
Micro/Nanomechanical Characterization of ScAlMgO4 Single Crystal by Instrumented Indentation and Scratch Methods

 ,
,  ,
, 

Abstract
1. Introduction
2. Materials and Experimental Methods
2.1. SCAM Wafer
2.2. Microscratch of SCAM
2.3. Nanoindentation of SCAM
3. Results and Discussion
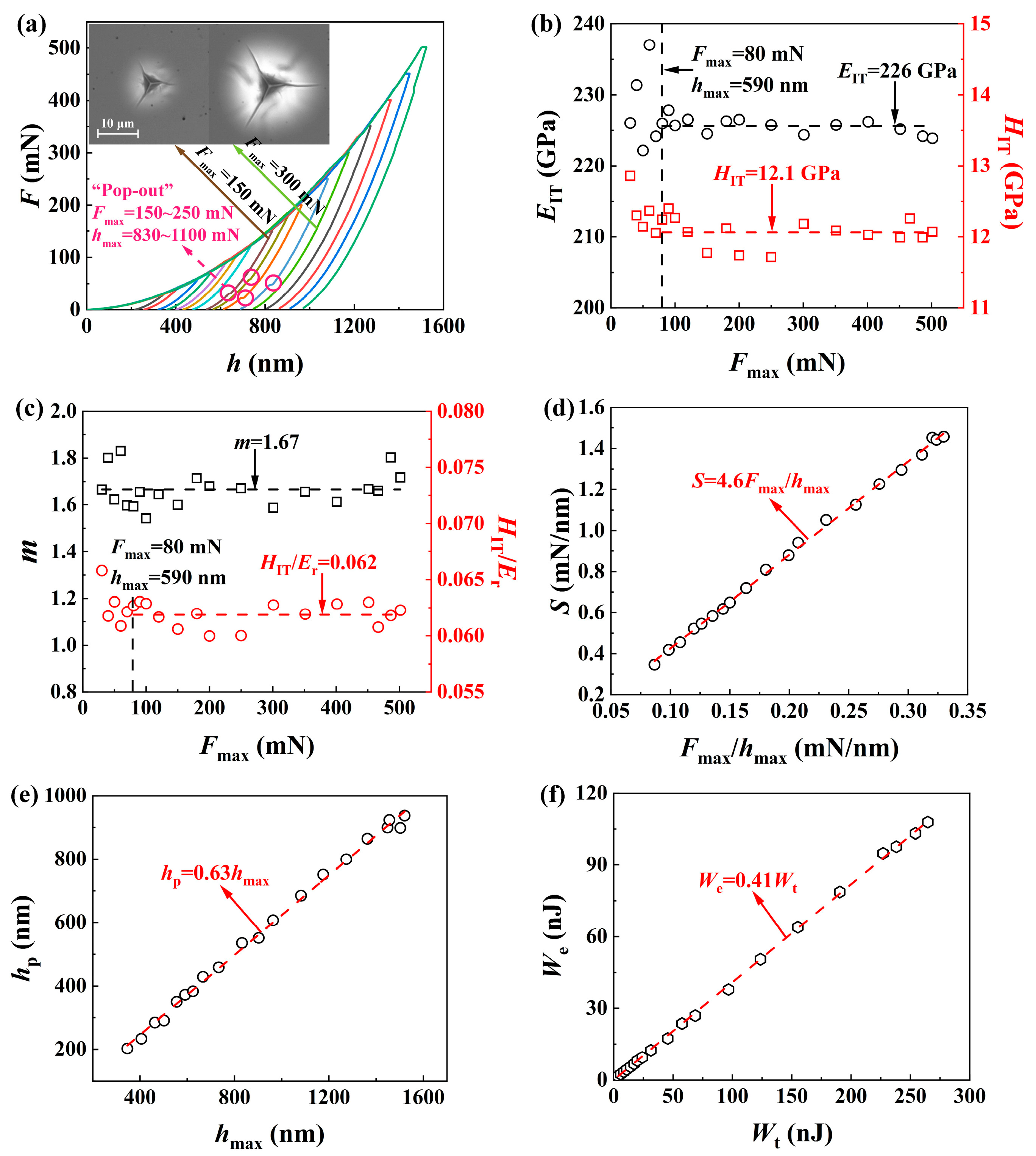
3.1. Analysis of Nanoindentation of SCAM by a Berkovich Indenter
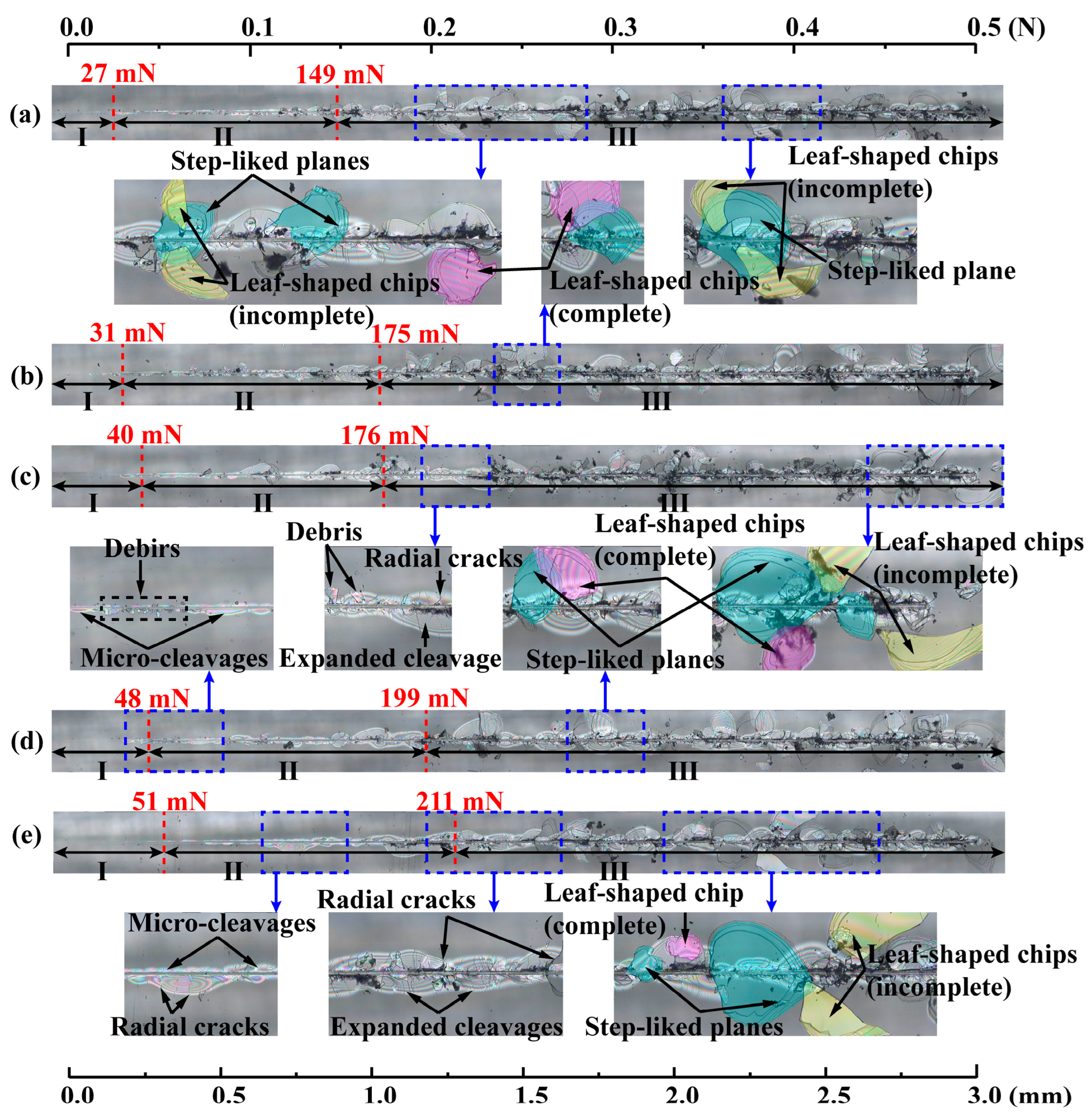
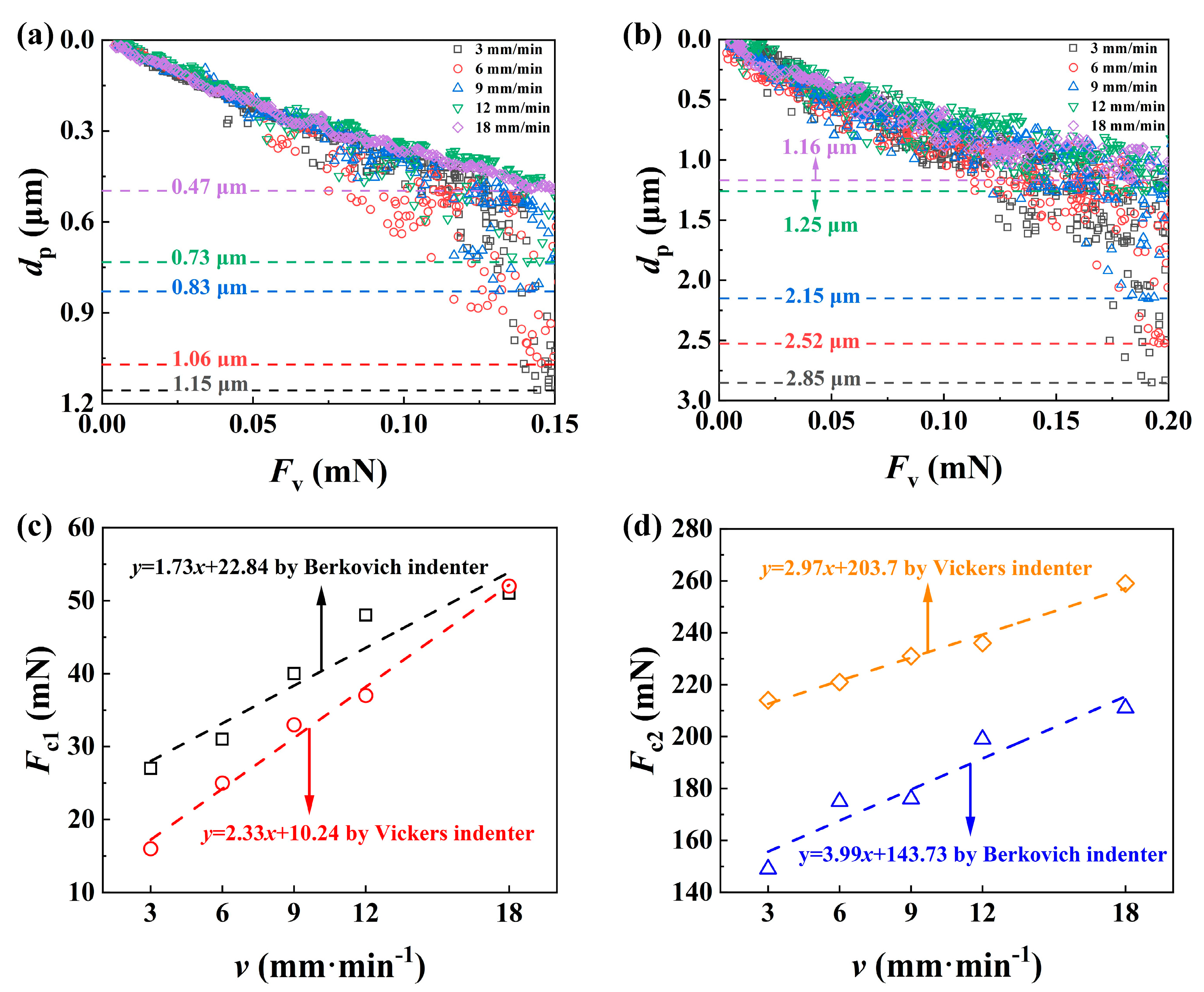
3.2. Analysis of Microscratch of SCAM by Different Indenters
3.3. Characterization of Fracture Toughness by Microscratch Method
3.4. Characterization of Fracture Toughness by Indenter-Induced Cracking
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shin, J.; Noh, S.; Lee, J.; Kim, J.S.; Choi, I.; Ahn, H.-K. Structural and electrical characteristics of ultra-thin Si-doped GaN film regrown on patterned GaN/sapphire. J. Korean Phys. Soc. 2023, 82, 963–969. [Google Scholar] [CrossRef]
- Yang, Q.; Li, Z.; Peng, D.; Li, C.; Zhang, D.; Xu, X. Growth of high quality GaN on (0001) 4H-SiC with an ultrathin AlN nucleation layer. J. Cryst. Growth 2023, 607, 127107. [Google Scholar] [CrossRef]
- Meneghini, M.; De Santi, C.; Abid, I.; Buffolo, M.; Cioni, M.; Khadar, R.A.; Nela, L.; Zagni, N.; Chini, A.; Medjdoub, F. GaN-based power devices: Physics, reliability, and perspectives. J. Appl. Phys. 2021, 130, 181101. [Google Scholar] [CrossRef]
- Chaoyi, Z.; Huili, T.; Xianke, L.; Qingguo, W.; Ping, L.; Feng, W.; Chenbo, Z.; Yanyan, X.; Jun, X.; Jianfeng, H.; et al. Research Progress of ScAlMgO4 Crystal: A Novel GaN and ZnO Substrate. J. Inorg. Mater. 2023, 38, 228–242. [Google Scholar]
- Ohnishi, K.; Kuboya, S.; Tanikawa, T.; Iwabuchi, T.; Yamamura, K.; Hasuike, N.; Harima, H.; Fukuda, T.; Matsuoka, T. Reuse of ScAlMgO4 substrates utilized for halide vapor phase epitaxy of GaN. Jpn. J. Appl. Phys. 2019, 58, SC1023. [Google Scholar] [CrossRef]
- Wang, W.; Yao, P.; Wang, J.; Huang, C.; Kuriyagawa, T.; Zhu, H.; Zou, B.; Liu, H. Elastic stress field model and micro-crack evolution for isotropic brittle materials during single grit scratching. Ceram. Int. 2017, 43, 10726–10736. [Google Scholar] [CrossRef]
- Huang, W.; Yan, J. Deformation behaviour of soft-brittle polycrystalline materials determined by nanoscratching with a sharp indenter. Precis. Eng. 2021, 72, 717–729. [Google Scholar] [CrossRef]
- Santos, M.D.; Fukumasu, N.K.; Tschiptschin, A.P.; Lima, N.B.d.; Figueroa, C.A.; Weber, J.S.; Souza, R.M.d.; Machado, I.F. Effect of Ti/Si and Ti/TiN/Si interlayers on the structure, properties, and tribological behavior of an a-C film deposited onto a C17200 copper-beryllium alloy. Surf. Coat. Technol. 2022, 441, 128561. [Google Scholar] [CrossRef]
- Liu, M.; Hou, D.; Zheng, K.; Gao, C. Characterization of friction and wear of phenolic resin matrix composites reinforced by bamboo fibers of alkaline and LaCl3 treatment. Mater. Today Commun. 2023, 35, 106361. [Google Scholar] [CrossRef]
- Davis, C.S.; Rencheck, M.L.; Woodcock, J.W.; Beams, R.; Wang, M.; Stranick, S.; Forster, A.M.; Gilman, J.W. Activation of mechanophores in a thermoset matrix by instrumented scratch. ACS Appl. Mater. Interfaces 2021, 13, 55498–55506. [Google Scholar] [CrossRef]
- Duan, W.; Yang, Z.; Cai, D.; Zhang, J.; Niu, B.; Jia, D.; Zhou, Y. Effect of sintering temperature on microstructure and mechanical properties of boron nitride whisker reinforced fused silica composites. Ceram. Int. 2020, 46, 5132–5140. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, J.; Zhao, M.; Lu, C. Determination of the fracture toughness of glasses via scratch tests with a vickers indenter. Acta Mech. Solida Sin. 2022, 35, 129–138. [Google Scholar] [CrossRef]
- Fu, H.; Cai, L.; Chai, Z.; Liu, X.; Zhang, L.; Geng, S.; Zhang, K.; Liao, H.; Wu, X.; Wang, X. Evaluation of bonding properties by flat indentation method for an EBW joint of RAFM steel for fusion application. Nucl. Mater. Energy 2020, 25, 100861. [Google Scholar] [CrossRef]
- Raturi, A.; Biswas, K.; Gurao, N. Elastic and plastic anisotropy in a refractory high entropy alloy utilizing combinatorial instrumented indentation and electron backscatter diffraction. J. Alloys Compd. 2022, 896, 162902. [Google Scholar] [CrossRef]
- Peng, G.; Liu, Y.; Xu, F.; Jiang, H.; Jiang, W.; Zhang, T. On determination of elastic modulus and indentation hardness by instrumented spherical indentation: Influence of surface roughness and correction method. Mater. Res. Express 2023, 10, 086503. [Google Scholar] [CrossRef]
- Yu, F.; Fang, J.; Omacht, D.; Sun, M.; Li, Y. A new instrumented spherical indentation test methodology to determine fracture toughness of high strength steels. Theor. Appl. Fract. Mech. 2023, 124, 103744. [Google Scholar] [CrossRef]
- Ge, M.; Zhu, H.; Ge, P.; Zhang, C. Investigation on residual scratch depth and material removal rate of scratching machining single crystal silicon with Berkovich indenter. Mater. Sci. Semicond. Process. 2019, 100, 98–105. [Google Scholar] [CrossRef]
- Hou, D.; Liu, M.; Liu, S.; Yang, F. Indentation fracture of 4H-SiC single crystal. Int. J. Mech. Sci. 2024, 270, 109096. [Google Scholar] [CrossRef]
- Feng, P.-F.; Zhang, C.-L.; Wu, Z.-J.; Zhang, J.-F. Effect of scratch velocity on deformation features of C-plane Sapphire during nanoscratching. Stroj. Vestn. J. Mech. Eng. 2013, 59, 367–374. [Google Scholar] [CrossRef]
- Liu, M.; Chen, S. Micromechanical characterization of zirconia and silicon nitride ceramics using indentation and scratch methods. Ceram. Int. 2024, 50, 19982–20010. [Google Scholar] [CrossRef]
- Ness, E.; Zibbell, R. Abrasion and erosion of hard materials related to wear in the abrasive waterjet. Wear 1996, 196, 120–125. [Google Scholar] [CrossRef]
- Hai, K.; Li, L.; Hu, H.; Zhang, Z.; Bai, Y.; Luo, X.; Yi, L.; Yang, X.; Xue, D.; Zhang, X. Distribution model of the surface roughness in magnetorheological jet polishing. Appl. Opt. 2020, 59, 8740–8750. [Google Scholar] [CrossRef]
- Grajczyk, R.; Subramanian, M. Structure-property relationships of YbFe2O4- and Yb2Fe3O7-type layered oxides: A bird’s eye view. Prog. Solid State Chem. 2015, 43, 37–46. [Google Scholar] [CrossRef]
- Kimizuka, N.; Mohri, T.; Nakamura, M. Compounds which have InFeO3(ZnO)m-type structures (m = integer). J. Solid State Chem. 1989, 81, 70–77. [Google Scholar] [CrossRef]
- Katase, T.; Nomura, K.; Ohta, H.; Yanagi, H.; Kamiya, T.; Hirano, M.; Hosono, H. Large domain growth of GaN epitaxial films on lattice-matched buffer layer ScAlMgO4. Mater. Sci. Eng. B 2009, 161, 66–70. [Google Scholar] [CrossRef]
- Hanada, T.; Tajiri, H.; Sakata, O.; Fukuda, T.; Matsuoka, T. Characterization of the ScAlMgO4 cleaving layer by X-ray crystal truncation rod scattering. J. Appl. Phys. 2018, 123, 205305. [Google Scholar] [CrossRef]
- Haseman, M.S.; Noesges, B.A.; Shields, S.; Cetnar, J.S.; Reed, A.N.; Al-Atabi, H.A.; Edgar, J.H.; Brillson, L.J. Cathodoluminescence and x-ray photoelectron spectroscopy of ScN: Dopant, defects, and band structure. APL Mater. 2020, 8, 081103. [Google Scholar] [CrossRef]
- Seyama, H.; Soma, M. X-ray photoelectron spectroscopic study of montmorillonite containing exchangeable divalent cations. J. Chem. Soc. Faraday Trans. 1 Phys. Chem. Condens. Phases 1984, 80, 237–248. [Google Scholar] [CrossRef]
- Bou, M.; Martin, J.; Le Mogne, T.; Vovelle, L. Chemistry of the interface between aluminium and polyethyleneterephthalate by XPS. Appl. Surf. Sci. 1991, 47, 149–161. [Google Scholar] [CrossRef]
- Grosso, D.; Sermon, P. Scandia optical coatings for application at 351 nm. Thin Solid Film. 2000, 368, 116–124. [Google Scholar] [CrossRef]
- Liu, M.; Xu, Z. Scratch responses of ductile materials by instrumented scratch with a spherical indenter under progressive load. Sci. Sin. Phys. Mech. Astron. 2023, 53, 244612. [Google Scholar] [CrossRef]
- Liu, M.; Wang, W. Effects of sliding velocity on microscratch responses of thermoplastics by Berkovich indenter. Polym. Bull. 2023, 80, 7901–7926. [Google Scholar] [CrossRef]
- Liu, M.; Xu, Z.; Zhang, G. Effects of Dopants on Scratch Responses of Diamond-Like Carbon Films by Rockwell C Diamond Indenter. J. Mater. Eng. Perform. 2023, 32, 6092–6106. [Google Scholar] [CrossRef]
- Gao, C.; Liu, M. Effect of sample tilt on measurement of friction coefficient by constant-load scratch testing of copper with a spherical indenter. J. Test. Eval. 2020, 48, 970–989. [Google Scholar] [CrossRef]
- Liu, M.; Xie, P. Rate and Load Effects on Scratch Behavior of Thermoplastics by Berkovich Indenter. J. Mater. Eng. Perform. 2023, 32, 9323–9343. [Google Scholar] [CrossRef]
- Liu, M.; Xu, Z. Micromechanical characterization of microwave dielectric ceramic BaO-Sm2O3-5TiO2 by indentation and scratch methods. J. Adv. Ceram. 2023, 12, 1136–1165. [Google Scholar]
- Gao, C.; Liu, M. Effects of normal load on the coefficient of friction by microscratch test of copper with a spherical indenter. Tribol. Lett. 2019, 67, 1–12. [Google Scholar] [CrossRef]
- Liu, K.; Ostadhassan, M.; Bubach, B. Applications of nano-indentation methods to estimate nanoscale mechanical properties of shale reservoir rocks. J. Nat. Gas Sci. Eng. 2016, 35, 1310–1319. [Google Scholar] [CrossRef]
- Gao, C.; Liu, M. Power law creep of polycarbonate by Berkovich nanoindentation. Mater. Res. Express 2017, 4, 105302. [Google Scholar] [CrossRef]
- Gao, C.; Yao, L.; Liu, M. Berkovich nanoindentation of borosilicate K9 glass. Opt. Eng. 2018, 57, 034104. [Google Scholar] [CrossRef]
- Gao, C.; Liu, M. Instrumented indentation of fused silica by Berkovich indenter. J. Non-Cryst. Solids 2017, 475, 151–160. [Google Scholar] [CrossRef]
- Chicot, D.; Montagne, A.; Mejias, A.; Roudet, F.; Coorevits, T. Improvement in Calibration Procedure in Nanoindentation: An Indenter Bluntness Indicator. Exp. Mech. 2024, 64, 1–19. [Google Scholar] [CrossRef]
- Gao, C.; Liu, M. Characterization of spherical indenter with fused silica under small deformation by Hertzian relation and Oliver and Pharr’s method. Vacuum 2018, 153, 82–90. [Google Scholar] [CrossRef]
- Gong, J.; Deng, B.; Jiang, D. A universal function for the description of nanoindentation unloading data: Case study on soda-lime glass. J. Non-Cryst. Solids 2020, 544, 120067. [Google Scholar] [CrossRef]
- Gerk, A. The effect of work-hardening upon the hardness of solids: Minimum hardness. J. Mater. Sci. 1977, 12, 735–738. [Google Scholar] [CrossRef]
- Bandyopadhyay, P.; Dey, A.; Mukhopadhyay, A.K. Novel combined scratch and nanoindentation experiments on soda-lime-silica glass. Int. J. Appl. Glass Sci. 2012, 3, 163–179. [Google Scholar] [CrossRef]
- Liu, M.; Hou, D.; Wang, Y.; Lakshminarayana, G. Micromechanical properties of Dy3+ ion-doped (LuxY1-x) 3Al5O12 (x= 0, 1/3, 1/2) single crystals by indentation and scratch tests. Ceram. Int. 2023, 49, 4482–4504. [Google Scholar] [CrossRef]
- Lafaye, S.; Troyon, M. On the friction behaviour in nanoscratch testing. Wear 2006, 261, 905–913. [Google Scholar] [CrossRef]
- Choudhary, A.; Paul, S. Surface generation in high-speed grinding of brittle and tough ceramics. Ceram. Int. 2021, 47, 30546–30562. [Google Scholar] [CrossRef]
- Ran, Y.; Kang, R.; Dong, Z.; Jin, Z.; Bao, Y. Ultrasonic assisted grinding force model considering anisotropy of SiCf/SiC composites. Int. J. Mech. Sci. 2023, 250, 108311. [Google Scholar] [CrossRef]
- Liu, M.; Zheng, Q.; Gao, C. Sliding of a diamond sphere on fused silica under ramping load. Mater. Today Commun. 2020, 25, 101684. [Google Scholar] [CrossRef]
- Zhang, D.; Sun, Y.; Gao, C.; Liu, M. Measurement of fracture toughness of copper via constant-load microscratch with a spherical indenter. Wear 2020, 444, 203158. [Google Scholar] [CrossRef]
- Liu, M. Characterization of bulk metallic glasses by microscratch test under Rockwell C diamond indenter and progressive normal load. Eng. Fract. Mech. 2023, 281, 109126. [Google Scholar] [CrossRef]
- Ouchterlony, F. Stress intensity factors for the expansion loaded star crack. Eng. Fract. Mech. 1976, 8, 447–448. [Google Scholar] [CrossRef]
- Niihara, K. A fracture mechanics analysis of indentation-induced Palmqvist crack in ceramics. J. Mater. Sci. Lett. 1983, 2, 221–223. [Google Scholar] [CrossRef]
- Lawn, B.R.; Evans, A.G.; Marshall, D. Elastic/plastic indentation damage in ceramics: The median/radial crack system. J. Am. Ceram. Soc. 1980, 63, 574–581. [Google Scholar] [CrossRef]
- Laugier, M. New formula for indentation toughness in ceramics. J. Mater. Sci. Lett. 1987, 6, 355–356. [Google Scholar] [CrossRef]
- Shetty, D.; Wright, I.; Mincer, P.; Clauer, A. Indentation fracture of WC-Co cermets. J. Mater. Sci. 1985, 20, 1873–1882. [Google Scholar] [CrossRef]
- Lawn, B.R.; Swain, M. Microfracture beneath point indentations in brittle solids. J. Mater. Sci. 1975, 10, 113–122. [Google Scholar] [CrossRef]
- Tanaka, K. Elastic/plastic indentation hardness and indentation fracture toughness: The inclusion core model. J. Mater. Sci. 1987, 22, 1501–1508. [Google Scholar] [CrossRef]
- Lawn, B.R.; Fuller, E.R. Equilibrium penny-like cracks in indentation fracture. J. Mater. Sci. 1975, 10, 2016–2024. [Google Scholar] [CrossRef]
- EVans, A.G.; Charles, E.A. Fracture toughness determinations by indentation. J. Am. Ceram. Soc. 1976, 59, 371–372. [Google Scholar] [CrossRef]
- Niihara, K.; Morena, R.; Hasselman, D. Evaluation of KIc of brittle solids by the indentation method with low crack-to-indent ratios. J. Mater. Sci. Lett. 1982, 1, 13–16. [Google Scholar] [CrossRef]
- Anstis, G.; Chantikul, P.; Lawn, B.R.; Marshall, D. A critical evaluation of indentation techniques for measuring fracture toughness: I, direct crack measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Evans, A. Fracture Toughness: The Role of Indentation Techniques. In Fracture Mechanics Applied to Brittle Materials; Freiman, S., Ed.; ASTM International: West Conshohocken, PA, USA, 1979; pp. 112–135. [Google Scholar]
- Lankford, J. Indentation microfracture in the Palmqvist crack regime: Implications for fracture toughness evaluation by the indentation method. J. Mater. Sci. Lett. 1982, 1, 493–495. [Google Scholar] [CrossRef]
- Blendell, J.E. The Origins of Internal Stresses in Polycrystalline AL2O3 and Their Effects on Mechanical Properties. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1979. [Google Scholar]
- Chicot, D.; Pertuz, A.; Roudet, F.; Staia, M.; Lesage, J. New developments for fracture toughness determination by Vickers indentation. Mater. Sci. Technol. 2004, 20, 877–884. [Google Scholar] [CrossRef]
- Schultz, R.A.; Jensen, M.C.; Bradt, R.C. Single crystal cleavage of brittle materials. Int. J. Fract. 1994, 65, 291–312. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equation | Expression | Crack Type |
|---|---|---|
| P-1 | Kc = 0.0117(l/a)−0.5[HV/(ΦE)]−0.4HVa0.5 [55] | Palmqvist |
| P-2 | Kc = 0.036 × 101.8E0.4F0.6(2a)−0.7(l/a)−1.5 [56] | Palmqvist |
| P-3 | Kc = 0.015(a/l)0.5(E/HV)2/3(F/c1.5) [57] | Palmqvist |
| P-4 | Kc = β × 101.5(HVF/4l)0.5 [58] | Palmqvist |
| M-1 | Kc = (1 − 2ν)[(2HV/π)(F/c)]0.5/(2√2π2) [59] | Median |
| M-2 | Kc = 72.5(F/c1.5) [60] | Median |
| M-3 | Kc = 72.6(F/c1.5) [61] | Median |
| M-4 | Kc = 75.2(F/c1.5) [62] | Median |
| M-5 | Kc = 0.043(c/a)−1.5[HV/(ΦE)]−0.4HVa0.5 [63] | Median |
| M-6 | Kc = 16[E/HV]0.5(F/c1.5) [64] | Median |
| C-1 | Kc = 10y[HV/(ΦE)]−0.4HVa0.5 [65] | Both |
| C-2 | Kc = 0.0473(c/a)−1.56[HV/(ΦE)]−0.4HVa0.5 [66] | Both |
| C-3 | Kc = 0.0183lg(8.4a/c)[HV/(ΦE)]−0.4HVa0.5 [67] | Both |
| Equation | P-1 | P-2 | P-3 | P-4 | M-1 | M-2 | M-3 | M-4 | M-5 | M-6 | C-1 | C-2 | C-3 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Kc | 1.18 | 0.48 | 0.13 | 0.43 | 0.42 | 0.46 | 0.46 | 0.48 | 0.91 | 0.37 | 3.54 | 1.03 | 3.75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, Z.; Yu, J.; Chen, G.; Ji, M.; Qian, S.; Bian, D.; Liu, M. Micro/Nanomechanical Characterization of ScAlMgO4 Single Crystal by Instrumented Indentation and Scratch Methods. Materials 2024, 17, 3811. https://doi.org/10.3390/ma17153811
Ni Z, Yu J, Chen G, Ji M, Qian S, Bian D, Liu M. Micro/Nanomechanical Characterization of ScAlMgO4 Single Crystal by Instrumented Indentation and Scratch Methods. Materials. 2024; 17(15):3811. https://doi.org/10.3390/ma17153811
Chicago/Turabian StyleNi, Zifeng, Jie Yu, Guomei Chen, Mingjie Ji, Shanhua Qian, Da Bian, and Ming Liu. 2024. "Micro/Nanomechanical Characterization of ScAlMgO4 Single Crystal by Instrumented Indentation and Scratch Methods" Materials 17, no. 15: 3811. https://doi.org/10.3390/ma17153811
APA StyleNi, Z., Yu, J., Chen, G., Ji, M., Qian, S., Bian, D., & Liu, M. (2024). Micro/Nanomechanical Characterization of ScAlMgO4 Single Crystal by Instrumented Indentation and Scratch Methods. Materials, 17(15), 3811. https://doi.org/10.3390/ma17153811