

Finite Element Simulation and Microstructural Analysis of Roll Forming for DP590 High-Strength Dual-Phase Steel Wheel Rims
 ,
,
Abstract
:1. Introduction
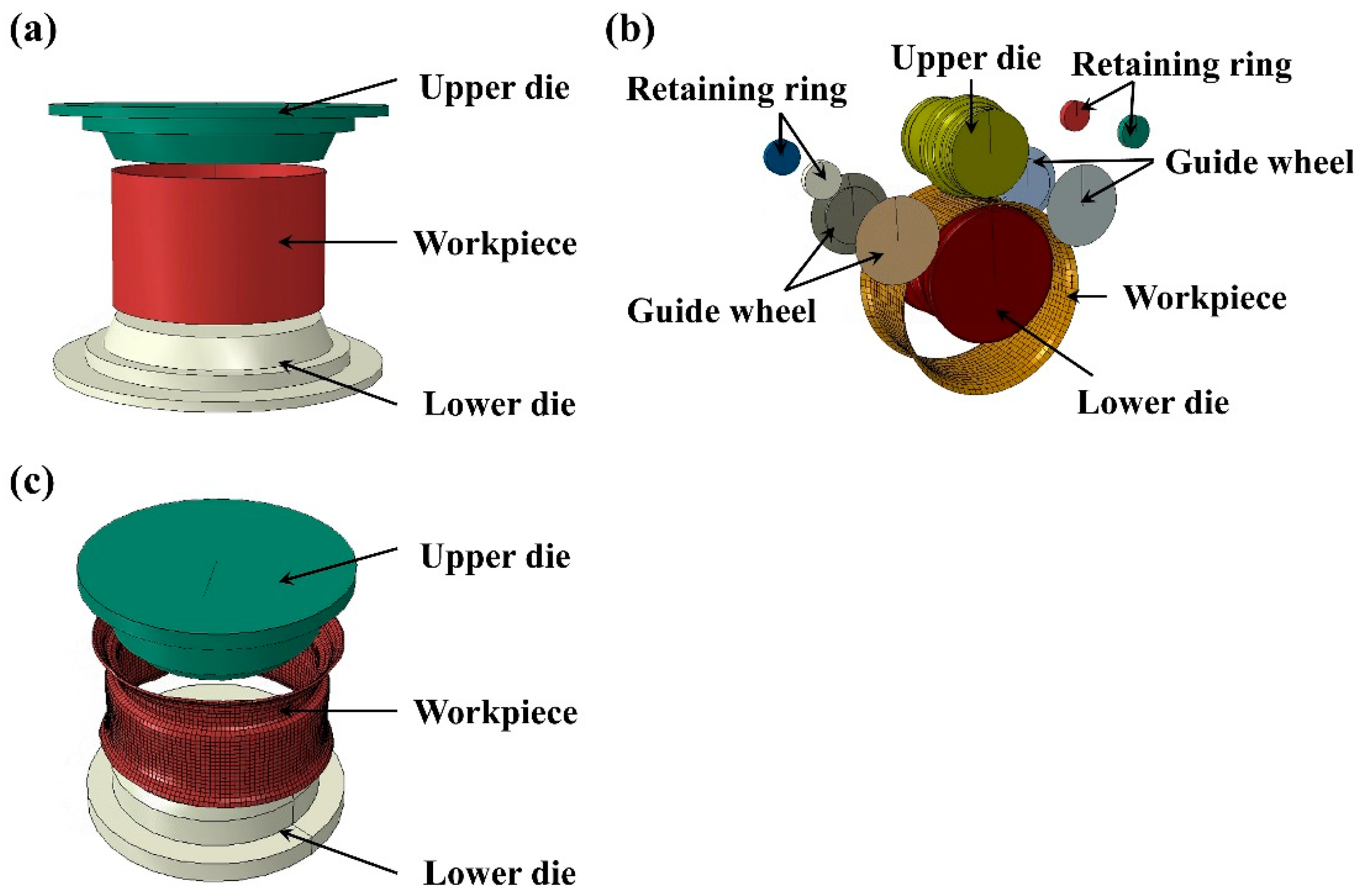
2. FEM Model of the Roll Forming of a Wheel Rim
2.1. Die Design
2.2. Finite Element Models of the Roll Forming of the Wheel Rim
3. Results and Discussion
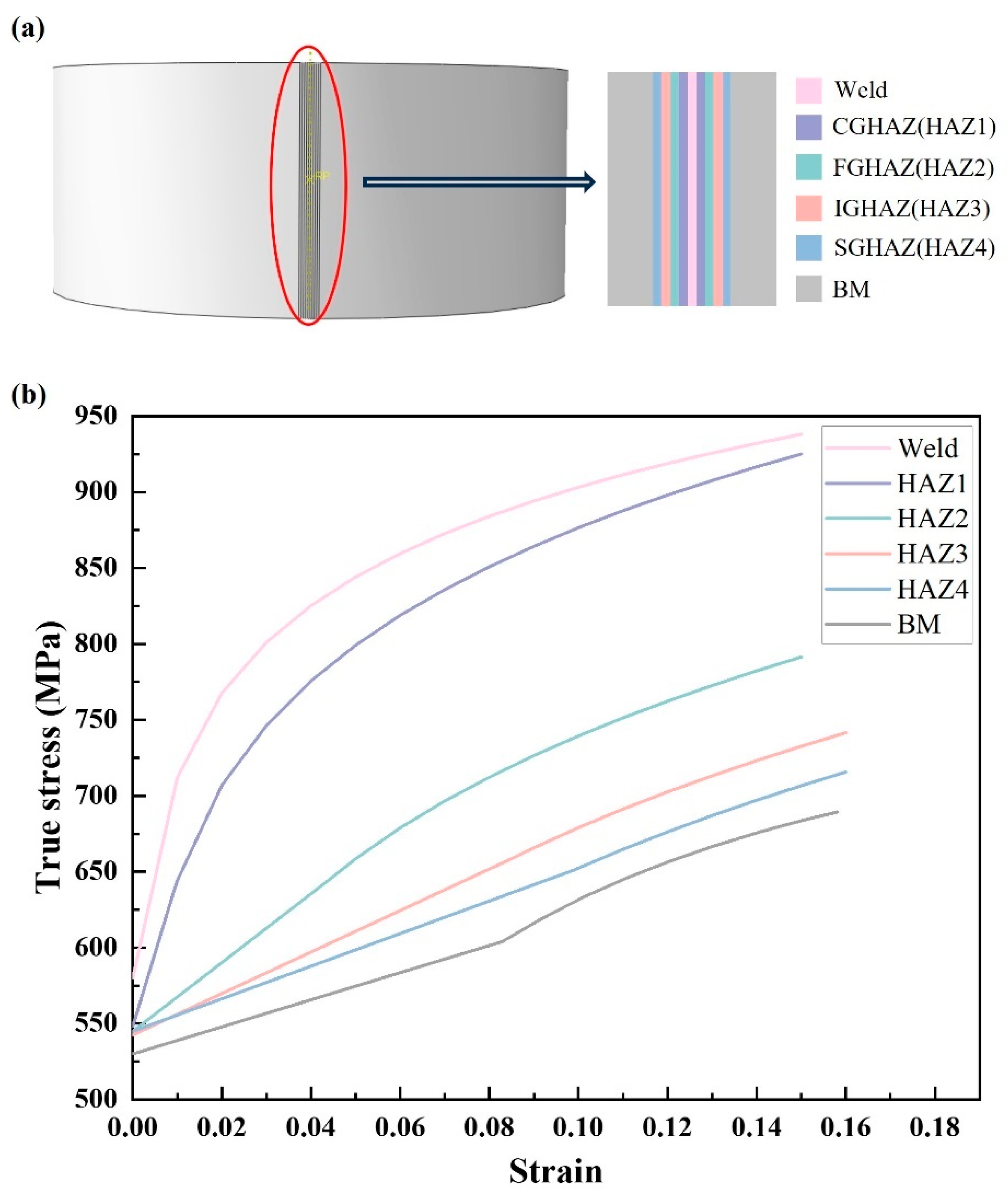
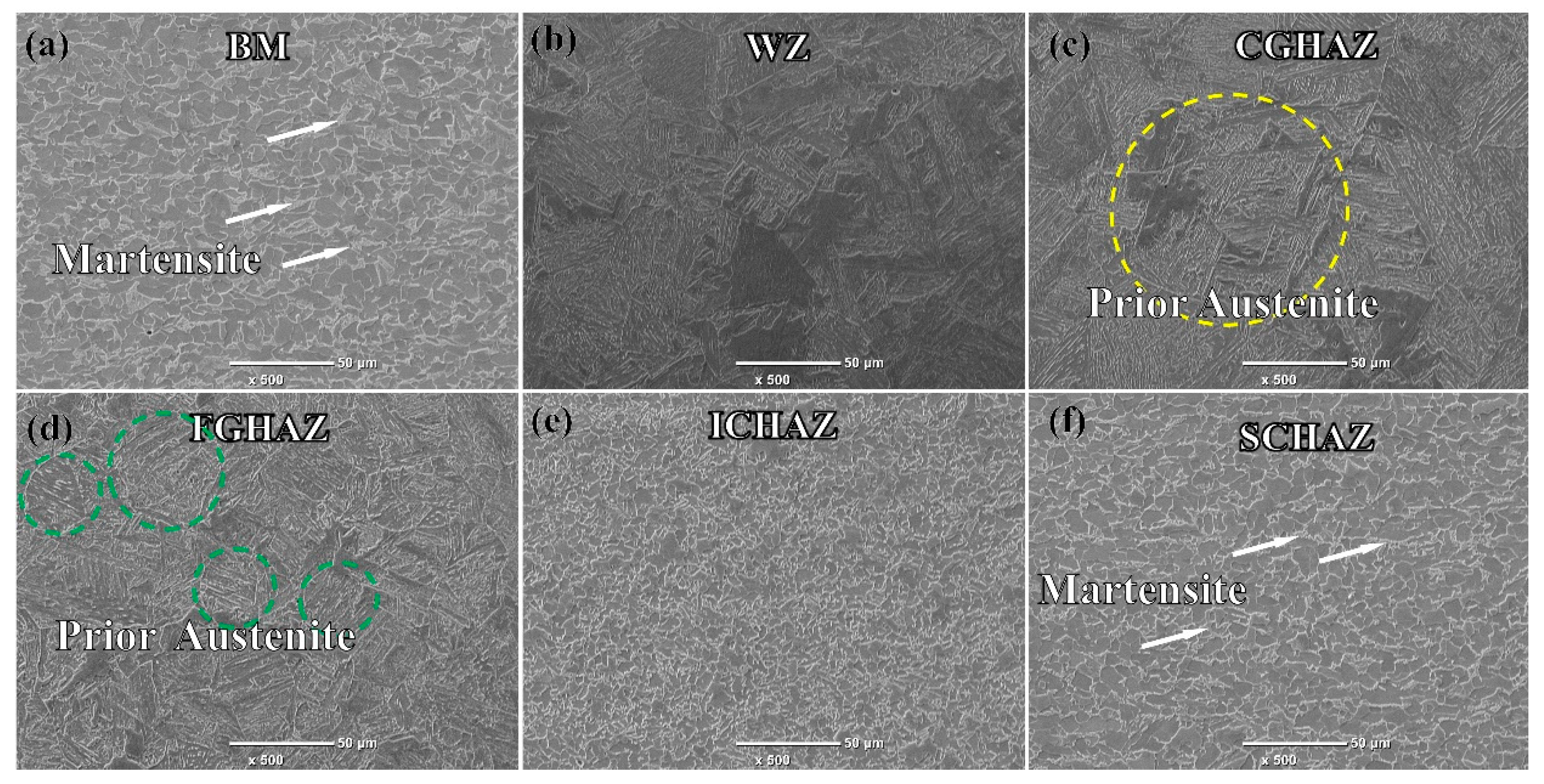
3.1. Microstructure and Properties
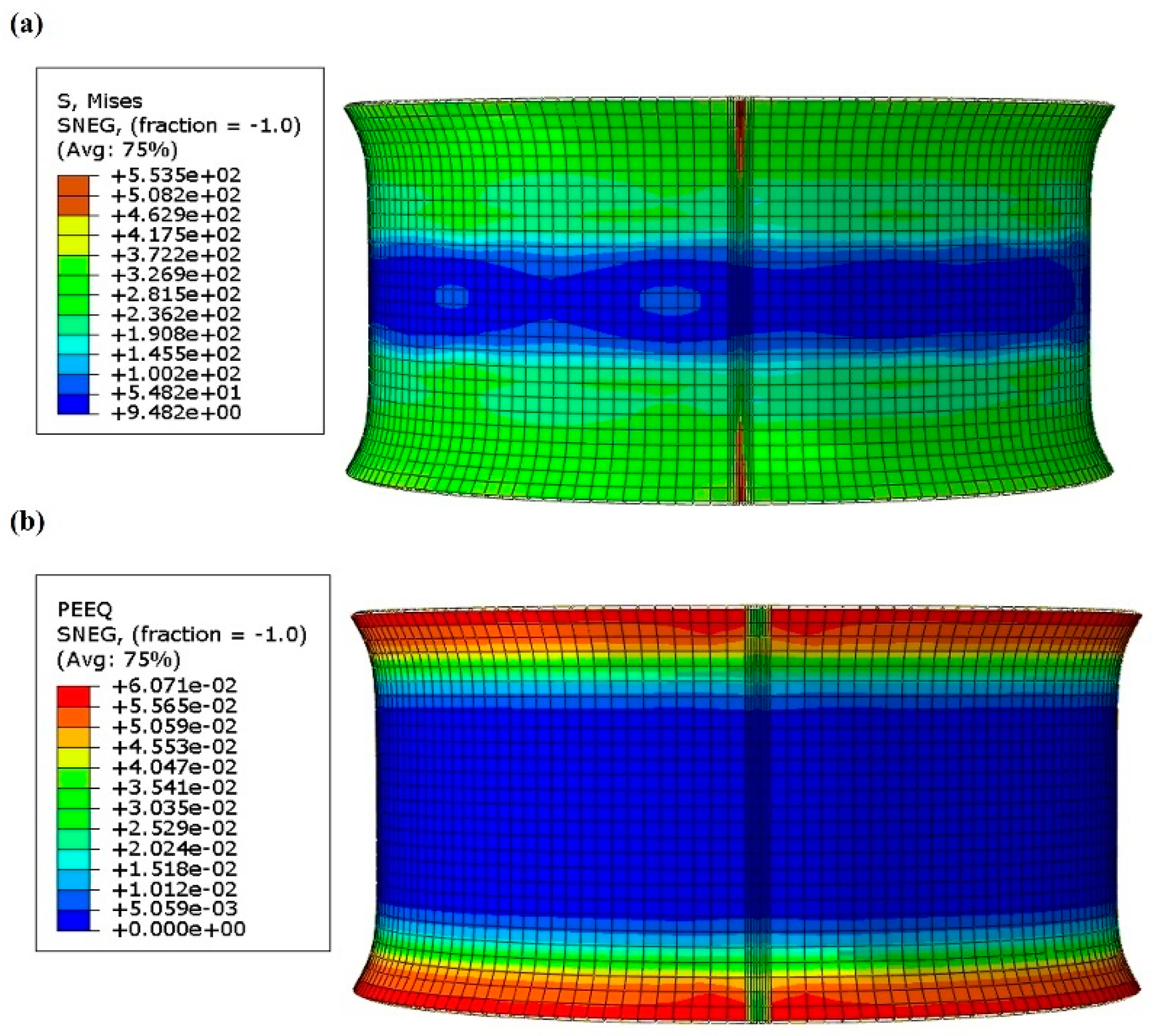
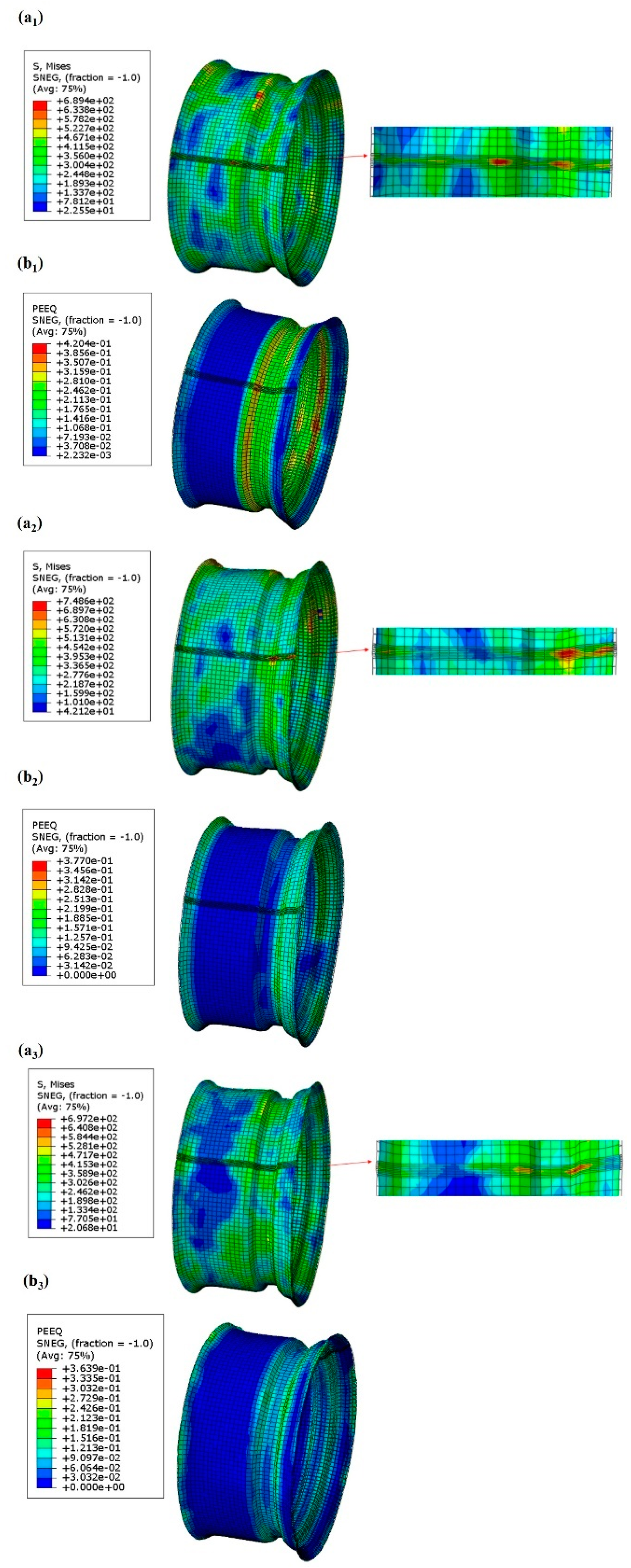
3.2. Stress and Strain in the Forming Process
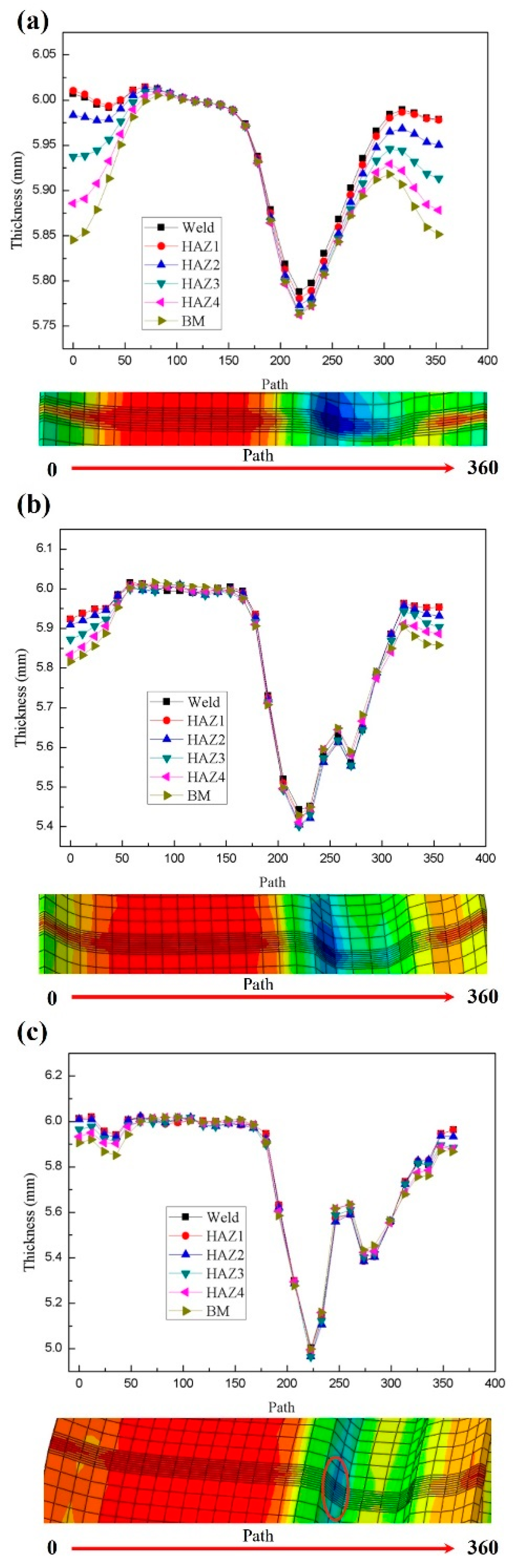
3.3. Thickness Analysis in Rim-Forming Process
3.4. The Influence of Process Parameters on the Rim-Forming Process
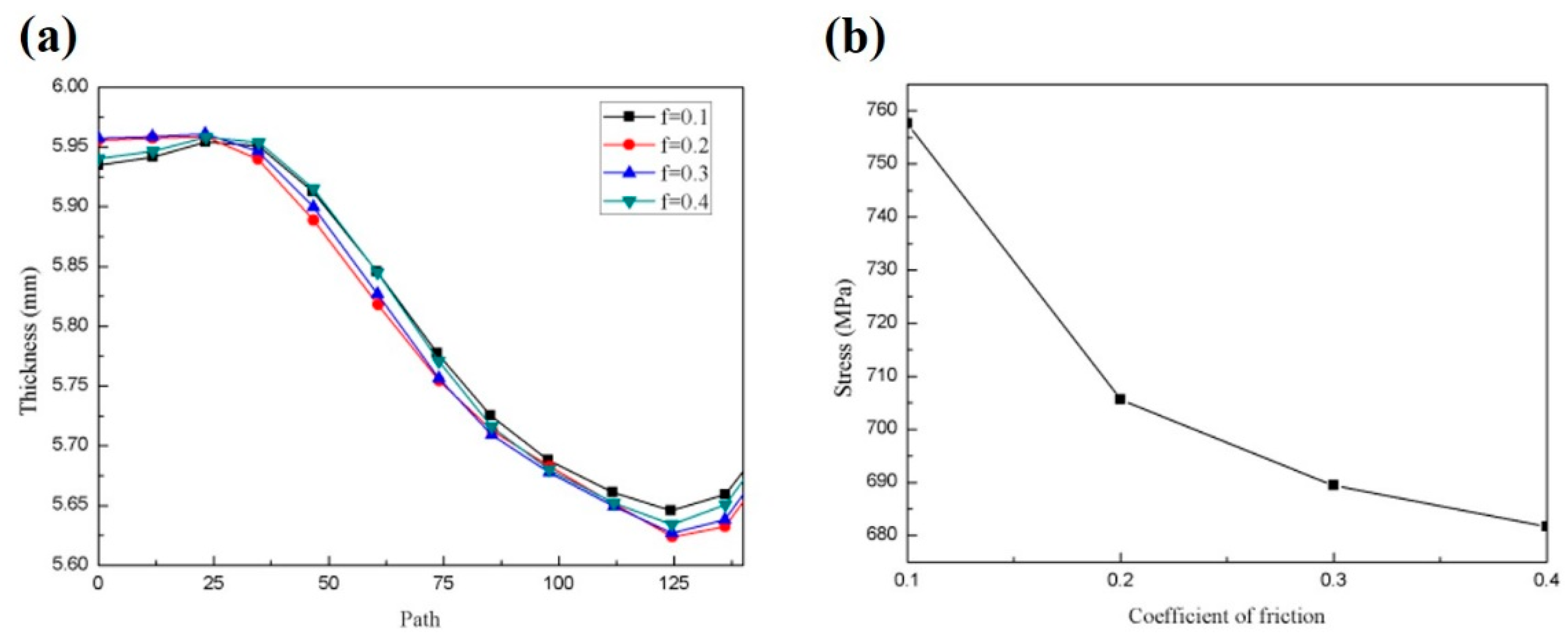
3.4.1. The Influence of Friction Coefficient on the Forming Process
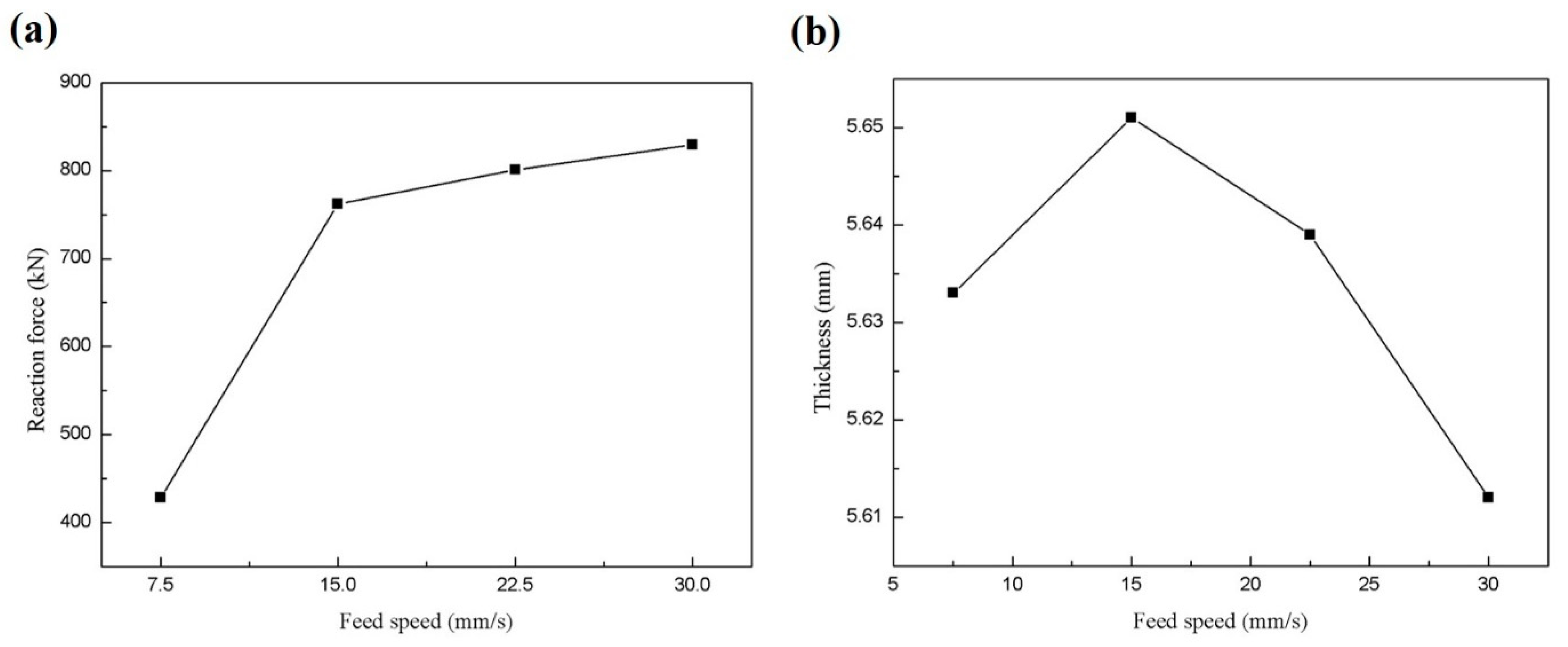
3.4.2. The Influence of Feed Rate on the Forming Process
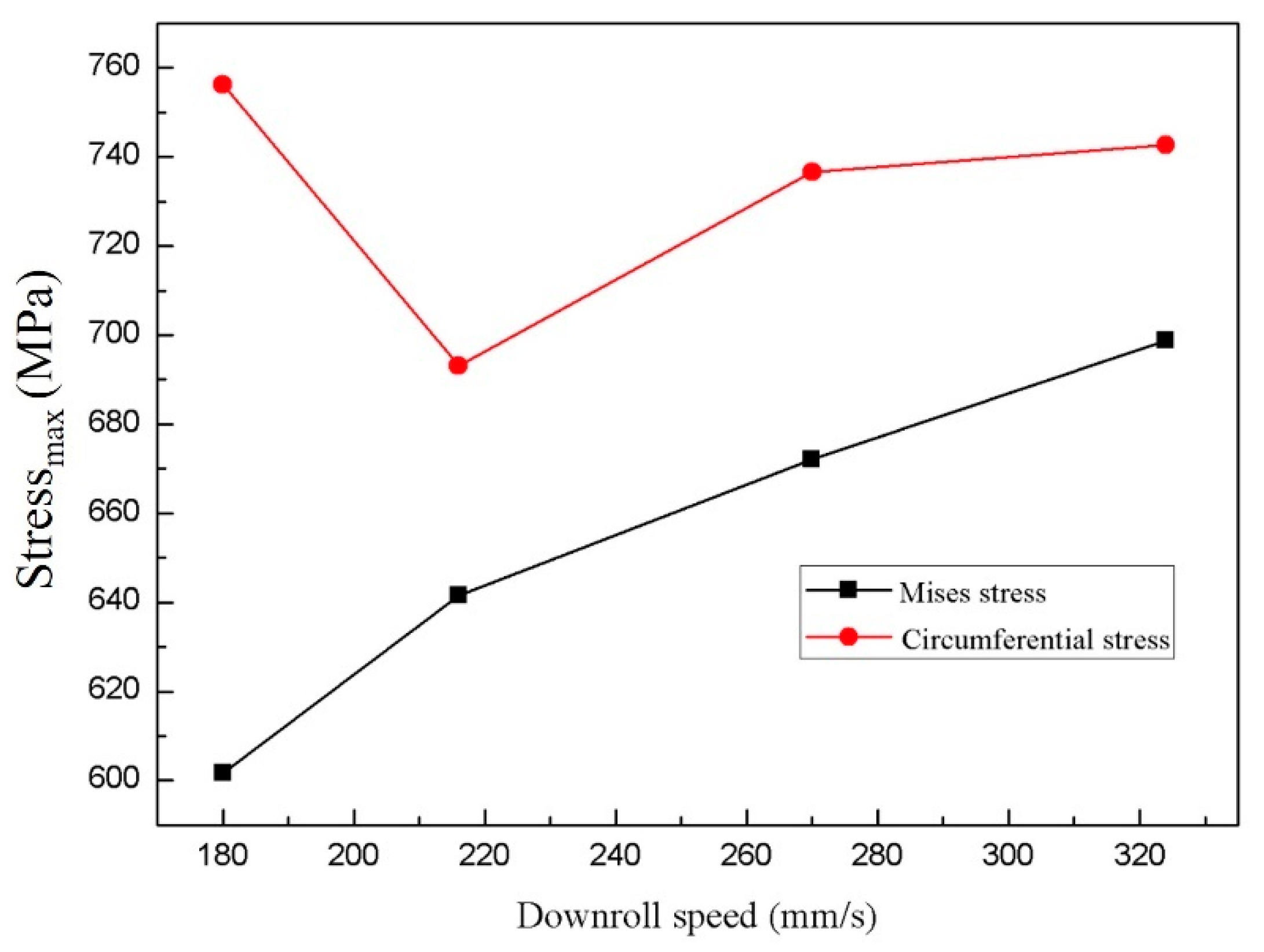
3.4.3. The Influence of Mold Speed on the Forming Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, W.; Xu, J. Advanced Lightweight Materials for Automobiles: A Review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Gardie, E.; Paramasivam, V.; Dubale, H.; Tefera Chekol, E.; Selvaraj, S.K. Numerical Analysis of Reinforced Carbon Fiber Composite Material for Lightweight Automotive Wheel Application. Mater. Today Proc. 2021, 46, 7369–7374. [Google Scholar] [CrossRef]
- Deepati, A.K.; Alhazmi, W.; Benjeer, I. Mechanical Characterization of AA5083 Aluminum Alloy Welded Using Resistance Spot Welding for the Lightweight Automobile Body Fabrication. Mater. Today Proc. 2021, 45, 5139–5148. [Google Scholar] [CrossRef]
- Sharma, A.; Yadav, R.; Sharma, K. Optimization and Investigation of Automotive Wheel Rim for Efficient Performance of Vehicle. Mater. Today Proc. 2021, 45, 3601–3604. [Google Scholar] [CrossRef]
- Li, Z.; Wu, D.; Lv, W.; Kang, S.; Zheng, Z. The Effects of Thermomechanical Processing on the Microstructure and Mechanical Properties of Ultra-High Strength Dual Phase Steel. Adv. Mater. Res. 2013, 631–632, 666–669. [Google Scholar] [CrossRef]
- Pütz, F.; Fehlemann, N.; Göksu, V.; Henrich, M.; Könemann, M.; Münstermann, S. A Data Driven Computational Microstructure Analysis on the Influence of Martensite Banding on Damage in DP-Steels. Comput. Mater. Sci. 2023, 218. [Google Scholar] [CrossRef]
- Azizi, H.; Samei, J.; Zurob, H.S.; Wilkinson, D.S.; Embury, D. A Novel Approach to Producing Architectured Ultra-High Strength Dual Phase Steels. Mater. Sci. Eng. A 2022, 833, 142582. [Google Scholar] [CrossRef]
- Saha, D.C.; Biro, E.; Gerlich, A.P.; Zhou, Y. Influences of Blocky Retained Austenite on the Heat-Affected Zone Softening of Dual-Phase Steels. Mater. Lett. 2020, 264, 127368. [Google Scholar] [CrossRef]
- González-Zapatero, W.F.; Rosado-Carrasco, J.G.; Ambriz, R.R.; Jaramillo, D. Low Cycle Fatigue Properties Assessment and Damage Influence on DP 500/800 Steel Sheet. J. Mater. Res. Technol. 2023, 23, 2231–2243. [Google Scholar] [CrossRef]
- Krishnamraju, M.; Reddy, P.V.; Appalanaidu, B.; Markendeya, R. Mechanical Behavior and Forming Characteristics of Tailor-Welded Blanks of Structural Materials: A Review. Multiscale Multidiscip. Model. Exp. Des. 2024. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Kamil, A.I.; Muhamad, W.M.W. Application of Shape Optimization Method on Steel Wheel Rim. Appl. Mech. Mater. 2014, 564, 13–18. [Google Scholar] [CrossRef]
- Satheeshkumar, V.; Narayanan, R.G.; Gunasekera, J.S. Chapter 3—Sustainable Manufacturing: Material Forming and Joining. In Sustainable Manufacturing Processes; Narayanan, R.G., Gunasekera, J.S.B.T.-S.M.P., Eds.; Elsevier: Amsterdam, The Netherlands, 2023; pp. 53–112. ISBN 978-0-323-99990-8. [Google Scholar]
- Kim, D.C.; So, W.J.; Kang, M.J. Effect of Flash Butt Welding Parameters on Weld Quality of Mooring Chain. Arch. Mater. Sci. Eng. 2009, 38, 112–117. [Google Scholar]
- Çetinkaya, C.; Arabaci, U. Flash Butt Welding Application on 16MnCr5 Chain Steel and Investigations of Mechanical Properties. Mater. Des. 2006, 27, 1187–1195. [Google Scholar] [CrossRef]
- Arabaci, U.; Çetînkaya, C.; Akay, A. An Investigation of Effects of Upsetting Current Time and Normalization Heat Treatment on Mechanical Properties of X40CrMoV5 1 and Ç1030 Steels Joined by Flash Butt Welding. Mater. Des. 2007, 28, 2351–2360. [Google Scholar] [CrossRef]
- Yang, Z.; Zhou, W.L. The FEM Numerical Simulation of Die Spinning with Three-Dimensional. Key Eng. Mater. 2013, 567, 81–86. [Google Scholar] [CrossRef]
- Gupta, A.; Pradhan, S.K.; Bajpai, L.; Jain, V. Numerical Analysis of Rubber Tire/Rail Contact Behavior in Road Cum Rail Vehicle under Different Inflation Pressure Values Using Finite Element Method. Mater. Today Proc. 2020, 47, 6628–6635. [Google Scholar] [CrossRef]
- Kiuchi, M.; Kenji, A.; Onodera, R. Computerized Numerical Simulation. CIRP Ann. Manuf. Technol. 1995, 44, 239–242. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K.; Ebihara, O. Optimisation of the Distribution of Wall Thickness in the Multistage Sheet Metal Forming of Wheel Disks. J. Mater. Process. Technol. 2002, 125–126, 792–797. [Google Scholar] [CrossRef]
- Bi, D.; Yang, G.; Chu, L.; Zhang, J.; Wang, Z. Numerical Simulation on Spinning Forming Process of Automotive Wheel Rim. Mater. Sci. Forum 2012, 704–705, 1458–1464. [Google Scholar] [CrossRef]
- Fang, G.; Gao, W.R.; Zhang, X.G. Finite Element Simulation and Experiment Verification of Rolling Forming for the Truck Wheel Rim. Int. J. Precis. Eng. Manuf. 2015, 16, 1509–1515. [Google Scholar] [CrossRef]
- Lu, P.; Zhang, Y.K.; Ma, F. Finite Element Analysis on Multi-Step Rolling Process and Controlling Quality Defect for Steel Wheel Rim. Adv. Mech. Eng. 2015, 7. [Google Scholar] [CrossRef]
- Hwang, J.K. Thermal Behavior of a Rod during Hot Shape Rolling and Its Comparison with a Plate during Flat Rolling. Processes 2020, 8, 327. [Google Scholar] [CrossRef]
- GB/T 31961-2015; Rims for Truck-Bus. National Standard of the People’s Republic of China: Beijing, China, 2015.
- Naderi, G.; Dibajian, S.H.; Torshizi, S.E.M.; Masoumian, A.; Stockinger, M. An ABAQUS Plugin for Rotary Draw Bending of Tight Fit Pipes. Int. J. Press. Vessel. Pip. 2022, 200, 104827. [Google Scholar] [CrossRef]
- Ya, S.; Eisenträger, S.; Qu, Y.; Zhang, J.; Kuen, T.; Song, C. Seismic Analysis of Post-Tensioned Concrete Gravity Dams Using Scaled Boundary Finite Elements Implemented as ABAQUS UEL. Soil Dyn. Earthq. Eng. 2023, 164, 107620. [Google Scholar] [CrossRef]
- Sabik, A.; Witkowski, W. On Implementation of Fibrous Connective Tissues’ Damage in Abaqus Software. J. Biomech. 2023, 157, 111736. [Google Scholar] [CrossRef]
- Liu, P.R.; Lu, P.; Lv, P.J.; Lin, X.F. Numerical Simulation of Flaring of 590MPa High Strength Steel Rim. In Proceedings of the 15th Annual Meeting of the National Society of Plastic Engineering and the 7th Global Chinese Plastic Processing Technology Exchange Conference, Jinan, China, 13–16 October 2017; pp. 1037–1040. [Google Scholar]
- Song, J.; Zhu, L.; Wang, J.; Lu, Y.; Ma, C.; Han, J.; Jiang, Z. Physical Simulation and Numerical Simulation of Flash Butt Welding for Innovative Dual Phase Steel DP590: A Comparative Study. Materials 2023, 16, 3513. [Google Scholar] [CrossRef]
- Chen, H.; Wang, X.; Song, R.; Wang, Y.; Huo, W.; Zhang, Y.; Zhang, S. Microstructure, Mechanical Properties and Strengthening Mechanism of High Strength Hot-Rolled Ferrite-Martensite Dual Phase Steel. Mater. Charact. 2024, 207, 113545. [Google Scholar] [CrossRef]
- Basu, S.; Patra, A.; Jaya, B.N.; Ganguly, S.; Dutta, M.; Samajdar, I. Study of Microstructure-Property Correlations in Dual Phase Steels for Achieving Enhanced Strength and Reduced Strain Partitioning. Materialia 2022, 25, 101522. [Google Scholar] [CrossRef]
- Sodjit, S.; Uthaisangsuk, V. Microstructure Based Prediction of Strain Hardening Behavior of Dual Phase Steels. Mater. Des. 2012, 41, 370–379. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloying Element | Elements | C | Mn | Cr | Si | Al | Ti | Nb | P | N | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 0.056 | 1.199 | 0.268 | 0.085 | 0.039 | 0.02 | 0.013 | 0.015 | 0.004 | 0.001 | Bal. | |
| Performance parameter | Yield strength | 318 MPa | ||||||||||
| Ultimate tensile strength | 614 MPa | |||||||||||
| Elongation rate | 39.3% | |||||||||||
| Young’s modulus | 199 GPa | |||||||||||
| Poisson ratio | 0.33 | |||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, J.; Lan, J.; Zhu, L.; Jiang, Z.; Zhang, Z.; Han, J.; Ma, C. Finite Element Simulation and Microstructural Analysis of Roll Forming for DP590 High-Strength Dual-Phase Steel Wheel Rims. Materials 2024, 17, 3795. https://doi.org/10.3390/ma17153795
Song J, Lan J, Zhu L, Jiang Z, Zhang Z, Han J, Ma C. Finite Element Simulation and Microstructural Analysis of Roll Forming for DP590 High-Strength Dual-Phase Steel Wheel Rims. Materials. 2024; 17(15):3795. https://doi.org/10.3390/ma17153795
Chicago/Turabian StyleSong, Jingwen, Jun Lan, Lisong Zhu, Zhengyi Jiang, Zhiqiang Zhang, Jian Han, and Cheng Ma. 2024. "Finite Element Simulation and Microstructural Analysis of Roll Forming for DP590 High-Strength Dual-Phase Steel Wheel Rims" Materials 17, no. 15: 3795. https://doi.org/10.3390/ma17153795