
Investigations on the Effects of Bonding and Forming Conditions on the Deformation Behavior of Copper–Steel Bimetallic Rods during the Cold Drawing Processes

Abstract
1. Introduction
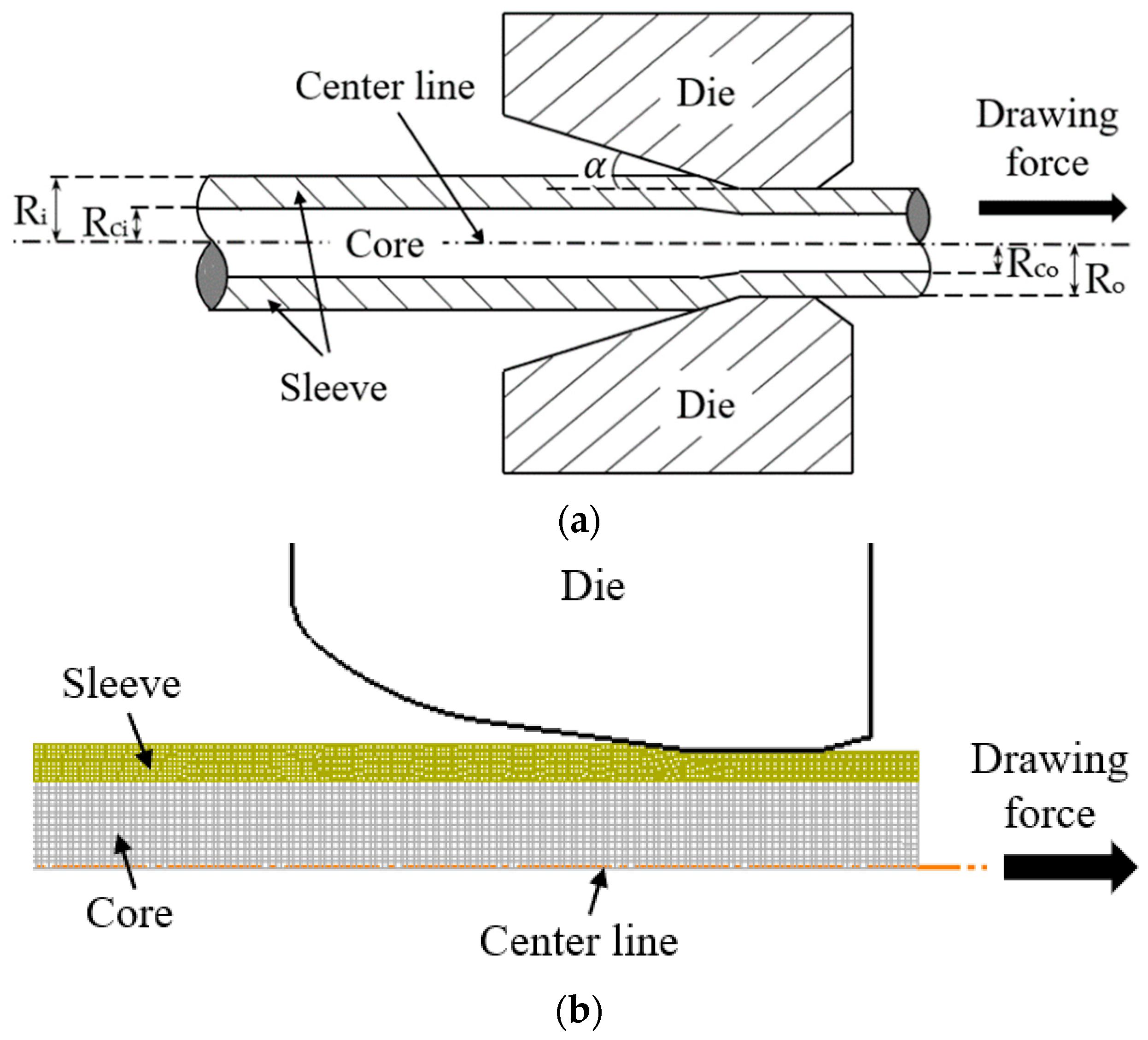
2. Materials and Methods
3. Deformation Behavior of the Rods under Different Initial Bonding Conditions
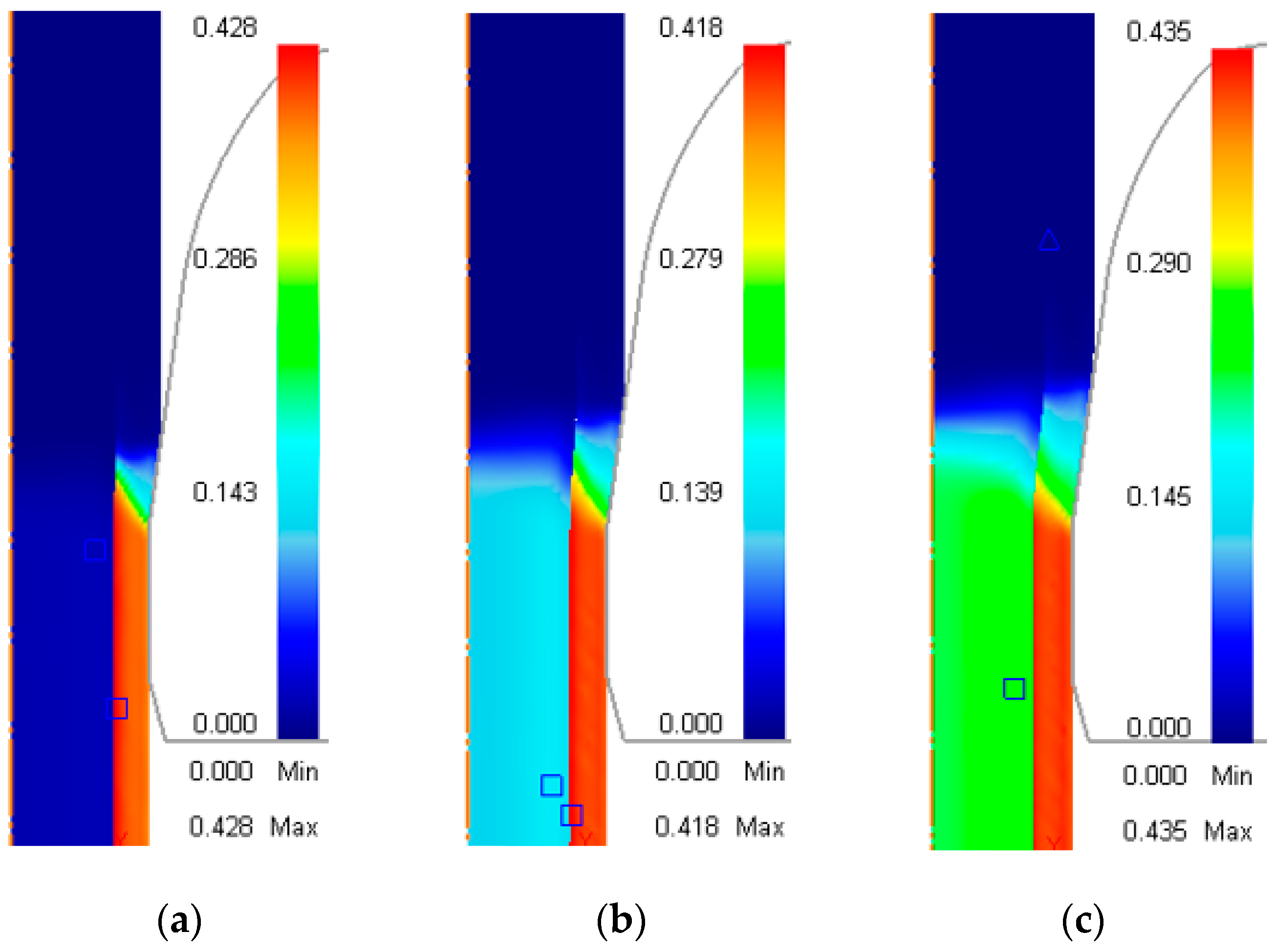
3.1. Distribution of Effective Strain during the Drawing Process
3.2. Material Flow during the Drawing Process
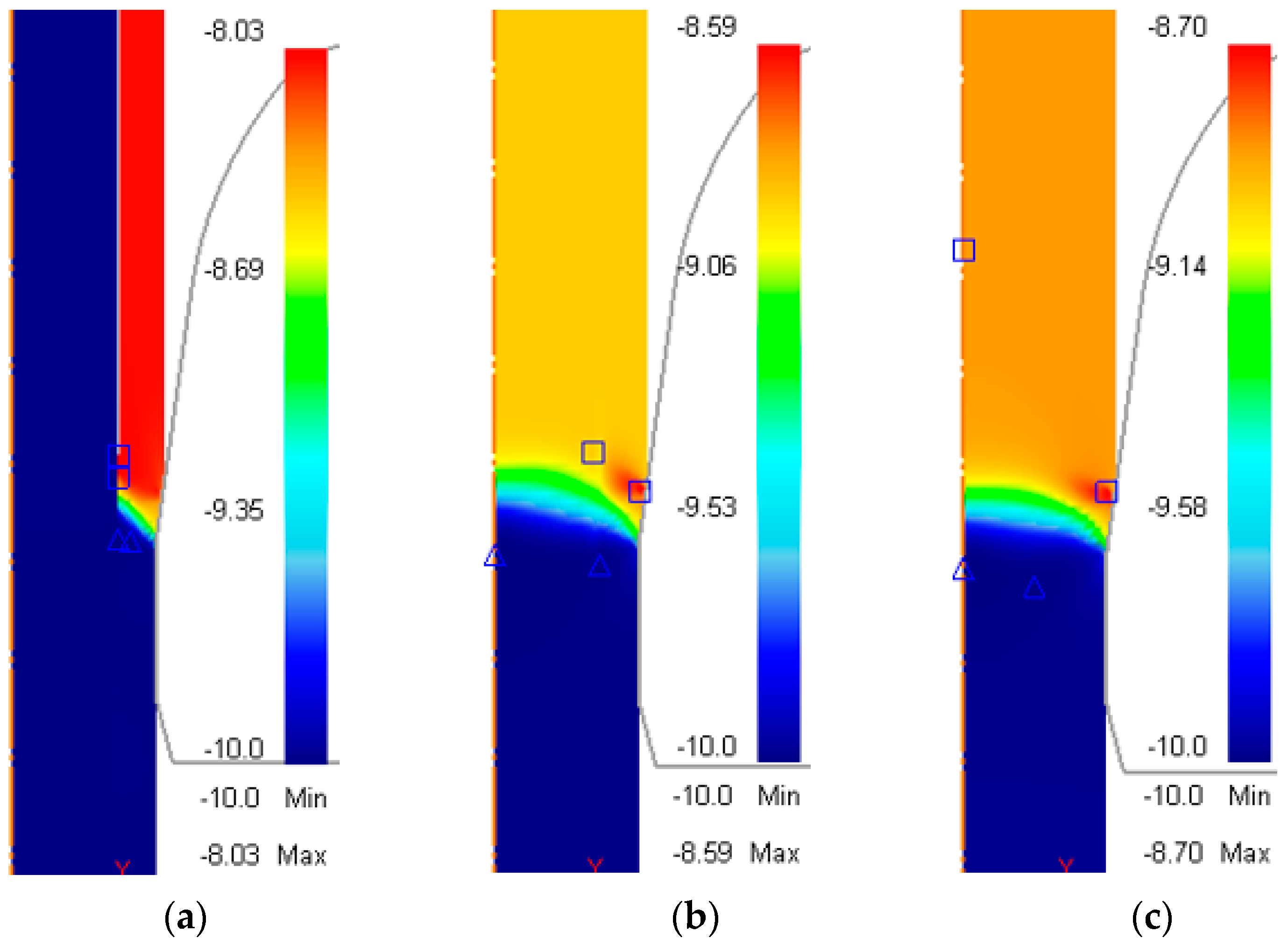
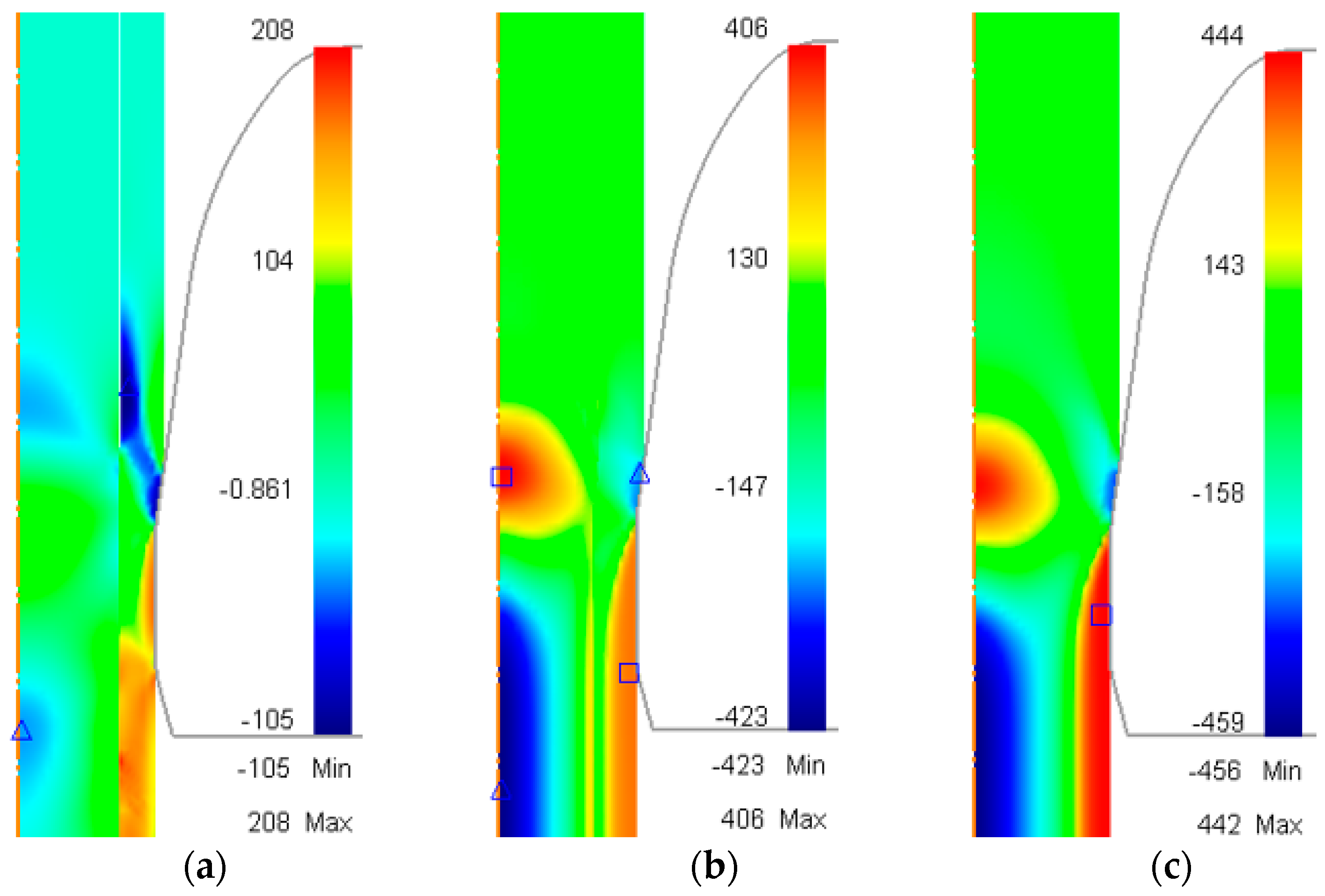
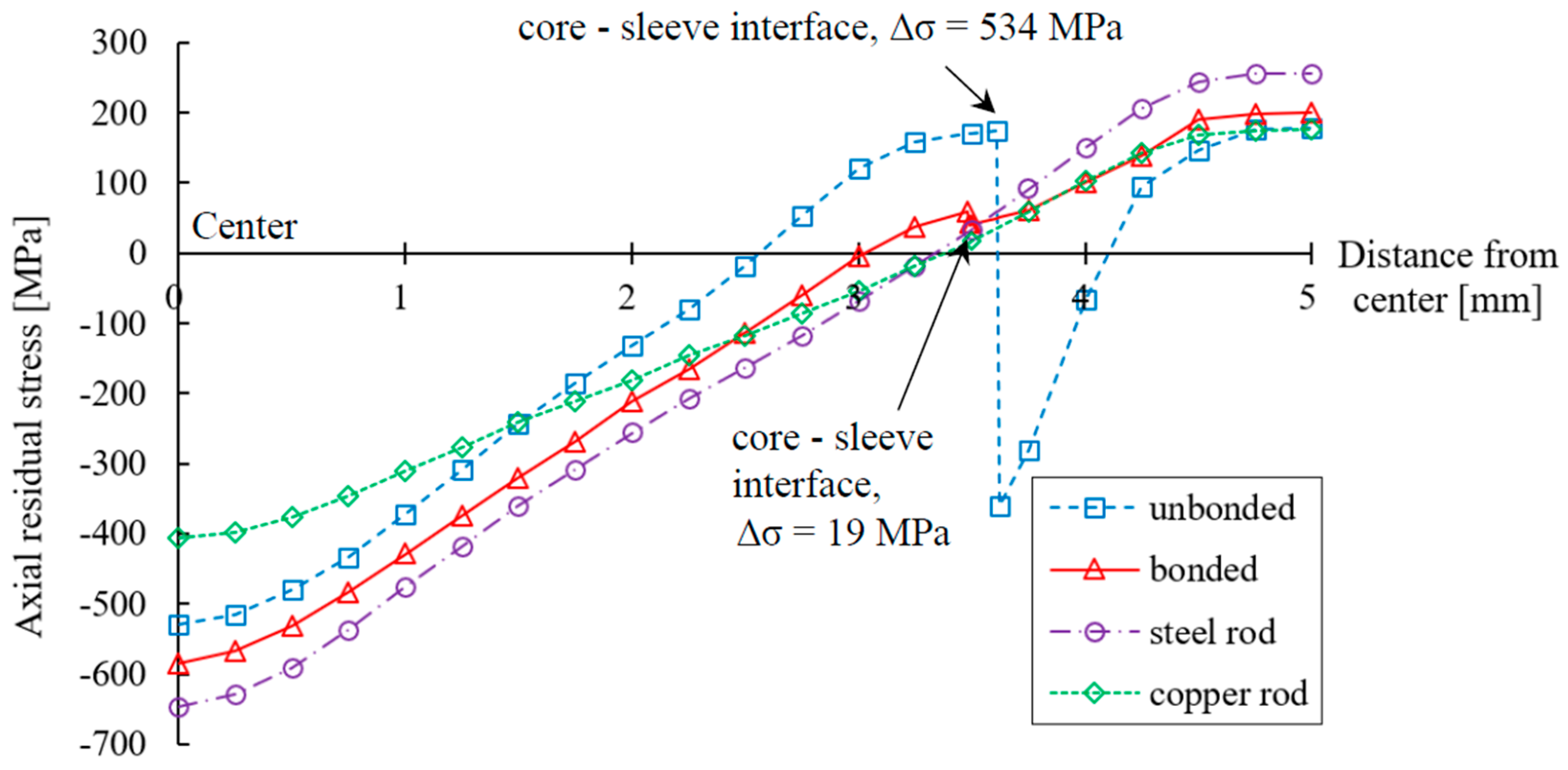
3.3. Distribution of Residual Stress after Drawing
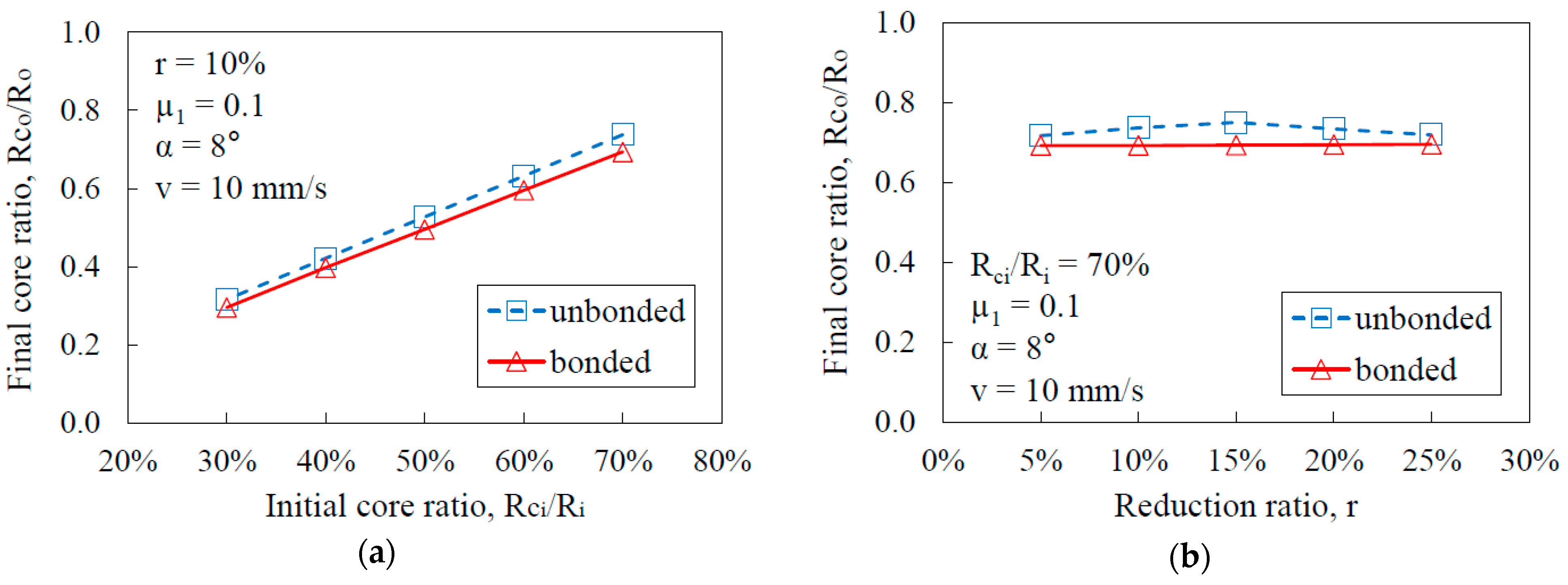
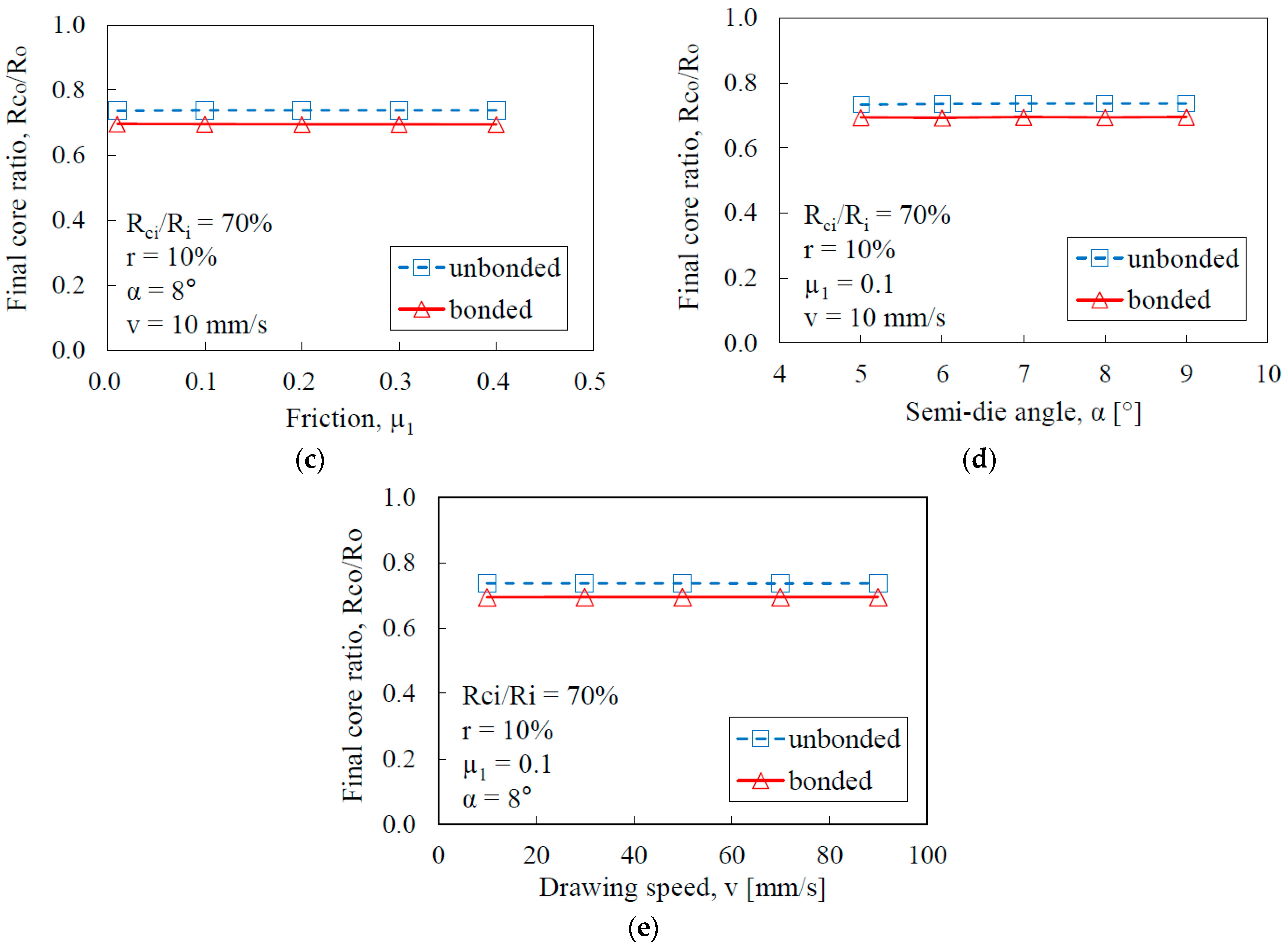
4. Effects of the Bonding and Forming Conditions on the Core Ratio of Drawn Products
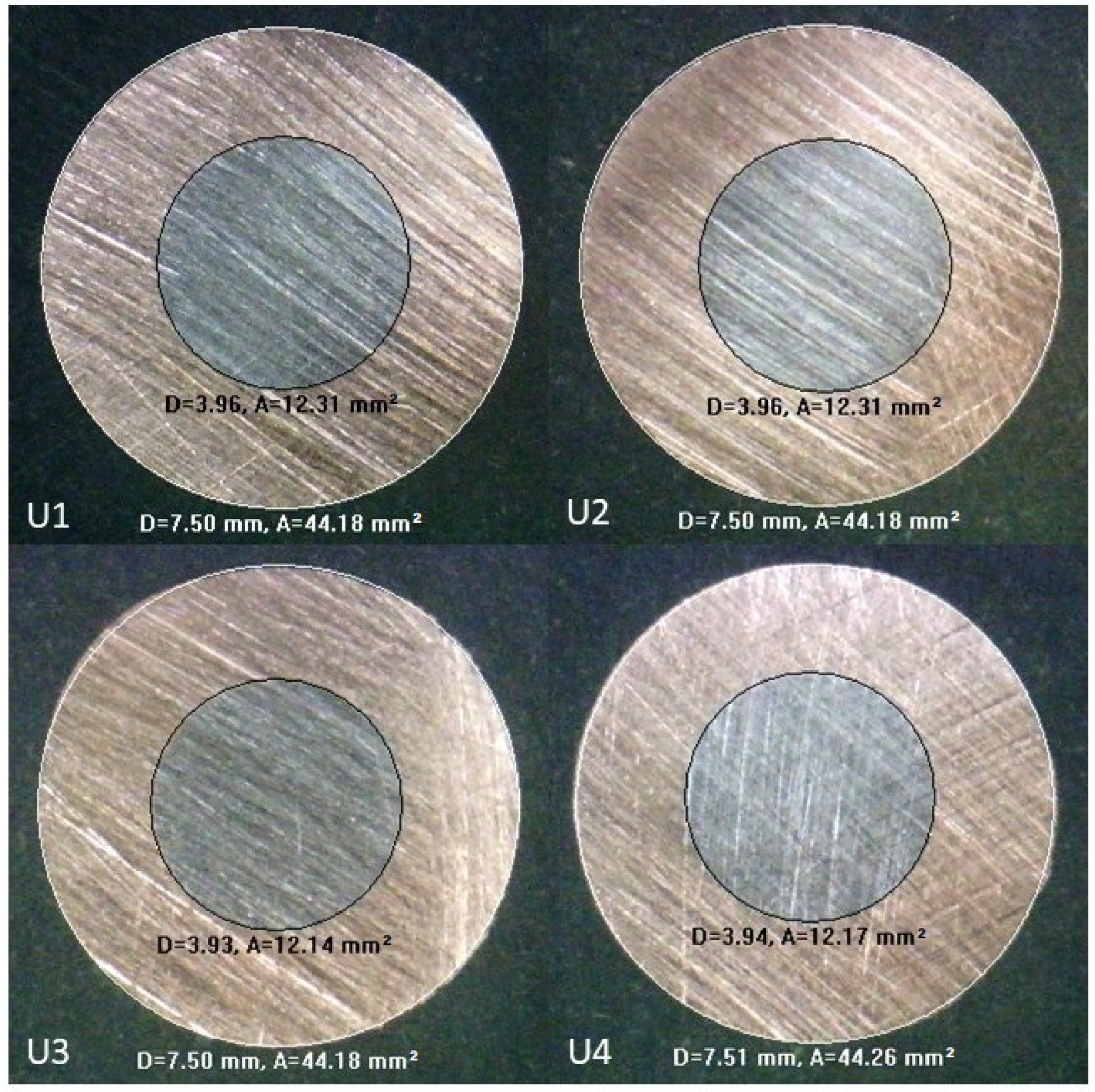
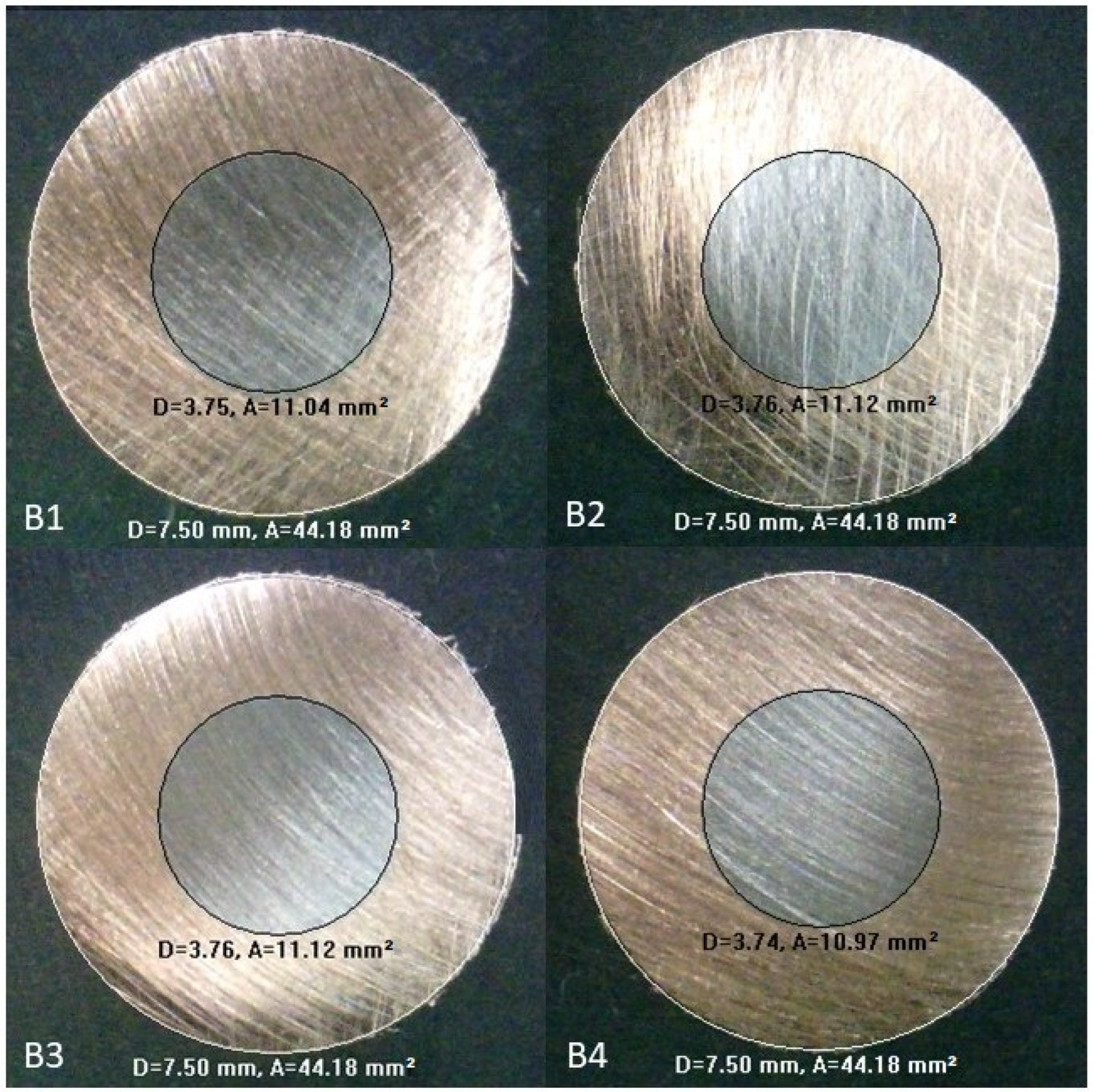
5. Drawing Experiments
6. Conclusions
- The deformation of the unbonded case was more concentrated on the sleeve compared to the bonded case under all the tested conditions.
- The initial bonding condition significantly affected the deformation behavior. In the bonded case, the core and sleeve deformed together, resulting in a more uniform strain distribution.
- When the reduction ratio increased from 10% to 25%, the axial residual stresses for both the bonded and the unbonded cases became more compressive, and the change in residual stress at the core–sleeve interface became larger for the unbonded case and smaller for the bonded case.
- The increase in the reduction ratio intensified the strain-hardening effect in the sleeve, particularly in the unbonded case, causing some deformation to be transferred to the core.
- The core ratio of drawn products depended mainly on the initial core ratio: for the unbonded case, it increased by 5–6% after drawing; for the bonded cases, it was nearly the same as the original one.
- The simulation and experimental results agreed with each other.
- Understanding the effects of bonding conditions and forming parameters on deformation behaviors helps in optimizing the cold drawing process for bimetallic rods, guiding industrial applications to achieve better control over product quality and manufacturing efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, S.; Lee, M.G.; Lee, S.P.; Lee, G.A.; Kim, Y.B.; Lee, J.S.; Bae, D.S. Effect of bonding interface on delamination behavior of drawn Cu/Al bar clad material. Trans. Nonferrous Met. Soc. China 2012, 22–23, 645–649. [Google Scholar] [CrossRef]
- Bykov, A.A. Bimetal production and applications. Steel Tran. 2011, 41, 778–786. [Google Scholar] [CrossRef]
- Sasaki, K.K.; Barkey, M.; Thompson, G.B.; Syarif, Y.; Fox, D. Microstructural Evolution of Copper Clad Steel Bimetallic Wire. Mater. Sci. Eng. A 2011, 528, 2974–2981. [Google Scholar] [CrossRef]
- Fei, B.; Fei, M.; Chen, Z. High Electric Conduction Property of Composite Copper-clad Steel Wire. IEEE Trans. Electromagn. Compat. 1999, 41–43, 196–201. [Google Scholar]
- Wu, Q.; Wang, D.; Gao, Y. Effects of Processing Technic on Grain Size of Copper Clad Steel Wire. Adv. Mat. Res. 2012, 567, 116–122. [Google Scholar] [CrossRef]
- Sawicki, S. Properties of Bimetallic “Carbon Steel—Stainless-steel” Bars with Periodic Texture Obtained by Explosive Cladding and Rolling. Met. Sci. Heat Treat. 2012, 54, 303–308. [Google Scholar] [CrossRef]
- Pan, S.; Zheng, T.; Yao, G.; Chi, Y.; De Rosa, I.; Li, X. High-strength and high-conductivity in situ Cu–TiB2 nanocomposites. Mater. Sci. Eng. A 2022, 831, 141952. [Google Scholar] [CrossRef]
- Haddi, A.; Imad, A.; Vega, G. Analysis of temperature and speed effects on the drawing stress for improving the wire drawing process. Mater. Des. 2011, 32, 4310–4315. [Google Scholar] [CrossRef]
- Tintelecan, M.; Sas-Boca, I.M.; Ilutiu-Varvara, D.A. The influence of the dies geometry on the drawing force for steel wires. Procedia Eng. 2017, 181, 193–199. [Google Scholar] [CrossRef]
- Martinez, G.A.S.; Qian, W.L.; Kabayama, L.K.; Orisco, U. Effect of process parameters in copper-wire drawing. Metals 2020, 10, 105. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Lin, M.R.; Wu, C.H.; Tsui, H.S.R. Finite element analysis of cold drawing of stainless steel bars. J. Phys. Conf. Ser. 2021, 2020, 012021. [Google Scholar] [CrossRef]
- Toribio, J.; Lorenzo, M. Reduction of residual stresses in cold drawn pearlitic steel by a soft secondary wire diameter reduction. Metals 2023, 13, 433. [Google Scholar] [CrossRef]
- Hwang, J.K. Influence of strain hardening rate of material on temperature and strain distributions during wire drawing. Materials 2023, 16, 5203. [Google Scholar] [CrossRef] [PubMed]
- Hwang, J.K. Wire drawing behaviors with die angle and strain hardening rate of a metal. J. Mater. Eng. Perform. 2024, 1–18. [Google Scholar] [CrossRef]
- Ragab, M.S.; Wifi, A.S.; Galal, G.M.A. On the deformation of bimetal wires by drawing. J. Mater. Shap. Technol. 1991, 9, 67–75. [Google Scholar] [CrossRef]
- Seet, H.L.; Li, X.P.; Lee, K.S.; Yap, C.S.; Zheng, H.M. Development of micro Ni80Fe20/Cu composite wire by cold-drawing. Thin Solid Films 2006, 505, 148–151. [Google Scholar] [CrossRef]
- Malaki, M.; Maleki, H.; Malaki, M.; Roohani, H.R. Investigation of the bimetal clad drawing by upper bound method. J. Mater. Eng. Perform. 2013, 22, 943–951. [Google Scholar] [CrossRef]
- Szulc, W.; Pietrzyk, M.; Dyja, H.; Pilarczyk, J.W. Theoretical and experimental analysis of drawing of steel rods covered with copper. J. Mater. Process. Technol. 1994, 45, 401–406. [Google Scholar] [CrossRef]
- Ko, D.C.; Lee, S.K.; Kim, B.M.; Jo, H.H.; Jo, H. Evaluation of copper coating ratio in steel/copper clad wire drawing. J. Mater. Process. Technol. 2007, 186, 22–26. [Google Scholar] [CrossRef]
- Chen, D.C.; Guo, Z.Y.; Wang, S.J. Finite element analysis of double layers alloy wire drawing processes. Int. J. Mater. Form. 2008, 1, 415–418. [Google Scholar] [CrossRef]
- Yang, F.; Jiang, J.Q.; Wang, Y.; Ma, C.; Fang, F.; Zhao, K.L.; Li, W. Residual stress in pearlitic steel rods during progressively cold drawing measured by X-ray diffraction. Mater. Lett. 2008, 62, 2219–2221. [Google Scholar] [CrossRef]
- Ripoll, M.R.; Weygand, S.M.; Riedel, H. Reduction of tensile residual stresses during the drawing process of tungsten wires. Mater. Sci. Eng. A 2010, 527, 3064–3072. [Google Scholar] [CrossRef]
- Dmitriy, D. Analysis of residual stress in circular cross-section wires after drawing process. Procedia Manuf. 2019, 37, 335–340. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Die | Sleeve | Core | |
|---|---|---|---|
| Material | Tungsten carbide | C-10100 Copper | AISI-1006 Steel |
| Deformation type | Rigid | Elastoplastic | Elastoplastic |
| Young’s modulus [GPa] | NA | 115 | 207 |
| Poisson’s ratio | NA | 0.33 | 0.3 |
| Forming Parameters | Value |
|---|---|
| Initial outer radius of the composite rod, Ri [mm] | 5.13, 5.27, 5.42, 5.59, 5.77 |
| Initial core ratio, Rci/Ri, % | 30, 40, 50, 60, 70 |
| Reduction ratio, r = (Ri2 − Ro2)/Ri2, % | 5, 10, 15, 20, 25 |
| Friction coefficient, µ1 | 0.01, 0.1, 0.2, 0.3, 0.4 |
| Semi-die angle, α [°] | 5, 6, 7, 8, 9 |
| Drawing speed, v [mm/s] | 10, 30, 50, 70, 90 |
| Initial bonding condition | unbonded, bonded |
| Forming Parameters | Unbonded Case | Bonded Case | Single Steel Rod |
|---|---|---|---|
| Initial outer radius of the composite rod, Ri [mm] | 5.27 | 5.27 | 5.27 |
| Initial core ratio, Rci/Ri, % | 70 | 70 | NA |
| Reduction ratio, r = (Ri2 − Ro2)/Ri2, % | 10 | 10 | 10 |
| Friction coefficient, µ1 | 0.1 | 0.1 | 0.1 |
| Semi-die angle, α [°] | 8 | 8 | 8 |
| Drawing speed, v [mm/s] | 10 | 10 | 10 |
| Initial bonding condition | µ2 = 0.3 | sticking | NA |
| Forming Parameters | Value |
|---|---|
| Initial outer radius of the composite rod, Ri [mm] | 4.01 |
| Initial core ratio, Rci/Ri | 50% |
| Reduction ratio, r = (Ri2 − Ro2)/Ri2 | 12.5% |
| Friction coefficient, µ1 | 0.1 |
| Semi-die angle, α [°] | 8 |
| Drawing speed, v [mm/s] | 10 |
| Initial bonding condition | unbonded, bonded |
| Simulations | Experiments | Difference | ||
|---|---|---|---|---|
| Initially unbonded case | diameter of the rod | 7.50 mm | 7.50 mm | 0% |
| diameter of the core | 3.98 mm | 3.95 mm | 0.76% | |
| core ratio | 53.07% | 52.67% | 0.76% | |
| Initially bonded case | diameter of the rod | 7.50 mm | 7.50 mm | 0% |
| diameter of the core | 3.76 mm | 3.75 mm | 0.27% | |
| core ratio | 50.13% | 50.00% | 0.27% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, Y.-M.; Tsui, H.S.R.; Lu, C.-Y. Investigations on the Effects of Bonding and Forming Conditions on the Deformation Behavior of Copper–Steel Bimetallic Rods during the Cold Drawing Processes. Materials 2024, 17, 4015. https://doi.org/10.3390/ma17164015
Hwang Y-M, Tsui HSR, Lu C-Y. Investigations on the Effects of Bonding and Forming Conditions on the Deformation Behavior of Copper–Steel Bimetallic Rods during the Cold Drawing Processes. Materials. 2024; 17(16):4015. https://doi.org/10.3390/ma17164015
Chicago/Turabian StyleHwang, Yeong-Maw, Hiu Shan Rachel Tsui, and Cheng-Yu Lu. 2024. "Investigations on the Effects of Bonding and Forming Conditions on the Deformation Behavior of Copper–Steel Bimetallic Rods during the Cold Drawing Processes" Materials 17, no. 16: 4015. https://doi.org/10.3390/ma17164015
APA StyleHwang, Y.-M., Tsui, H. S. R., & Lu, C.-Y. (2024). Investigations on the Effects of Bonding and Forming Conditions on the Deformation Behavior of Copper–Steel Bimetallic Rods during the Cold Drawing Processes. Materials, 17(16), 4015. https://doi.org/10.3390/ma17164015