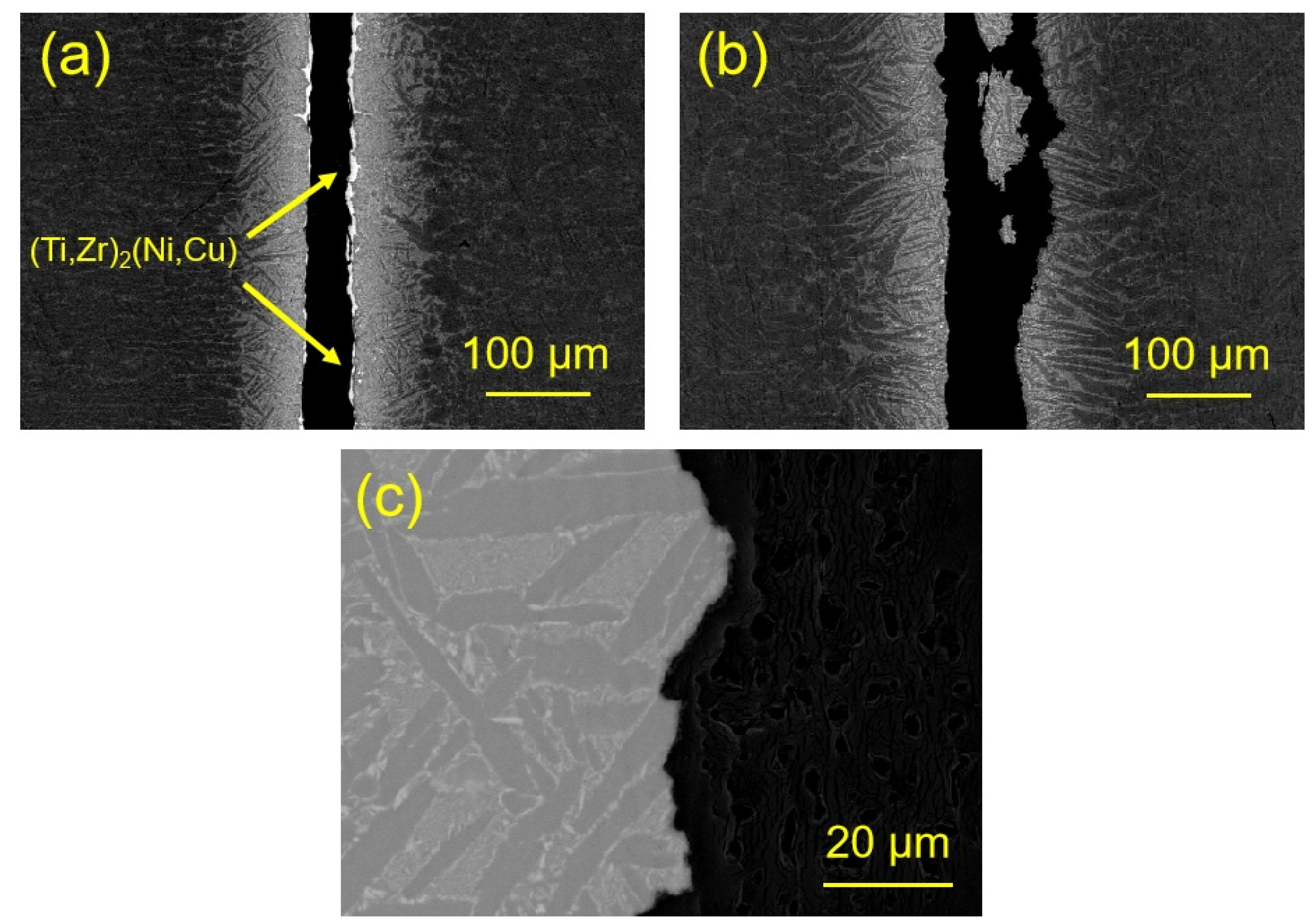
- Increasing the brazing temperature from 930 °C to 950 °C can effectively eliminate the continuous residual brittle (Ti,Zr)2(Ni,Cu) phases. When the temperature increased to 970 °C, the size of α-Ti in the joint increased, and the Region II with total eutectoid microstructure of α-Ti + (Ti,Zr)2(Ni,Cu) disappeared. The maximum room-temperature and high-temperature shear strength reached 472 MPa and 389 MPa. The elimination of brittle residual (Ti,Zr)2(Ni,Cu) phases and enrichment of needle-like α-Ti phases together contributed to robust TC4 brazed joints.
- The continuous distribution of residual brittle (Ti,Zr)2(Ni,Cu) phase in the central joints at low brazing temperatures was the key factor limiting the shear strength of the TC4 brazed joints. When the large-size brittle (Ti,Zr)2(Ni,Cu) phase disappeared, the fracture changed from the brittle (Ti,Zr)2(Ni,Cu) phase to the tiny eutectic α-Ti + (Ti,Zr)2(Ni,Cu) phase.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dai, X.Y.; Cao, J.; Liu, J.Q.; Wang, D.; Feng, J.C. Interfacial reaction behavior and mechanical characterization of ZrO2/TC4 joint brazed by Ag-Cu filler metal. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2015, 646, 182–189. [Google Scholar] [CrossRef]
- Liu, G.H.; Li, T.R.; Xu, M.; Fu, T.L.; Li, Y.; Wang, Z.D.; Wang, G.D. Microstructural Evolution and Mechanical Properties of TC4 Titanium Alloy During Acculative Roll Bonding Process. Acta Metall. Sin. 2017, 53, 1038–1046. [Google Scholar]
- Liu, J.; Lu, J.; Wang, X.; Wang, X.S.; Yue, Z.F. Corrosion fatigue performance of TC4 plates with holes in aviation kerosene. Aerosp. Sci. Technol. 2015, 47, 420–424. [Google Scholar] [CrossRef]
- Tang, Q.Y.; He, J.J.; Zhang, W.F. Influencing factors of thermal contact conductance between TC4/30CrMnSi interfaces. Int. J. Heat Mass Transf. 2015, 86, 694–698. [Google Scholar] [CrossRef]
- Xin, G.Q.; Wu, C.Y.; Cao, H.Y.; Liu, W.N.; Li, B.; Huang, Y.; Rong, Y.M.; Zhang, G.J. Superhydrophobic TC4 alloy surface fabricated by laser micro-scanning to reduce adhesion and drag resistance. Surf. Coat. Technol. 2020, 391, 125707. [Google Scholar] [CrossRef]
- He, Y.M.; Lu, C.Y.; Ni, C.Y.; Chen, Q.X.; Zheng, W.J.; Wang, D.H.; Wei, L.F.; Wang, L.M.; Sun, Y.; Zou, H.; et al. Tailoring microstructure and mechanical performance of the TC4 titanium alloy brazed joint through doping rare-earth element Dy into Ti-Cu-Ni filler alloy. J. Manuf. Process. 2020, 50, 255–265. [Google Scholar] [CrossRef]
- Jing, Y.; Xiong, H.; Shang, Y.; Wang, J.; Cheng, Y.; Jiang, J. Design TiZrCuNi filler materials for vacuum brazing TA15 alloy. J. Manuf. Process. 2020, 53, 328–335. [Google Scholar] [CrossRef]
- Liu, S.L.; Miao, J.K.; Zhang, W.W.; Wei, R.; Chen, C.; Wang, T.; Zhao, W.D.; Jiang, Z.Y.; Li, F.S. Interfacial microstructure and shear strength of TC4 alloy joints vacuum brazed with Ti-Zr-Ni-Cu filler metal. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 775, 138990. [Google Scholar] [CrossRef]
- Du, Y.J.; Zhang, J.R.; Li, J.L.; Wang, F.; Ding, Y.; Xiong, J.T.; Guo, W. Microstructure evolution and mechanical properties of Ti2AlNb/TC17 joints brazed with Ti-Zr-Cu-Ni filler metal. Vacuum 2023, 215, 112365. [Google Scholar] [CrossRef]
- Ganjeh, E.; Sarkhosh, H.; Bajgholi, M.E.; Khorsand, H.; Ghaffari, M. Increasing Ti-6Al-4V brazed joint strength equal to the base metal by Ti and Zr amorphous filler alloys. Mater. Charact. 2012, 71, 31–40. [Google Scholar] [CrossRef]
- Pang, S.J.; Sun, L.L.; Xiong, H.P.; Chen, C.; Liu, Y.; Li, H.F.; Zhang, T. A multicomponent TiZr-based amorphous brazing filler metal for high-strength joining of titanium alloy. Scr. Mater. 2016, 117, 55–59. [Google Scholar] [CrossRef]
- Zhang, H.H.; Cui, Z.D.; Zhu, S.L.; Guo, S.W.; Yang, X.J.; Inoue, A. Microstructure and mechanical properties of TC4 joints brazed with Ti-Zr-Cu-Sn amorphous filler alloy. Rare Metals 2021, 40, 1881–1889. [Google Scholar] [CrossRef]
- Li, Z.L.; Shi, H.C.; Zhang, P.L.; Yu, Z.S.; Lu, Q.H.; Yan, H.; Sun, T.Z. Progress, applications, and perspectives of titanium-based braze filler metal: A review. J. Mater. Sci. 2023, 58, 14945–14996. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Ganjeh, E.; Sarkhosh, H. Microstructural, mechanical and fractographical study of titanium-CP and Ti-6Al-4V similar brazing with Ti-based filler. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2013, 559, 119–129. [Google Scholar] [CrossRef]
- Rajendran, S.H.; Hwang, S.J.; Jung, J.P. Active brazing of alumina and copper with multicomponent Ag-Cu-Sn-Zr-Ti filler. Metals 2021, 11, 509. [Google Scholar] [CrossRef]
- Ghosh, G. First-principles calculations of structural energetics of Cu-TM (TM = Ti, Zr, Hf) intermetallics. Acta Mater. 2007, 55, 3347–3374. [Google Scholar] [CrossRef]
- Zhu, J.X.; Li, Y.H.; Meng, F.L.; Liu, C.S.; Zheng, W.T.; Wang, Y.M. A first principles investigation on NiTi alloy. Acta Phys. Sin. 2008, 57, 7204–7209. [Google Scholar]
- Deng, Y.H.; Wang, W.S.; Tao, J. Brazing Interface Microstructure and Mechanical Properties of Titanium Alloy Lotus-like Core Sandwich Structure. Rare Met. Mater. Eng. 2021, 50, 3218–3224. [Google Scholar]
- Liang, M.; Qin, Y.Q.; Zhang, D.F.; Zhao, F. Microstructural Evolution and Mechanical Properties of Vacuum Brazed TC4 Titanium Alloy Joints with Ti-Zr-Ni Filler Metal. J. Mater. Eng. Perform. 2022, 31, 9340–9348. [Google Scholar] [CrossRef]
- Rubin, G.; Finel, A. Calculation of phase-diagrams of ternary-systems with cluster-variation-method entropy. J. Phys.-Condes. Matter. 1993, 5, 9105–9120. [Google Scholar] [CrossRef]
- Lee, S.Y.; Lee, H.J.; Baek, J.H.; Park, S.S.; Lee, J.G. Microstructural and Corrosion Properties of Ti-to-Zr Dissimilar Alloy Joints Brazed with a Zr-Ti-Cu-Ni Amorphous Filler Alloy. Metals 2021, 11, 1494. [Google Scholar] [CrossRef]
- Neumann, G.; Tuijn, C. Interstitial impurity diffusion in metals; the apparent size effect. Phys. B Phys. Condens. Matter 2002, 315, 164–170. [Google Scholar] [CrossRef]
- Jiang, X.J.; Chen, G.Y.; Men, X.L.; Dong, X.L.; Han, R.H.; Zhang, X.Y.; Liu, R.P. Ultrafine duplex microstructure and excellent mechanical properties of TC4 alloy via a novel thermo- mechanical treatment. J. Alloy. Compd. 2018, 767, 617–621. [Google Scholar] [CrossRef]
- Yuan, L.; Xiong, J.T.; Du, Y.J.; Wang, Y.; Shi, J.M.; Li, J.L. Effects of pure Ti or Zr powder on microstructure and mechanical properties of Ti6Al4V and Ti2AlNb joints brazed with TiZrCuNi. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 788, 139602. [Google Scholar] [CrossRef]
- Han, J.; Zhang, G.Y.; Chen, X.Y.; Cai, Y.C.; Luo, Z.; Zhang, X.; Su, Y.; Tian, Y.B. High strength Ti alloy fabricated by directed energy deposition with in-situ Cu alloying. J. Mater. Process. Technol. 2022, 310, 117759. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | V | Zr | Ni | Cu | Sn | Possible Phase |
|---|---|---|---|---|---|---|---|---|
| A | 19.08 | 2.90 | 0.82 | 46.20 | 1.22 | 1.50 | 28.28 | Zr5Sn3 |
| B | 39.70 | 9.23 | 1.34 | 20.83 | 14.32 | 14.12 | 0.46 | (Ti,Zr)2(Ni,Cu) |
| C | 86.94 | 11.31 | 1.53 | 0.04 | 0.09 | 0.07 | 0.02 | α-Ti |
| D | 60.91 | 8.53 | 2.61 | 11.03 | 8.33 | 7.68 | 0.91 | α-Ti + (Ti,Zr)2(Ni,Cu) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Z.; Zhang, B.; Li, D.; Zhu, X.; Chang, Q.; Zhang, B.; Zhang, L.; Long, W.; Zhong, S. Brazing of TC4 Alloy Using Ti-Zr-Ni-Cu-Sn Amorphous Braze Fillers. Materials 2024, 17, 3745. https://doi.org/10.3390/ma17153745
Sun Z, Zhang B, Li D, Zhu X, Chang Q, Zhang B, Zhang L, Long W, Zhong S. Brazing of TC4 Alloy Using Ti-Zr-Ni-Cu-Sn Amorphous Braze Fillers. Materials. 2024; 17(15):3745. https://doi.org/10.3390/ma17153745
Chicago/Turabian StyleSun, Zhan, Boyu Zhang, Degang Li, Xinxin Zhu, Qing Chang, Bo Zhang, Lixia Zhang, Weimin Long, and Sujuan Zhong. 2024. "Brazing of TC4 Alloy Using Ti-Zr-Ni-Cu-Sn Amorphous Braze Fillers" Materials 17, no. 15: 3745. https://doi.org/10.3390/ma17153745