Hot Deformation Characteristics and Dynamic Recrystallization Mechanisms of a Semi-Solid Forged AZ91D Magnesium Alloy


Abstract
:1. Introduction
2. Experimental Materials and Methods
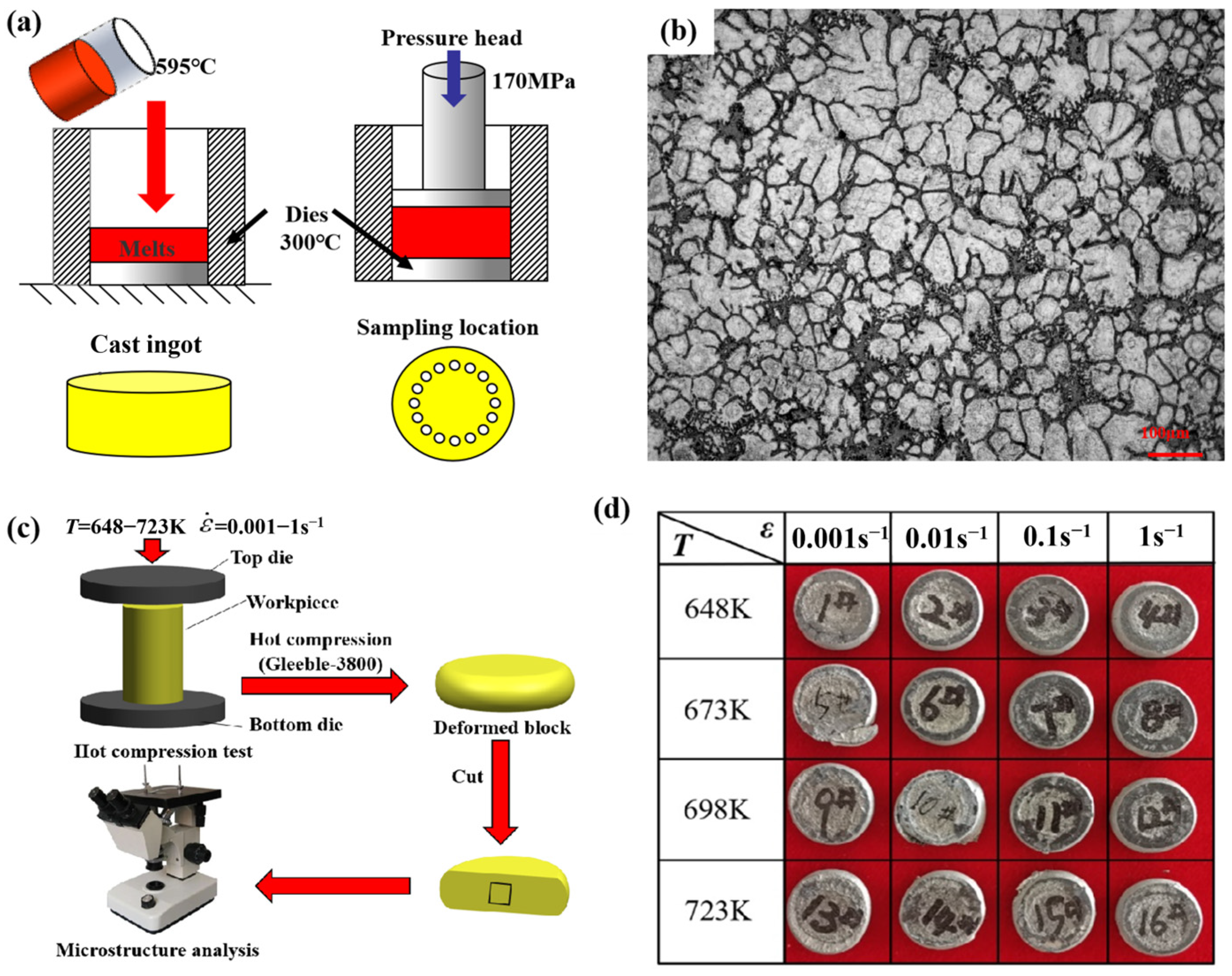
2.1. Experimental Material
2.2. Finite Element Models
3. Results and Discussion
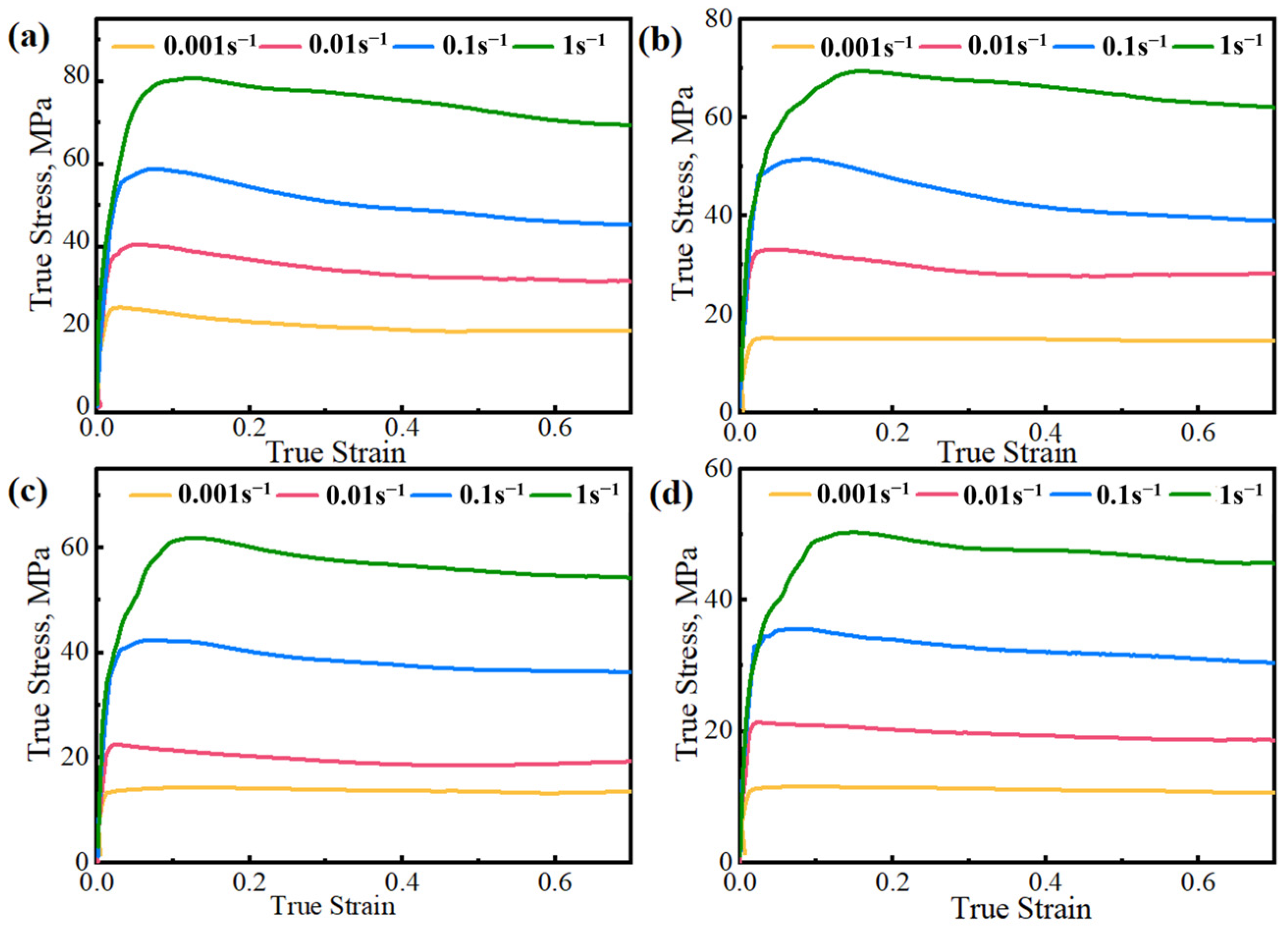
3.1. Stress–Strain Curve
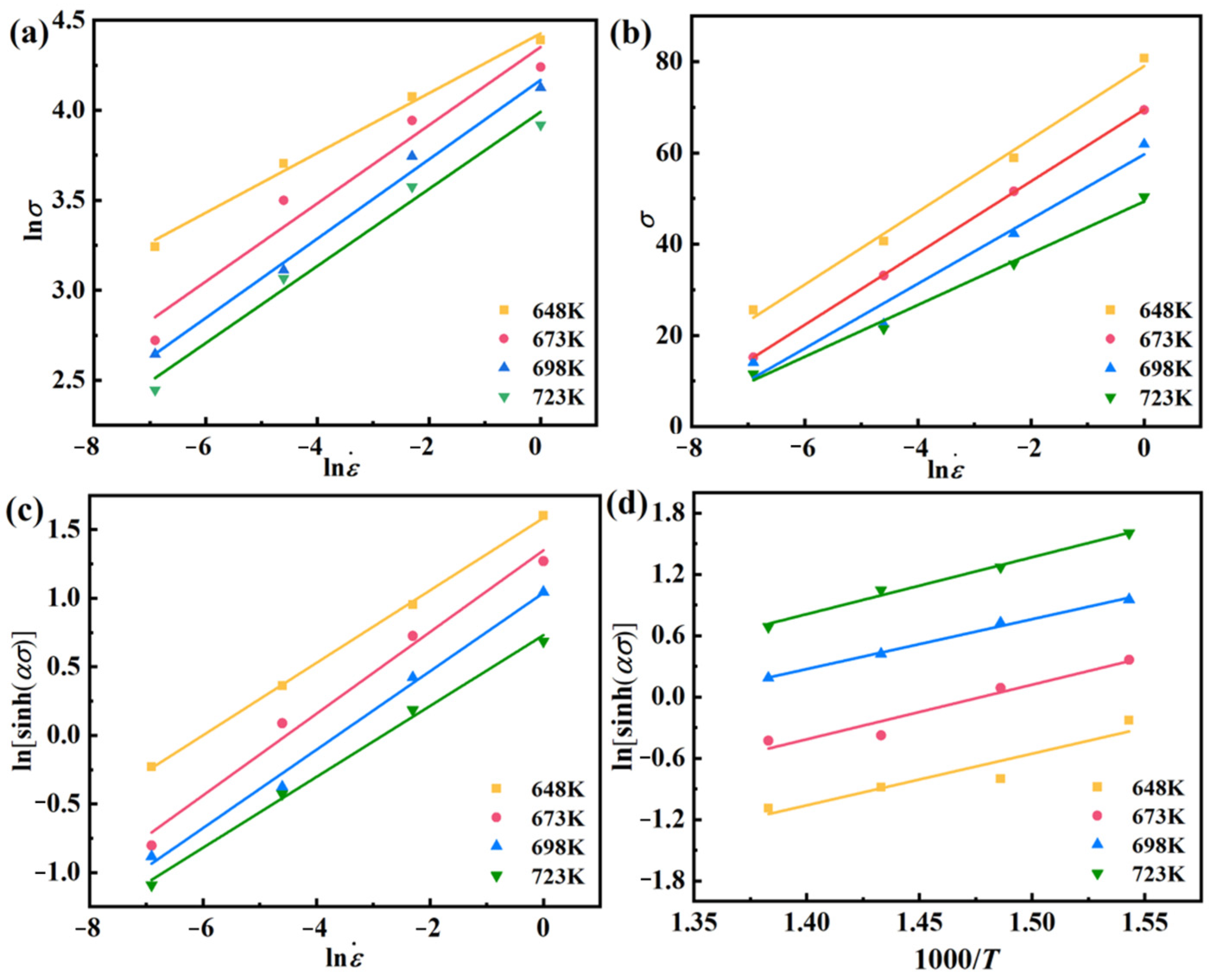
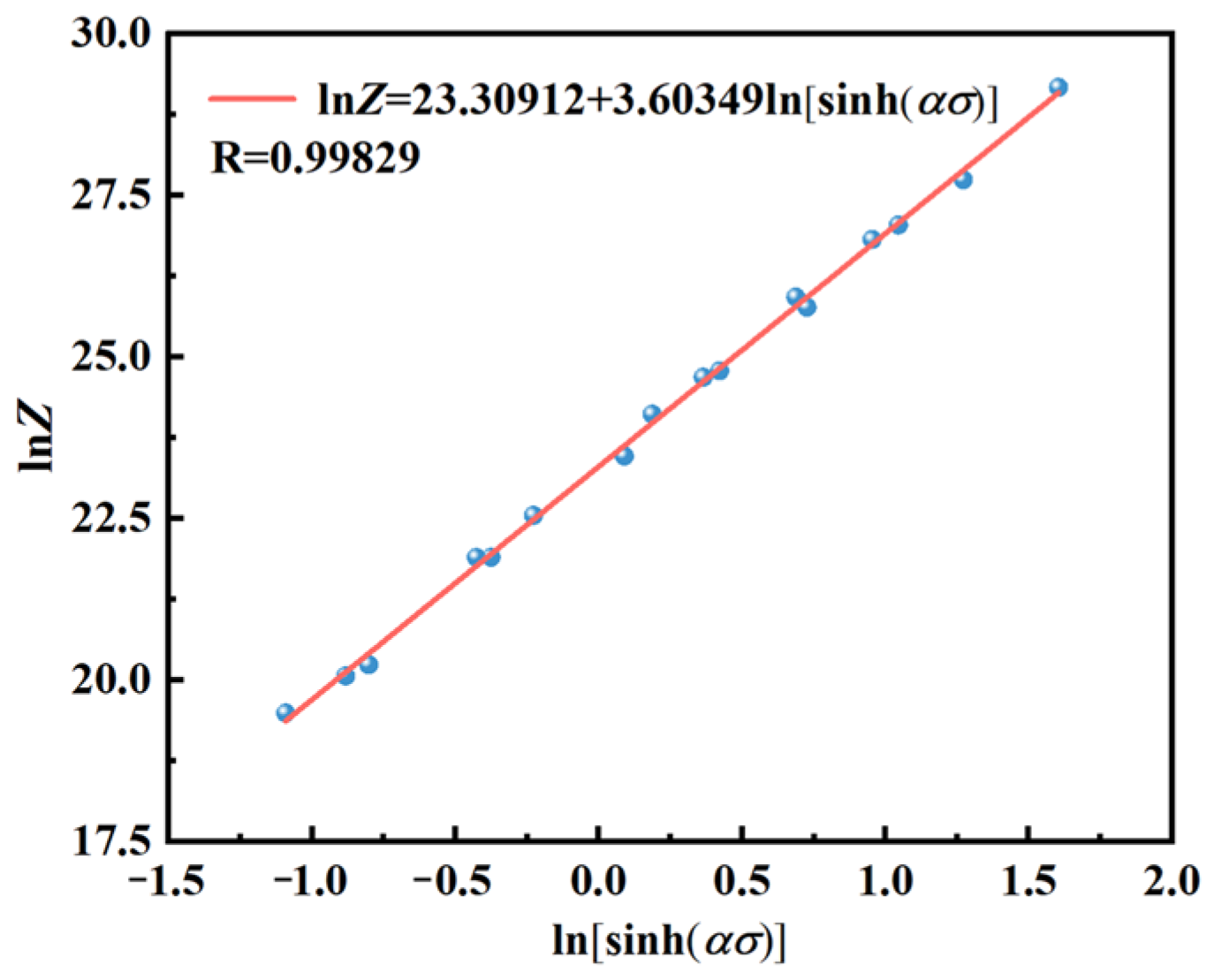
3.2. Constitutive Equation
3.3. Critical Condition Model for DRX
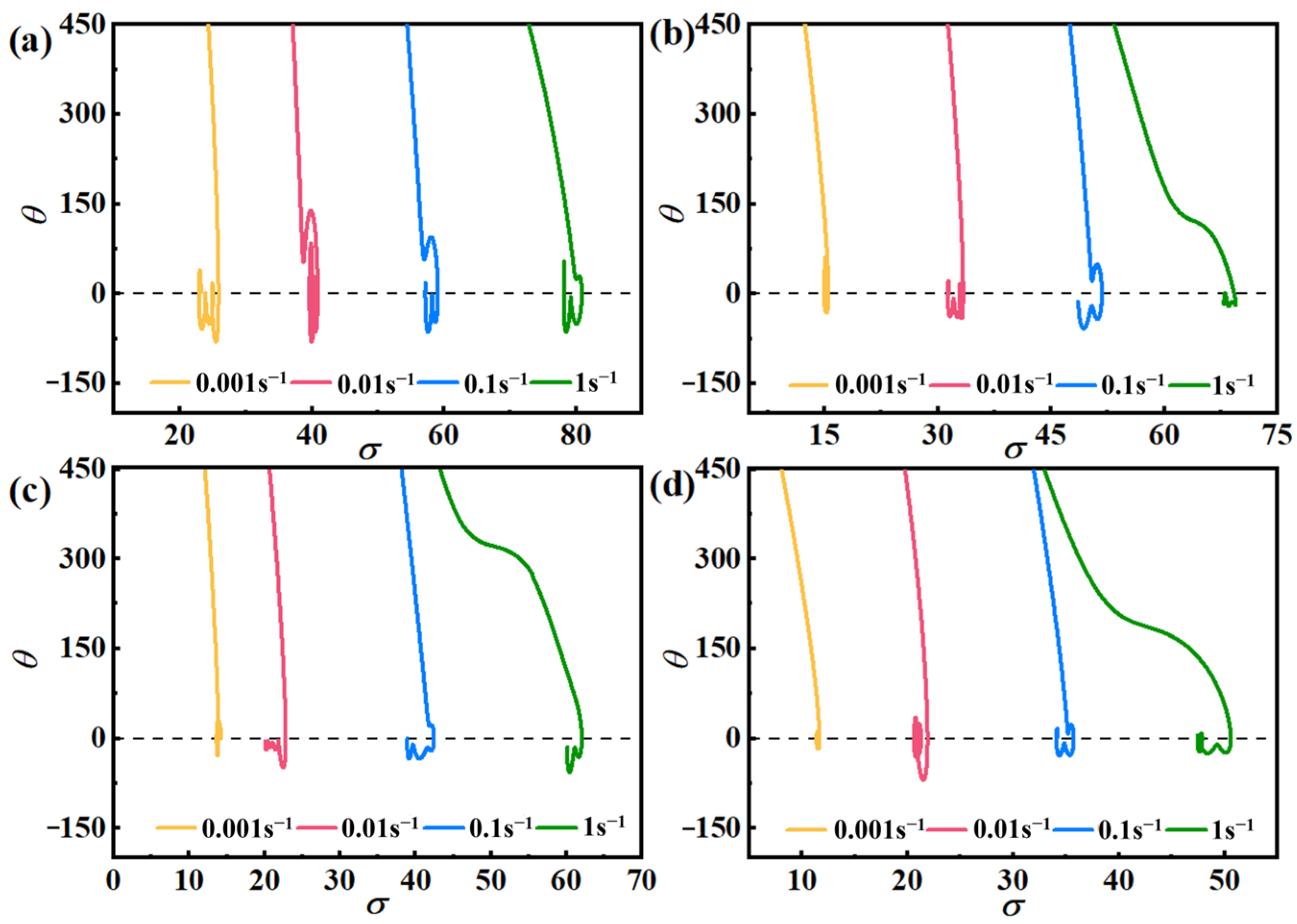
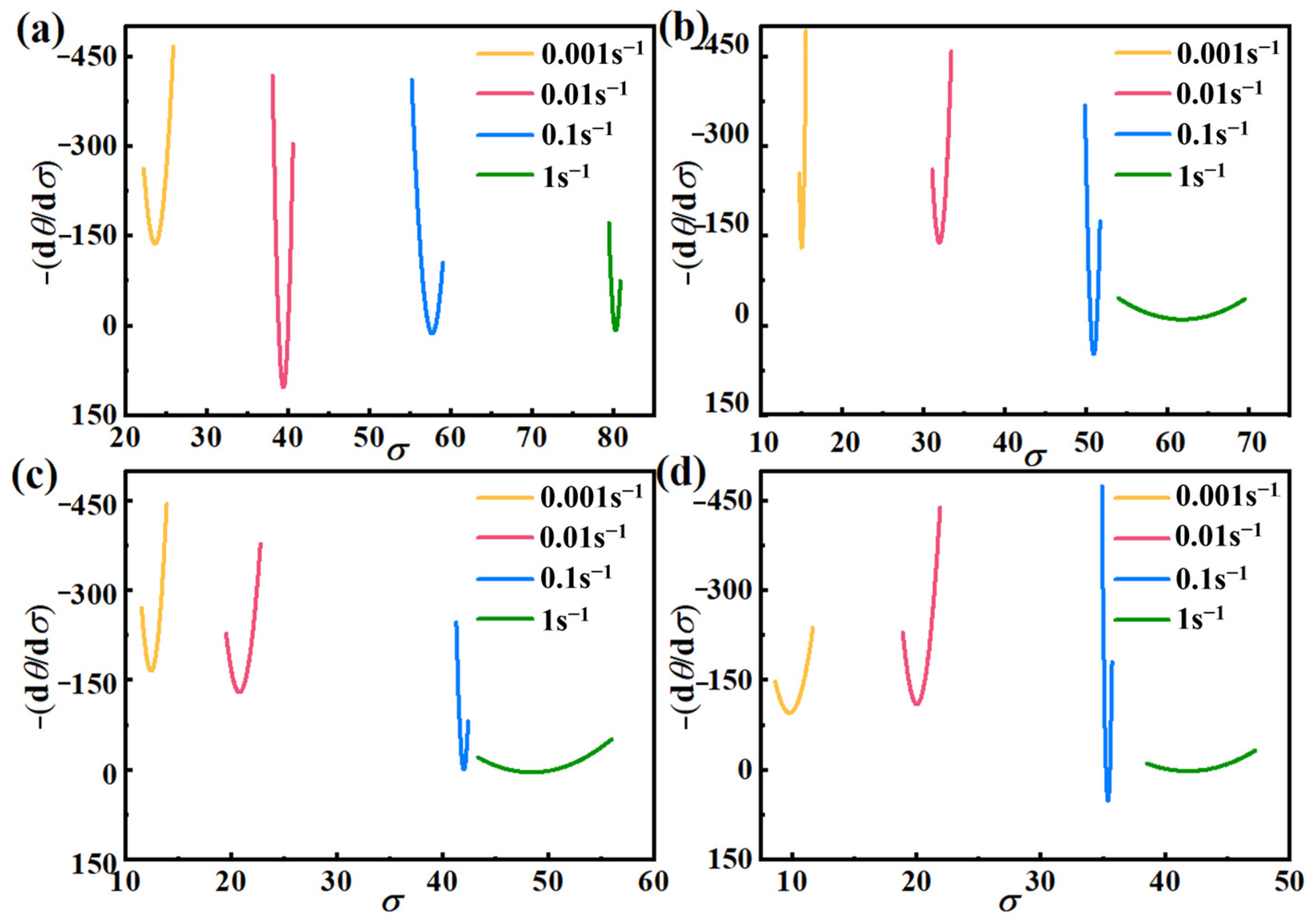
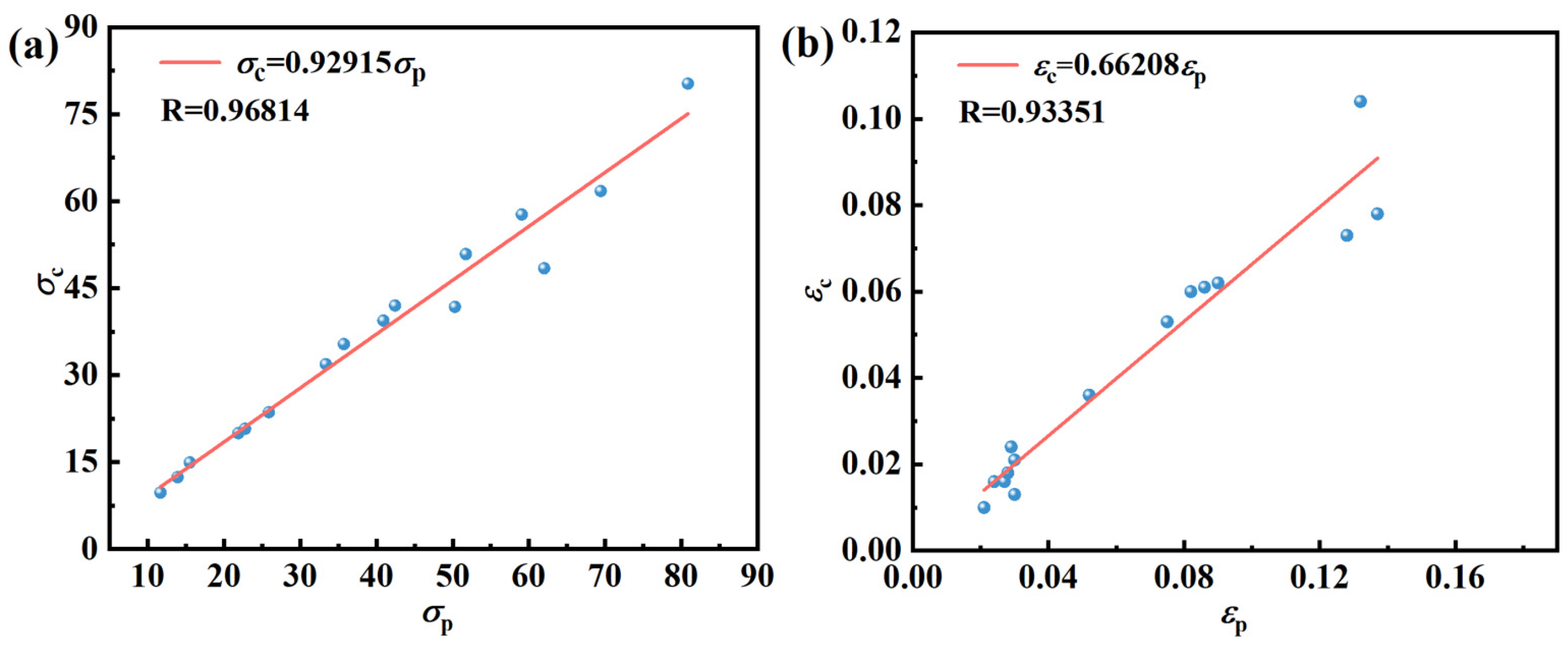
3.3.1. Critical Condition Model for DRX
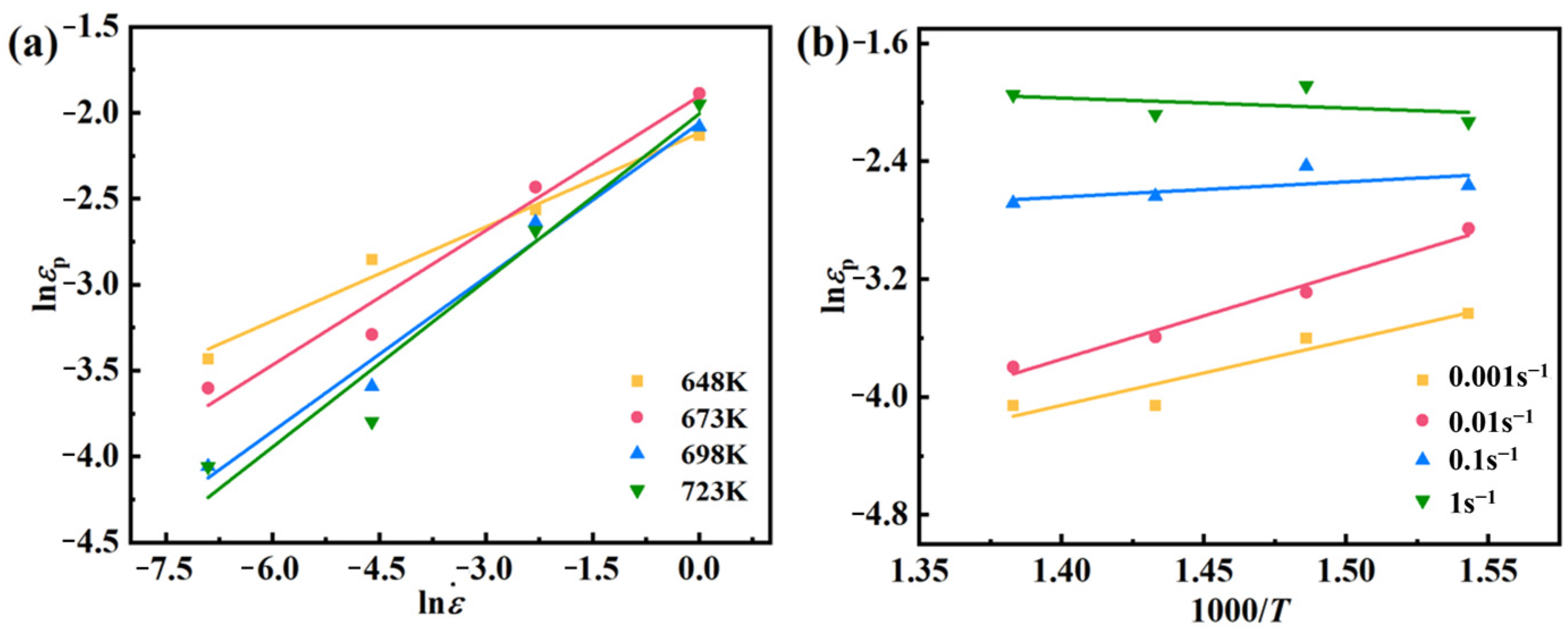
3.3.2. Critical Strain Model
3.3.3. DRX Kinetic Model
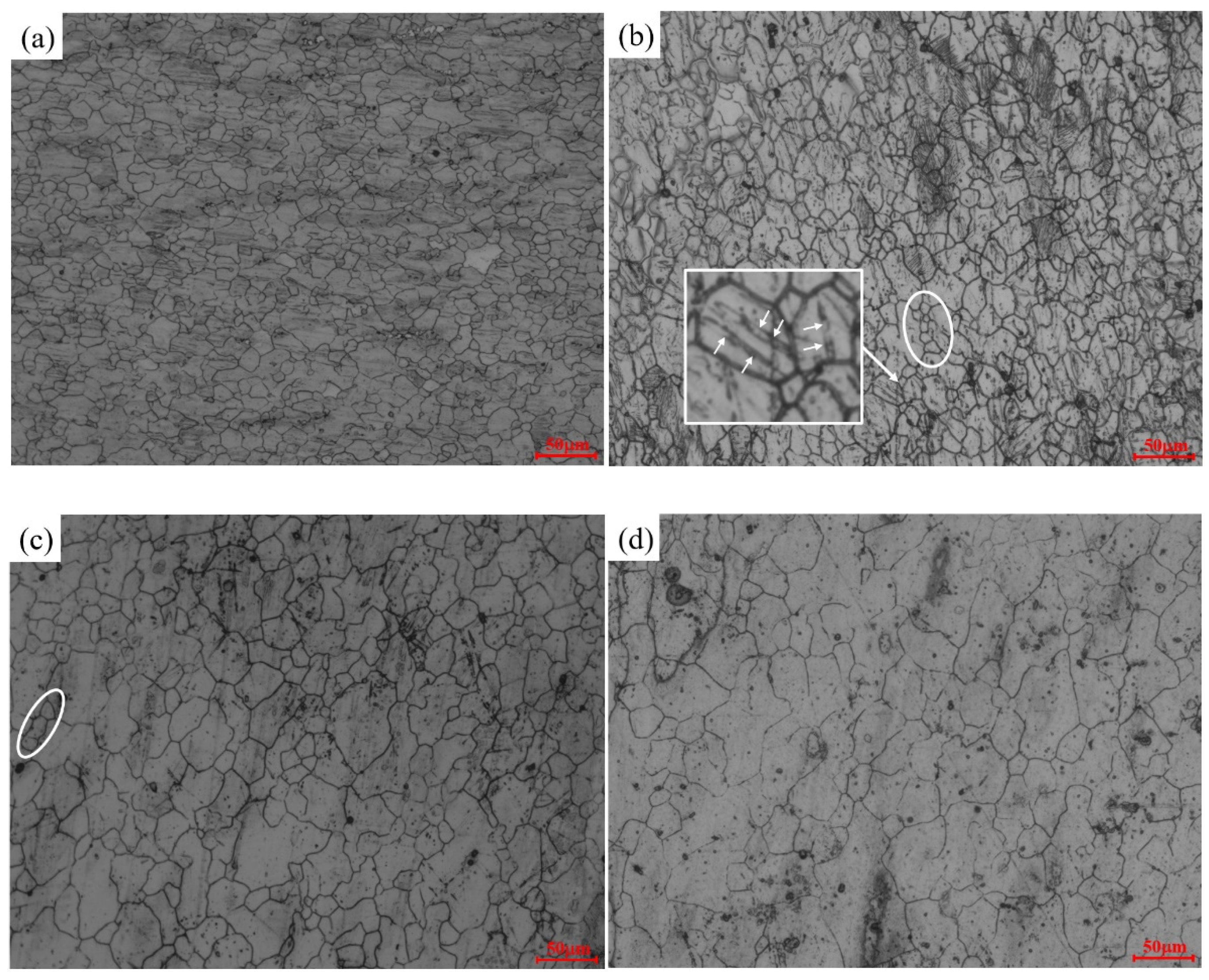
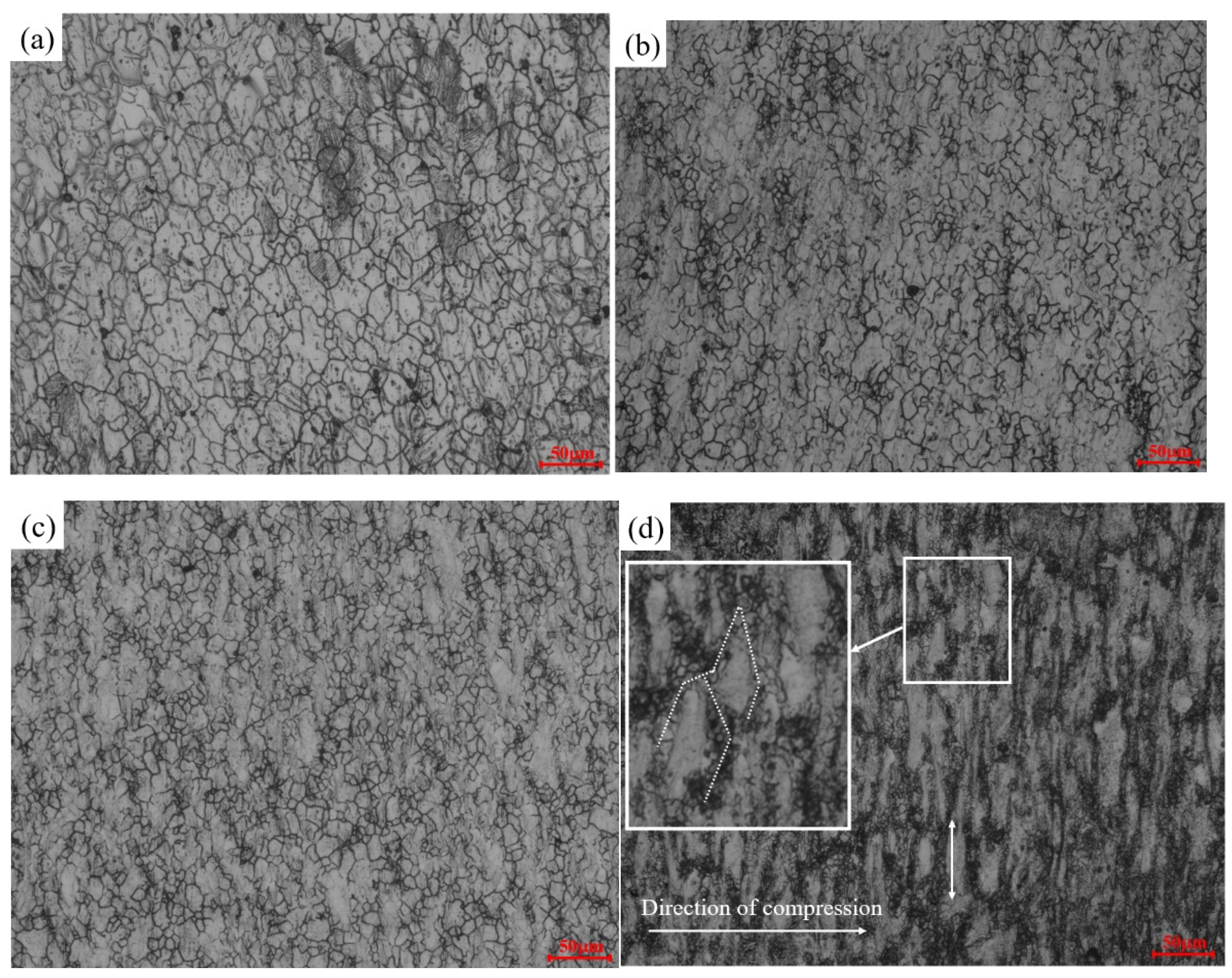
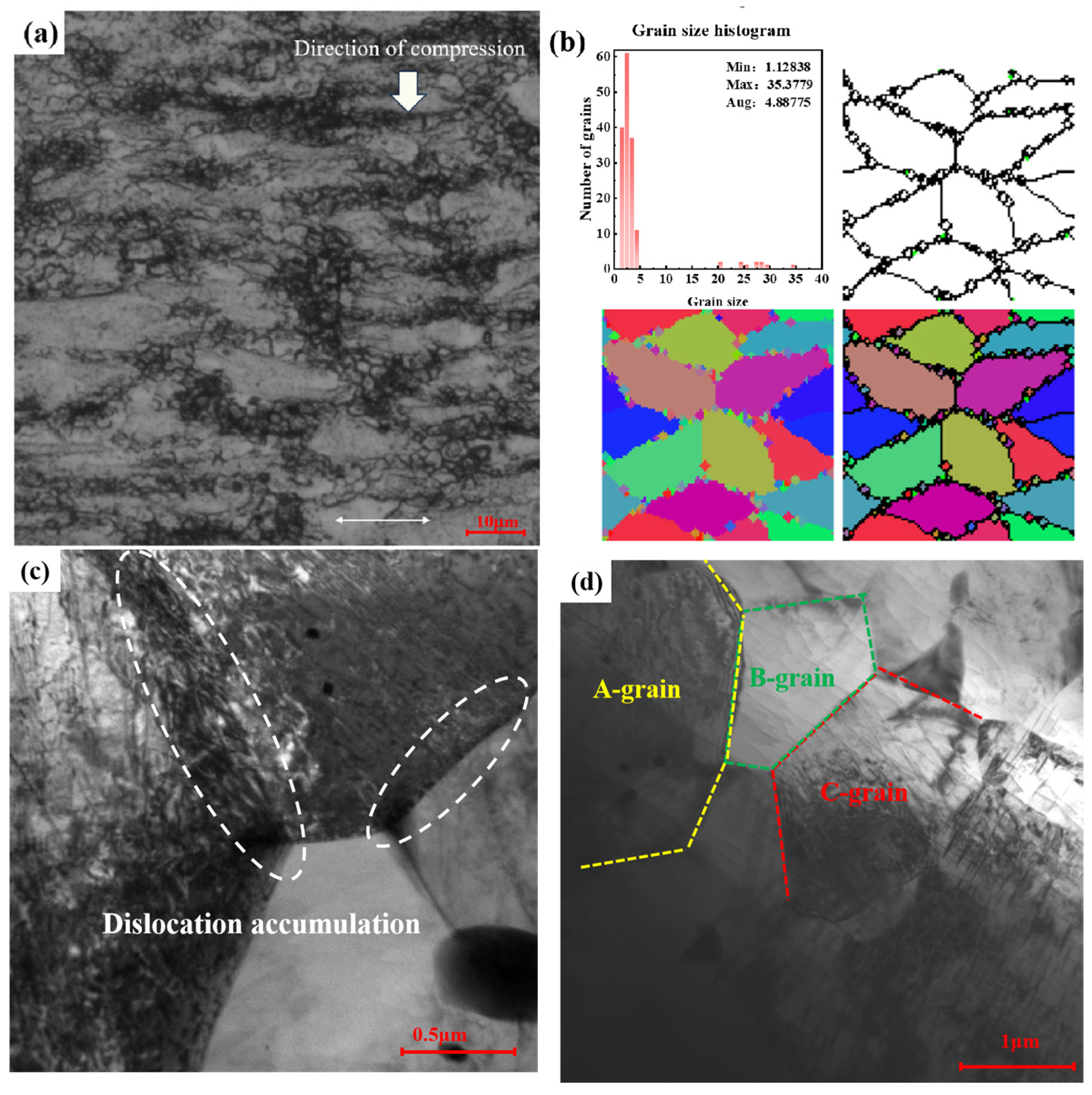
3.4. Analysis of Microstructural Evolution
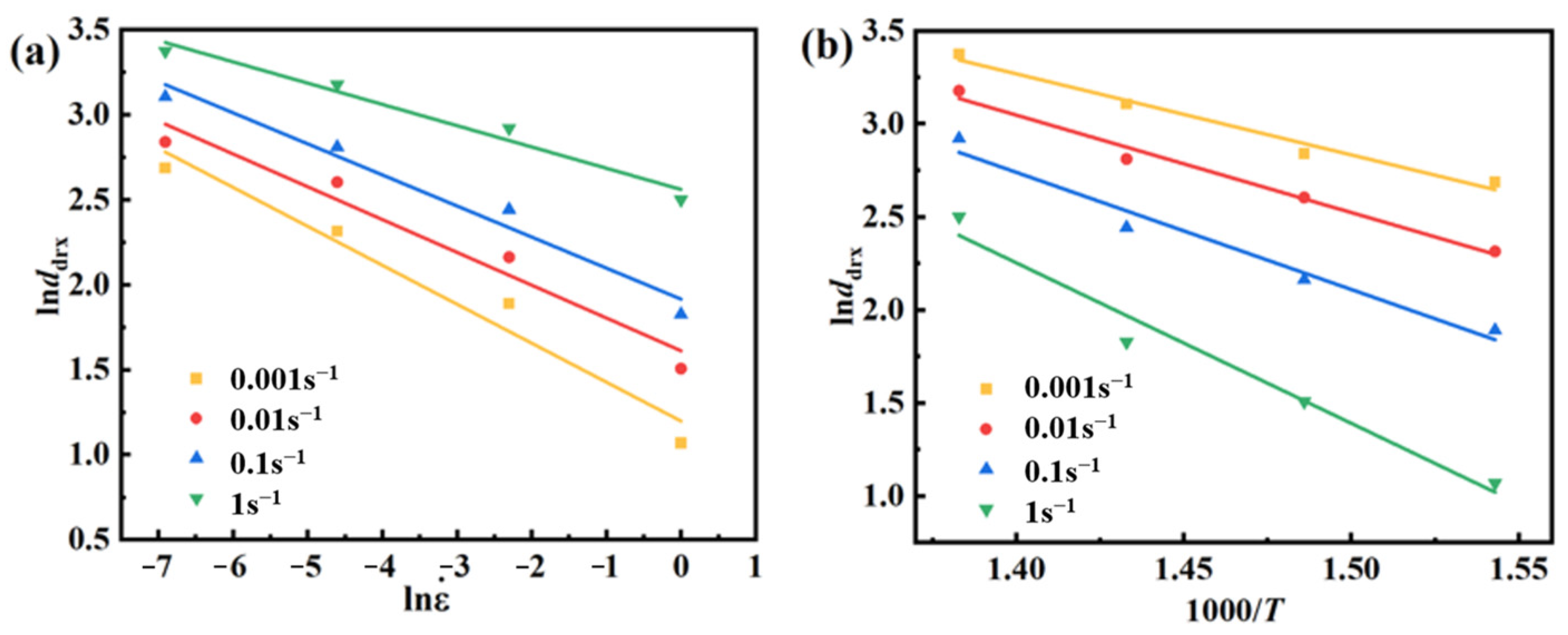
3.4.1. Grain Size under Different Deformation Conditions
3.4.2. Finite Element Response of a DRX Model with Experimental Verification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nguyen, T.L.; Cheng, T.C.; Yang, J.Y.; Pan, C.J.; Lin, T.H. A zinc-manganese composite phosphate conversion coating for corrosion protection of AZ91D alloy: Growth and characteristics. J. Mater. Res. Technol. 2022, 19, 2965–2980. [Google Scholar] [CrossRef]
- Li, M.X.; Guo, Q.W.; Chen, L.W.; Li, L.M.; Hou, H.; Zhao, Y.H. Microstructure and properties of graphene nanoplatelets reinforced AZ91D matrix composites prepared by electromagnetic stirring casting. J. Mater. Res. Technol. 2022, 21, 4138–4150. [Google Scholar] [CrossRef]
- Tighiouaret, S.; Hanna, A.; Azzeddine, H.; Rabahi, L.; Dakhouche, A.; Brisset, F.; Helbert, A.L.; Baudin, T.; Bradai, D. On the Evolution of microstructure, texture and corrosion behavior of a hot-rolled and annealed AZ31 alloy. Mater. Chem. Phys. 2022, 267, 124598. [Google Scholar] [CrossRef]
- Liang, J.W.; Lei, Z.L.; Chen, Y.B.; Wu, S.B.; Chen, X.; Jiang, M.; Cao, S.Y. Formability, microstructure, and thermal crack characteristics of selective laser melting of ZK60 magnesium alloy. Mater. Sci. Eng. A 2022, 839, 142858. [Google Scholar] [CrossRef]
- Yamagishi, K.; Ogawa, Y.; Ando, D.; Sutou, Y. Adjustable room temperature deformation behavior of Mg-Sc alloy: From superelasticity to slip deformation via TRIP effect. J. Alloys Compd. 2023, 931, 167507. [Google Scholar] [CrossRef]
- Liu, W.; Wu, B.Q.; Liu, H.R.; Liu, R.S.; Mo, Y.F.; Tian, Z.A.; Hou, Z.Y.; Xi, T.F.; Wan, Z.Y.; Huang, C.X.; et al. Simulation on microstructure evolution and mechanical properties of Mg-Y alloys: Effect of trace Y. Trans. Nonferr. Metal. Soc. 2022, 32, 812–823. [Google Scholar] [CrossRef]
- Paramatmuni, C.; Bandi, A.; Kanjarla, A.K. An experimental and crystal plasticity investigation of anisotropic compression behaviour of Mg-Sn-Ca alloy. J. Alloys Compd. 2023, 944, 169163. [Google Scholar] [CrossRef]
- Wang, G.X.; Mao, P.L.; Wang, Z.; Zhou, L.; Wang, F.; Liu, Z. High strain rates deformation behavior of an as-extruded Mg-2.5Zn-4Y magnesium alloy containing LPSO phase at high temperatures. J. Mater. Res. Technol. 2022, 21, 40–53. [Google Scholar] [CrossRef]
- Khan, A.S.; Baig, M. Anisotropic responses, constitutive modeling and the effects of strain-rate and temperature on the formability of an aluminum alloy. Int. J. Plast. 2011, 27, 522–538. [Google Scholar] [CrossRef]
- Zhao, M.J.; Huang, L.; Li, C.M.; Sun, Y.; Guo, S.Q.; Li, J.J.; Sun, C.Y.; Li, P.C. Flow stress characteristics and constitutive modeling of typical ultrahigh-strength steel under high temperature and large strain. Steel Res. Int. 2023, 94, 2200648. [Google Scholar] [CrossRef]
- Singh, A.K.; Narasimhan, K. Determination and predication of formability on 22MnB5 steel under hot stamping conditions using Gleeble. Adv. Mater. Process. Technol. 2022, 8, 1973–1985. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Duan, W.X.; Liu, J.J.; Liu, L.L.; Gong, B.; Li, P.; Liu, B.S. Study on constitutive model and a model of continuous dynamic recrystallization softening behavior of AZ80A magnesium alloy. Mater. Res. Express 2019, 6, 126576. [Google Scholar] [CrossRef]
- Luan, J.; Sun, C.Y.; Li, X.; Zhang, Q. Constitutive model for AZ31 magnesium alloy based on isothermal compression test. Mater. Sci. Technol. 2014, 30, 211–219. [Google Scholar] [CrossRef]
- Chen, B.; Zhou, W.M.; Li, X.L.; Lu, C. Optimization of hot extrusion process parameters of Mg97Y2Zn1 alloy based on the processing maps. J. Mater. Eng. Perform. 2013, 22, 2528–2533. [Google Scholar] [CrossRef]
- Galiyev, A.M.; Kaibyshev, R.O.; Gottstein, G. Grain refinement of ZK60 magnesium alloy during low temperature deformation. Acta Mater. 2002, 579, 1199–1207. [Google Scholar]
- Tan, J.C.; Tan, M.J. Dynamic continuous recrystallization characteristics in two stage deformation of Mg-3Al-1Zn alloy sheet. Mater. Sci. Eng. A 2003, 339, 124–132. [Google Scholar] [CrossRef]
- Mirzadeh, H. Grain refinement of magnesium alloys by dynamic recrystallization (DRX): A review. J. Mater. Res. Technol. 2023, 25, 7050–7077. [Google Scholar] [CrossRef]
- Barrett, C.D.; Imandoust, A.; Oppedal, A.L.; Inal, K. Effect of grain boundaries on texture formation during dynamic recrystallization of magnesium alloys. Acta Mater. 2017, 128, 270–283. [Google Scholar] [CrossRef]
- Nakata, T.; Xu, C.; Geng, L.; Kamado, S. Twinning-mediated texture weakening in a basal-textured Mg-6Al-1Zn (mass%) alloy sheet by a novel cold-sample rolling method. J. Alloys Compd. 2022, 928, 167154. [Google Scholar] [CrossRef]
- Tang, T.; Shao, Y.C.; Li, D.Y.; Peng, L.M.; Peng, Y.H.; Zhang, S.R.; Wu, P.D. Polycrystal plasticity simulation of extrusion of a magnesium alloy round bar: Effect of strain path non-uniformity. J. Alloys Compd. 2018, 730, 161–181. [Google Scholar] [CrossRef]
- Kasaeian-Naeini, M.; Sedighi, M.; Hashemi, R. Severe plastic deformation (SPD) of biodegradable magnesium alloys and composites: A review of developments and prospects. J. Magnes. Alloy. 2022, 10, 938–955. [Google Scholar] [CrossRef]
- Jiang, M.G.; Xu, C.; Nakata, T.; Yan, H.; Chen, R.S.; Kamado, S. Enhancing strength and ductility of Mg-Zn-Gd alloy via slow-speed extrusion combined with pre-forging. J. Alloys Compd. 2017, 694, 1214–1223. [Google Scholar] [CrossRef]
- Jia, W.T.; Le, Q.Z.; Tang, Y.; Ding, Y.P.; Ning, F.K.; Cui, J.Z. Role of pre-vertical compression in deformation behavior of Mg alloy AZ31B during super-high reduction hot rolling process. J. Mater. Sci. Technol. 2018, 34, 2069–2083. [Google Scholar] [CrossRef]
- Mroczka, K.; Dymek, S.; Węglowska, A.; Hamilton, C.; Kopyściański, M.; Pietras, A.; Kurtyka, P. Comprehensive research of FSW joints of AZ91D magnesium alloy. Materials 2023, 16, 3953. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.W.; Zhu, C.C.; Kamado, S.; Oh-ishi, K.; Qin, Y. Dynamic recrystallization behavior of as-cast AZ91 magnesium alloy during hot compressive. J. Mater. Res. Technol. 2022, 18, 5116–5125. [Google Scholar] [CrossRef]
- Luo, A.; Pekguleryuz, M.O. Cast magnesium alloys for elevated temperature applications. J. Mater Sci. 1994, 29, 5259–5271. [Google Scholar] [CrossRef]
- Long, J.C.; Xia, Q.X.; Xiao, G.F.; Qin, Y.; Yuan, S. Flow characterization of magnesium alloy ZK61 during hot deformation with improved constitutive equations and using activation energy maps. Int. J. Mech. Sci. 2021, 191, 106069. [Google Scholar] [CrossRef]
- McQueen, H.J.; Ryan, N.D. Constitutive analysis in hot working. Mater. Sci. Eng. A 2002, 322, 43–63. [Google Scholar] [CrossRef]
- Li, Y.; Hou, P.J.; Wu, Z.G.; Ren, Y.; Choo, H. Dynamic recrystallization of a wrought magnesium alloy: Grain size and texture maps and their application for mechanical behavior predictions. Mater. Charact. 2021, 202, 109562. [Google Scholar] [CrossRef]
- Yin, L.; Wu, Y.X. Comparison of constitutive models and microstructure evolution of GW103K magnesium alloy during hot deformation. Materials 2022, 15, 4116. [Google Scholar] [CrossRef] [PubMed]
- Guo, W.M.; Li, N.; Zhou, J.X.; Liu, L.; Tian, L.N.; Chen, L.Z.; Zaïri, F.; Ding, N. Flow curve and microstructure analysis of a ZK60 magnesium alloy during hot compression tests. Metallogr. Microstruct. 2021, 10, 46–54. [Google Scholar] [CrossRef]
- Sellars, C.M.; Tegart, W.J. The relationship between the resistance and the structural deformation in the hot, memories scientific review. Acta Metall. Sin. 1966, 64, 731–746. [Google Scholar]
- Ullmann, M.; Kittner, K.; Prahl, U. Hot deformation and dynamic recrystallisation behaviour of twin-roll cast Mg-6.8Y-2.5Zn-0.4Zr magnesium alloy. Materials 2021, 14, 307. [Google Scholar] [CrossRef] [PubMed]
- Najafizadeh, A.; Jonas, J.J.; Stewart, G.R.; Poliak, E.I. The strain dependence of postdynamic recrystallization in 304 H stainless steel. Metall. Mater. Trans. A 2006, 37, 1899–1906. [Google Scholar] [CrossRef]
- Sun, Y.H.; Wang, R.C.; Ren, J.; Feng, Y. Hot deformation behavior of Mg-8Li-3Al-2Zn-0.2Zr alloy based on constitutive analysis, DRX kinetics, and processing map. Mech. Mater. 2019, 131, 158–168. [Google Scholar] [CrossRef]
- Wu, H.; Xu, W.C.; Wang, S.B.; Yang, Z.Z.; Chen, Y.; Teng, B.G.; Shan, D.B.; Guo, B. A cellular automaton coupled FEA model for hot deformation behavior of AZ61 magnesium alloys. J. Alloys Compd. 2020, 816, 152562. [Google Scholar] [CrossRef]
- Gouedet, S.; Montheillet, F. A model of continuous dynamic recrystallization. Acta Mater. 2003, 51, 2685–2699. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Mn | Si | Cu | Fe | Ni | Mg |
|---|---|---|---|---|---|---|---|
| 8.952 | 0.686 | 0.220 | 0.024 | 0.002 | 0.003 | 0.001 | margin |
| Parameters | Young’s Modulus | Poisson’s Ratio | Thermal Diffusion Coefficient | Radiation Intensity | Temperature Parameters |
|---|---|---|---|---|---|
| Value | 50,500 | 0.34 | 2.65 × 10−5 | 0.7 | 250 |
| Temperature | ||||||||
|---|---|---|---|---|---|---|---|---|
| 648 K | 673 K | 698 K | 723 K | |||||
| S | E | S | E | S | E | S | E | |
| 0.001 s−1 | 13.24 | 14.67 | 16.88 | 17.12 | 20.51 | 22.33 | 27.45 | 29.21 |
| 0.01 s−1 | 8.85 | 9.11 | 12.49 | 13.51 | 14.21 | 16.62 | 22.51 | 23.97 |
| 0.1 s−1 | 4.78 | 5.62 | 9.65 | 8.69 | 10.88 | 11.51 | 18.66 | 18.54 |
| 1 s−1 | 3.56 | 2.91 | 4.88 | 4.51 | 6.33 | 6.21 | 13.89 | 12.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Z.; Zhang, G.; Yang, S.; Zhang, W.; Ning, H.; Xu, B. Hot Deformation Characteristics and Dynamic Recrystallization Mechanisms of a Semi-Solid Forged AZ91D Magnesium Alloy. Materials 2024, 17, 3939. https://doi.org/10.3390/ma17163939
Yan Z, Zhang G, Yang S, Zhang W, Ning H, Xu B. Hot Deformation Characteristics and Dynamic Recrystallization Mechanisms of a Semi-Solid Forged AZ91D Magnesium Alloy. Materials. 2024; 17(16):3939. https://doi.org/10.3390/ma17163939
Chicago/Turabian StyleYan, Zehua, Guozheng Zhang, Sheng Yang, Wei Zhang, Huiyan Ning, and Bo Xu. 2024. "Hot Deformation Characteristics and Dynamic Recrystallization Mechanisms of a Semi-Solid Forged AZ91D Magnesium Alloy" Materials 17, no. 16: 3939. https://doi.org/10.3390/ma17163939