
Simulation and Experimental Investigation on Additive Manufacturing of Highly Dense Pure Tungsten by Laser Powder Bed Fusion


Abstract

1. Introduction
2. Experimental
2.1. Feedstock Powder
2.2. Laser Powder Bed Fusion Process
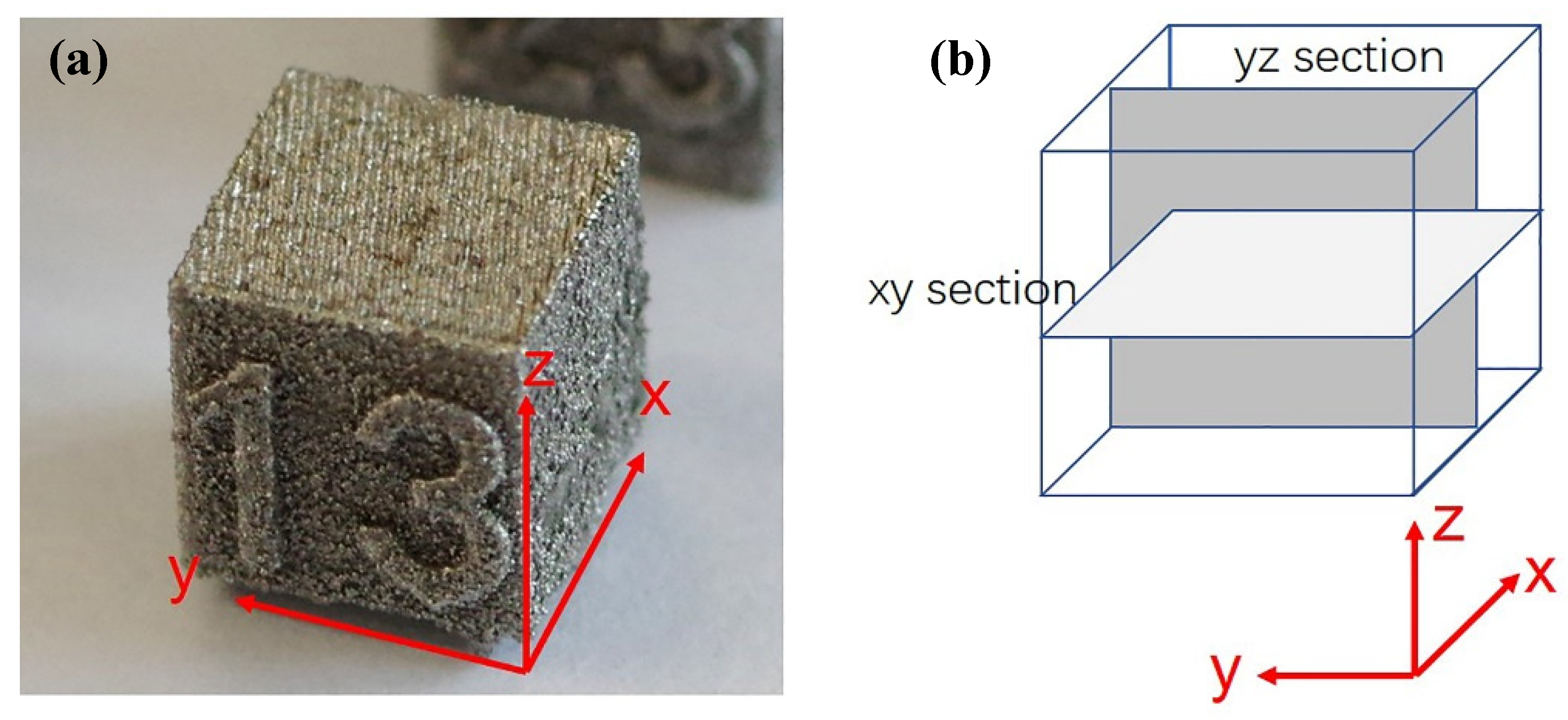
2.3. Microstructural Characterization
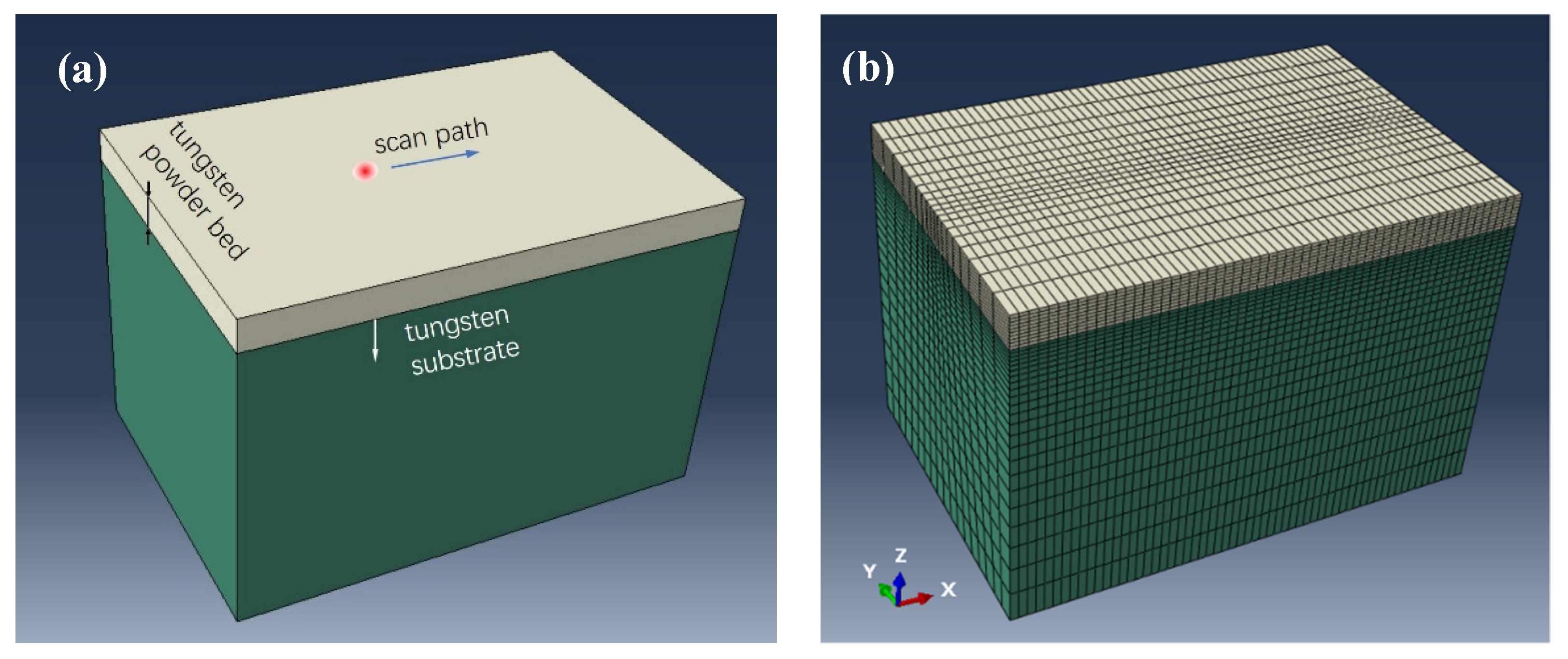
2.4. Finite Element Analysis
3. Results
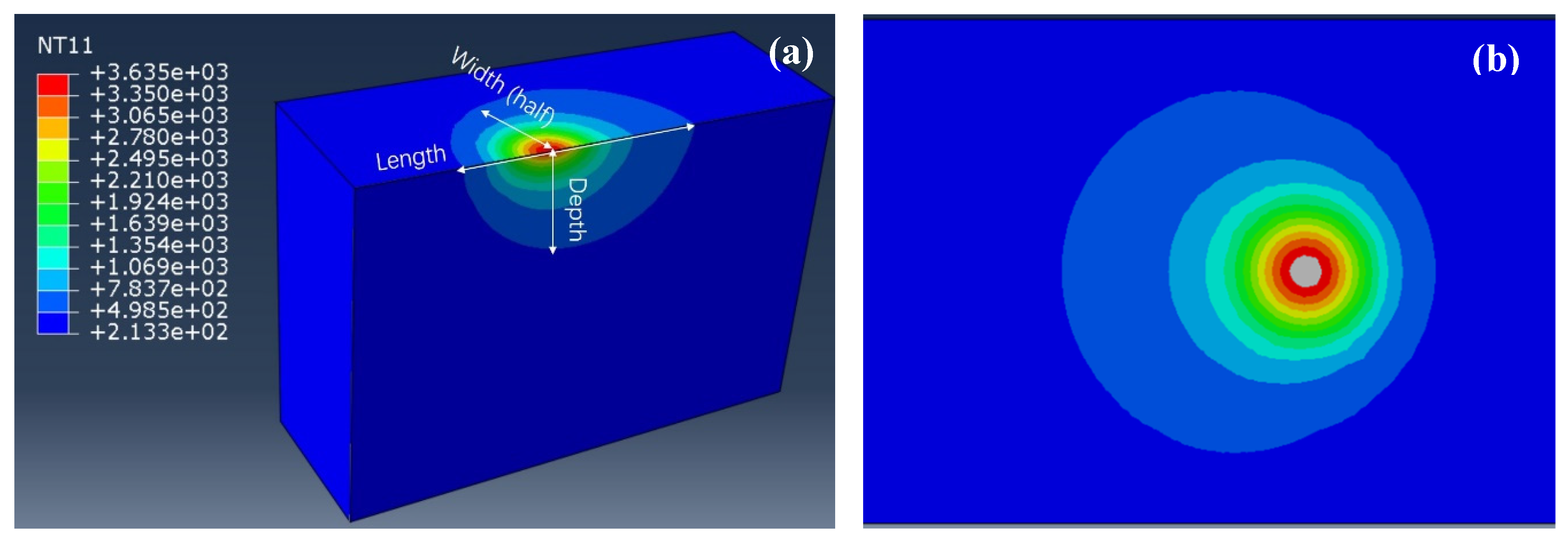
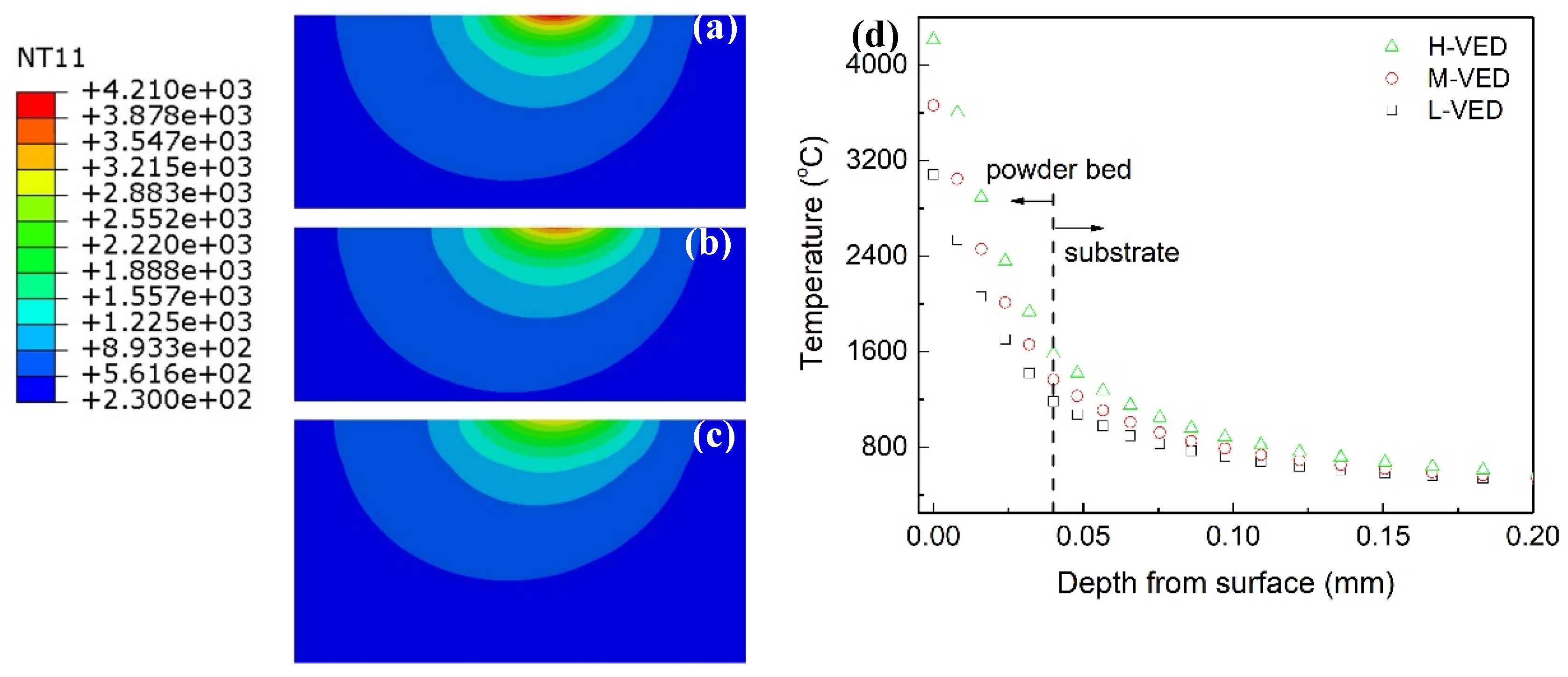
3.1. Temperature Field in FEA
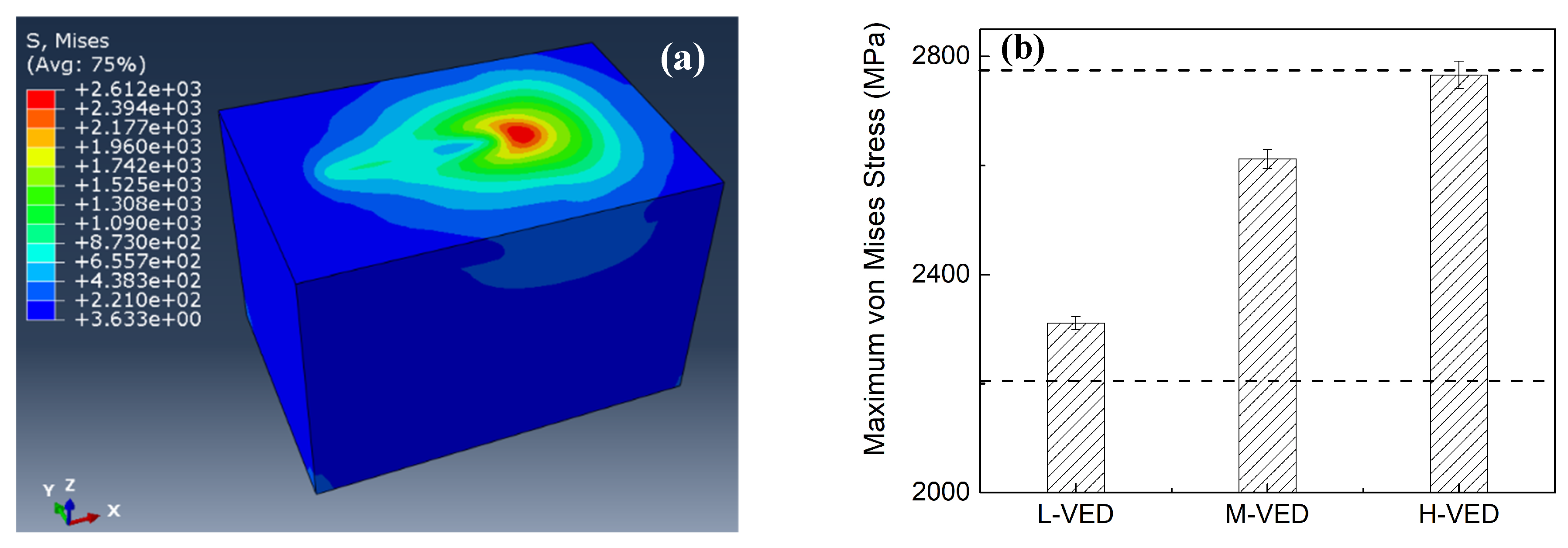
3.2. Stress Field in FEA
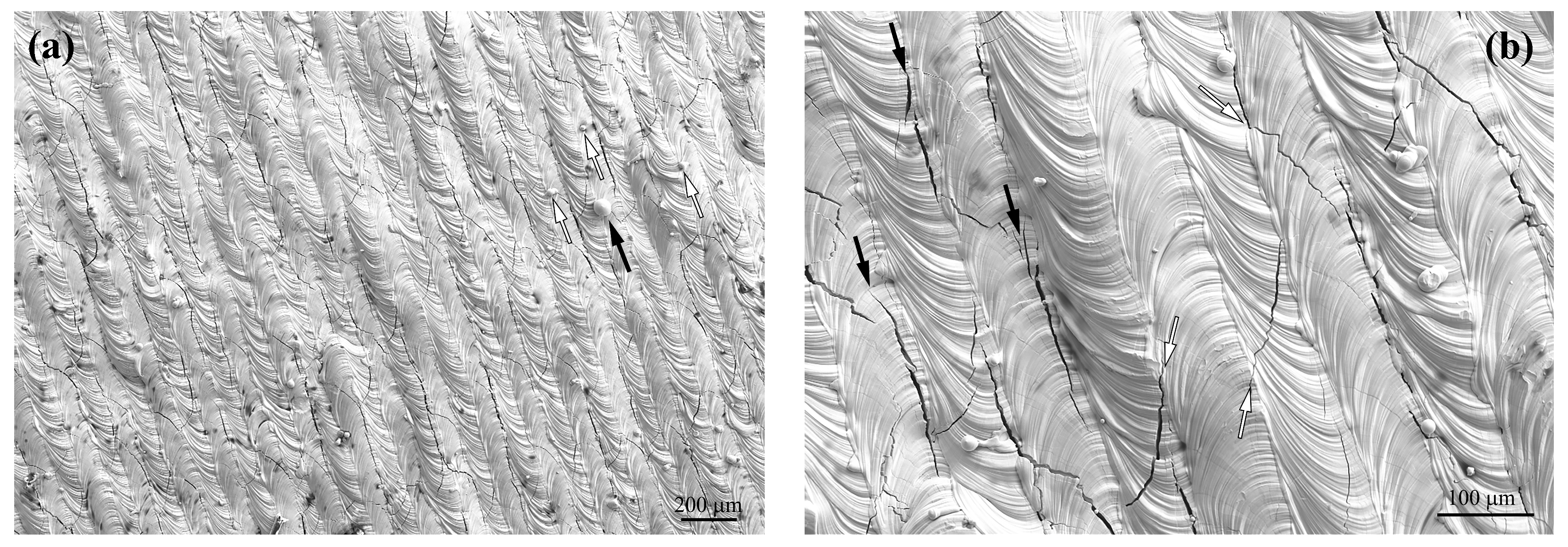
3.3. Surface Morphology
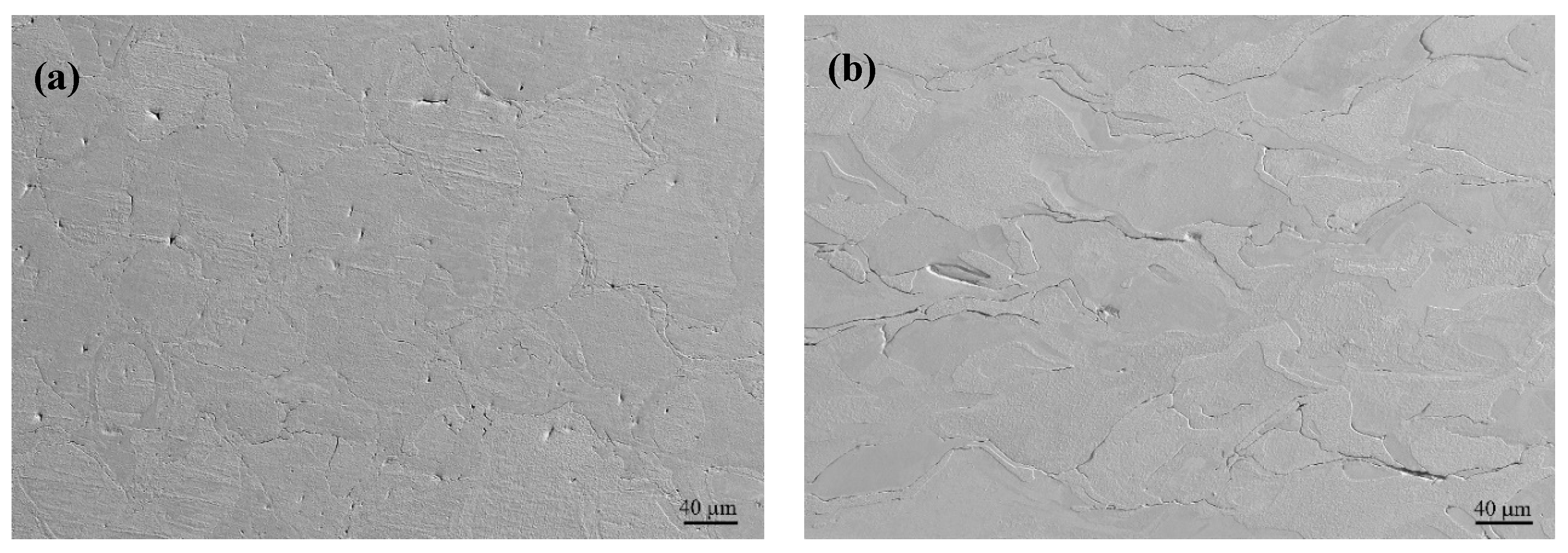
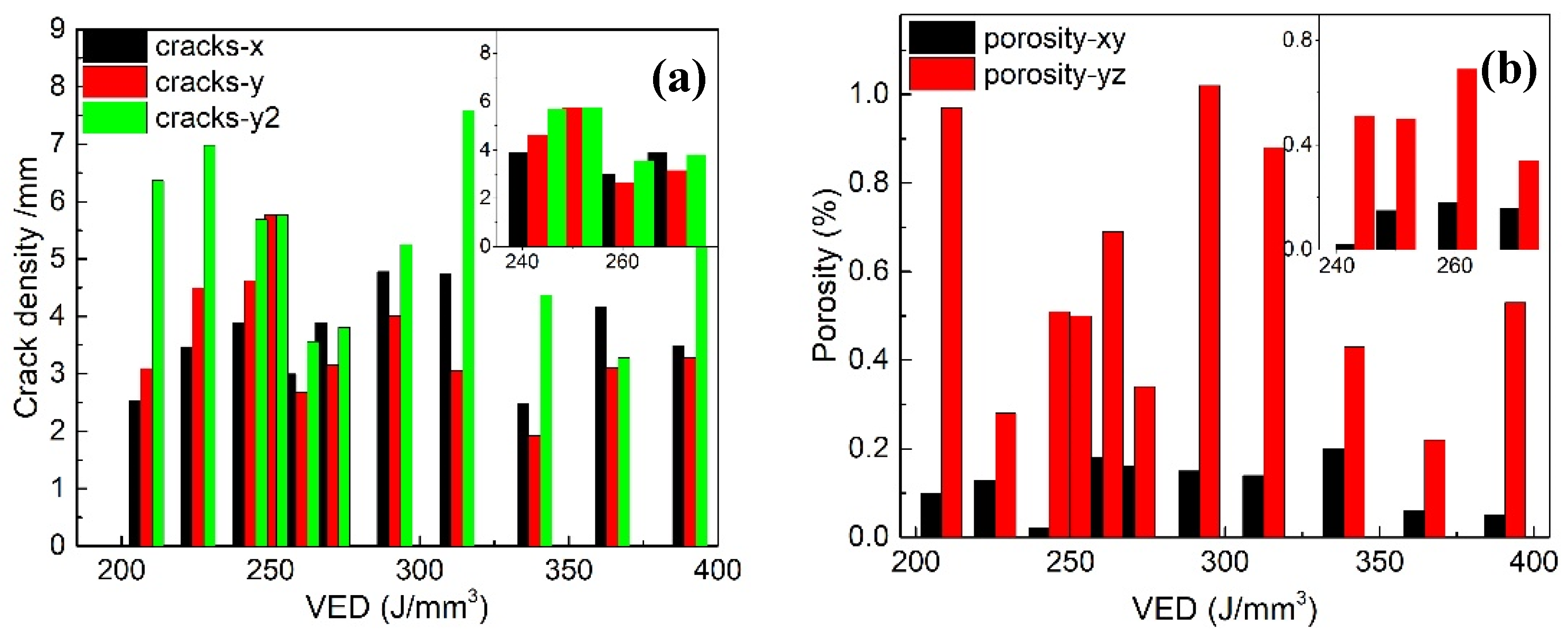
3.4. Cross-Sectional Morphology
4. Discussion
5. Conclusions
- (1)
- The FEA simulation reveals an appropriate processing parameter window and justifies the selection of small-sized powder, guiding fast experimental design by a relational trend of maximum temperature and stress in the molten pool with the critical processing parameters.
- (2)
- The experimental results prove that highly dense bulk pure tungsten samples can be obtained by processing with LPBF by using powder sizes in the range of 4.5–26.2 μm with low oxygen content. Such samples have a high relative density of 89.98–99.98% under a wide processing VED range of 200–391 J/mm3.
- (3)
- Low densities of microcracks have only been observed on the top and side surfaces. The pores and microcracks have been phenomenologically understood, and quantitatively correlated with laser VED. The consequent laser scan heals the inner cracks by remelting or heating them.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kishimoto, H.; Asakura, Y.; Matano, M.; Nakazato, N.; Park, J.-S.; Shibayama, T.; Fukumoto, M. Fabrication of tungsten and carbon clad plates by sinter bonding methods for divertor system characterization. Fusion Eng. Des. 2018, 136, 116–119. [Google Scholar] [CrossRef]
- Neuberger, H.; Hernandez, F.; Ruck, S.; Arbeiter, F.; Bonk, S.; Rieth, M.; Stratil, L.; Müller, O.; Volker, K.-U. Advances in Additive Manufacturing of fusion materials. Fusion Eng. Des. 2021, 167, 112309. [Google Scholar] [CrossRef]
- Pintsuk, G.; Missirlian, M.; Luo, G.N.; Li, Q.; Wang, W.; Guilhem, D.; Bucalossi, J. High heat flux testing of newly developed tungsten components for WEST. Fusion Eng. Des. 2021, 173, 112835. [Google Scholar] [CrossRef]
- Fu, T.; Cui, K.; Zhang, Y.; Wang, J.; Shen, F.; Yu, L.; Qie, J.; Zhang, X. Oxidation protection of tungsten alloys for nuclear fusion applications: A comprehensive review. J. Alloys Compd. 2021, 884, 161057. [Google Scholar] [CrossRef]
- Marshall, J.M.; Singh, G. Proton and gamma irradiation of novel tungsten boride and carbide candidate shielding materials. Fusion Eng. Des. 2023, 193, 113667. [Google Scholar] [CrossRef]
- Afaneh, F.; Khattari, Z.Y.; Al-Buriahi, M.S. Monte Carlo simulations and phy-X/PSD study of radiation shielding and elastic effects of molybdenum and tungsten in phosphate glasses. J. Mater. Res. Technol. 2022, 19, 3788–3802. [Google Scholar] [CrossRef]
- Ibrahim, A.; Farag, M.A.; Sadeq, M.S. Towards highly transparent tungsten zinc sodium borate glasses for radiation shielding purposes. Ceram. Int. 2022, 48, 12079–12090. [Google Scholar] [CrossRef]
- Jamal AbuAlRoos, N.; Azman, M.N.; Baharul Amin, N.A.; Zainon, R. Tungsten-based material as promising new lead-free gamma radiation shielding material in nuclear medicine. Phys. Medica 2020, 78, 48–57. [Google Scholar] [CrossRef]
- Can, Ö.; Eren Belgin, E.; Aycik, G.A. Effect of different tungsten compound reinforcements on the electromagnetic radiation shielding properties of neopentyl glycol polyester. Nucl. Eng. Technol. 2021, 53, 1642–1651. [Google Scholar] [CrossRef]
- Hou, X.; Feng, X.-R.; Jiang, K.; Zheng, Y.-C.; Liu, J.-T.; Wang, M. Recent progress in smart electromagnetic interference shielding materials. J. Mater. Sci. Technol. 2024, 186, 256–271. [Google Scholar] [CrossRef]
- Chen, S.; Jiang, Z.; Huang, J.; Yang, J.; Ye, Z. Activated sintering effect of Fe element on tungsten via spark plasma sintering. Nucl. Mater. Energy 2022, 32, 101226. [Google Scholar] [CrossRef]
- Deng, S.; Li, J.; Li, R.; Zhao, H.; Yuan, T.; Li, L.; Zhang, Y. The effect of particle size on the densification kinetics of tungsten powder during spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2020, 93, 105358. [Google Scholar] [CrossRef]
- Bose, A.; Schuh, C.A.; Tobia, J.C.; Tuncer, N.; Mykulowycz, N.M.; Preston, A.; Barbati, A.C.; Kernan, B.; Gibson, M.A.; Krause, D.; et al. Traditional and additive manufacturing of a new Tungsten heavy alloy alternative. Int. J. Refract. Met. Hard Mater. 2018, 73, 22–28. [Google Scholar] [CrossRef]
- Chen, J.; Li, K.; Wang, Y.; Xing, L.; Yu, C.; Liu, H.; Ma, J.; Liu, W.; Shen, Z. The effect of hot isostatic pressing on thermal conductivity of additively manufactured pure tungsten. Int. J. Refract. Met. Hard Mater. 2020, 87, 105135. [Google Scholar] [CrossRef]
- Guo, M.; Gu, D.; Xi, L.; Zhang, H.; Zhang, J.; Yang, J.; Wang, R. Selective laser melting additive manufacturing of pure tungsten: Role of volumetric energy density on densification, microstructure and mechanical properties. Int. J. Refract. Met. Hard Mater. 2019, 84, 105025. [Google Scholar] [CrossRef]
- Iveković, A.; Omidvari, N.; Vrancken, B.; Lietaert, K.; Thijs, L.; Vanmeensel, K.; Vleugels, J.; Kruth, J.-P. Selective laser melting of tungsten and tungsten alloys. Int. J. Refract. Met. Hard Mater. 2018, 72, 27–32. [Google Scholar] [CrossRef]
- Vrancken, B.; Ganeriwala, R.K.; Matthews, M.J. Analysis of laser-induced microcracking in tungsten under additive manufacturing conditions: Experiment and simulation. Acta Mater. 2020, 194, 464–472. [Google Scholar] [CrossRef]
- Hu, Z.; Zhao, Y.; Guan, K.; Wang, Z.; Ma, Z. Pure tungsten and oxide dispersion strengthened tungsten manufactured by selective laser melting: Microstructure and cracking mechanism. Addit. Manuf. 2020, 36, 101579. [Google Scholar] [CrossRef]
- Müller, A.v.; Schlick, G.; Neu, R.; Anstätt, C.; Klimkait, T.; Lee, J.; Pascher, B.; Schmitt, M.; Seidel, C. Additive manufacturing of pure tungsten by means of selective laser beam melting with substrate preheating temperatures up to 1000 °C. Nucl. Mater. Energy 2019, 19, 184–188. [Google Scholar] [CrossRef]
- Liu, K.; Gu, D.; Guo, M.; Sun, J. Effects of processing parameters on densification behavior, microstructure evolution and mechanical properties of W–Ti alloy fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2022, 829, 142177. [Google Scholar] [CrossRef]
- Braun, J.; Kaserer, L.; Stajkovic, J.; Leitz, K.H.; Tabernig, B.; Singer, P.; Leibenguth, P.; Gspan, C.; Kestler, H.; Leichtfried, G. Molybdenum and tungsten manufactured by selective laser melting: Analysis of defect structure and solidification mechanisms. Int. J. Refract. Met. Hard Mater. 2019, 84, 104999. [Google Scholar] [CrossRef]
- Ledford, C.; Fernandez-Zelaia, P.; Graening, T.; Campbell, Q.; Rojas, J.O.; Rossy, A.M.; Kato, Y.; Kirka, M.M. Microstructure and high temperature properties of tungsten processed via electron beam melting additive manufacturing. Int. J. Refract. Met. Hard Mater. 2023, 113, 106148. [Google Scholar] [CrossRef]
- Pixner, F.; Buzolin, R.; Warchomicka, F.; Pilz, A.; Enzinger, N. Wire-based electron beam additive manufacturing of tungsten. Int. J. Refract. Met. Hard Mater. 2022, 108, 105917. [Google Scholar] [CrossRef]
- Ellis, E.A.I.; Sprayberry, M.A.; Ledford, C.; Hankwitz, J.P.; Kirka, M.M.; Rock, C.D.; Horn, T.J.; Katoh, Y.; Dehoff, R.R. Processing of tungsten through electron beam melting. J. Nucl. Mater. 2021, 555, 153041. [Google Scholar] [CrossRef]
- Song, W.; Wang, D.; Tang, C.; Sun, P.; Yang, J.; Xu, Z.; Lai, T.; Gong, J.; Hu, Q.; Zeng, X. Influence of tungsten particle size on microstructure and mechanical properties of high strength and tough tungsten particle-reinforced nickel-based composites by laser-direct energy deposition. J. Mater. Sci. Technol. 2024, 172, 213–227. [Google Scholar] [CrossRef]
- Xie, J.; Lu, H.; Lu, J.; Song, X.; Wu, S.; Lei, J. Additive manufacturing of tungsten using directed energy deposition for potential nuclear fusion application. Surf. Coat. Technol. 2021, 409, 126884. [Google Scholar] [CrossRef]
- Marinelli, G.; Martina, F.; Lewtas, H.; Hancock, D.; Mehraban, S.; Lavery, N.; Ganguly, S.; Williams, S. Microstructure and thermal properties of unalloyed tungsten deposited by Wire + Arc Additive Manufacture. J. Nucl. Mater. 2019, 522, 45–53. [Google Scholar] [CrossRef]
- Wang, D.-Z.; Li, K.-L.; Yu, C.-F.; Ma, J.; Liu, W.; Shen, Z.-J. Cracking Behavior in Additively Manufactured Pure Tungsten. Acta Metall. Sin. (Engl. Lett.) 2019, 32, 127–135. [Google Scholar] [CrossRef]
- Talignani, A.; Seede, R.; Whitt, A.; Zheng, S.; Ye, J.; Karaman, I.; Kirka, M.M.; Katoh, Y.; Wang, Y.M. A review on additive manufacturing of refractory tungsten and tungsten alloys. Addit. Manuf. 2022, 58, 103009. [Google Scholar] [CrossRef]
- Zhao, X.; An, N.; Yang, G.; Wang, J.; Tang, H.; Li, M.; Zhou, J. Enhancing standard finite element codes with POD for reduced order thermal analysis: Application to electron beam melting of pure tungsten. Mater. Today Commun. 2021, 29, 102796. [Google Scholar] [CrossRef]
- Lied, P.; Pantleon, W.; Bonnekoh, C.; Dürrschnabel, M.; Bienert, C.; Hoffmann, A.; Reiser, J.; Rieth, M. Comparison of K-doped and pure cold-rolled tungsten sheets: Microstructure restoration in different temperature regimes. Int. J. Refract. Met. Hard Mater. 2023, 113, 106198. [Google Scholar] [CrossRef]
- Liu, J.; Wen, P. Metal vaporization and its influence during laser powder bed fusion process. Mater. Des. 2022, 215, 110505. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, X.; Zhang, D.; Shen, Z.; Liu, W. Balling phenomena in selective laser melted tungsten. J. Mater. Process. Technol. 2015, 222, 33–42. [Google Scholar] [CrossRef]
- Sharma, S.; Krishna, K.V.M.; Joshi, S.S.; Radhakrishnan, M.; Palaniappan, S.; Dussa, S.; Banerjee, R.; Dahotre, N.B. Laser based additive manufacturing of tungsten: Multi-scale thermo-kinetic and thermo-mechanical computational model and experiments. Acta Mater. 2023, 259, 119244. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | 11 | 12 | 13 | 21 | 22 | 23 | 31 | 32 | 33 | 41 | 42 | 43 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P (W) | 300 | 300 | 300 | 325 | 325 | 325 | 350 | 350 | 350 | 375 | 375 | 375 |
| V (mm/s) | 400 | 500 | 600 | 400 | 500 | 600 | 400 | 500 | 600 | 400 | 500 | 600 |
| VED (J/mm3) | 312.5 | 250 | 208.3 | 338.5 | 270.8 | 225.7 | 364.6 | 291.7 | 243.1 | 390.6 | 312.5 | 260.4 |
| Laser Power (W) | Scanning Velocity (mm/s) | |
|---|---|---|
| H-VED | 350 | 400 |
| M-VED | 300 | 500 |
| L-VED | 250 | 600 |
| Density (kg/m3) | Specific Heat (J/kgK) | Thermal Conductivity (W/mK) | |
|---|---|---|---|
| Tungsten substrate | 16,900 | 209 | 97.1 |
| Tungsten powder bed | 10,100 | 209 | 38.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, E.; Li, W.; Zhou, H.; Liu, C.; Wu, S.; Shi, G. Simulation and Experimental Investigation on Additive Manufacturing of Highly Dense Pure Tungsten by Laser Powder Bed Fusion. Materials 2024, 17, 3966. https://doi.org/10.3390/ma17163966
Qin E, Li W, Zhou H, Liu C, Wu S, Shi G. Simulation and Experimental Investigation on Additive Manufacturing of Highly Dense Pure Tungsten by Laser Powder Bed Fusion. Materials. 2024; 17(16):3966. https://doi.org/10.3390/ma17163966
Chicago/Turabian StyleQin, Enwei, Wenli Li, Hongzhi Zhou, Chengwei Liu, Shuhui Wu, and Gaolian Shi. 2024. "Simulation and Experimental Investigation on Additive Manufacturing of Highly Dense Pure Tungsten by Laser Powder Bed Fusion" Materials 17, no. 16: 3966. https://doi.org/10.3390/ma17163966
APA StyleQin, E., Li, W., Zhou, H., Liu, C., Wu, S., & Shi, G. (2024). Simulation and Experimental Investigation on Additive Manufacturing of Highly Dense Pure Tungsten by Laser Powder Bed Fusion. Materials, 17(16), 3966. https://doi.org/10.3390/ma17163966