
Hot Crack Formation Mechanism and Inhibition of a Novel Cobalt-Based Alloy Coating during Laser Cladding

Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Materials
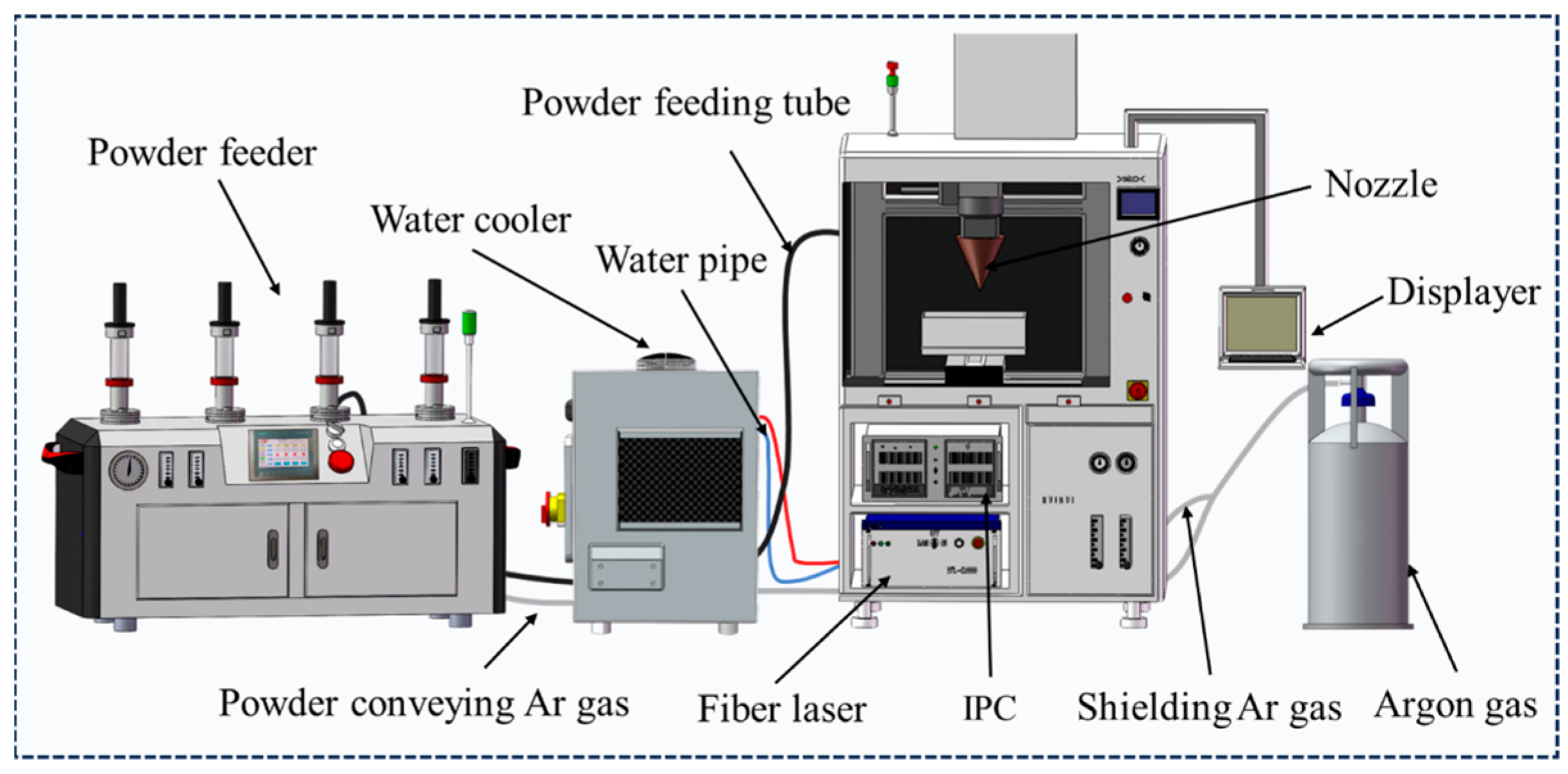
2.2. Cladding Equipment and Process
2.3. Characterization Methods
3. Results
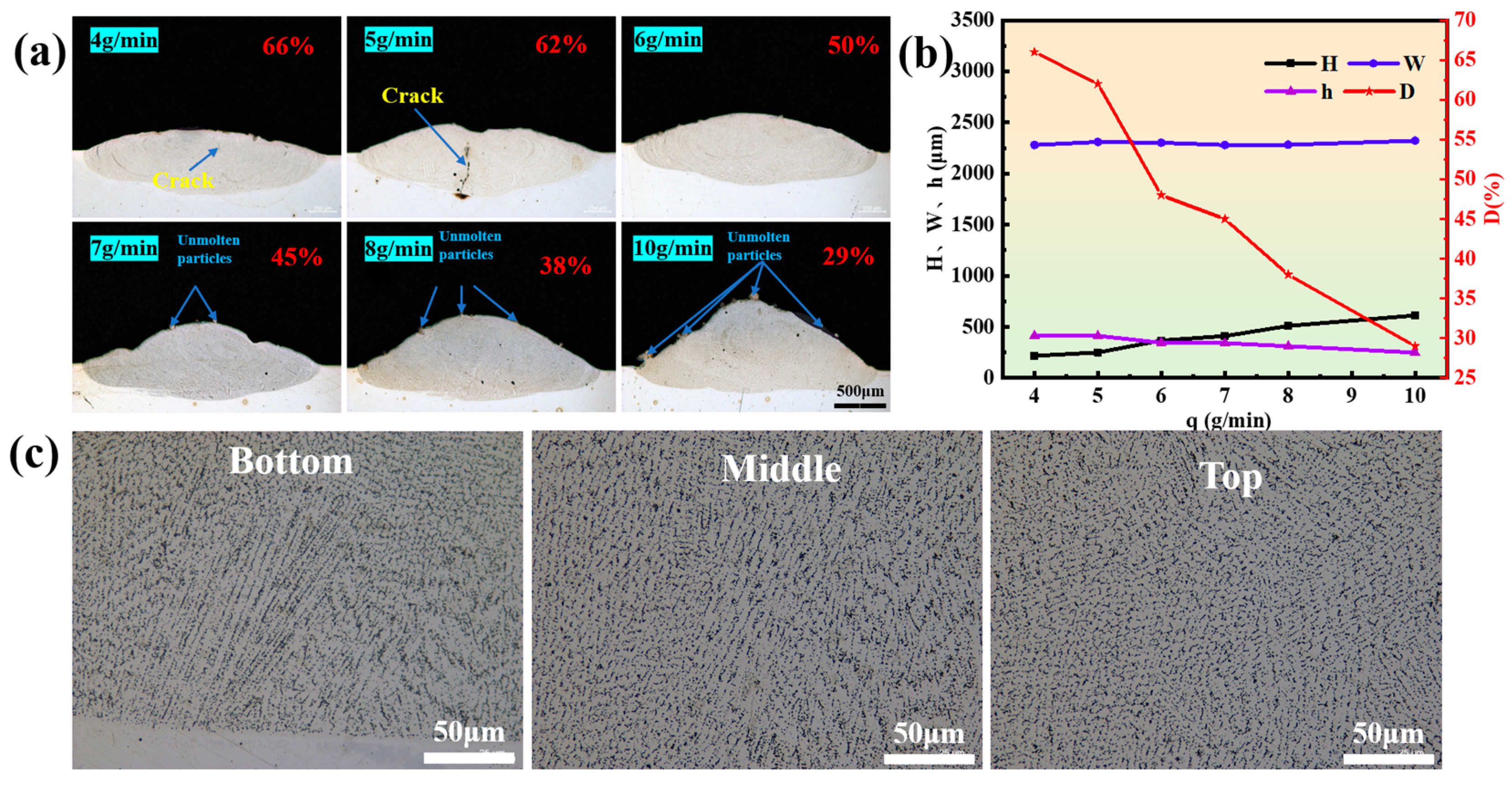
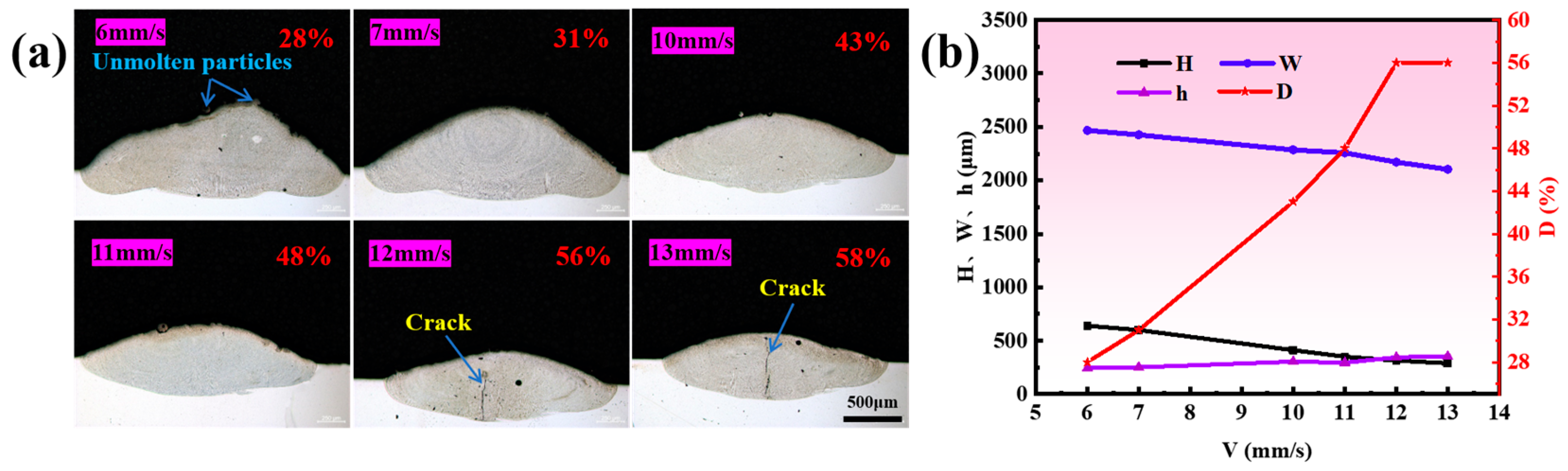
3.1. Morphology and Geometric Dimensions of Single-Track Deposition Region with Different Process Parameters
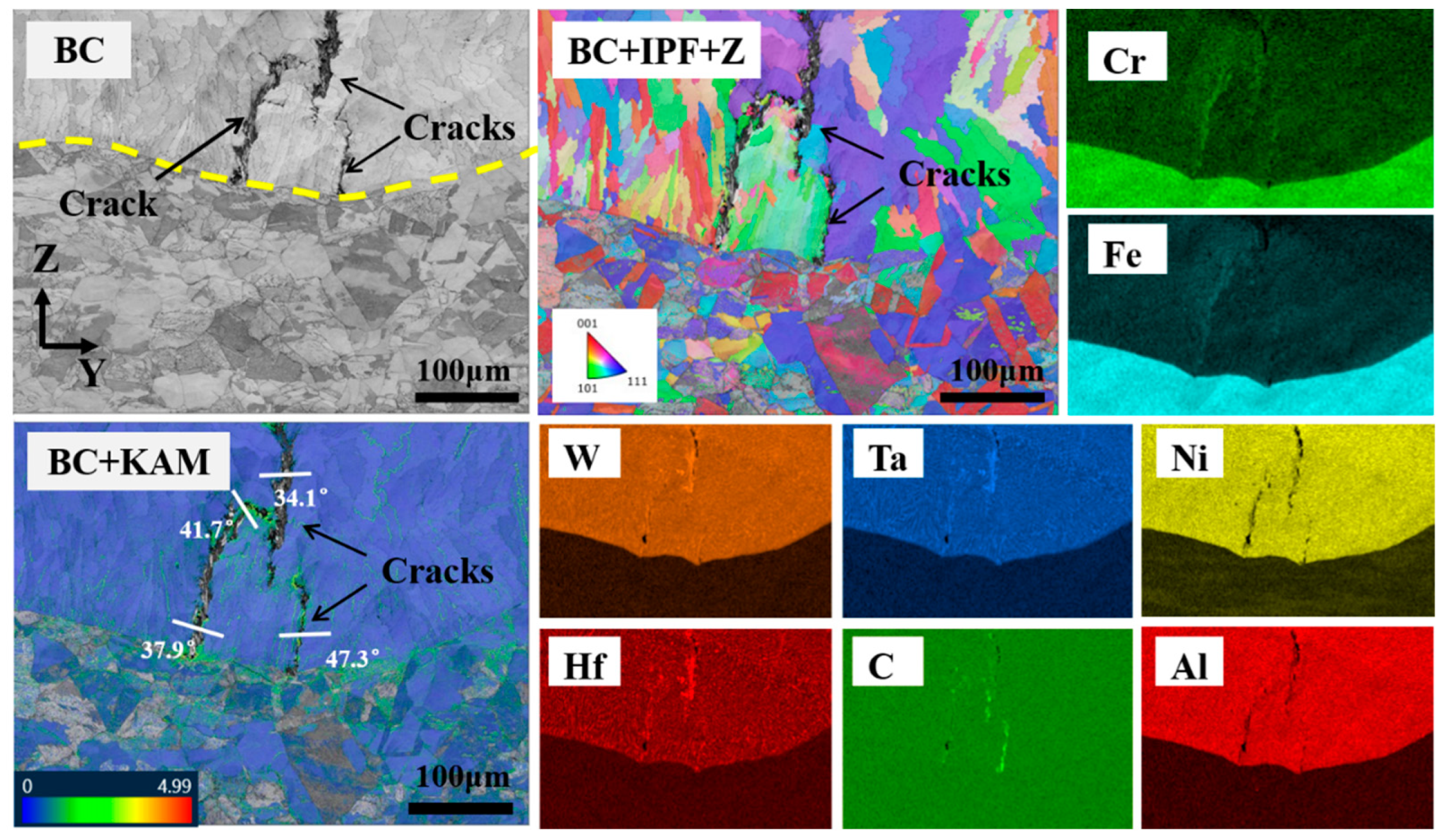
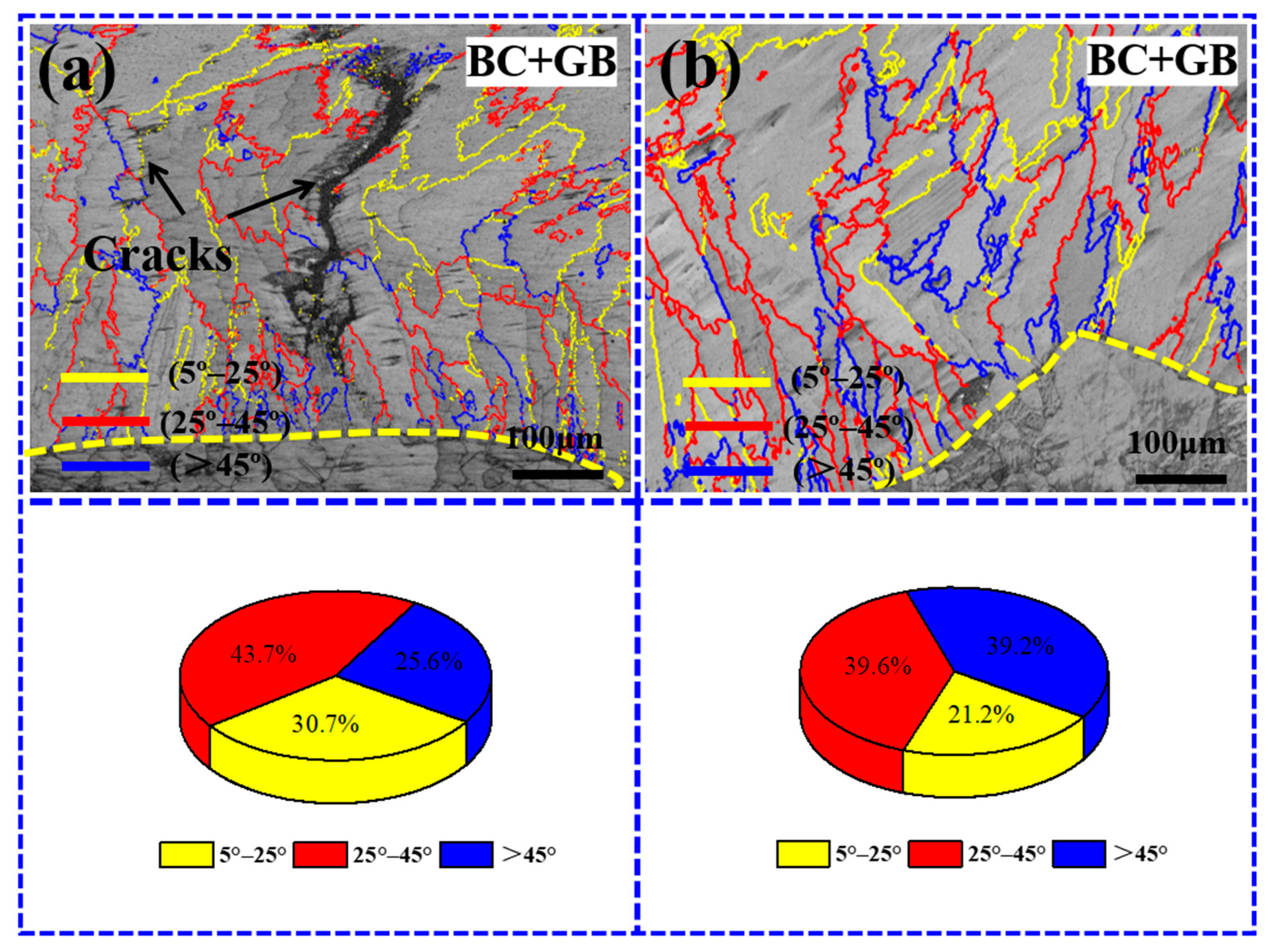
3.2. The Behavior of Cracks and the Diffusion of Elements at Different Overlap Ratios
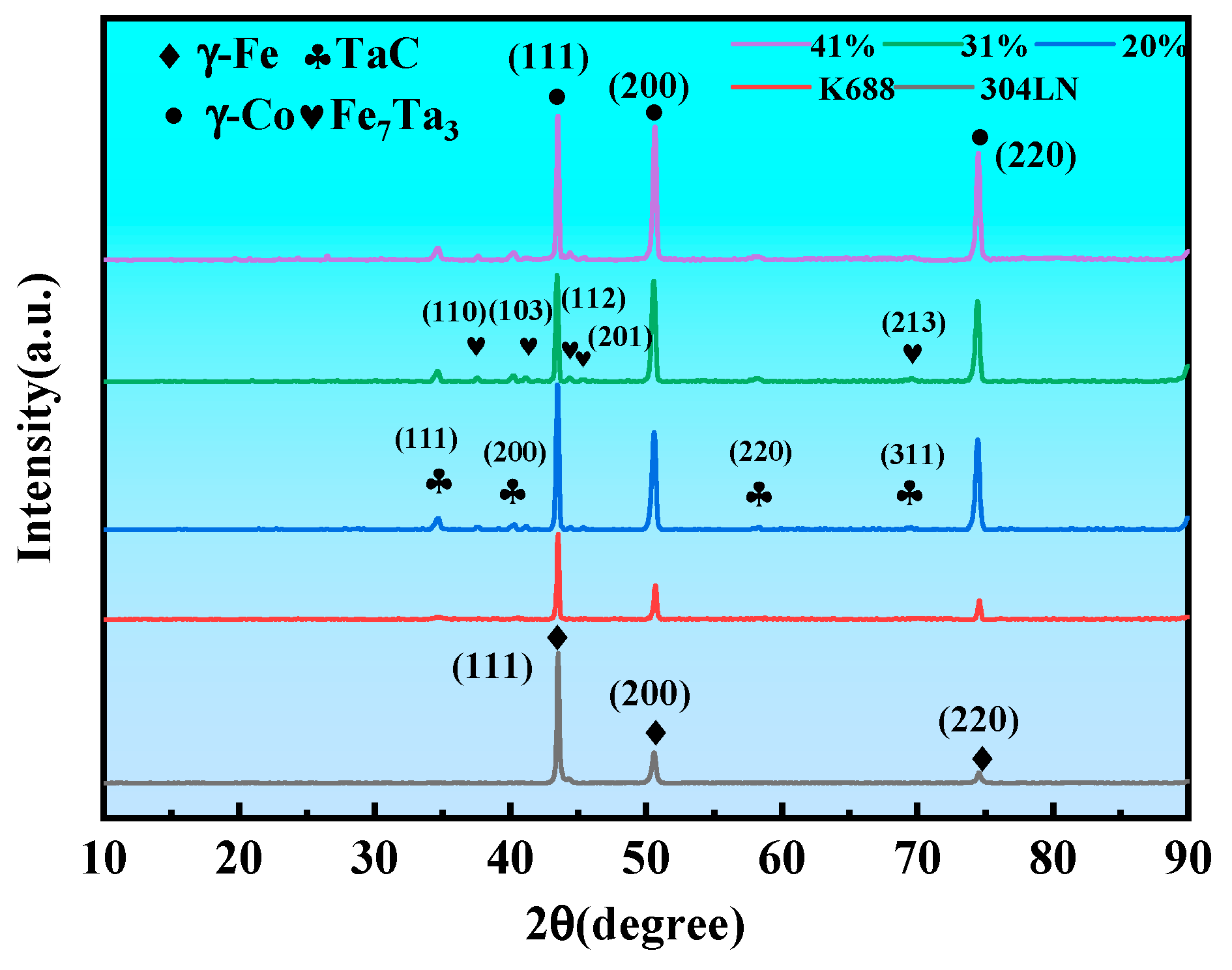
3.3. Phase Composition of the Coatings
4. Discussion
4.1. Crack Formation Mechanism Analysis
4.2. Crack Inhibition and Inhibition Cause Analysis
5. Conclusions
- The process parameters significantly affect the cracking tendency and elemental dilution of the cladding coatings. Using medium–low power, a fixed scanning speed, a higher powder feeding rate, and a larger overlap ratio are favorable in reducing the coating cracking susceptibility and matrix element dilution. Consequently, the quality of laser cladding coatings has been improved.
- K688 powder is mainly composed of γ-Co and MC-type carbides, while in the K688 coating, in addition to γ-Co and MC-type carbides, a small amount of Fe7Ta3 phase also appeared, with the generation of the new phase due to the diffusion of matrix Fe element.
- The crack fracture of the K688 coating exhibits a developed dendrite morphology and evident elemental segregation, indicating its classification as a solidification crack under the category of hot cracking. Most cracks are along high-angle grain boundaries, with an angle ranging from 25° to 45°. The occurrence of solidification cracking is attributed to the stable presence of a liquid film at the crack-sensitive, high-angle grain boundaries (S-HAGBs), the stress concentration, the formation of the Fe7Ta3 phase, and the formation of coarse carbides.
- Compared to the Gaussian beam, the flat-top beam demonstrates a reduced cooling rate and temperature gradient, effectively mitigating tensile thermal stress within the coating. Simultaneously, this specific beam may generate a more stable melt pool, aiding the mitigating turbulent fluid flow and restraining the occurrence of S-HAGB. Therefore, crack formation can be significantly inhibited with optimized parameters, such as a flat-top beam with a laser power of 700 W, scanning speed of 7 mm/s, powder feeding rate of 6 g/min, and overlap ratio of 60%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dey, R.; Tarafder, S.; Sivaprasad, S. Influence of Phase Transformation Due to Temperature on Cyclic Plastic Deformation in 304LN Stainless Steel. Int. J. Fatigue 2016, 90, 148–157. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Was, G.S. Materials Challenges in Nuclear Energy. Acta Mater. 2013, 61, 735–758. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent Research and Development Status of Laser Cladding: A Review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Tamanna, N.; Crouch, R.; Naher, S. Progress in Numerical Simulation of the Laser Cladding Process. Opt. Lasers Eng. 2019, 122, 151–163. [Google Scholar] [CrossRef]
- Dutta Majumdar, J.; Galun, R.; Mordike, B.L.; Manna, I. Effect of Laser Surface Melting on Corrosion and Wear Resistance of a Commercial Magnesium Alloy. Mater. Sci. Eng. A 2003, 361, 119–129. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhou, H.; Ren, L.; Tong, X.; Shan, H.; Li, X. Surface Morphology of Laser Tracks Used for Forming the Non-Smooth Biomimetic Unit of 3Cr2W8V Steel under Different Processing Parameters. Appl. Surf. Sci. 2008, 254, 2548–2555. [Google Scholar] [CrossRef]
- Asano, K.; Tsukamoto, M.; Sechi, Y.; Sato, Y.; Masuno, S.; Higashino, R.; Hara, T.; Sengoku, M.; Yoshida, M. Laser Metal Deposition of Pure Copper on Stainless Steel with Blue and IR Diode Lasers. Opt. Laser Technol. 2018, 107, 291–296. [Google Scholar] [CrossRef]
- Ya, W.; Pathiraj, B.; Matthews, D.T.A.; Bright, M.; Melzer, S. Cladding of Tribaloy T400 on Steel Substrates Using a High Power Nd:YAG Laser. Surf. Coat. Technol. 2018, 350, 323–333. [Google Scholar] [CrossRef]
- Zhang, Z.; Kong, F.; Kovacevic, R. Laser Hot-Wire Cladding of Co-Cr-W Metal Cored Wire. Opt. Lasers Eng. 2020, 128, 105998. [Google Scholar] [CrossRef]
- Ilanlou, M.; Shoja Razavi, R.; Haghighat, S.; Nourollahi, A. Multi-Track Laser Metal Deposition of Stellite6 on Martensitic Stainless Steel: Geometry Optimization and Defects Suppression. J. Manuf. Process. 2023, 86, 177–186. [Google Scholar] [CrossRef]
- Smoqi, Z.; Toddy, J.; Halliday, H.S.; Shield, J.E.; Rao, P. Process-Structure Relationship in the Directed Energy Deposition of Cobalt-Chromium Alloy (Stellite 21) Coatings. Mater. Des. 2021, 197, 109229. [Google Scholar] [CrossRef]
- Im, H.J.; Pereira Dos Santos, J.C.; Campbell, C.E.; Dunand, D.C. Microstructure and Properties of Co-Ni-Al-W γ/Γ′ Superalloy Fabricated via Laser Fusion of Elemental Powders. Addit. Manuf. 2023, 76, 103790. [Google Scholar] [CrossRef]
- Yoo, B.; Jung, C.; Ryou, K.; Choi, W.S.; Haußmann, L.; Yang, S.; Boll, T.; Neumeier, S.; Choi, P.-P. Directed Energy Deposition of γ/γ’ Co-Al-W Superalloys. Addit. Manuf. 2022, 60, 103287. [Google Scholar] [CrossRef]
- Sartika, V.D.; Choi, W.S.; Choi, G.; Han, J.; Chang, S.-J.; Ko, W.-S.; Grabowski, B.; Choi, P.-P. Joining Dissimilar Metal of Ti and CoCrMo Using Directed Energy Deposition. J. Mater. Sci. Technol. 2022, 111, 99–110. [Google Scholar] [CrossRef]
- Huang, Y.; Wu, D.; Li, C.; Lv, W.; Ma, G.; Zhou, C.; Niu, F. Investigation on the Cracking Mechanism of Melt Growth Alumina/Aluminum Titanate Ceramics Prepared by Laser Directed Energy Deposition. Chin. J. Mech. Eng. Addit. Manuf. Front. 2023, 2, 100099. [Google Scholar] [CrossRef]
- Javidrad, H.; Aydin, H.; Karakaş, B.; Alptekin, S.; Kahraman, A.S.; Koc, B. Process Parameter Optimization for Laser Powder Directed Energy Deposition of Inconel 738LC. Opt. Laser Technol. 2024, 176, 110940. [Google Scholar] [CrossRef]
- Da Silva, A.; Frostevarg, J.; Kaplan, A.F.H. Thermal Monitoring for Directed Energy Deposition of Stainless Steel, Bronze, and Cobalt-Based Alloy. Surf. Coat. Technol. 2022, 451, 129078. [Google Scholar] [CrossRef]
- Xiao, Z.; Chen, C.; Zhu, H.; Hu, Z.; Nagarajan, B.; Guo, L.; Zeng, X. Study of Residual Stress in Selective Laser Melting of Ti6Al4V. Mater. Des. 2020, 193, 108846. [Google Scholar] [CrossRef]
- Sun, Z.; Guo, W.; Li, L. Numerical Modelling of Heat Transfer, Mass Transport and Microstructure Formation in a High Deposition Rate Laser Directed Energy Deposition Process. Addit. Manuf. 2020, 33, 101175. [Google Scholar] [CrossRef]
- Liu, X.; Meng, L.; Zeng, X.; Zhu, B.; Wei, K.; Cao, J.; Hu, Q. Studies on High Power Laser Cladding Stellite 6 Alloy Coatings: Metallurgical Quality and Mechanical Performances. Surf. Coat. Technol. 2024, 481, 130647. [Google Scholar] [CrossRef]
- Abdelhafiz, M.; Al-Rubaie, K.S.; Emadi, A.; Elbestawi, M.A. Process–Structure–Property Relationships of Copper Parts Manufactured by Laser Powder Bed Fusion. Materials 2021, 14, 2945. [Google Scholar] [CrossRef] [PubMed]
- Wu, X.; Feng, S.; Zhang, W. Microstructure, Phase Composition and Wear Properties of Iron-Based Gradient Coatings by Laser Cladding on 65Mn Steel. Surf. Coat. Technol. 2024, 477, 130290. [Google Scholar] [CrossRef]
- Zhou, S.; Zeng, X.; Hu, Q.; Huang, Y. Analysis of Crack Behavior for Ni-Based WC Composite Coatings by Laser Cladding and Crack-Free Realization. Appl. Surf. Sci. 2008, 255, 1646–1653. [Google Scholar] [CrossRef]
- Fu, F.; Zhang, Y.; Chang, G.; Dai, J. Analysis on the Physical Mechanism of Laser Cladding Crack and Its Influence Factors. Optik 2016, 127, 200–202. [Google Scholar] [CrossRef]
- Cao, W.; Li, B.; Guo, C.; Mao, X.; Ma, Q. Surface Wear Resistance Properties of Ta+N Implanted W18Cr4V High Speed Steel. Min. Sci. Technol. 2009, 19, 133–136. [Google Scholar] [CrossRef]
- Zhang, H.F.; Zhang, S.; Wu, H.; Wang, R.; Zhang, C.H.; Wu, C.L.; Chen, J.; Chen, H.T. Mechanical Properties and Corrosion Resistance of Laser Cladding Iron-Based Coatings with Two Types of NbC Reinforcement. Surf. Coat. Technol. 2024, 479, 130558. [Google Scholar] [CrossRef]
- Berthod, P. High Temperature Properties of Several Chromium-Containing Co-Based Alloys Reinforced by Different Types of MC Carbides (M=Ta, Nb, Hf and/or Zr). J. Alloys Compd. 2009, 481, 746–754. [Google Scholar] [CrossRef]
- Chen, Z.; Wei, P.; Zhang, S.; Lu, B.; Zhang, L.; Yang, X.; Huang, K.; Huang, Y.; Li, X.; Zhao, Q. Graphene Reinforced Nickel-Based Superalloy Composites Fabricated by Additive Manufacturing. Mater. Sci. Eng. A 2020, 769, 138484. [Google Scholar] [CrossRef]
- Yao, X.; Liu, F.; Yang, S.; Liu, D.; Jia, D.; Sun, W. Effect of Cobalt on the Precipitation of Laves, Γ′ and Γ″ Phases in a 718 Base Alloy with 1.2 Wt.% Al. J. Mater. Res. Technol. 2021, 15, 4427–4436. [Google Scholar] [CrossRef]
- Abedi, H.R.; Ojo, O.A. Enhanced Resistance to Gas Tungsten Arc Weld Heat-Affected Zone Cracking in a Newly Developed Co-Based Superalloy. Mater. Sci. Eng. A 2022, 851, 143618. [Google Scholar] [CrossRef]
- Wei, Q.; Xie, Y.; Teng, Q.; Shen, M.; Sun, S.; Cai, C. Crack Types, Mechanisms, and Suppression Methods during High-Energy Beam Additive Manufacturing of Nickel-Based Superalloys: A Review. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100055. [Google Scholar] [CrossRef]
- Guo, C.; Xu, Z.; Li, G.; Wang, J.; Hu, X.; Li, Y.; Chen, X.; Liu, H.; Cheng, L.; Zhong, S.; et al. Printability, Microstructures and Mechanical Properties of a Novel Co-Based Superalloy Fabricated via Laser Powder Bed Fusion. J. Mater. Sci. Technol. 2024, 189, 96–109. [Google Scholar] [CrossRef]
- Guo, B.; Zhang, Y.; Yang, Z.; Cui, D.; He, F.; Li, J.; Wang, Z.; Lin, X.; Wang, J. Cracking Mechanism of Hastelloy X Superalloy during Directed Energy Deposition Additive Manufacturing. Addit. Manuf. 2022, 55, 102792. [Google Scholar] [CrossRef]
- Zhou, Z.; Huang, L.; Shang, Y.; Li, Y.; Jiang, L.; Lei, Q. Causes Analysis on Cracks in Nickel-Based Single Crystal Superalloy Fabricated by Laser Powder Deposition Additive Manufacturing. Mater. Des. 2018, 160, 1238–1249. [Google Scholar] [CrossRef]
- Wu, Y.; Sun, B.; Chen, B.; Chen, P.; Yan, T.; Zhang, X.; Huang, C.; Liu, W. Cracking Mechanism of GH5188 Alloy during Laser Powder Bed Fusion Additive Manufacturing. Mater. Charact. 2024, 207, 113548. [Google Scholar] [CrossRef]
- Han, Q.; Mertens, R.; Montero-Sistiaga, M.L.; Yang, S.; Setchi, R.; Vanmeensel, K.; Van Hooreweder, B.; Evans, S.L.; Fan, H. Laser Powder Bed Fusion of Hastelloy X: Effects of Hot Isostatic Pressing and the Hot Cracking Mechanism. Mater. Sci. Eng. A 2018, 732, 228–239. [Google Scholar] [CrossRef]
- Han, Q.-Q.; Huang, H.-J.; Wang, Y.-L.; Yang, L.; Pilot, A.; Zhu, X.-C.; Yu, R.; Wang, J.; Chen, X.-R.; Liu, Q.; et al. Ghrelin Exhibited Antidepressant and Anxiolytic Effect via the P38-MAPK Signaling Pathway in Hippocampus. Prog. Neuro-Psychopharmacol. Biol. Psychiatry 2019, 93, 11–20. [Google Scholar] [CrossRef] [PubMed]
- Lu, N.; Lei, Z.; Hu, K.; Yu, X.; Li, P.; Bi, J.; Wu, S.; Chen, Y. Hot Cracking Behavior and Mechanism of a Third-Generation Ni-Based Single-Crystal Superalloy during Directed Energy Deposition. Addit. Manuf. 2020, 34, 101228. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, F.; Zhang, K.; Nie, P.; Elmi Hosseini, S.R.; Feng, K.; Li, Z. Dendritic Microstructure and Hot Cracking of Laser Additive Manufactured Inconel 718 under Improved Base Cooling. J. Alloys Compd. 2016, 670, 312–321. [Google Scholar] [CrossRef]
- Bulatov, V.V.; Reed, B.W.; Kumar, M. Grain Boundary Energy Function for Fcc Metals. Acta Mater. 2014, 65, 161–175. [Google Scholar] [CrossRef]
- Zhong, M.; Sun, H.; Liu, W.; Zhu, X.; He, J. Boundary Liquation and Interface Cracking Characterization in Laser Deposition of Inconel 738 on Directionally Solidified Ni-Based Superalloy. Scr. Mater. 2005, 53, 159–164. [Google Scholar] [CrossRef]
- Hu, Y.L.; Lin, X.; Yu, X.B.; Xu, J.J.; Lei, M.; Huang, W.D. Effect of Ti Addition on Cracking and Microhardness of Inconel 625 during the Laser Solid Forming Processing. J. Alloys Compd. 2017, 711, 267–277. [Google Scholar] [CrossRef]
- Fu, J.; Li, H.; Song, X.; Fu, M.W. Multi-Scale Defects in Powder-Based Additively Manufactured Metals and Alloys. J. Mater. Sci. Technol. 2022, 122, 165–199. [Google Scholar] [CrossRef]
- Sanchez, S.; Smith, P.; Xu, Z.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.A.; Chen, H.; Clare, A.T. Powder Bed Fusion of Nickel-Based Superalloys: A Review. Int. J. Mach. Tools Manuf. 2021, 165, 103729. [Google Scholar] [CrossRef]
- Patel, S.; Reddy, P.; Kumar, A. A Methodology to Integrate Melt Pool Convection with Rapid Solidification and Undercooling Kinetics in Laser Spot Welding. Int. J. Heat Mass Transf. 2021, 164, 120575. [Google Scholar] [CrossRef]
- Bi, J.; Wu, L.; Li, S.; Yang, Z.; Jia, X.; Starostenkov, M.D.; Dong, G. Beam Shaping Technology and Its Application in Metal Laser Additive Manufacturing: A Review. J. Mater. Res. Technol. 2023, 26, 4606–4628. [Google Scholar] [CrossRef]
- Wang, K.; Xie, D.; Lv, F.; Liu, F.; Liu, R.; Liu, D.; Zhao, J. Stability of Molten Pool and Microstructure Evolution of Ti-6Al-4 V during Laser Powder Bed Fusion with a Flat-Top Beam. Addit. Manuf. 2023, 75, 103756. [Google Scholar] [CrossRef]
- Chen, Y.; Guo, Y.; Xu, M.; Ma, C.; Zhang, Q.; Wang, L.; Yao, J.; Li, Z. Study on the Element Segregation and Laves Phase Formation in the Laser Metal Deposited IN718 Superalloy by Flat Top Laser and Gaussian Distribution Laser. Mater. Sci. Eng. A 2019, 754, 339–347. [Google Scholar] [CrossRef]
- Jodi, D.E.; Kitashima, T.; Singh, A.; Watanabe, M. High-Temperature Microstructural Stability of Pure Ni Fabricated by Laser Powder Bed Fusion Using Gaussian and Flat-Top Beam Profiles. Mater. Charact. 2023, 200, 112897. [Google Scholar] [CrossRef]
- Yuan, W.; Chen, H.; Li, S.; Heng, Y.; Yin, S.; Wei, Q. Understanding of Adopting Flat-Top Laser in Laser Powder Bed Fusion Processed Inconel 718 Alloy: Simulation of Single-Track Scanning and Experiment. J. Mater. Res. Technol. 2022, 16, 1388–1401. [Google Scholar] [CrossRef]
- Wang, R.; Wang, J.; Cao, T.; Zhao, R.; Lu, X.; Guan, W.; Tao, H.; Shuai, S.; Xu, S.; Xuan, W.; et al. Microstructure Characteristics of a René N5 Ni-Based Single-Crystal Superalloy Prepared by Laser-Directed Energy Deposition. Addit. Manuf. 2023, 61, 103363. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Co | Ni | W | Ta | Cr | Al | Hf | C | Zr | B |
|---|---|---|---|---|---|---|---|---|---|
| Bal. | 25.0 | 15.0 | 8.0 | 5.0 | 4.0 | 1.5 | 0.15 | 0.06 | 0.024 |
| Laser Power | Scanning Speed | Powder Feeding Rate |
|---|---|---|
| 600–1600 W | 6–13 mm/s | 4–10 g/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, P.; Lu, N.; Liang, J.; Guo, Y.; Zhang, G.; Song, X.; Zhou, Y.; Sun, X.; Li, J. Hot Crack Formation Mechanism and Inhibition of a Novel Cobalt-Based Alloy Coating during Laser Cladding. Materials 2024, 17, 3914. https://doi.org/10.3390/ma17163914
Yang P, Lu N, Liang J, Guo Y, Zhang G, Song X, Zhou Y, Sun X, Li J. Hot Crack Formation Mechanism and Inhibition of a Novel Cobalt-Based Alloy Coating during Laser Cladding. Materials. 2024; 17(16):3914. https://doi.org/10.3390/ma17163914
Chicago/Turabian StyleYang, Pengfei, Nannan Lu, Jingjing Liang, Yimo Guo, Guangrui Zhang, Xiu Song, Yizhou Zhou, Xiaofeng Sun, and Jinguo Li. 2024. "Hot Crack Formation Mechanism and Inhibition of a Novel Cobalt-Based Alloy Coating during Laser Cladding" Materials 17, no. 16: 3914. https://doi.org/10.3390/ma17163914
APA StyleYang, P., Lu, N., Liang, J., Guo, Y., Zhang, G., Song, X., Zhou, Y., Sun, X., & Li, J. (2024). Hot Crack Formation Mechanism and Inhibition of a Novel Cobalt-Based Alloy Coating during Laser Cladding. Materials, 17(16), 3914. https://doi.org/10.3390/ma17163914