
Effect of Cyclic Warm-Rolling Technique on Mechanical Properties of MoCu30 Thin Plates with Heterogeneous Structure


Abstract
:1. Introduction
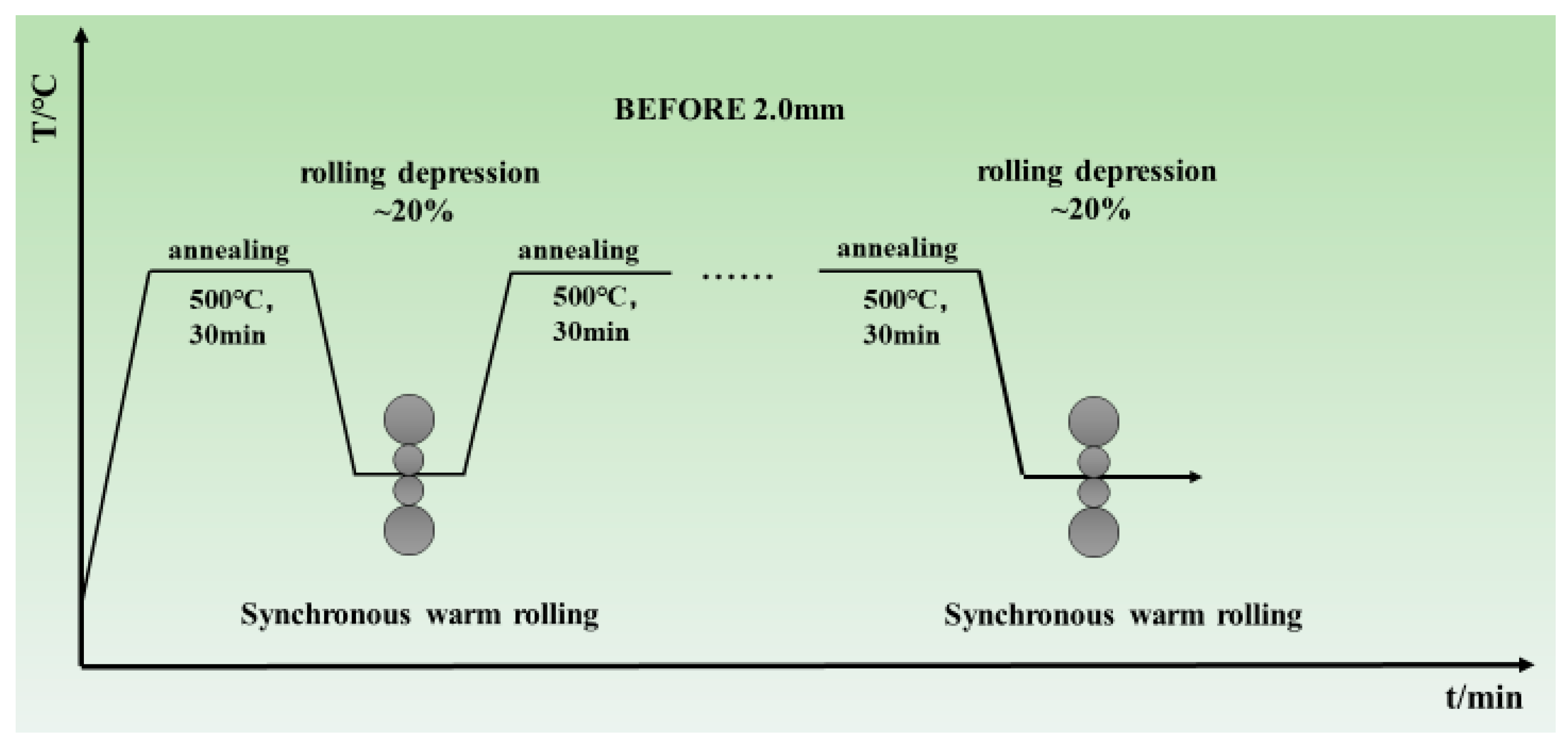
2. Materials and Methods
3. Results and Discussion
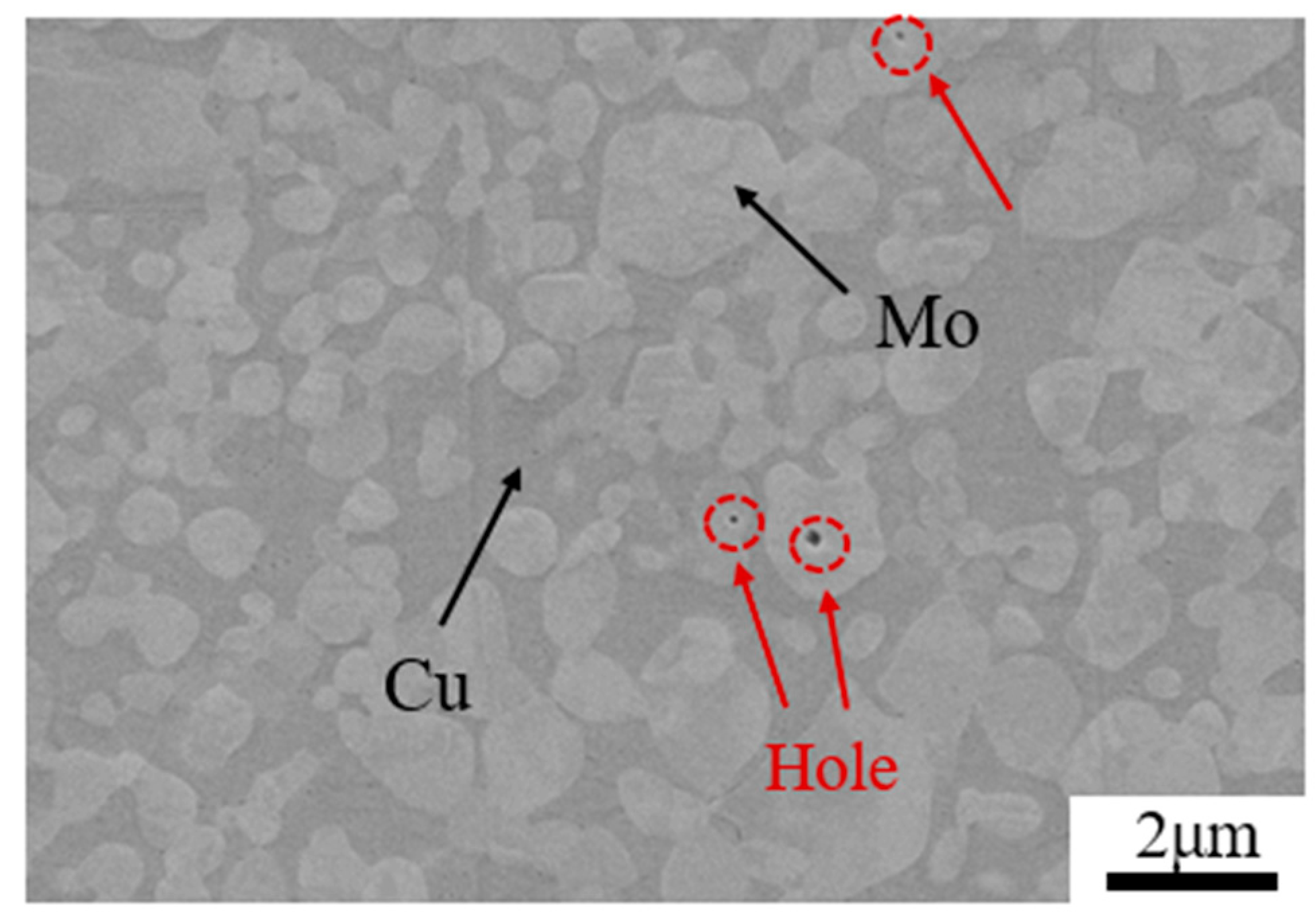
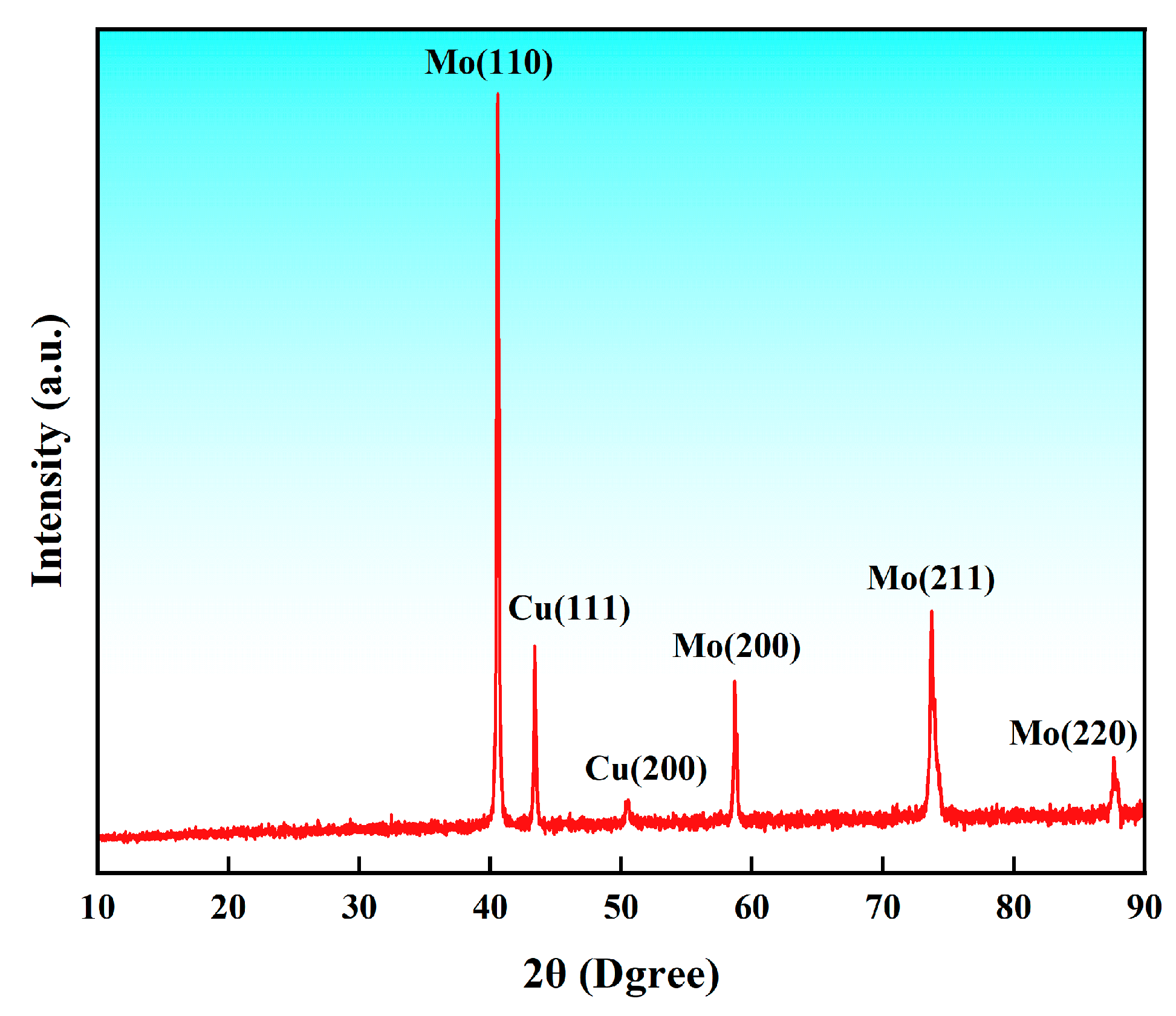
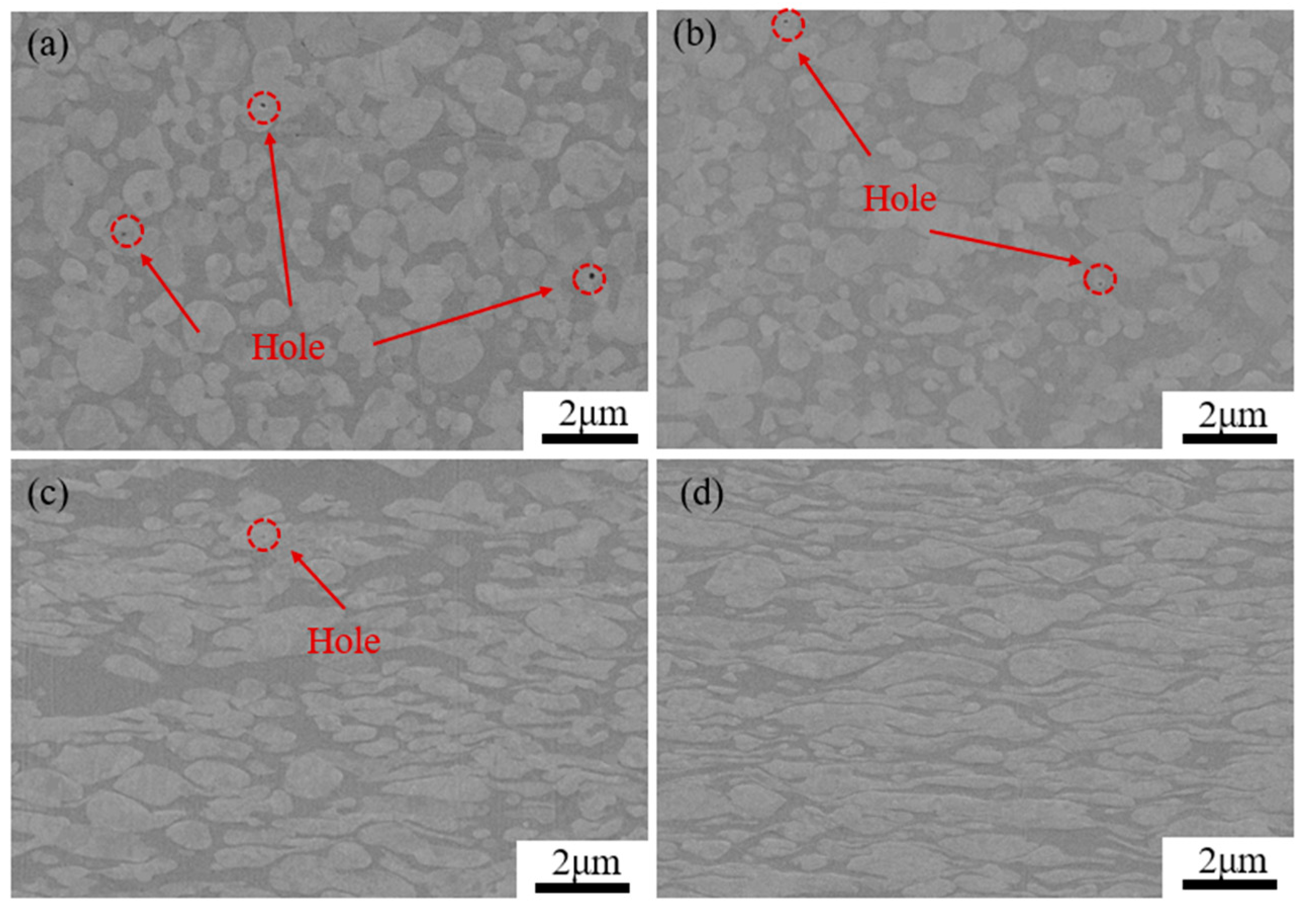
3.1. Microstructure Analysis
3.2. Mechanical Performance Analysis
4. Conclusions
- The existence of anamorphous interlayer was observed at the Mo–Cu interface of the MoCu30 alloy with different deformation rates, and the thickness of the amorphous layer decreased slightly with the increase in the rolling deformation rate. The amorphous interlayer not only enhances the bonding strength at the Mo–Cu interface, but also hinders the dislocation movement and absorbs part of the grain boundary dislocations, which plays a toughening role for the material.
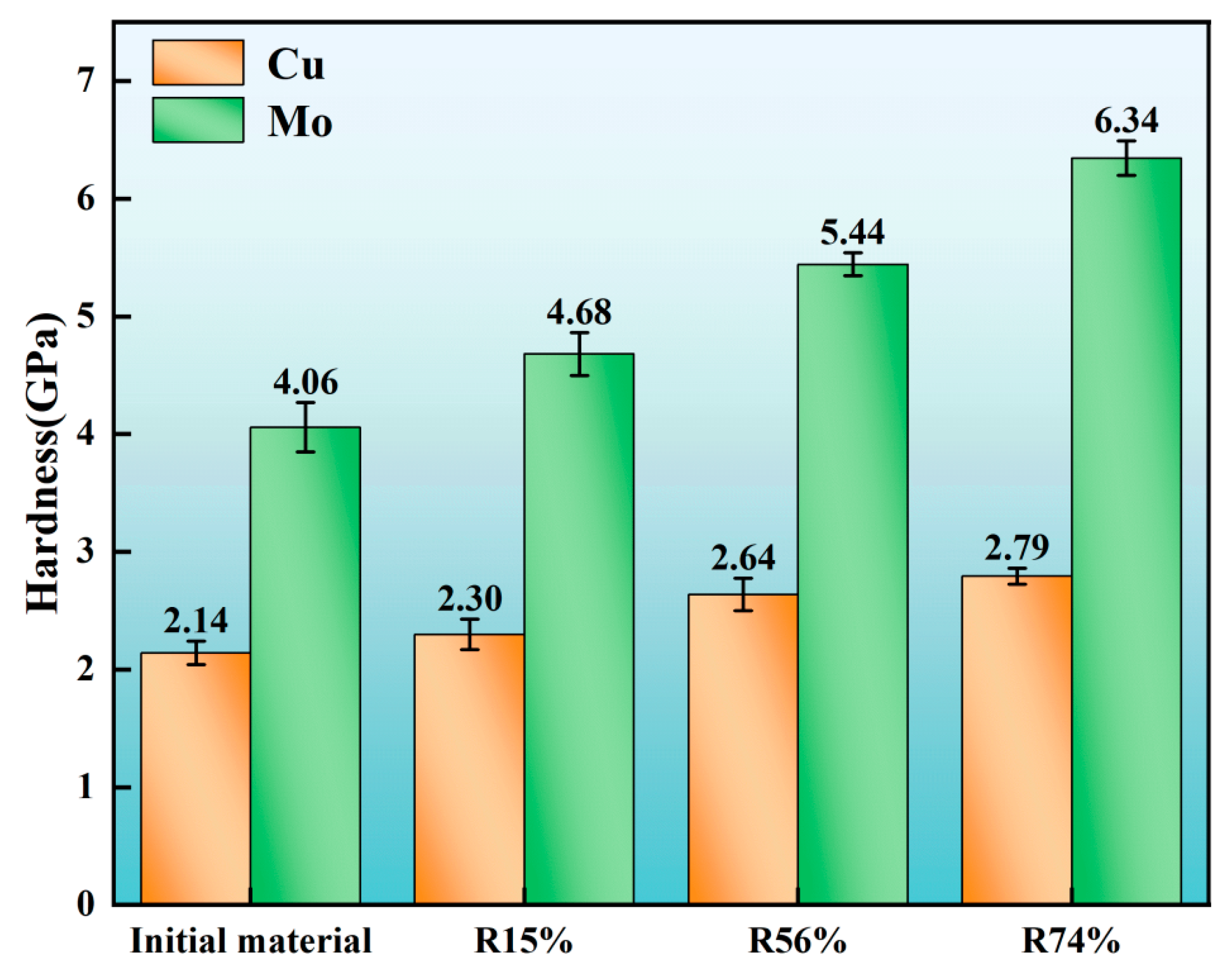
- As the rolling deformation rate increased, the average grain size of the MoCu30 alloy decreased gradually from 6.67 μm to 2.74 μm, the grain size of the Cu phase decreased from 11.36 μm to 1.25 μm initially, and the grain size of the Mo phase decreased from 4.59 μm to 3.39 μm; the average grain orientation difference of the MoCu30 alloy decreased and then increased, and the grain orientation value decreased from 3.53° to 3.35° for small deformation rates (≤15%) and the grain orientation value increased from 3.35° to 8.43° for large deformation rates (≥15%).
- With increasing cumulative deformation during rolling, the GND density of the MoCu30 alloy increased gradually, the GND density of the Mo phase increased from the initial 2.18 × 1014 m2 to 16.01 × 1014 m2, and that of the Cu phase increased from 3.28 × 1014 m2 to 20.61 × 1014 m2, and the GND density of the Cu phase under the same deformation rate was much higher than that of the Mo phase.
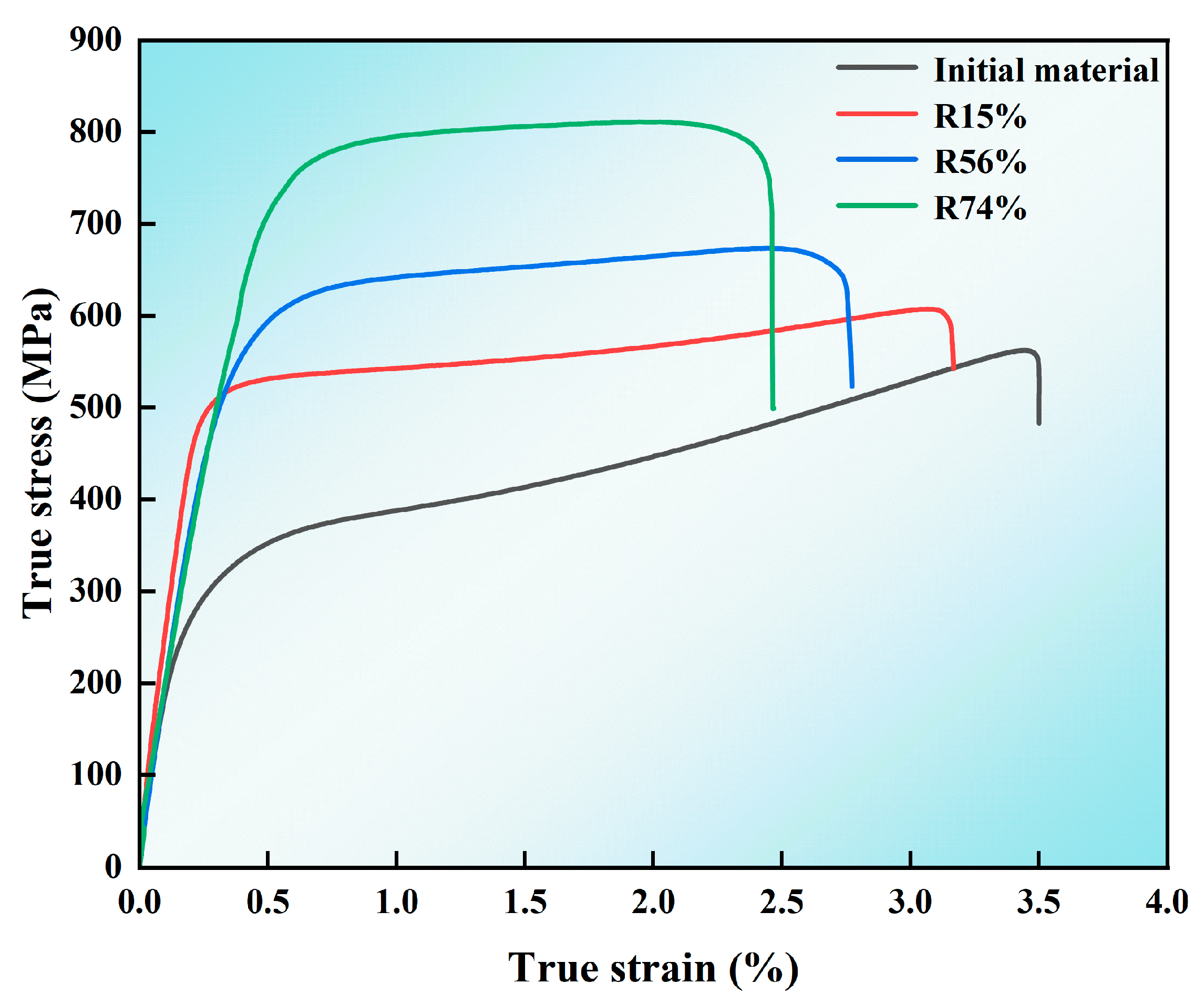
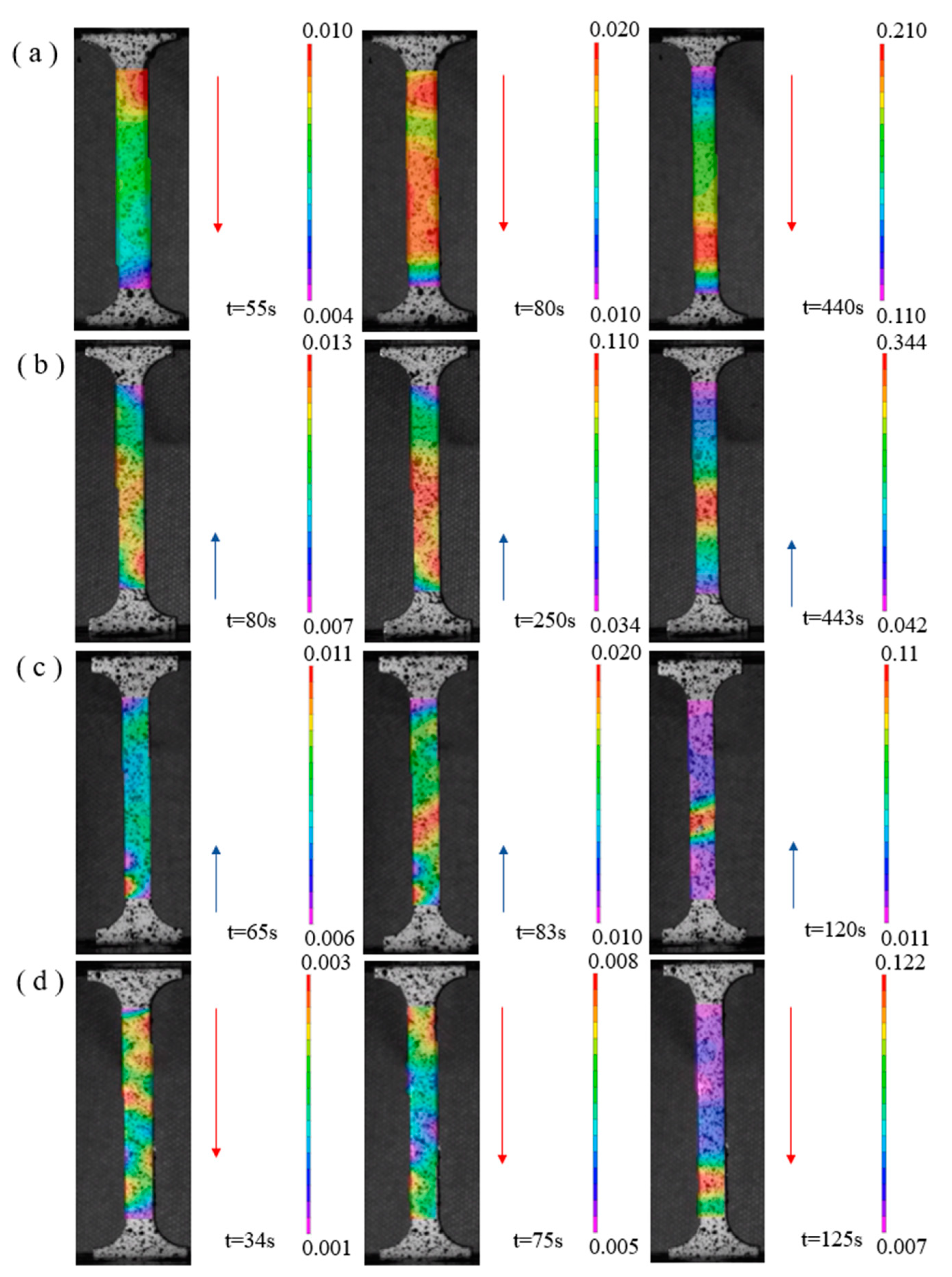
- Yield strength and tensile strength gradually increased with the increase in the rolling rate, whereas the elongation gradually decreases. At a 74% deformation rate, the yield strength of the MoCu30 alloy was 647.9 MPa, the tensile strength was 781.8 MPa, and the elongation was 11.7%. The MoCu30 alloy maintains a good elongation rate at a 74% deformation rate because of its biphasic heterogeneous structure, which forms multi-level strain bands during stretching to inhibit strain localization and prevent early plastic instability of the material. During the tensile process, a hierarchical strain band was formed to inhibit strain localization and avoid the premature plastic instability of the material.
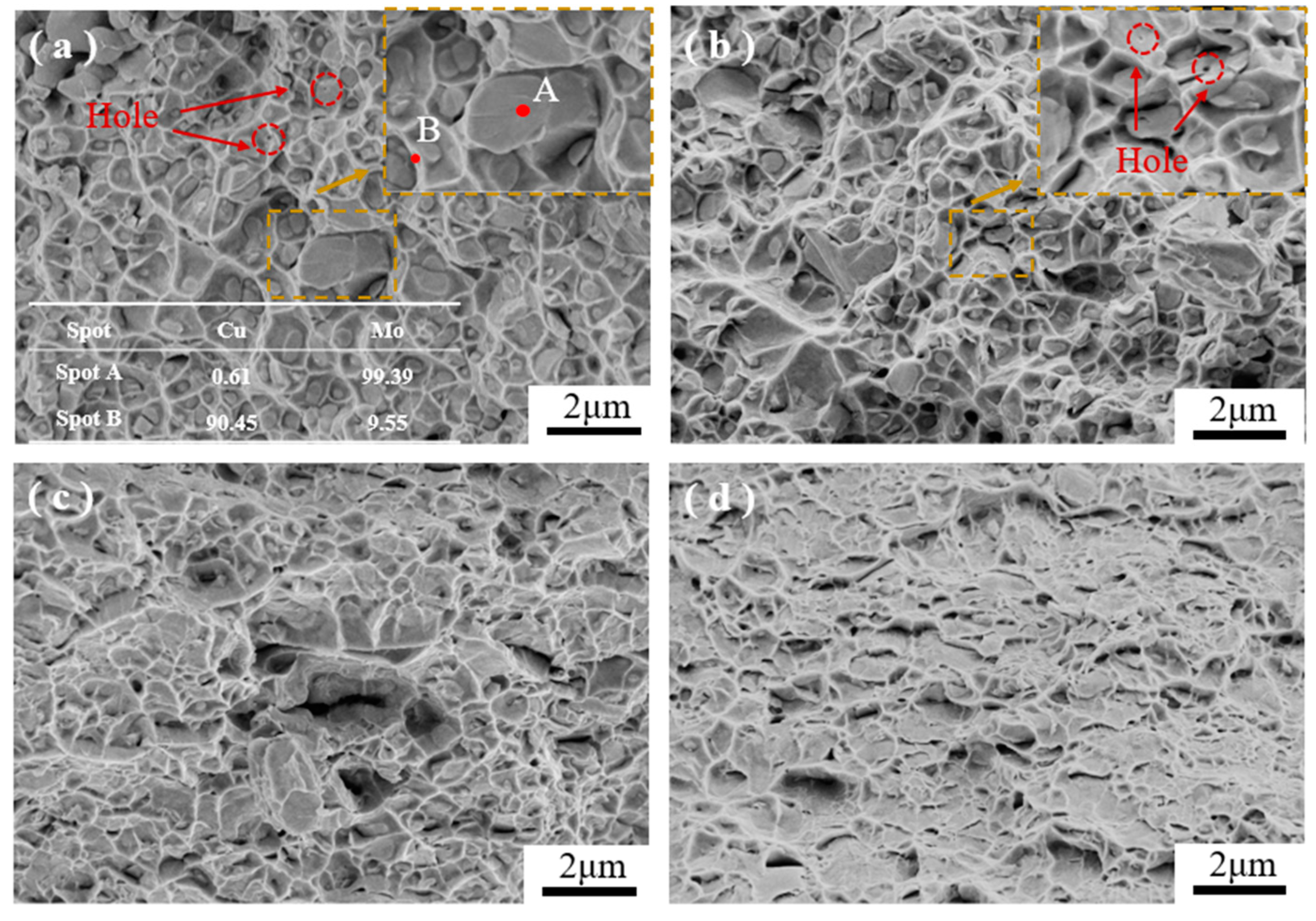
- During the tensile fracture process, the initial sample had internal pores and weak interfacial bonding, which manifested itself as a brittle fracture of the Mo phase and a ductile fracture of the Cu phase. The interfacial bonding strength of the MoCu30 alloy increased after rolling, and the internal micropores were reduced, but owing to the accumulation of work hardening in rolling, the strength of the material increased, the plasticity deteriorated, and there was a comprehensive performance of the brittle fracture mechanism.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Johnson, J.L.; German, R.M. Powder metallurgy processing of Mo-Cu for thermal management applications. Int. J. Powder Metall. 1999, 35, 39–48. [Google Scholar]
- Bai, X.; Wang, T.L.; Ding, N.; Li, J.H.; Liu, B.X. Nonequilibrium alloy formation in the immiscible Cu–Mo system studied by thermodynamic calculation and ion beam mixing. J. Appl. Phys. 2010, 108, 703534. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Zhao, J.T.; Li, X.G.; Wang, Y.Q.; Wu, K.; Liu, G.; Sun, J. Alloying effects on the microstructure and mechanical properties of nanocrystalline Cu-based alloyed thin films: Miscible Cu-Ti vs immiscible Cu-Mo. Acta Mater. 2018, 143, 55–66. [Google Scholar] [CrossRef]
- Derby, B.; Cui, Y.; Baldwin, J.K.; Misra, A. Effects of substrate temperature and deposition rate on the phase separated morphology of co-sputtered, Cu-Mo thin films. Thin Solid Films 2018, 647, 50–56. [Google Scholar] [CrossRef]
- Guo, S.B.; Kang, Q.P.; Cai, C.B.; Qu, X.H. Mechanical properties and expansion coefficient of Mo-Cu composites with different Ni content. Rare Metals 2012, 31, 368–371. [Google Scholar] [CrossRef]
- Sun, Y.W.; Liu, Y. Research Progress on Mo-Cu Composite Materials. Heat Treat. 2012, 27, 16–18. [Google Scholar]
- Chwa, S.O.; Klein, D.; Liao, H.L.; Dembinski, L.; Coddet, C. Temperature dependence of, microstructure and hardness of vacuum plasma sprayed Cu-Mo composite coating. Surf. Coat. Tenchnol. 2007, 200, 5682–5686. [Google Scholar] [CrossRef]
- Li, Z.Y.; Zhai, Y.C.; Tian, Y.W.; Wang, T.R. Hydrogen reduction preparation of copper-molybdenum composite powder research. Nanomater. Struct. 2003, 40, 23–26. [Google Scholar]
- Gao, G.R.; Liu, H.Y.; Tang, H.P.; Li, Z.F.; Huang, Y.P. Preparation of molybdenum-copper materials for electronic sealing. Prog. Titanium Ind. 2023, 24, 19–22. [Google Scholar]
- Zhu, Y.T.; Ameyama, K.; Anderson, P.M.; Beyerlein, I.J.; Gao, H.J.; Kim, H.; Lavernia, E.J.; Mathaudhu, S.N.; Mughrabi, H.; Ritchie, R.O.; et al. Heterostructured materials: Superior properties from hetero-zone interaction. Mater. Res. Lett. 2020, 9, 1–31. [Google Scholar] [CrossRef]
- Adachi, Y.; Ponge, D.; Calcagnotto, M. Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging. Acta Mater. 2011, 59, 658–670. [Google Scholar]
- Hoppe, R.; Appel, F. Deformation-induced internal stresses in multiphase titanium aluminide alloys. Acta Mater. 2014, 64, 169–178. [Google Scholar] [CrossRef]
- Wu, X.L.; Zhu, Y.T. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–532. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L. Heterostructured materials. Prog. Mater. Sci. 2022, 131, 101019. [Google Scholar] [CrossRef]
- Arigela, V.G.; Palukuri, N.R.; Singh, D.; Kolli, S.K.; Jayaganthan, R.; Chekhonin, P.; Scharnweber, J.; Skrotzki, W. Evolution of microstructure and mechanical properties in 2014 and 6063 similar and dissimilar aluminium alloy laminates produced by accumulative roll bonding. J. Alloys Compd. 2019, 790, 917–927. [Google Scholar] [CrossRef]
- Wu, X.L.; Jiang, P.; Chen, L.; Yuan, F.P.; Zhu, Y.T. Extraordinary strain hardening by gradient structure. Proc. Natl. Acad. Sci. USA 2014, 111, 7197–7201. [Google Scholar] [CrossRef] [PubMed]
- Huang, C.X.; Wang, Y.F.; Ma, X.L.; Yin, S.; Hoeppel, H.W.; Goken, M.; Wu, X.L.; Gao, H.J.; Zhu, Y.T. Interface affected zone for optimal strength and ductility in heterogeneous laminate. Mater. Today 2018, 21, 713–719. [Google Scholar] [CrossRef]
- Wu, X.L.; Zhu, Y.T.; Lu, K. Ductility and strain hardening in gradient and lamellar structured materials. Scr. Mater. 2020, 186, 321–325. [Google Scholar] [CrossRef]
- Gao, B. Microstructure and Mechanical Properties Research of High-Strength Heterogeneous Low-Carbon Dual-Phase Steel; Nanjing University of Science and Technology: Nanjing, China, 2021. [Google Scholar]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing extraordinarily intrinsic tensile plasticity in gradient nano-grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef]
- Yao, F.X.; Chen, W.G.; Lai, G.Q.; Ma, J.J.; Ren, B.J.; Zhou, X.W.; Ahmed, E.; Fu, Y.Q. Mo70Cu30 composites synthesized by infiltration sintering and hot rolling with simultaneously improved mechanical and electrical properties. J. Alloys Compd. 2024, 976, 173156. [Google Scholar] [CrossRef]
- GB/T228.1-2021; Metal Material Tensile Test. Standards Press of China: Beijing, China, 2023.
- Liu, T.Y.; Liu, X.W.; Cao, J.; Feng, X.Y.; Li, S.K.; Liu, J.X. Amorphous interlayer assisted ductility of Mo-Cu alloy. Mater. Des. 2023, 231, 112010. [Google Scholar] [CrossRef]
- Liu, K.Y.; Chen, P.W.; Feng, J.R.; Ran, C.; Wang, Y.J.; Zhou, Q.; Zhu, L. Fabrication and characterization of the Mo/cu bimetal with thick Mo layer and high interfacial strength. Int. J. Refract. Metals Hard Mater. 2021, 94, 105383. [Google Scholar] [CrossRef]
- Alishahi, E.; Deng, C. Orientation dependent plasticity of metallic amorphous-crystalline Interface. Comput. Mater. Sci. 2018, 141, 375–387. [Google Scholar] [CrossRef]
- Pan, Z.L.; Rupert, T.J. Amorphous intergranular films as toughening structural features. Acta Mater. 2015, 89, 205–214. [Google Scholar] [CrossRef]
- Phan, T.; Ji Rigelesaiyin, J.; Chen, Y.P.; Bastawros, A.F.; Xiong, L.M. Metallic glass instability induced by the continuous dislocation absorption at an amorphous/crystalline interface. Acta Mater. 2020, 189, 10–24. [Google Scholar] [CrossRef]
- Brandl, C.; Germann, T.C.; Misra, A. Structure and shear deformation of metallic crystalline–amorphous interfaces. Acta Mater. 2013, 61, 3600–3611. [Google Scholar] [CrossRef]
- Yan, Z.F.; Wang, D.H.; He, X.L.; Wang, W.X.; Zhang, H.X.; Dong, P.; Li, C.H.; Li, Y.L.; Zhou, J.; Liu, Z. Deformation behaviors and cyclic strength assessment of AZ31B magnesium alloy based on steady ratcheting effect. Mater. Sci. Eng. A 2018, 723, 212–220. [Google Scholar] [CrossRef]
- Ashby, M.F. The deformation of plastically non-homogeneous materials. Philos. Mag. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Gao, H.; Huang, Y. Geometrically necessary dislocation and size-dependent plasticity. Scr. Mater. 2003, 48, 113–118. [Google Scholar] [CrossRef]
- Gao, H.; Huang, Y.; Nix, W.D.; Hutchinson, J.W. Mechanism-based strain gradient plasticity-I. Theory. J. Mech. Phys. Solids 1999, 47, 1239–1263. [Google Scholar] [CrossRef]
- Wu, X.L.; Zhu, Y.T. Heterogeneous metal materials and their plastic deformation and strain hardening. J. Metall. 2022, 58, 1349–1359. [Google Scholar]
- Yang, M.; Pan, Y.; Yuan, F.P.; Zhu, Y.T.; Wu, X.L. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145–151. [Google Scholar] [CrossRef]
- Song, P.; Li, D.; Xiong, N.; Zhang, B.H.; Yao, H.L.; Han, R.R. Effect of rolling deformation on the organisation and physical properties of Mo-30Cu alloy. Powder Metall. Ind. 2022, 32, 113–116. [Google Scholar]
- Huang, S.X.; Lei, S.; Yang, Z.; Zhao, Q.Y.; Zhao, Y.Q.; Lin, C.; Yu, J.S. Microstructure induced duplex Hall-Petch effect and its strengthening/toughening mechanisms in SiC@TC4 composites prepared by spark plasma sintering. J. Mater. Res. Technol. 2024, 29, 2807–2818. [Google Scholar] [CrossRef]
- Wang, Y.F.; Huang, C.X.; Li, Y.S.; Guo, F.J.; He, Q.; Wang, M.S.; Wu, X.L.; Scattergood, R.O.; Zhu, Y.T. Dense dispersed shear bands in gradient-structured Ni. Int. J. Plast. 2020, 124, 186–198. [Google Scholar] [CrossRef]
- Perepezko, J.H.; Imhoff, S.D.; Chen, M.W. Nucleation of shear bands in amorphous alloys. Proc. Natl. Acad. Sci. USA 2014, 111, 3938–3942. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.K.; Li, Y.J.; Wang, Y.F.; Hu, J.; Xu, L.; Wang, J.J.; Liu, C.M.; Zhu, Y.T. Hierarchical strain band formation and mechanical behavior of a heterostructured dual-phase material. J. Mater. Sci. Technol. 2023, 162, 25–37. [Google Scholar] [CrossRef]
- Cheng, Q.; Wang, Y.; Wei, W.; Guo, F.J.; He, Q.; Wang, M.S.; Huang, C.X. Superior strength-ductility synergy achieved by synergistic strengthening and strain delocalization in a gradient-structured high-manganese steel. Mater. Sci. Eng. A 2021, 825, 141853. [Google Scholar] [CrossRef]
- Wang, Y.M.; Cheng, S.; Ma, E. Tensile properties of in situ consolidated nanocrystalline Cu. Acta Mater. 2005, 53, 1521–1533. [Google Scholar]
- Ovid’ko, I.A.; Valiev, R.Z.; Zhu, Y.T. Review on superior strength and enhanced ductility of metallic nanomaterials. Prog. Mater. Sci. 2018, 94, 462–540. [Google Scholar] [CrossRef]
- Yang, K.; Ivanisenko, Y.; Caron, A.; Chuvilin, A.; Kurmanaeva, L.; Scherer, T.; Valiev, R.Z.; Fecht, H.J. Mechanical behaviour and in situ observation of shear bands in ultrafine grained Pd and Pd–Ag alloys. Acta Mater. 2010, 58, 967–978. [Google Scholar] [CrossRef]
- Yuan, F.P.; Yan, D.S.; Sun, J.D.; Zhou, L.L.; Zhu, Y.T.; Wu, X.L. Ductility by shear band delocalization in the nano-layer of gradient structure. Mater. Res. Lett. 2019, 7, 12–17. [Google Scholar] [CrossRef]
- Zheng, Q.B.; Jiang, G.S.; Wang, Z.F. Room temperature deformation behaviour and fracture mechanism of 70MoCu alloy. Rare Met. 2007, 31, 142–147. [Google Scholar]
- Jiang, Z.D.; Zhu, H.W.; Sun, J.W.; Huang, Y.H.; Wu, G.H.; Shang, Z.P.; Liu, W.C. Microstructure and mechanical properties of high-temperature free-oxygen rolled Cu/1060Al bimetallic composite materials. J. Mater. Res. Technol. 2024, 29, 1262–1277. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Average Grain Size (μm) | Mo Grain Size (μm) | Cu Grain Size (μm) |
|---|---|---|---|
| Initial material | 6.67 | 4.59 | 11.36 |
| R15% | 5.03 | 6.86 | 4.15 |
| R56% | 3.71 | 4.00 | 3.19 |
| R74% | 2.74 | 3.39 | 1.25 |
| Sample | Mo GNDs Density (×1014 m2) | Cu GNDs Density (×1014 m2) |
|---|---|---|
| Initial material | 2.18 | 3.28 |
| R15% | 6.28 | 14.72 |
| R56% | 11.74 | 15.48 |
| R74% | 16.01 | 20.61 |
| Sample | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Initial material | 420.7 | 444.2 | 32.2 |
| R15% | 517.9 | 534.9 | 25.6 |
| R56% | 557.2 | 632.6 | 14.9 |
| R74% | 647.9 | 781.8 | 11.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, X.; Hu, H.; Lai, R.; Xie, Q.; Zhi, Y. Effect of Cyclic Warm-Rolling Technique on Mechanical Properties of MoCu30 Thin Plates with Heterogeneous Structure. Materials 2024, 17, 3989. https://doi.org/10.3390/ma17163989
Hu X, Hu H, Lai R, Xie Q, Zhi Y. Effect of Cyclic Warm-Rolling Technique on Mechanical Properties of MoCu30 Thin Plates with Heterogeneous Structure. Materials. 2024; 17(16):3989. https://doi.org/10.3390/ma17163989
Chicago/Turabian StyleHu, Xianlei, Huan Hu, Ruimin Lai, Qincheng Xie, and Ying Zhi. 2024. "Effect of Cyclic Warm-Rolling Technique on Mechanical Properties of MoCu30 Thin Plates with Heterogeneous Structure" Materials 17, no. 16: 3989. https://doi.org/10.3390/ma17163989