
Effect of Pressure on Ce-Substituted Nd-Fe-B Hot-Deformed Magnets in the Hot-Pressing Process

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Coey, J.M.D. Perspective and Prospects for Rare Earth Permanent Magnets. Engineering 2020, 6, 119–131. [Google Scholar] [CrossRef]
- Jin, J.Y.; Ma, T.Y.; Zhang, Y.J.; Bai, G.H.; Yan, M. Chemically Inhomogeneous RE-Fe-B Permanent Magnets with High Figure of Merit: Solution to Global Rare Earth Criticality. Sci. Rep. 2016, 6, 32200. [Google Scholar] [CrossRef] [PubMed]
- He, J.Y.; Zhou, B.; Liao, X.F.; Liu, Z.W. Nanocrystalline alternative rare earth-iron-boron permanent magnets without Nd, Pr, Tb and Dy: A review. J. Mater. Res. Technol. 2024, 28, 2535–2551. [Google Scholar] [CrossRef]
- Tang, X.; Sepehri-Amin, H.; Ohkubo, T.; Yano, M.; Ito, M.; Kato, A.; Sakuma, N.; Shoji, T.; Schrefl, T.; Hono, K. Coercivity enhancement of hot-deformed Ce-Fe-B magnets by grain boundary infiltration of Nd-Cu eutectic alloy. Acta Mater. 2018, 144, 884–895. [Google Scholar] [CrossRef]
- Ito, M.; Yano, M.; Sakuma, N.; Kishimoto, H.; Manabe, A.; Shoji, T.; Kato, A.; Dempsey, N.M.; Givord, D.; Zimanyi, G.T. Coercivity enhancement in Ce-Fe-B based magnets by core-shell grain structuring. Aip Adv. 2016, 6, 056029. [Google Scholar] [CrossRef]
- Xi, L.L.; Li, A.H.; Feng, H.B.; Tan, M.; Sun, W.; Zhu, M.G.; Li, W. Dependence of magnetic properties on microstructure and composition of Ce-Fe-B sintered magnets. J. Rare Earths 2019, 37, 865–870. [Google Scholar] [CrossRef]
- Yan, C.J.; Guo, S.; Chen, R.J.; Lee, D.; Yan, A.R. Enhanced Magnetic Properties of Sintered Ce-Fe-B-Based Magnets by Optimizing the Microstructure of Strip-Casting Alloys. IEEE Trans. Magn. 2014, 50, 2104604. [Google Scholar] [CrossRef]
- Grigoras, M.; Lostun, M.; Stoian, G.; Herea, D.D.; Chiriac, H.; Lupu, N. Microstructure and magnetic properties of Ce10+xFe84−xB6 nanocrystalline ribbons versus preparation conditions. J. Magn. Magn. Mater. 2017, 432, 119–123. [Google Scholar] [CrossRef]
- Wang, X.C.; Zhu, M.G.; Li, W.; Zheng, L.Y.; Zhao, D.L.; Du, X.; Du, A. The Microstructure and Magnetic Properties of Melt-Spun CeFeB Ribbons with Varying Ce Content. Electron. Mater. Lett. 2015, 11, 109–112. [Google Scholar] [CrossRef]
- Herbst, J.F. R2Fe14B Materials—Intrinsic-Properties and Technological Aspects. Rev. Mod. Phys. 1991, 63, 819–898. [Google Scholar] [CrossRef]
- Sagawa, M.; Fujimura, S.; Yamamoto, H.; Matsuura, Y.; Hirosawa, S. Magnetic-Properties of Rare-Earth-Iron-Boron Permanent-Magnet Materials. J. Appl. Phys. 1985, 57, 4094–4096. [Google Scholar] [CrossRef]
- Tang, X.; Sepehri-Amin, H.; Matsumoto, M.; Ohkubo, T.; Hono, K. Role of Co on the magnetic properties of Ce-substituted Nd-Fe-B hot-deformed magnets. Acta Mater. 2019, 175, 1–10. [Google Scholar] [CrossRef]
- Pathak, A.K.; Khan, M.; Gschneidner, K.A.; McCallum, R.W.; Zhou, L.; Sun, K.W.; Dennis, K.W.; Zhou, C.; Pinkerton, F.E.; Kramer, M.J.; et al. Cerium: An Unlikely Replacement of Dysprosium in High Performance Nd-Fe-B Permanent Magnets. Adv. Mater. 2015, 27, 2663–2667. [Google Scholar] [CrossRef] [PubMed]
- Lee, R.W. Hot-Pressed Neodymium-Iron-Boron Magnets. Appl. Phys. Lett. 1985, 46, 790–791. [Google Scholar] [CrossRef]
- Hioki, K. High performance hot-deformed Nd-Fe-B magnets (Review). Sci. Technol. Adv. Mat. 2021, 22, 72–84. [Google Scholar] [CrossRef] [PubMed]
- Herbst, J.F.; Meyer, M.S.; Pinkerton, F.E. Magnetic hardening of Ce2Fe14B. J. Appl. Phys. 2012, 111, 07a718. [Google Scholar] [CrossRef]
- Huang, Y.L.; Li, Z.H.; Ge, X.J.; Shi, Z.Q.; Hou, Y.H.; Wang, G.P.; Liu, Z.W.; Zhong, Z.C. Microstructure, magnetic anisotropy, plastic deformation, and magnetic properties: The role of PrCu in hot deformed CeFeB magnets. J. Alloys Compd. 2019, 797, 1133–1141. [Google Scholar] [CrossRef]
- Fan, X.D.; Guo, S.; Chen, K.; Chen, R.J.; Lee, D.; You, C.Y.; Yan, A.R. Tuning Ce distribution for high performanced Nd-Ce-Fe-B sintered magnets. J. Magn. Magn. Mater. 2016, 419, 394–399. [Google Scholar] [CrossRef]
- Zhang, Y.J.; Ma, T.Y.; Jin, J.Y.; Li, J.T.; Wu, C.; Shen, B.G.; Yan, M. Effects of REFe2 on microstructure and magnetic properties of Nd-Ce-Fe-B sintered magnets. Acta Mater. 2017, 128, 22–30. [Google Scholar] [CrossRef]
- Yan, C.J.; Guo, S.; Chen, R.J.; Lee, D.; Yan, A. Effect of Ce on the Magnetic Properties and Microstructure of Sintered Didymium-Fe-B Magnets. IEEE Trans. Magn. 2014, 50, 2102605. [Google Scholar] [CrossRef]
- Kim, G.Y.; Kim, T.H.; Cha, H.R.; Lee, S.H.; Kim, D.H.; Kim, Y.D.; Lee, J.G. High-performance Ce-substituted (Nd0.7Ce0.3)-Fe-B hot-deformed magnets fabricated from amorphous melt-spun powders. Scr. Mater. 2022, 214, 114676. [Google Scholar] [CrossRef]
- Mishra, R.K. Microstructure of Hot-Pressed and Die-Upset Ndfeb Magnets. J. Appl. Phys. 1987, 62, 967–971. [Google Scholar] [CrossRef]
- Kirchner, A.; Hinz, D.; Panchanathan, V.; Gutfleisch, O.; Müller, K.H.; Schultz, L. Improved hot workability and magnetic properties in NdFeCoGaB hot deformed magnets. IEEE Trans. Magn. 2000, 36, 3288–3290. [Google Scholar] [CrossRef]
- Xu, K.; Liao, X.F.; Yu, H.Y.; Zhong, X.C.; Liu, Z.W.; Zhang, G.Q. Comparison and process study of hot-pressed and hot-deformed Nd-Fe-B magnets prepared by amorphous and nanocrystalline powders. J. Magn. Magn. Mater. 2021, 537, 168193. [Google Scholar] [CrossRef]
- Jing, Z.; Guo, Z.H.; He, Y.N.; Li, M.Y.; Zhang, M.L.; Zhu, M.G.; Li, W. Effects of hot pressing temperature on the alignment and phase composition of hot-deformed nanocrystalline Nd-Fe-B magnets. J. Magn. Magn. Mater. 2019, 488, 165353. [Google Scholar] [CrossRef]
- Bai, Q.; Lin, J.; Zhan, L.; Dean, T.A.; Balint, D.S.; Zhang, Z. An efficient closed-form method for determining interfacial heat transfer coefficient in metal forming. Int. J. Mach. Tool. Manu 2012, 56, 102–110. [Google Scholar] [CrossRef]
- Zhou, S.; Zhou, Y.; Graham, C., Jr. X-ray determination of alignment in FeNdB magnets. J. Appl. Phys. 1988, 63, 3534–3536. [Google Scholar] [CrossRef]
- Tenaud, P.; Chamberod, A.; Vanoni, F. Texture in Nd2Fe14B magnets analysed on the basis of the determination of Nd2Fe14B single crystals easy growth axis. Solid State Commun. 1987, 63, 303–305. [Google Scholar] [CrossRef]
- Chuang, Y.C.; Wu, C.H.; Shao, Z.B. Investigation of the Ce-Fe Binary-System. J. Less Common. Met. 1987, 136, 147–153. [Google Scholar] [CrossRef]
- Zhao, L.Z.; Zhang, J.S.; Ahmed, G.; Liao, X.F.; Liu, Z.W.; Greneche, J.M. Understanding the element segregation and phase separation in the Ce-substituted Nd-(Fe,Co)-B based alloys. Sci. Rep. 2018, 8, 6826. [Google Scholar] [CrossRef]
- Liao, X.F.; Zhao, L.Z.; Zhang, J.S.; Xu, K.; Zhou, B.; Yu, H.Y.; Zhang, X.F.; Greneche, J.M.; Aubert, A.; Skokov, K.; et al. Textured (Ce,La,Y)-Fe-B permanent magnets by hot deformation. J. Mater. Res. Technol. 2022, 17, 1459–1468. [Google Scholar] [CrossRef]
- Kim, G.Y.; Kim, T.H.; Cha, H.R.; Lee, S.H.; Kim, D.H.; Kim, Y.D.; Lee, J.G. Texture development and grain boundary phase formation in Ce- and Ce-La-substituted Nd-Fe-B magnets during hot-deformation process. J. Mater. Sci. Technol. 2022, 126, 71–79. [Google Scholar] [CrossRef]
- Zheng, X.F.; Li, M.; Chen, R.J.; Lei, F.; Jin, C.X.; Wang, Z.X.; Ju, J.Y.; Yin, W.Z.; Lee, D.; Yan, A.R. Coercivity enhancement by inhibiting the formation of coarse grains region in hot-deformed Nd-Fe-B magnets with WC nano-particles addition. Scr. Mater. 2017, 132, 49–52. [Google Scholar] [CrossRef]
- Lin, M.; Wang, H.J.; Yi, P.P.; Yan, A.R. Effects of excessive grain growth on the magnetic and mechanical properties of hot-deformed NdFeB magnets. J. Magn. Magn. Mater. 2010, 322, 2268–2271. [Google Scholar] [CrossRef]
- Jin, J.Y.; Wang, Z.; Bai, G.H.; Peng, B.X.; Liu, Y.S.; Yan, M. Microstructure and magnetic properties of core-shell Nd-La-Fe-B sintered magnets. J. Alloy Compd. 2018, 749, 580–585. [Google Scholar] [CrossRef]
- He, J.Y.; Yu, Z.G.; Cao, J.L.; Song, W.Y.; Xu, K.; Fan, W.B.; Yu, H.Y.; Zhong, X.C.; Mao, H.Y.; Mao, C.Y.; et al. Rationally selecting the chemical composition of the Nd-Fe-B magnet for high-efficiency grain boundary diffusion of heavy rare earths. J. Mater. Chem. C 2022, 10, 2080–2088. [Google Scholar] [CrossRef]
- Mo, W.J.; Zhang, L.T.; Liu, Q.Z.; Shan, A.D.; Wu, J.S.; Komuro, M. Dependence of the crystal structure of the Nd-rich phase on oxygen content in an Nd-Fe-B sintered magnet. Scr. Mater. 2008, 59, 179–182. [Google Scholar] [CrossRef]
- Zhang, T.Q.; Chen, F.G.; Wang, J.; Zhang, L.T.; Zou, Z.Q.; Wang, Z.H.; Lu, F.X.; Hu, B.P. Improvement of magnetic performance of hot-deformed Nd-Fe-B magnets by secondary deformation process after Nd-Cu eutectic diffusion. Acta Mater. 2016, 118, 374–382. [Google Scholar] [CrossRef]
- Chen, H.X.; Wang, R.Q.; Li, J.; Liu, Y. Evolution of Nd-rich phase distribution in Hot-Deformed Nd-Fe-B magnets with different height reductions. J. Magn. Magn. Mater. 2023, 565, 170235. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
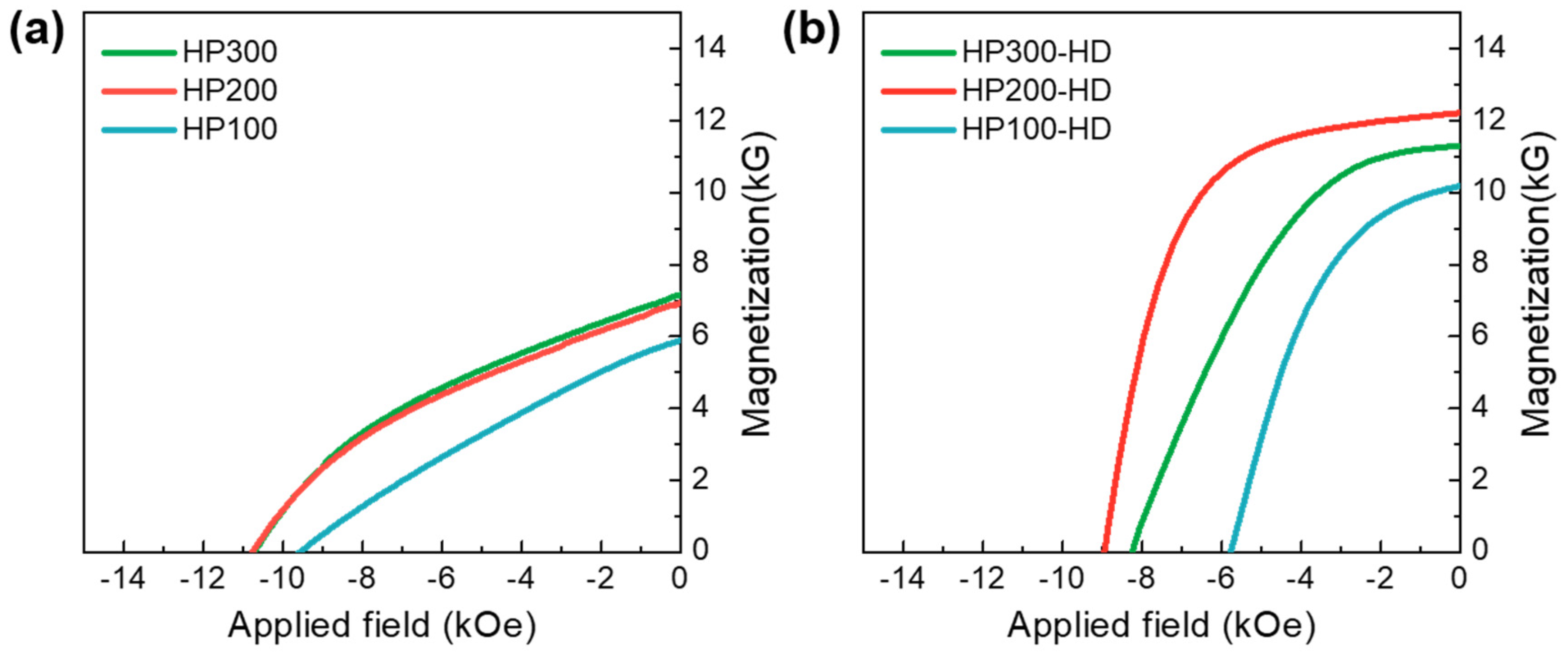
| Sample | Relative Density (%) | Magnetic Properties | Sample | Relative Density (%) | Magnetic Properties | ||||
|---|---|---|---|---|---|---|---|---|---|
| Hci (kOe) | Br (kG) | (BH)max (MGOe) | Hci (kOe) | Br (kG) | (BH)max (MGOe) | ||||
| HP100 | 89 | 9.6 | 5.9 | 6.1 | HP100-HD | 95 | 5.8 | 10.1 | 16 |
| HP200 | 98 | 10.7 | 7.0 | 8.7 | HP200-HD | 99 | 8.9 | 12.2 | 31 |
| HP300 | 98 | 10.8 | 7.2 | 9.2 | HP300-HD | 99 | 8.2 | 11.2 | 24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, Y.R.; Kim, W.; Kim, S.; Lee, W. Effect of Pressure on Ce-Substituted Nd-Fe-B Hot-Deformed Magnets in the Hot-Pressing Process. Materials 2024, 17, 3769. https://doi.org/10.3390/ma17153769
Jang YR, Kim W, Kim S, Lee W. Effect of Pressure on Ce-Substituted Nd-Fe-B Hot-Deformed Magnets in the Hot-Pressing Process. Materials. 2024; 17(15):3769. https://doi.org/10.3390/ma17153769
Chicago/Turabian StyleJang, Ye Ryeong, Wonjin Kim, Sumin Kim, and Wooyoung Lee. 2024. "Effect of Pressure on Ce-Substituted Nd-Fe-B Hot-Deformed Magnets in the Hot-Pressing Process" Materials 17, no. 15: 3769. https://doi.org/10.3390/ma17153769