
Preparation and Properties of Brake Friction Materials Reinforced with Coconut Fiber and Dypsis Lutescens Fiber


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Fabrication of Specimen
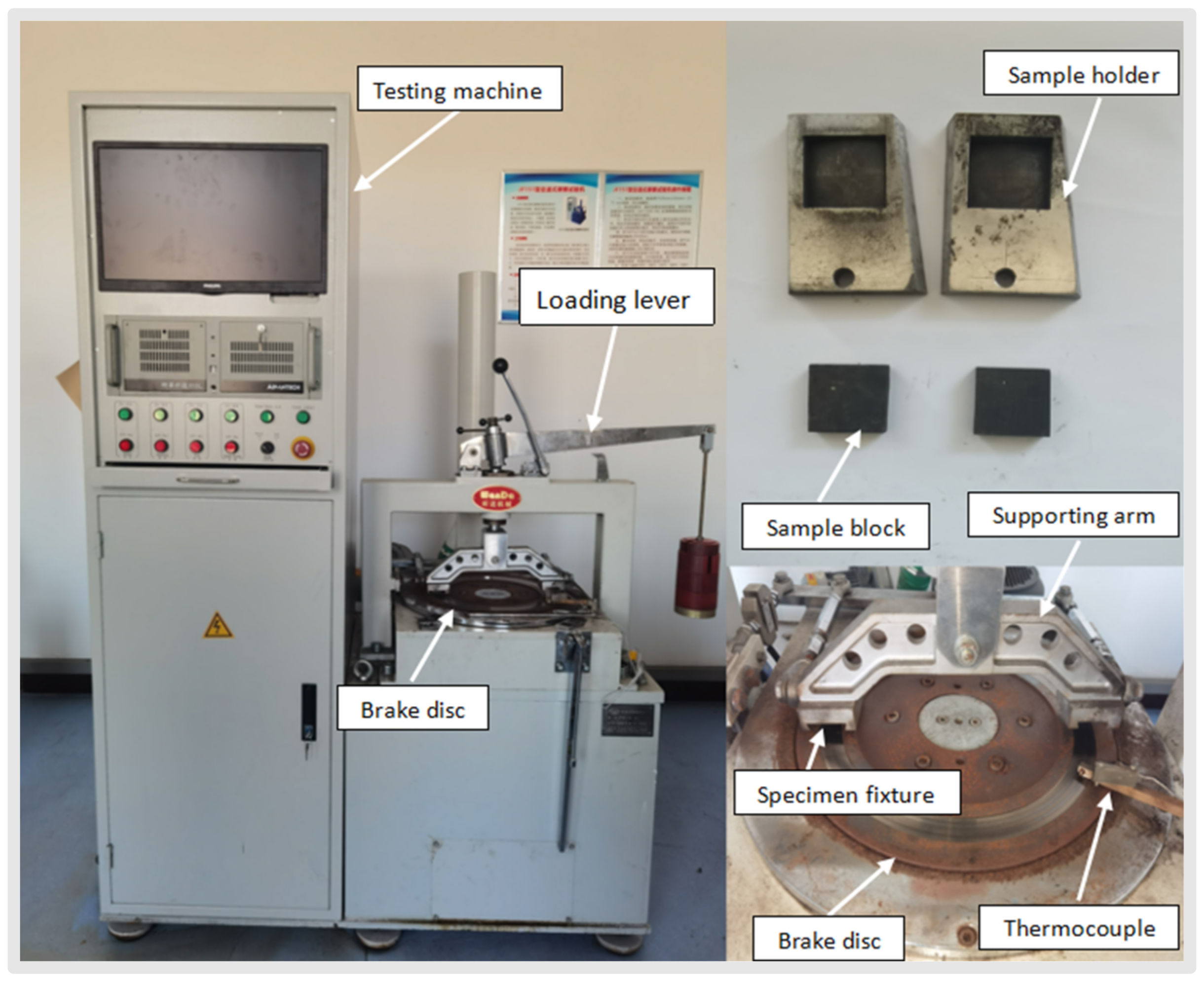
2.3. Testing Methods and Equipment
3. Results and Discussion
3.1. Performance Analysis of Single-Plant Reinforced Fibers
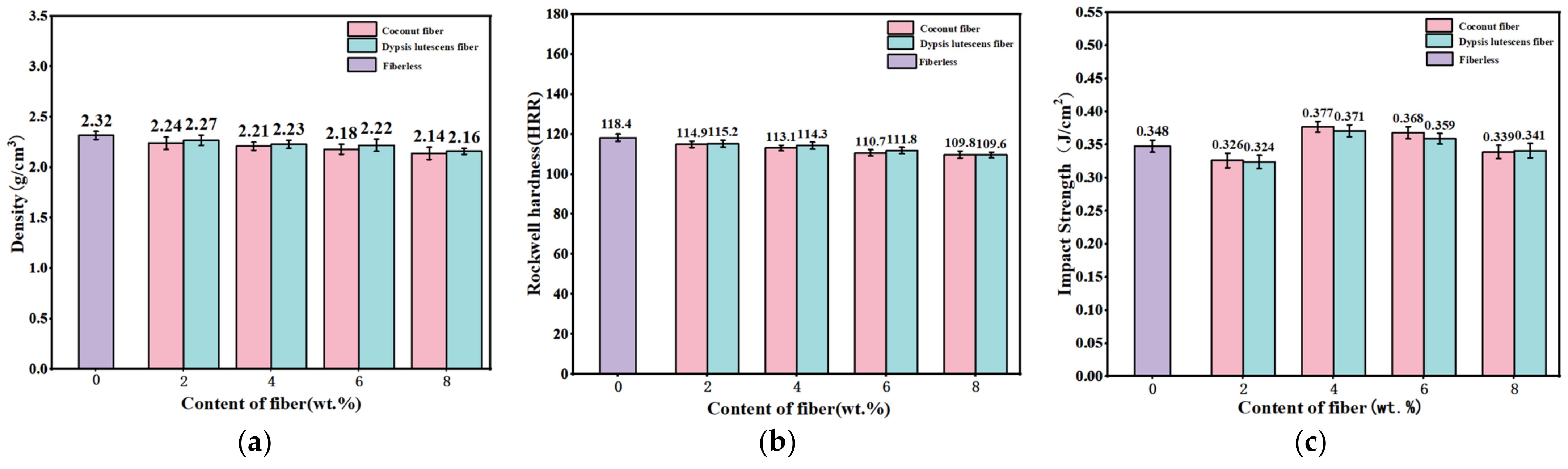
3.1.1. Physical Properties
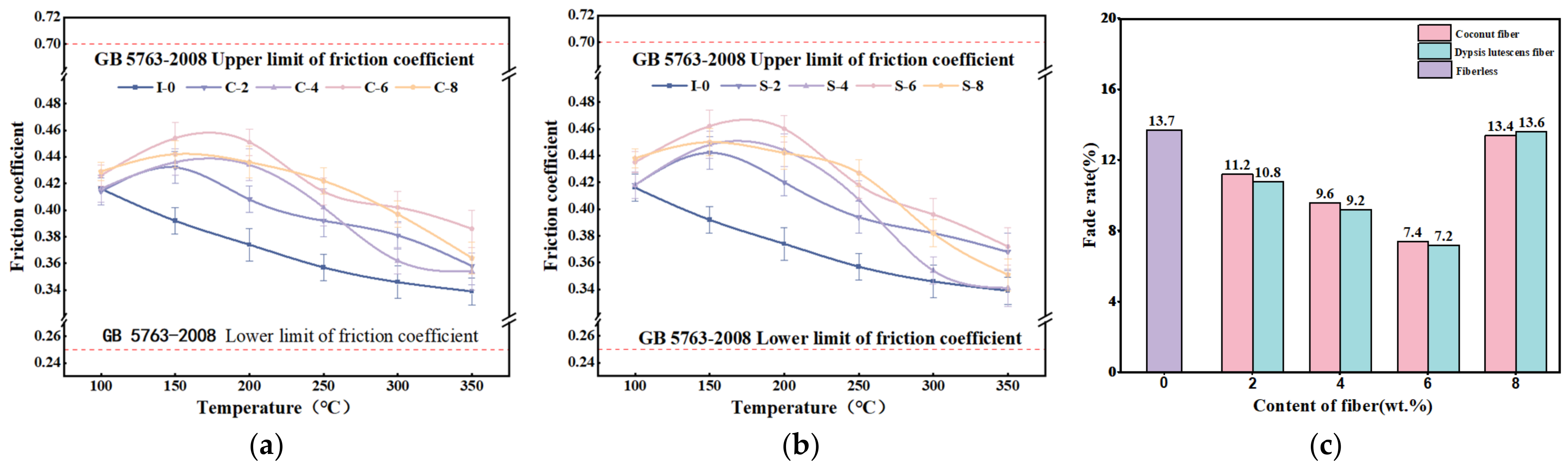
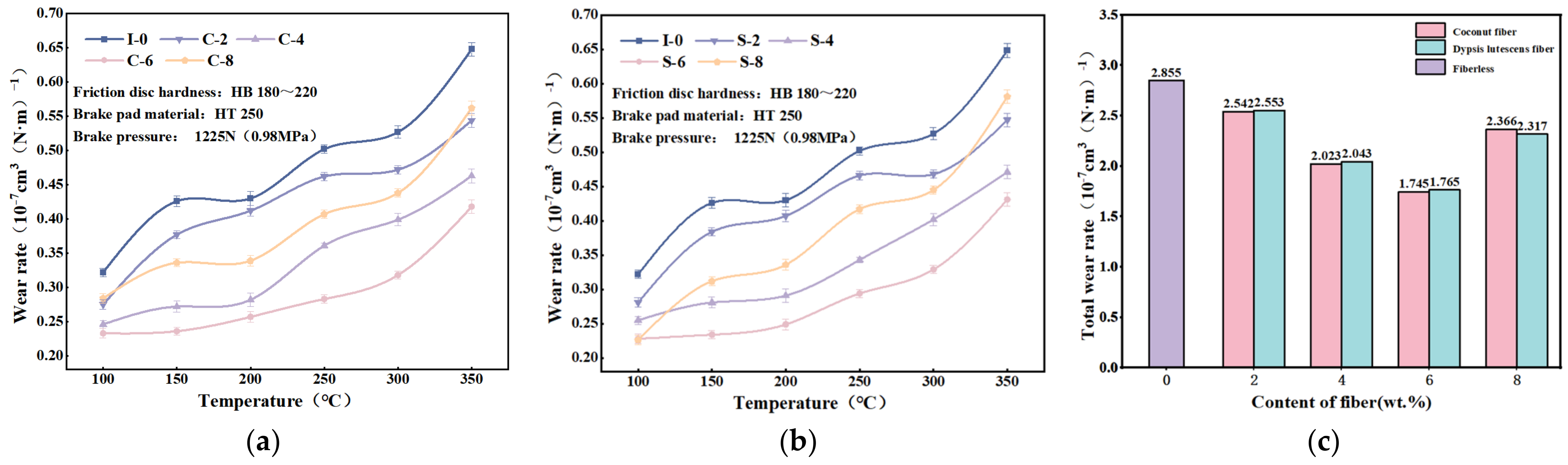
3.1.2. Tribological Properties
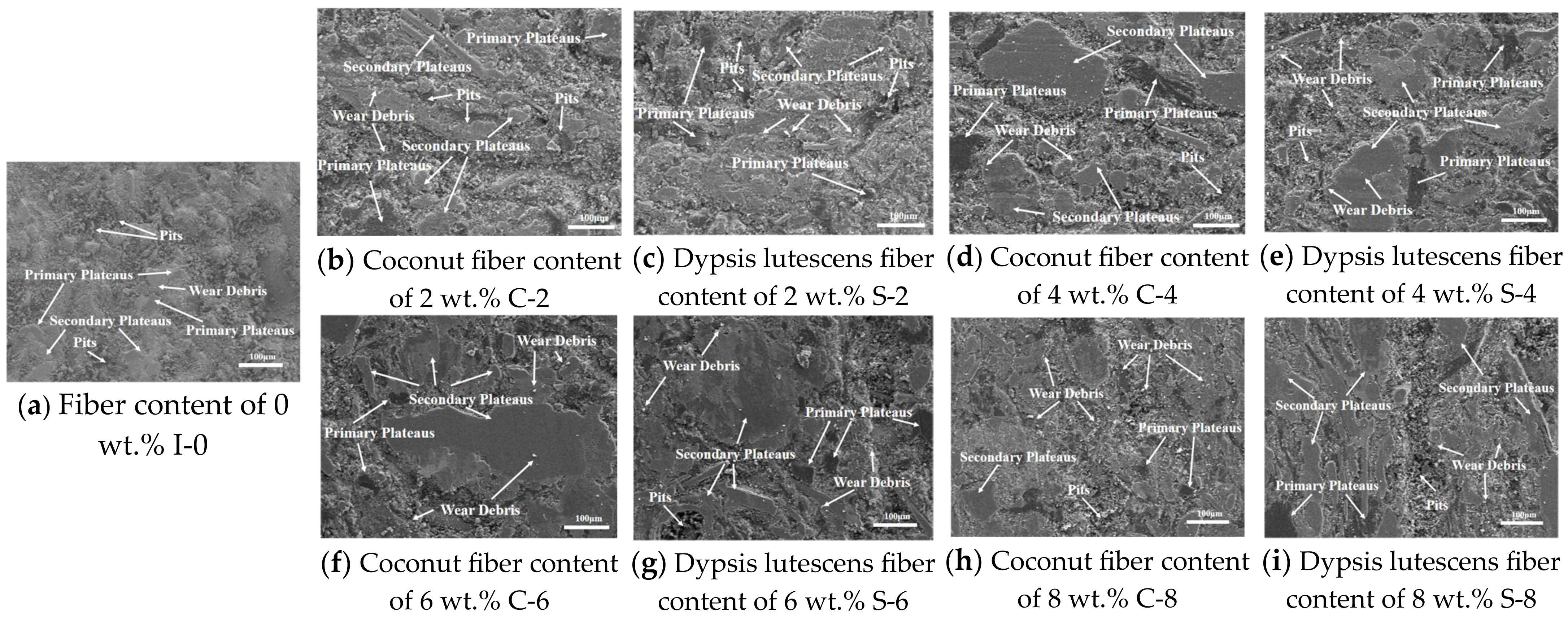
3.1.3. Friction Wear Mechanism
3.2. Performance Analysis of Blended Plant Fiber
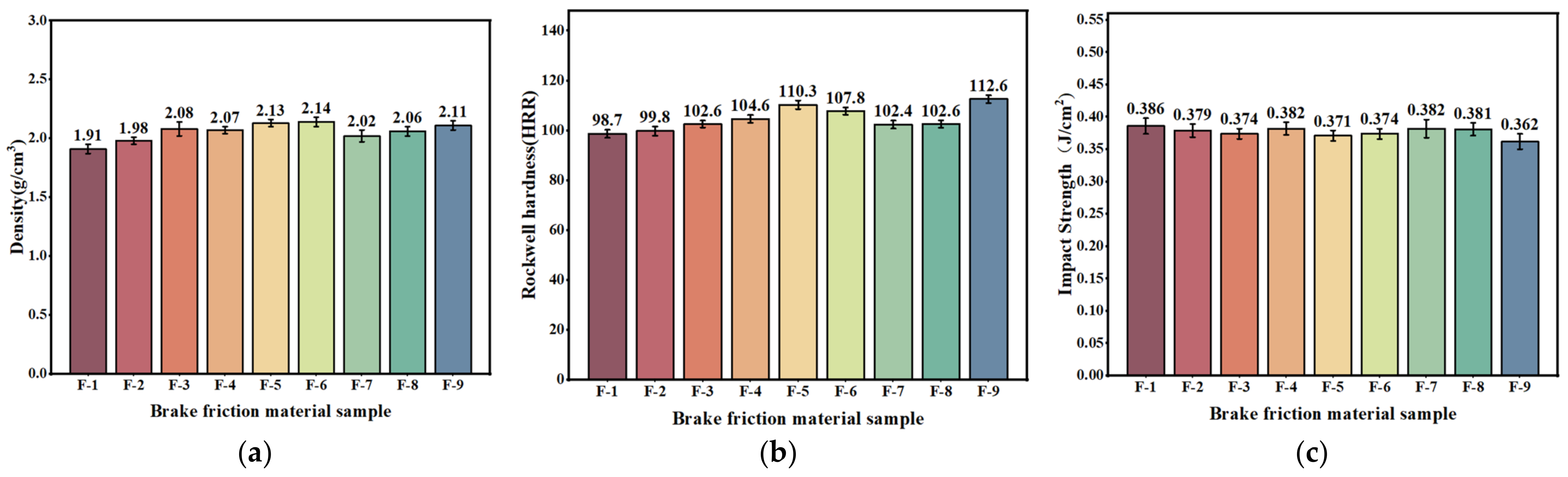
3.2.1. Physical Properties
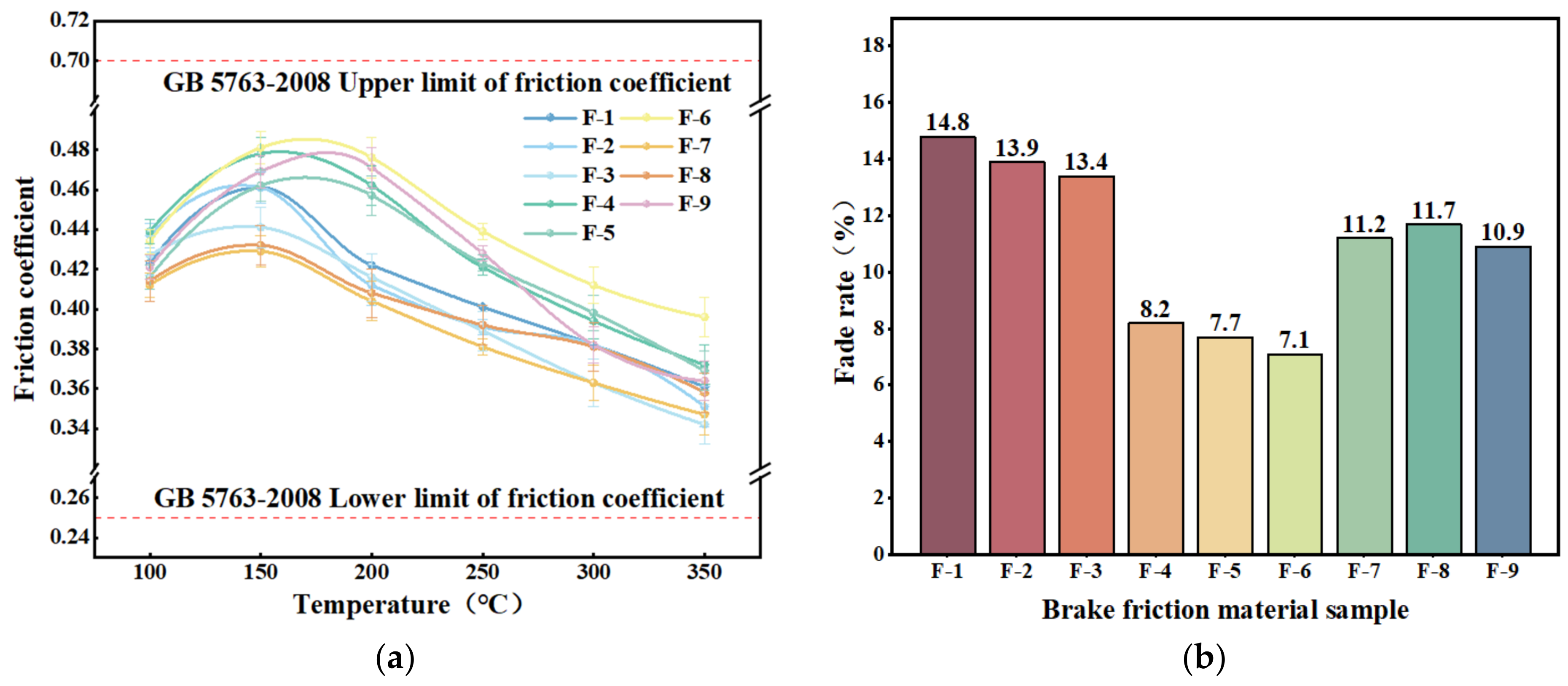
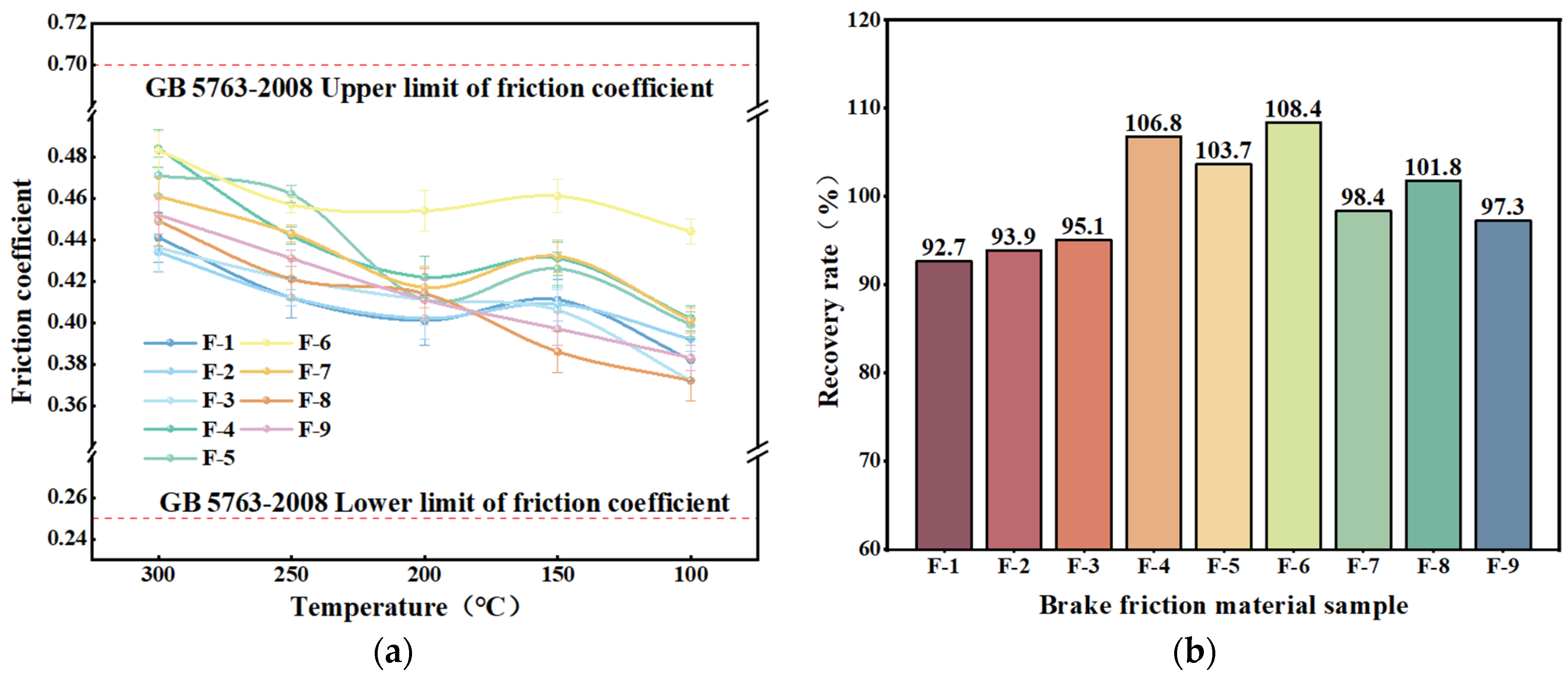
3.2.2. Tribological Properties
3.2.3. Friction Wear Mechanism
3.2.4. Fuzzy Integrated Evaluation Method
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, L.K.; Ma, Z.C.; Liu, G.Q.; Song, W.; Ren, L.L.; Yuan, S.W.; Yang, X.; Zhang, Q.F.; Ma, Y.H. Evaluation of the Mechanical and Tribological Behavior of Polyether Ether Ketone Fiber-Reinforced Resin-Based Friction Materials Fabricated by Wet Granulation. Polymers 2023, 15, 4732. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, L.; Liu, D.; Ma, Y.; Tian, Y.; Tong, J.; Senthamaraikannan, P.; Saravanakumar, S. Evaluation of wear resistance of corn stalk fiber reinforced brake friction materials prepared by wet granulation. Wear 2019, 432–433, 102918. [Google Scholar] [CrossRef]
- Rajan, B.S.; Balaji, M.A.S.; Noorani, A.B.M.A.; Khateeb, M.U.H.; Hariharasakthisudan, P.; Doss, P.A. Tribological performance evaluation of newly synthesized silane treated shell powders in friction composites. Mater. Res. Express 2019, 6, 065317. [Google Scholar] [CrossRef]
- Sathyamoorthy, G.; Vijay, R.; Lenin Singaravelu, D. Brake friction composite materials: A review on classifications and influences of friction materials in braking performance with characterizations. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2022, 236, 1674–1706. [Google Scholar] [CrossRef]
- Akincioglu, G. The effects of resin rate (wt-%) on different temperature performance of newly designed friction composites for automobile brake lining applications. Plast. Rubber Compos. 2023, 52, 292–303. [Google Scholar] [CrossRef]
- Gehlen, G.S.; Neis, P.D.; Barros, L.Y.; Poletto, J.C.; Ferreira, N.F.; Amico, S.C. Tribological performance of eco-friendly friction materials with rice husk. Wear 2022, 500, 204374. [Google Scholar] [CrossRef]
- Tóth, L.F.; Sukumaran, J.; Szebényi, G.; Kalácska, A.; Fauconnier, D.; Nagarajan, R.; De Baets, P. Large-scale tribological characterisation of eco-friendly basalt and jute fibre reinforced thermoset composites. Wear 2020, 450, 203274. [Google Scholar] [CrossRef]
- Tang, X.; Zhuang, J.; Tong, T.J.; Wang, L.N.; Hu, W.; Liu, D.X.; Yu, C.S.; Tong, J.; Yuan, S.W.; Ma, Y.H. Tribological Properties and Mechanism of Rice Husk Carbon Reinforced Non-Asbestos Organic Braking Composite Material. Tribol. Trans. 2023, 66, 208–221. [Google Scholar] [CrossRef]
- Bharadiya, P.S.; Puri, R.G.; Mishra, S. Enriched mechanical properties of Graphite nanoplatelets filled epoxy resin-plant fiber nanocomposites. Polym. Bull. 2024, 81, 4275–4289. [Google Scholar] [CrossRef]
- Kchaou, M.; Kus, R.; Singaravelu, D.L.; Haran, S.M. Design, characterization, and performance analysis of Miscanthus fiber reinforced composite for brake application. J. Eng. Res. 2021, 9, 222–234. [Google Scholar] [CrossRef]
- Kumar, N.; Grewal, J.S.; Kumar, N.; Kumar, S.; Ali, S. A novel Pinus roxburghii natural leaves fiber used as reinforcement polymer composite: As asbestos-free brake friction material. Polym. Compos. 2022, 43, 566–573. [Google Scholar] [CrossRef]
- Singh, T.; Gehlen, G.D.; Singh, V.; Ferreira, N.F.; de Barros, L.Y.; Lasch, G.; Poletto, J.C.; Ali, S.; Neis, P.D. Selection of automotive brake friction composites reinforced by agro-waste and natural fiber: An integrated multi-criteria decision-making approach. Results Eng. 2024, 22, 102030. [Google Scholar] [CrossRef]
- Bashir, M.; Qayoum, A.; Saleem, S.S. Influence of lignocellulosic banana fiber on the thermal stability of brake pad material. Mater. Res. Express 2019, 6, 115551. [Google Scholar] [CrossRef]
- Joo, B.S.; Jara, D.C.; Seo, H.J.; Jang, H. Influences of the average molecular weight of phenolic resin and potassium titanate morphology on particulate emissions from brake linings. Wear 2020, 450, 203243. [Google Scholar] [CrossRef]
- Martinelli, F.R.B.; Pariz, M.G.; de Andrade, R.; Ferreira, S.R.; Marques, F.A.; Monteiro, S.N.; de Azevedo, A.R.G. Influence of drying temperature on coconut-fibers. Sci. Rep. 2024, 14, 6421. [Google Scholar] [CrossRef]
- Britto, A.S.F.; Prabha, N.R.; Mansingh, B.B.; David, R.; Singh, A.A.M.M.; Binoj, J.S. Extraction and characterization of Dypsis lutescens peduncle fiber: Agro-waste to probable reinforcement in biocomposites-a sustainable approach. Biomass Convers. Biorefinery 2023. [Google Scholar] [CrossRef]
- Vieira, F.; Santana, H.E.P.; Jesus, M.; Mata, F.; Pires, P.; Vaz-Velho, M.; Silva, D.P.; Ruzene, D.S. Comparative Study of Pretreatments on Coconut Fiber for Efficient Isolation of Lignocellulosic Fractions. Sustainability 2024, 16, 4784. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Li, Y.; Waterhouse, G.I.N. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Compos. Part A-Appl. Sci. Manuf. 2016, 90, 589–597. [Google Scholar] [CrossRef]
- Shanmugasundaram, N.; Rajendran, I.; Ramkumar, T. Characterization of untreated and alkali treated new cellulosic fiber from an Areca palm leaf stalk as potential reinforcement in polymer composites. Carbohydr. Polym. 2018, 195, 566–575. [Google Scholar] [CrossRef]
- Wu, S.Y.; Guo, M.Z.; Zhao, J.L.; Wu, Q.; Zhuang, J.; Jiang, X.M. Characterization of the Mechanical and Morphological Properties of Cow Dung Fiber-Reinforced Polymer Composites: A Comparative Study with Corn Stalk Fiber Composites and Sisal Fiber Composites. Polymers 2022, 14, 5041. [Google Scholar] [CrossRef]
- Cai, P.; Wang, T.M.; Wang, Q.H. Formulation Optimization of Friction Material with Golden Section Approach. Tribol. Trans. 2016, 59, 28–32. [Google Scholar] [CrossRef]
- Ilie, F.; Ctristescu, A.C. Structural and Tribological Analysis of Brake Disc–Pad Pair Material for Cars. Appl. Sci. 2024, 14, 3523. [Google Scholar] [CrossRef]
- Sun, W.; Zhou, W. Effects of friction film mechanical properties on the tribological performance of ceramic enhanced resin matrix friction materials. J. Mater. Res. Technol. 2019, 8, 4705–4712. [Google Scholar] [CrossRef]
- Öktem, H.; Akincioglu, S.; Uygur, I.; Akincioglu, G. A novel study of hybrid brake pad composites: New formulation, tribological behaviour and characterisation of microstructure. Plast. Rubber Compos. 2021, 50, 249–261. [Google Scholar] [CrossRef]
- Bhat, A.R.; Kumar, R.; Mural, P.K.S. Natural fiber reinforced polymer composites: A comprehensive review of Tribo-Mechanical properties. Tribol. Int. 2023, 189, 108978. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Alaei, Y.; Shojaei, A.; Arjmand, M.; Yan, N. Frictional behavior of resin-based brake composites: Effect of carbon fibre reinforcement. Wear 2019, 420, 108–115. [Google Scholar] [CrossRef]
- He, Y.; Duan, R.; Zhang, Q.Q.; Xia, T.; Yan, B.; Zhou, S.F.; Huang, J. Reinforce the mechanical toughness, heat resistance, and friction and wear resistance of phenolic resin via constructing self-assembled hybrid particles of graphite oxide and zirconia as nano-fillers. Adv. Compos. Hybrid Mater. 2021, 4, 317–323. [Google Scholar] [CrossRef]
- Cui, G.J.; Liu, H.Q.; Shi, R.B.; Li, S.; Han, J.R. Dry-braking properties of resin based friction materials by different fibres. Lubr. Sci. 2020, 32, 21–29. [Google Scholar] [CrossRef]
- Li, N.; Chen, D.Q.; Gao, X.Y.; Lu, L.R.; Chen, W.Z. Biological tribology properties of the modified polyether ether ketone composite materials. Rev. Adv. Mater. Sci. 2020, 59, 399–405. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Shojaei, A.; Arjmand, M.; Alaei, Y.; Yan, N. Effect of short carbon fiber on thermal, mechanical and tribological behavior of phenolic-based brake friction materials. Compos. Part B 2019, 168, 98–105. [Google Scholar] [CrossRef]
- Wang, Z.; Li, H.; Ye, X.; Luo, W.; Zhang, B.; Hu, A.; Wu, L. Research on Layered Steel Fiber Reinforced Concrete Mix Ratio Design Based on Orthogonal Test. Coatings 2024, 14, 697. [Google Scholar] [CrossRef]
- Paturi, U.M.R.; Cheruku, S.; Reddy, N.S. The Role of Artificial Neural Networks in Prediction of Mechanical and Tribological Properties of Composites-A Comprehensive Review. Arch. Comput. Methods Eng. 2022, 29, 3109–3149. [Google Scholar] [CrossRef]
- Singh, T. Optimum design based on fabricated natural fiber reinforced automotive brake friction composites using hybrid CRITIC-MEW approach. J. Mater. Res. Technol.-JmrT 2021, 14, 81–92. [Google Scholar] [CrossRef]
- Dong, C.Y.; Deng, J.L.; Fan, S.W.; Kou, S.J.; Yang, S.B.; Huang, R.J.; Zhang, Y.Y.; Mao, Y.H. Tribological performance and composition optimization of semi-metallic friction materials applied for carbon ceramic brake disc. Ceram. Int. 2024, 50, 19660–19670. [Google Scholar] [CrossRef]
- GB 5763-2008; Brake Linings for Automobiles. Ministry of Industry and Information Technology: Beijing, China, 2008.
- Wei, L.; Choy, Y.S.; Cheung, C.S. A study of brake contact pairs under different friction conditions with respect to characteristics of brake pad surfaces. Tribol. Int. 2019, 138, 99–110. [Google Scholar] [CrossRef]
- Öktem, H.; Uygur, I.; Akincioglu, G.; Kurt, A. Experimental Study on the Performance Characteristics of Non-asbestos Brake Pads Using a Novel Friction Testing Machine. Exp. Tech. 2021, 45, 561–570. [Google Scholar] [CrossRef]
- Fang, S.L.; Xiao, W.; Chen, K.W.; Song, X.D. Research on the Model for the Friction Coefficient of Resin-Based Friction Material and Its Experimental Verification. Materials 2023, 16, 4791. [Google Scholar] [CrossRef] [PubMed]
- Ma, S.S.; Fei, J.; Yan, J.F.; Liu, L.Q.; Huang, Q.Y.; Zhou, M.; Li, H.J. Organic-inorganic interface enhancement for boosting mechanical and tribological performances of carbon fiber reinforced composites. J. Appl. Polym. Sci. 2024, 141, e54855. [Google Scholar] [CrossRef]
- Ali, M.K.A.; Makrahy, M.M.; Hou, X.J. Role of the friction layer formed on the brake lining surface in friction stabilization for automotive brakes. Surf. Topogr. -Metrol. Prop. 2019, 7, 015026. [Google Scholar] [CrossRef]
- Zhang, D.L.; Li, Z.B.; Klausen, L.H.; Li, Q.; Dong, M.D. Friction behaviors of two-dimensional materials at the nanoscale. Mater. Today Phys. 2022, 27, 100771. [Google Scholar] [CrossRef]
- Irawan, A.P.; Fitriyana, D.F.; Siregar, J.P.; Cionita, T.; Anggarina, P.T.; Utama, D.W.; Rihayat, T.; Rusiyanto, R.; Dimyati, S.; Aripin, M.B.; et al. Influence of Varying Concentrations of Epoxy, Rice Husk, Al2O3, and Fe2O3 on the Properties of Brake Friction Materials Prepared Using Hand Layup Method. Polymers 2023, 15, 2597. [Google Scholar] [CrossRef]
- Barros, L.Y.; Poletto, J.C.; Gehlen, G.S.; Lasch, G.; Neis, P.D.; Ramalho, A.; Ferreira, N.F. Transition in wear regime during braking applications: An analysis of the debris and surfaces of the brake pad and disc. Tribol. Int. 2023, 189, 108968. [Google Scholar] [CrossRef]
- Ibrahem, R.A.; Abdel-Barr, M.M. Effect of renewable Fillers on the tribological Performance of Basalt chopped Fiber reinforced epoxy hybrid Composites. Kgk-Kautsch. Gummi Kunststoffe 2022, 75, 73–77. [Google Scholar] [CrossRef]
- Kumar, S.; Mahakur, V.K.; Bhowmik, S. Physico-mechanical and Tribological Characteristics of Flax-Ramie Fiber Reinforced Green Composites and Anticipation of Fabricated Composites Under Different Loading with Sliding Constraint. Arab. J. Sci. Eng. 2024, 49, 2463–2482. [Google Scholar] [CrossRef]
- Shi, S.C.; Lin, C.F.; Liu, C.F.; Chen, T.H. Tribological and mechanical properties of cellulose/PMMA composite. Polym. Polym. Compos. 2022, 30, 09673911221140935. [Google Scholar] [CrossRef]
- Zhang, Q.F.; Qi, Z.C.; Ma, Y.H.; Yao, Y.M.; Li, L.K.; Cong, X.; Zhang, C.Y. Evaluation of tribological properties of silane-treated rapeseed straw fiber reinforced friction polymer composites prepared by wet granulation. Polym. Compos. 2024, 45, 3109–3119. [Google Scholar] [CrossRef]
- Chen, Y.J.; Gao, F.; Fu, R.; Su, L.L.; Han, X.M.; Yang, J.Y. Braking-experimental study on the relationship between friction material type and brake disc temperature. Ind. Lubr. Tribol. 2022, 74, 975–984. [Google Scholar] [CrossRef]
- Ma, Z.W.; Zheng, C.S.; Xiong, C.B.; Yu, L.; Liu, Y.J.; Zhang, C.Z. Friction-Wear Characteristics of Carbon Fiber Reinforced Paper-Based Friction Materials under Different Working Conditions. Materials 2022, 15, 3682. [Google Scholar] [CrossRef]
- Kumar, N.; Kumar, S.; Grewal, J.S.; Mehta, V.; Ali, S. Comparative study of Abaca fiber and Kevlar fibers based brake friction composites. Polym. Compos. 2022, 43, 730–740. [Google Scholar] [CrossRef]
- Makni, F.; Cristol, A.L.; Elleuch, R.; Desplanques, Y. Organic Brake Friction Composite Materials: Impact of Mixing Duration on Microstructure, Properties, Tribological Behavior and Wear Resistance. Polymers 2022, 14, 1692. [Google Scholar] [CrossRef]
- Zhou, W.; Meiser, M.; Wich, F.; Liensdorf, T.; Freudenberg, W.; Li, Y.; Langhof, N.; Krenkel, W. Fiber orientation dependence of tribological behavior of short carbon fiber reinforced ceramic matrix composites. J. Am. Ceram. Soc. 2022, 105, 538–552. [Google Scholar] [CrossRef]
- Ji, Z.; Jin, H.; Luo, W.; Cheng, F.; Chen, Y.; Ren, Y.; Wu, Y.; Hou, S. The effect of crystallinity of potassium titanate whisker on the tribological behavior of NAO friction materials. Tribol. Int. 2017, 107, 213–220. [Google Scholar] [CrossRef]
- Belhocine, A.; Abdullah, O.I. Finite element analysis (FEA) of frictional contact phenomenon on vehicle braking system. Mech. Based Des. Struct. Mach. 2022, 50, 2961–2996. [Google Scholar] [CrossRef]
- Kumar, V.V.; Kumaran, S.S. Friction material composite: Types of brake friction material formulations and effects of various ingredients on brake performance–a review. Mater. Res. Express 2019, 6, 082005. [Google Scholar] [CrossRef]
- Sathickbasha, K.; Selvakumar, A.S.; Balachandran, S.R.; Hariharasakthisudhan, P. Multi-metal sulfide pre-blend combination on the tribological performance of the brake friction material. Ind. Lubr. Tribol. 2021, 73, 325–334. [Google Scholar] [CrossRef]
- Birleanu, C.; Pustan, M.; Cioaza, M.; Bere, P.; Contiu, G.; Dudescu, M.C.; Filip, D. Tribo-Mechanical Investigation of Glass Fiber Reinforced Polymer Composites under Dry Conditions. Polymers 2023, 15, 2733. [Google Scholar] [CrossRef]
- Pinto, R.L.M.; Gutiérrez, J.C.H.; Pereira, R.B.D.; de Faria, P.E.; Rubio, J.C.C. Influence of Contact Plateaus Characteristics Formed on the Surface of Brake Friction Materials in Braking Performance through Experimental Tests. Materials 2021, 14, 4931. [Google Scholar] [CrossRef]
- Yusubov, F. Tribiological behavior of modified phenolic resin composites for braking applications. Ind. Lubr. Tribol. 2021, 73, 775–782. [Google Scholar] [CrossRef]
- Kumar, N.; Mehta, V.; Kumar, S.; Grewal, J.S.; Ali, S. Bamboo natural fiber and PAN fiber used as a reinforced brake friction material: Developed asbestos-free brake pads. Polym. Compos. 2022, 43, 2888–2895. [Google Scholar] [CrossRef]
- Wang, N.; Liu, H.; Huang, F. Effects of Hybrid Rockwool-Wood Fiber on the Performance of Asbestos-Free Brake Friction Composites. Lubricants 2023, 11, 27. [Google Scholar] [CrossRef]
- Oliver, B.A.; Dong, Q.; Ramezani, M.; Selles, M.A.; Sanchez-Caballero, S. Tribological Performance of Bamboo Fabric Reinforced Epoxy Composites. Macromol. Mater. Eng. 2023, 308, 2300077. [Google Scholar] [CrossRef]
- Rajan, R.; Tyagi, Y.K.; Singh, S. Waste and natural fiber based automotive brake composite materials: Influence of slag and coir on tribological performance. Polym. Compos. 2022, 43, 1508–1517. [Google Scholar] [CrossRef]
- Ghosh, P.; Banerjee, S.S.; Khastgir, D. Elastomer modified phenolic resin-based composites with reduced scale friction: Influence of calcined petroleum coke on tribological and thermo-mechanical behavior. Polym. Eng. Sci. 2020, 60, 1446–1458. [Google Scholar] [CrossRef]
- Nautiyal, H.; Tyagi, R.; Verma, P.; Singh, S.; Walia, R.S.; Khatri, O.P. Tribological Performance Assessment of Porous Copper-Based Composite under Dry and Lubricated Conditions. J. Mater. Eng. Perform. 2022, 31, 4836–4847. [Google Scholar] [CrossRef]
- Ali, M.K.A.; Makrahy, M.M. Tribological performance evaluation of automotive brake discs manufactured from boron-doped titanium dioxide-reinforced aluminum composite. Measurement 2024, 224, 113835. [Google Scholar] [CrossRef]
- Wang, S.L.; Chen, S.; Sun, J.C.; Liu, Z.M.; He, D.X.; Xu, S.F. Effects of Rare Earth Oxides on the Mechanical and Tribological Properties of Phenolic-Based Hybrid Nanocomposites. Polymers 2024, 16, 131. [Google Scholar] [CrossRef]
- Singh, T.; Singh, V.; Ranakoti, L.; Kumar, S. Optimization on tribological properties of natural fiber reinforced brake friction composite materials: Effect of objective and subjective weighting methods. Polym. Test. 2023, 117, 107873. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component Category | Material Name | Specification | Manufacturer |
|---|---|---|---|
| Binder | Phenolic resin | 2123 Thermosetting | Mianzhuo, Zhengzhou, China |
| Reinforcement Fiber | Coconut fiber | Diameter 0.1 mm | Chuangying, Changzhou, China |
| Dypsis lutescens fiber | Diameter 0.1 mm | Chuangying, Changzhou, China | |
| Composite mineral fiber | 1~5 mm | Mayue, Shijiazhuang, China | |
| Sepiolite fiber | 1~4 mm | Jiashuo, Shijiazhuang, China | |
| Filler | Calcium carbonate | 1250 Mesh | Yousuo, Linyi, China |
| Vermiculite powder | 20~40 Mesh | Xuyang, Shijiazhuang, China | |
| Precipitated barium sulfate | 1250 Mesh | Yousuo, Linyi, China | |
| Modifier | Flake graphite | 99% High purity | Mianzhuo, Zhengzhou, China |
| Petroleum coke | 400 Mesh | Lipan, Shijiazhuang, China | |
| Aluminum oxide | 600 Mesh | Mianzhuo, Zhengzhou, China | |
| Friction dust | 40~100 Mesh | Mianzhuo, Zhengzhou, China | |
| Zinc stearate | 13.5~15.5% (ZnO) | Yatai, Wuxi, China |
| Raw Materials (by wt.%) | Specimens | ||||
|---|---|---|---|---|---|
| I-0 | C-2 | C-4 | C-6 | C-8 | |
| Coconut fiber | 0 | 2.00 | 4.00 | 6.00 | 8.00 |
| Sepiolite fiber | 5.00 | 5.00 | 5.00 | 5.00 | 5.00 |
| Compound mineral fibers | 20.00 | 20.00 | 20.00 | 20.00 | 20.00 |
| Phenolic resin | 9.00 | 9.00 | 9.00 | 9.00 | 9.00 |
| Flake graphite | 8.00 | 8.00 | 8.00 | 8.00 | 8.00 |
| Petroleum coke | 7.00 | 7.00 | 7.00 | 7.00 | 7.00 |
| Aluminum oxide | 6.00 | 6.00 | 6.00 | 6.00 | 6.00 |
| Friction dust | 2.00 | 2.00 | 2.00 | 2.00 | 2.00 |
| Calcium carbonate | 13.00 | 13.00 | 13.00 | 13.00 | 13.00 |
| Vermiculite powder | 5.00 | 5.00 | 5.00 | 5.00 | 5.00 |
| Precipitated barium sulfate | 24.00 | 22.00 | 20.00 | 18.00 | 16.00 |
| Zinc stearate | 1.00 | 1.00 | 1.00 | 1.00 | 1.00 |
| Raw Materials (by wt.%) | Specimens | ||||
|---|---|---|---|---|---|
| I-0 | S-2 | S-4 | S-6 | S-8 | |
| Dypsis lutescens fiber | 0 | 2.00 | 4.00 | 6.00 | 8.00 |
| Sepiolite fiber | 5.00 | 5.00 | 5.00 | 5.00 | 5.00 |
| Compound mineral fibers | 20.00 | 20.00 | 20.00 | 20.00 | 20.00 |
| Phenolic resin | 9.00 | 9.00 | 9.00 | 9.00 | 9.00 |
| Flake graphite | 8.00 | 8.00 | 8.00 | 8.00 | 8.00 |
| Petroleum coke | 7.00 | 7.00 | 7.00 | 7.00 | 7.00 |
| Aluminum oxide | 6.00 | 6.00 | 6.00 | 6.00 | 6.00 |
| Friction dust | 2.00 | 2.00 | 2.00 | 2.00 | 2.00 |
| Calcium carbonate | 13.00 | 13.00 | 13.00 | 13.00 | 13.00 |
| Vermiculite powder | 5.00 | 5.00 | 5.00 | 5.00 | 5.00 |
| Precipitated barium sulfate | 24.00 | 22.00 | 20.00 | 18.00 | 16.00 |
| Zinc stearate | 1.00 | 1.00 | 1.00 | 1.00 | 1.00 |
| F-1 | F-2 | F-3 | F-4 | F-5 | F-6 | F-7 | F-8 | F-9 | |
|---|---|---|---|---|---|---|---|---|---|
| Coconut fiber | 20.00 | 20.00 | 20.00 | 7.64 | 7.64 | 7.64 | 12.36 | 12.36 | 12.36 |
| Dypsis lutescens fiber | 20.00 | 12.36 | 7.64 | 20.00 | 12.36 | 7.64 | 20.00 | 12.36 | 7.64 |
| Compound mineral fibers | 20.00 | 12.36 | 7.64 | 7.64 | 20.00 | 12.36 | 12.36 | 7.64 | 20.00 |
| Precipitated barium sulfate | 1.21 | 1.67 | 1.96 | 1.96 | 1.82 | 1.92 | 1.68 | 2.05 | 1.82 |
| Calcium carbonate | 7.88 | 10.89 | 12.75 | 12.75 | 11.82 | 12.48 | 10.89 | 13.32 | 11.82 |
| Vermiculite powder | 4.85 | 6.70 | 7.84 | 7.85 | 7.27 | 7.68 | 6.70 | 8.20 | 7.27 |
| Flake graphite | 5.45 | 7.54 | 8.83 | 8.83 | 8.18 | 8.64 | 7.54 | 9.22 | 8.18 |
| Petroleum coke | 4.24 | 5.86 | 6.87 | 6.86 | 6.36 | 6.72 | 5.86 | 7.17 | 6.36 |
| Aluminum oxide | 2.42 | 3.35 | 3.92 | 3.92 | 3.64 | 3.84 | 3.35 | 4.10 | 3.64 |
| Friction dust | 3.64 | 5.03 | 5.88 | 5.88 | 5.45 | 5.76 | 5.02 | 6.15 | 5.45 |
| Zinc stearate | 1.82 | 2.51 | 2.94 | 2.94 | 2.73 | 2.88 | 2.51 | 3.08 | 2.73 |
| Phenolic resin | 8.49 | 11.73 | 13.73 | 13.73 | 12.73 | 13.44 | 11.73 | 14.35 | 12.73 |
| F-1 | F-2 | F-3 | F-4 | F-5 | F-6 | F-7 | F-8 | F-9 | |
|---|---|---|---|---|---|---|---|---|---|
| 0.29 | 0.32 | 0.35 | 0.41 | 0.44 | 0.47 | 0.37 | 0.38 | 0.40 | |
| 0.52 | 0.58 | 0.00 | 0.76 | 0.82 | 1.00 | 0.47 | 0.62 | 0.89 | |
| 0.359 | 0.398 | 0.245 | 0.515 | 0.554 | 0.629 | 0.40 | 0.452 | 0.547 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Li, R.; Lin, H.; Yuan, S.; Wang, L.; Ma, Y. Preparation and Properties of Brake Friction Materials Reinforced with Coconut Fiber and Dypsis Lutescens Fiber. Materials 2024, 17, 3926. https://doi.org/10.3390/ma17163926
Wang C, Li R, Lin H, Yuan S, Wang L, Ma Y. Preparation and Properties of Brake Friction Materials Reinforced with Coconut Fiber and Dypsis Lutescens Fiber. Materials. 2024; 17(16):3926. https://doi.org/10.3390/ma17163926
Chicago/Turabian StyleWang, Chaotian, Ruimin Li, Huidong Lin, Shengwang Yuan, Lining Wang, and Yunhai Ma. 2024. "Preparation and Properties of Brake Friction Materials Reinforced with Coconut Fiber and Dypsis Lutescens Fiber" Materials 17, no. 16: 3926. https://doi.org/10.3390/ma17163926