
Microstructure, Non-Basal Texture and Strength-Ductility of Extruded Mg–6Bi–3Zn Alloy


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. EBSD Microstructure
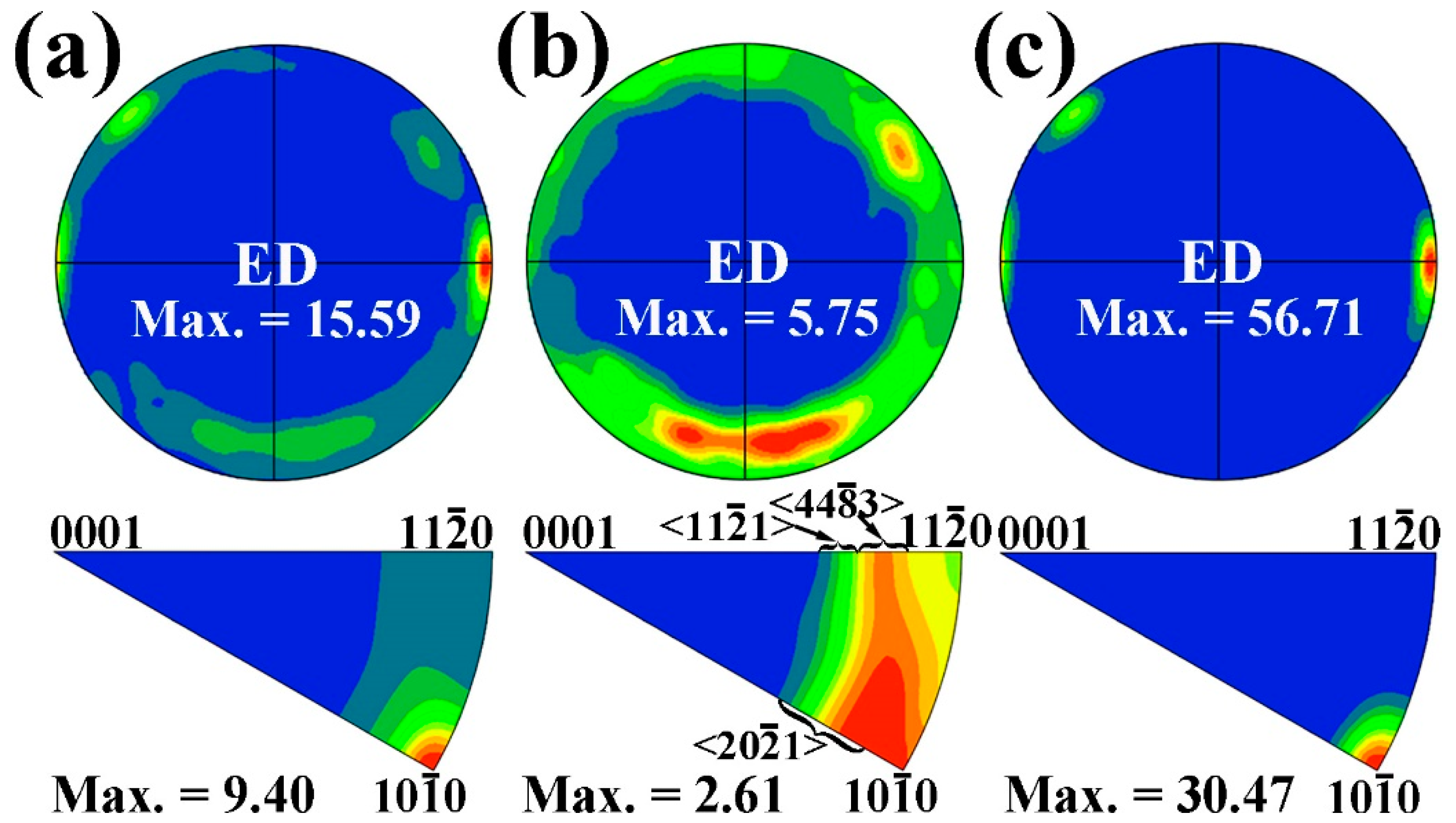
3.2. Texture Characteristics of the Extruded Alloy
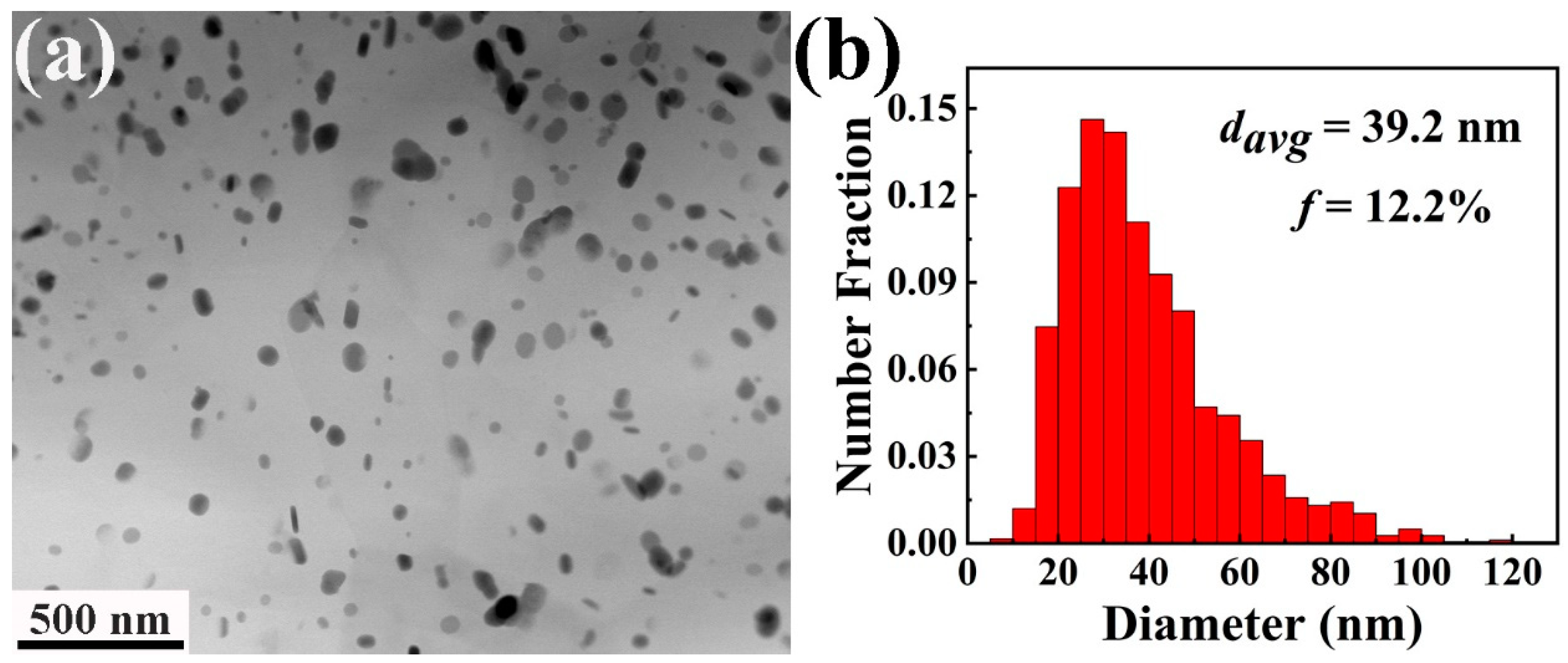
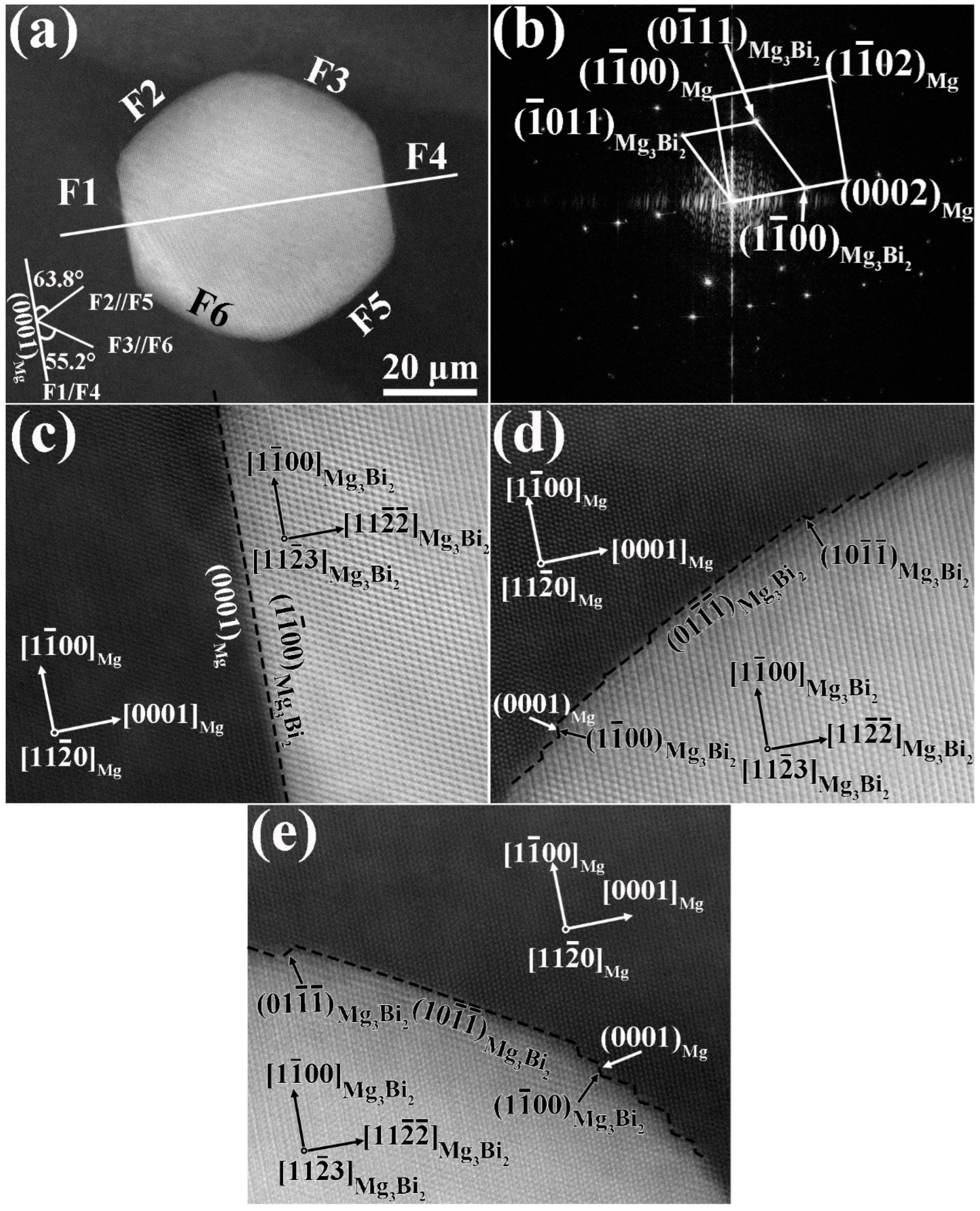
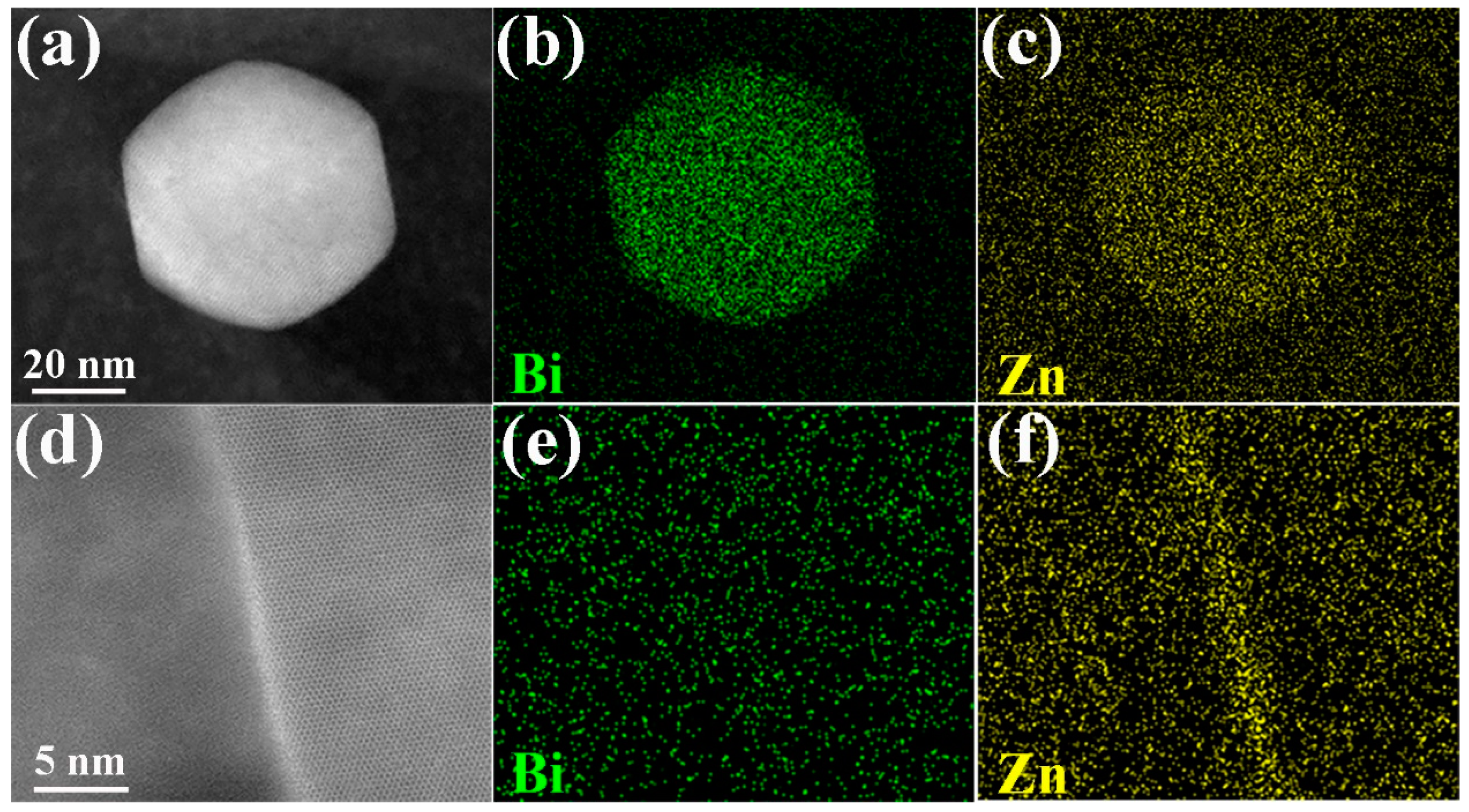
3.3. Dynamic Precipitation Behavior
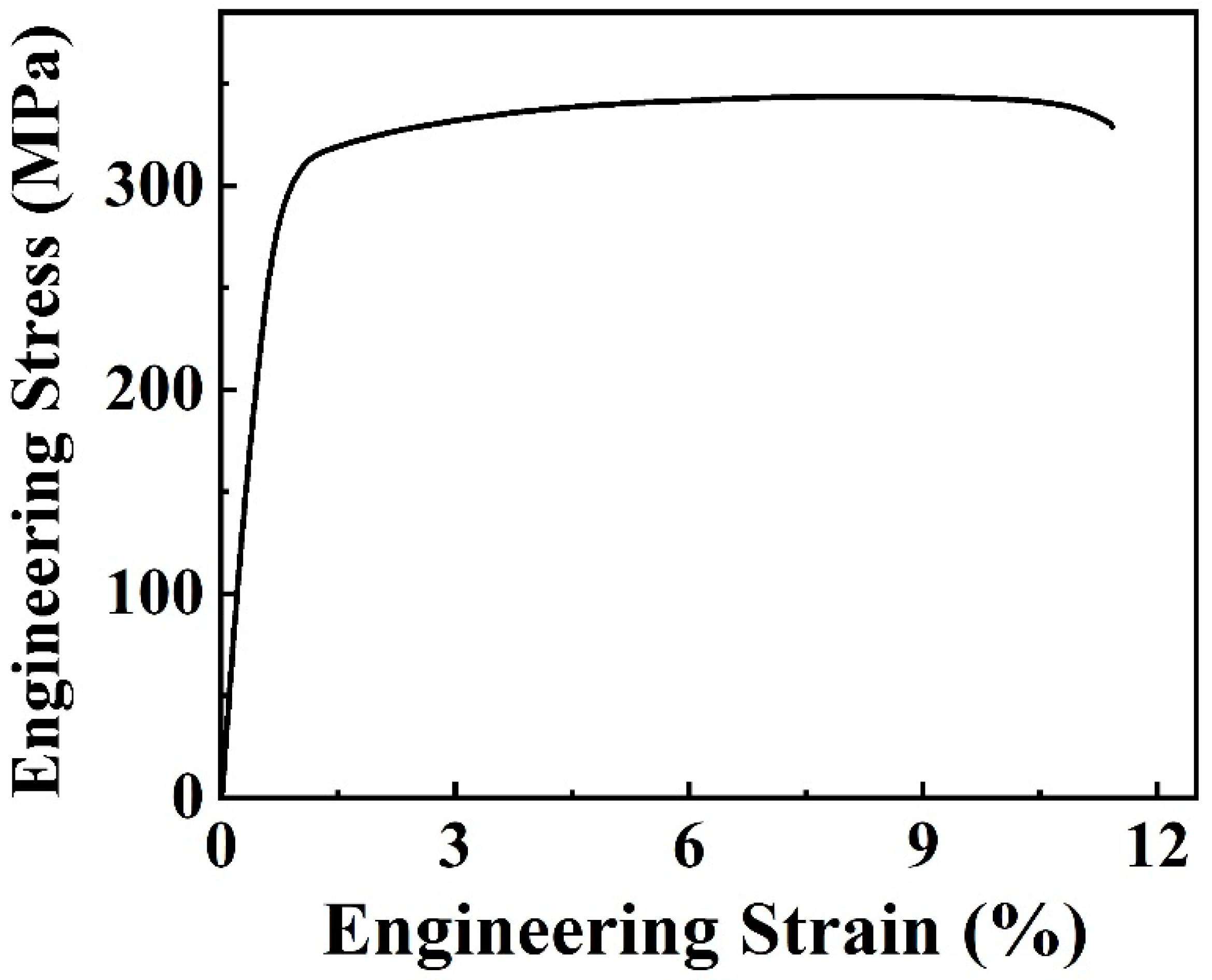
3.4. Strength and Ductility
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Song, J.; Chen, J.; Xiong, X.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium and magnesium alloys worldwide in 2021. J. Magnes. Alloys 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Stanford, N.; Atwell, D.; Beer, A.; Davies, C.; Barnett, M.R. Effect of microalloying with rare-earth elements on the texture of extruded magnesium-based alloys. Scr. Mater. 2008, 59, 772–775. [Google Scholar] [CrossRef]
- Jung, I.H.; Sanjari, M.; Kim, J.; Yue, S. Role of RE in the deformation and recrystallization of Mg alloy and a new alloy design concept for Mg–RE alloys. Scr. Mater. 2015, 102, 1–6. [Google Scholar] [CrossRef]
- Liu, P.; Jiang, H.; Cai, Z.; Kang, Q.; Zhang, Y. The effect of Y, Ce and Gd on texture, recrystallization and mechanical property of Mg–Zn alloys. J. Magnes. Alloys 2016, 4, 188–196. [Google Scholar] [CrossRef]
- Wang, Q.; Shen, Y.; Jiang, B.; Tang, A.; Song, J.; Jiang, Z.; Yang, T.; Huang, G.; Pan, F. A micro-alloyed Mg-Sn-Y alloy with high ductility at room temperature. Mater. Sci. Eng. A 2018, 735, 131–144. [Google Scholar] [CrossRef]
- Zhou, S.; Tang, A.; Liu, T.; Peng, P.; Zhang, J.; She, J.; Pan, F. Ductility enhancement by activating non-basal slip in as-extruded Mg alloys with dilute Sc addition. J. Mater. Res. Technol. 2023, 22, 3362–3374. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Kim, Y.S.; Hamad, K. Effect of Ca addition on the room-temperature formability of AZ31 magnesium alloy. Mater. Lett. 2019, 238, 305–308. [Google Scholar] [CrossRef]
- Stanford, N.; Barnett, M.R. Solute strengthening of prismatic slip, basal slip and twinning in Mg and Mg–Zn binary alloys. Int. J. Plast. 2013, 47, 165–181. [Google Scholar] [CrossRef]
- Zhang, H.; Ding, Y.; Li, R.; Gao, Y. Enhanced strength-ductility synergy and activation of non-basal slip in as-extruded Mg–Zn–Ca alloy via heterostructure. J. Mater. Res. Technol. 2024, 28, 1841–1851. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Bian, M.Z.; Xu, S.W.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Effects of dilute additions of Zn and Ca on ductility of magnesium alloy sheet. Mater. Sci. Eng. A 2016, 674, 459–471. [Google Scholar] [CrossRef]
- Chaudry, U.M.; Hamad, K.; Kim, J.G. On the ductility of magnesium based materials: A mini review. J. Alloys Compd. 2019, 792, 652–664. [Google Scholar] [CrossRef]
- Go, J.; Jin, S.C.; Kim, H.; Yu, H.; Park, S.H. Novel Mg–Bi–Al alloy with extraordinary extrudability and high strength. J. Alloys Compd. 2020, 843, 156026. [Google Scholar] [CrossRef]
- Go, J.; Lee, J.H.; Yu, H.; Park, S.H. Significant improvement in the mechanical properties of an extruded Mg–5Bi alloy through the addition of Al. J. Alloys Compd. 2020, 821, 153442. [Google Scholar] [CrossRef]
- Meng, S.J.; Yu, H.; Li, L.C.; Qin, J.N.; Woo, S.K.; Go, Y.; Kim, Y.M.; Park, S.H.; Zhao, W.M.; Yin, F.X.; et al. Effects of Ca addition on the microstructures and mechanical properties of as-extruded Mg–Bi alloys. J. Alloys Compd. 2020, 834, 155216. [Google Scholar] [CrossRef]
- Meng, S.J.; Yu, H.; Fan, S.D.; Kim, Y.M.; Park, S.H.; Zhao, W.M.; You, B.S.; Shin, K.S. A high-ductility extruded Mg-Bi-Ca alloy. Mater. Lett. 2020, 261, 127066. [Google Scholar] [CrossRef]
- Jin, S.C.; Cha, J.W.; Lee, J.H.; Lee, T.; Han, S.H.; Park, S.H. Improvement in tensile strength of extruded Mg–5Bi alloy through addition of Sn and its underlying strengthening mechanisms. J. Magnes. Alloys 2022, 10, 3100–3112. [Google Scholar] [CrossRef]
- Wang, Q.; Zhai, H.; Liu, L.; Xia, H.; Jiang, B.; Zhao, J.; Chen, D.; Pan, F. Novel Mg-Bi-Mn wrought alloys: The effects of extrusion temperature and Mn addition on their microstructures and mechanical properties. J. Magnes. Alloys 2021, 10, 2588–2606. [Google Scholar] [CrossRef]
- Meng, S.J.; Yu, H.; Zhang, H.X.; Cui, H.W.; Park, S.H.; Zhao, W.M.; You, B.S. Microstructure and mechanical properties of an extruded Mg-8Bi-1Al-1Zn (wt%) alloy. Mater. Sci. Eng. A 2017, 690, 80–87. [Google Scholar] [CrossRef]
- Wang, Q.; Zhai, H.; Liu, L.; Jin, Z.; Zhao, L.; He, J.; Jiang, B. Exploiting an as-extruded fine-grained Mg-Bi-Mn alloy with strength-ductility synergy via dilute Zn addition. J. Alloys Compd. 2022, 924, 166337. [Google Scholar] [CrossRef]
- Luo, Y.; Cheng, W.; Li, H.; Yu, H.; Wang, H.; Niu, X.; Wang, L.; You, Z.; Hou, H. Achieving high strength-ductility synergy in a novel Mg–Bi–Sn–Mn alloy with bimodal microstructure by hot extrusion. Mater. Sci. Eng. A 2022, 834, 142623. [Google Scholar] [CrossRef]
- Meng, S.; Xiao, H.; Luo, Z.; Zhang, M.; Jiang, R.; Cheng, X.; Yu, H. A New Extruded Mg-6Bi-3Al-1Zn Alloy with Excellent Tensile Properties. Metals 2022, 12, 1159. [Google Scholar] [CrossRef]
- Li, X.; Mao, J.; Huang, X.; Huang, W. Investigation of Microstructure and Mechanical Properties of Extruded Mg–6Bi and Mg–6Bi–1Ag Alloys. Materials 2024, 17, 1853. [Google Scholar] [CrossRef] [PubMed]
- Shen, Y.F.; Guan, R.G.; Zhao, Z.Y.; Misra, R.D.K. Ultrafine-grained Al–0.2Sc–0.1Zr alloy: The mechanistic contribution of nano-sized precipitates on grain refinement during the novel process of accumulative continuous extrusion. Acta Mater. 2015, 100, 247–255. [Google Scholar] [CrossRef]
- Zou, J.; Chen, J.; Yan, H.; Xia, W.; Su, B.; Lei, Y.; Wu, Q. Effects of Sn addition on dynamic recrystallization of Mg-5Zn-1Mn alloy during high strain rate deformation. Mater. Sci. Eng. A 2018, 735, 49–60. [Google Scholar] [CrossRef]
- Zhang, J.; Dou, Y.C.; Liu, G.B.; Guo, Z.X. First-principles study of stacking fault energies in Mg-based binary alloys. Comput. Mater. Sci. 2013, 79, 564–569. [Google Scholar] [CrossRef]
- Stanford, N.; Barnett, M.R. The origin of “rare earth” texture development in extruded Mg-based alloys and its effect on tensile ductility. Mater. Sci. Eng. A 2008, 496, 399–408. [Google Scholar] [CrossRef]
- Chun, Y.B.; Battaini, M.; Davies, C.H.J.; Hwang, S.K. Distribution Characteristics of In-Grain Misorientation Axes in Cold-Rolled Commercially Pure Titanium and Their Correlation with Active Slip Modes. Metall. Mater. Trans. A 2010, 41, 3473–3487. [Google Scholar] [CrossRef]
- Chun, Y.B.; Davies, C.H.J. Investigation of Prism 〈a〉 Slip in Warm-Rolled AZ31 Alloy. Metall. Mater. Trans. A 2011, 42, 4113–4125. [Google Scholar] [CrossRef]
- Mayama, T.; Noda, M.; Chiba, R.; Kuroda, M. Crystal plasticity analysis of texture development in magnesium alloy during extrusion. Int. J. Plast. 2011, 27, 1916–1935. [Google Scholar] [CrossRef]
- Imandoust, A.; Barrett, C.D.; Oppedal, A.L.; Whittington, W.R.; Paudel, Y.; El Kadiri, H. Nucleation and preferential growth mechanism of recrystallization texture in high purity binary magnesium-rare earth alloys. Acta Mater. 2017, 138, 27–41. [Google Scholar] [CrossRef]
- Hase, T.; Ohtagaki, T.; Yamaguchi, M.; Ikeo, N.; Mukai, T. Effect of aluminum or zinc solute addition on enhancing impact fracture toughness in Mg–Ca alloys. Acta Mater. 2016, 104, 283–294. [Google Scholar] [CrossRef]
- Sandlöbes, S.; Friák, M.; Zaefferer, S.; Dick, A.; Yi, S.; Letzig, D.; Pei, Z.; Zhu, L.F.; Neugebauer, J.; Raabe, D. The relation between ductility and stacking fault energies in Mg and Mg–Y alloys. Acta Mater. 2012, 60, 3011–3021. [Google Scholar] [CrossRef]
- Akhtar, A.; Teghtsoonian, E. Solid solution strengthening of magnesium single crystals—Ii the effect of solute on the ease of prismatic slip. Acta Metall. 1969, 17, 1351–1356. [Google Scholar] [CrossRef]
- Jang, H.S.; Lee, B.J. Effects of Zn on <c+a> slip and grain boundary segregation of Mg alloys. Scr. Mater. 2019, 160, 39–43. [Google Scholar] [CrossRef]
- Hadorn, J.P.; Sasaki, T.T.; Nakata, T.; Ohkubo, T.; Kamado, S.; Hono, K. Solute clustering and grain boundary segregation in extruded dilute Mg–Gd alloys. Scr. Mater. 2014, 93, 28–31. [Google Scholar] [CrossRef]
- Kim, S.H.; Lee, J.U.; Kim, Y.J.; Jung, J.G.; Park, S.H. Controlling the microstructure and improving the tensile properties of extruded Mg-Sn-Zn alloy through Al addition. J. Alloys Compd. 2018, 751, 1–11. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, H.Y.; Wang, H.Y.; Liu, G.J.; Jiang, Q.C. Effects of doping atoms on the generalized stacking-fault energies of Mg alloys from first-principles calculations. Scr. Mater. 2013, 69, 445–448. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Liu, R.L.; Xu, S.W.; Davies, C.H.J.; Nie, J.F.; Birbilis, N. Achieving exceptionally high strength in Mg-3Al-1Zn-0.3Mn extrusions via suppressing intergranular deformation. Acta Mater. 2018, 160, 97–108. [Google Scholar] [CrossRef]
- Liu, S.; Chen, Y.; Yang, H.; Huang, G.; Chen, X.; Tang, A.; Jiang, B.; Pan, F. Revealing the role of heterostructural parameters in hetero-deformation induced stress of Mg–13Gd alloy. Mater. Sci. Eng. A 2022, 839, 142844. [Google Scholar] [CrossRef]
- Wang, H.Y.; Yu, Z.P.; Zhang, L.; Liu, C.G.; Zha, M.; Wang, C.; Jiang, Q.C. Achieving high strength and high ductility in magnesium alloy using hard-plate rolling (HPR) process. Sci. Rep. 2015, 5, 17100. [Google Scholar] [CrossRef] [PubMed]
- Rong, W.; Zhang, Y.; Wu, Y.; Chen, Y.; Sun, M.; Chen, J.; Peng, L. The role of bimodal-grained structure in strengthening tensile strength and decreasing yield asymmetry of Mg-Gd-Zn-Zr alloys. Mater. Sci. Eng. A 2019, 740–741, 262–273. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, H.Y.; Wang, J.G.; Rong, J.; Zha, M.; Wang, C.; Ma, P.K.; Jiang, Q.C. The synergy effect of fine and coarse grains on enhanced ductility of bimodal-structured Mg alloys. J. Alloys Compd. 2019, 780, 312–317. [Google Scholar] [CrossRef]
- Wang, Q.; Zhai, H.; Wang, L.; Xu, J.; Chen, Y.; Jiang, B. A new strong and ductile multicomponent rare-earth free Mg–Bi-based alloy achieved by extrusion and subsequent short-term annealing. Mater. Sci. Eng. A 2022, 860, 144309. [Google Scholar] [CrossRef]
- Wang, N.; Yang, Q.; Li, X.; Guan, K.; Zhang, J.; Yao, C.; Zhang, X.; Meng, J.; Qiu, X. Microstructures and mechanical properties of a Mg–9Gd−3Y−0.6Zn−0.4Zr (wt.%) alloy modified by Y-rich misch metal. Mater. Sci. Eng. A 2021, 806, 140609. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N.; Bammann, D.J. Geometrically necessary boundaries, incidental dislocation boundaries. Scr. Mater. 2003, 48, 147–153. [Google Scholar] [CrossRef]
- Xu, Y.; Li, J.; Qi, M.; Liao, L.; Gao, Z. Enhanced mechanical properties of Mg-Zn-Y-Zr alloy by low-speed indirect extrusion. J. Mater. Res. Technol. 2020, 9, 9856–9867. [Google Scholar] [CrossRef]
- Zhang, J.; Peng, P.; Luo, A.A.; She, J.; Tang, A.; Pan, F. Dynamic precipitation and enhanced mechanical properties of ZK60 magnesium alloy achieved by low temperature extrusion. Mater. Sci. Eng. A 2022, 829, 142143. [Google Scholar] [CrossRef]
- Alizadeh, R.; Wang, J.; Llorca, J. Precipitate strengthening of pyramidal slip in Mg–Zn alloys. Mater. Sci. Eng. A 2021, 804, 140697. [Google Scholar] [CrossRef]
- Nie, J.F. Effects of precipitate shape and orientation on dispersion strengthening in magnesium alloys. Scr. Mater. 2003, 48, 1009–1015. [Google Scholar] [CrossRef]
- Wang, P.; Wang, B.; Wang, C.; Wang, J.; Ma, C.; Li, J.-S.; Zha, M.; Wang, H. Design of multicomponent Mg–Al–Zn–Sn–Bi alloys with refined microstructure and enhanced tensile properties. Mater. Sci. Eng. A 2020, 791, 139696. [Google Scholar] [CrossRef]
- Li, J.; Zhou, X.; Su, J.; Breitbach, B.; Chwałek, M.L.; Wang, H.; Dehm, G. Elucidating dynamic precipitation and yield strength of rolled Mg–Al–Ca–Mn alloy. Mater. Sci. Eng. A 2022, 856, 143898. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393–398. [Google Scholar] [CrossRef]
- Ding, H.; Shi, X.; Wang, Y.; Cheng, G.; Kamado, S. Texture weakening and ductility variation of Mg–2Zn alloy with CA or RE addition. Mater. Sci. Eng. A 2015, 645, 196–204. [Google Scholar] [CrossRef]
- Sabat, R.K.; Brahme, A.P.; Mishra, R.K.; Inal, K.; Suwas, S. Ductility enhancement in Mg-0.2%Ce alloys. Acta Mater. 2018, 161, 246–257. [Google Scholar] [CrossRef]
- Wu, B.L.; Zhao, Y.H.; Du, X.H.; Zhang, Y.D.; Wagner, F.; Esling, C. Ductility enhancement of extruded magnesium via yttrium addition. Mater. Sci. Eng. A 2010, 527, 4334–4340. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slip System | Slip Type | Taylor Axis |
|---|---|---|
| {0001}<110> | Basal <a> | <100> |
| {100}<110> | Prismatic <a> | <0001> |
| {101}<110> | Pyramidal I <a> | <102> |
| {112}<113> | Pyramidal II <c + a> | <100> |
| Alloy | σYS (MPa) | σUTS (MPa) | EL (%) |
|---|---|---|---|
| Mg-6Bi [22] | 256 ± 5.0 | 276 ± 2.3 | 11.9 ± 0.9 |
| Mg-6Bi-3Zn | 290 ± 5.5 | 336 ± 7.1 | 11.5 ± 1.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Mao, J.; Huang, X.; Huang, W. Microstructure, Non-Basal Texture and Strength-Ductility of Extruded Mg–6Bi–3Zn Alloy. Materials 2024, 17, 3835. https://doi.org/10.3390/ma17153835
Li X, Mao J, Huang X, Huang W. Microstructure, Non-Basal Texture and Strength-Ductility of Extruded Mg–6Bi–3Zn Alloy. Materials. 2024; 17(15):3835. https://doi.org/10.3390/ma17153835
Chicago/Turabian StyleLi, Xin, Jian Mao, Xuefei Huang, and Weigang Huang. 2024. "Microstructure, Non-Basal Texture and Strength-Ductility of Extruded Mg–6Bi–3Zn Alloy" Materials 17, no. 15: 3835. https://doi.org/10.3390/ma17153835
APA StyleLi, X., Mao, J., Huang, X., & Huang, W. (2024). Microstructure, Non-Basal Texture and Strength-Ductility of Extruded Mg–6Bi–3Zn Alloy. Materials, 17(15), 3835. https://doi.org/10.3390/ma17153835