

Suitability Study of Optical Coordinate Measuring Machine for Quality Assessment and Wear Phenomena Identification of Blade Edge and Surface of Planer Technical Knives

 , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Purpose and Subject of Research
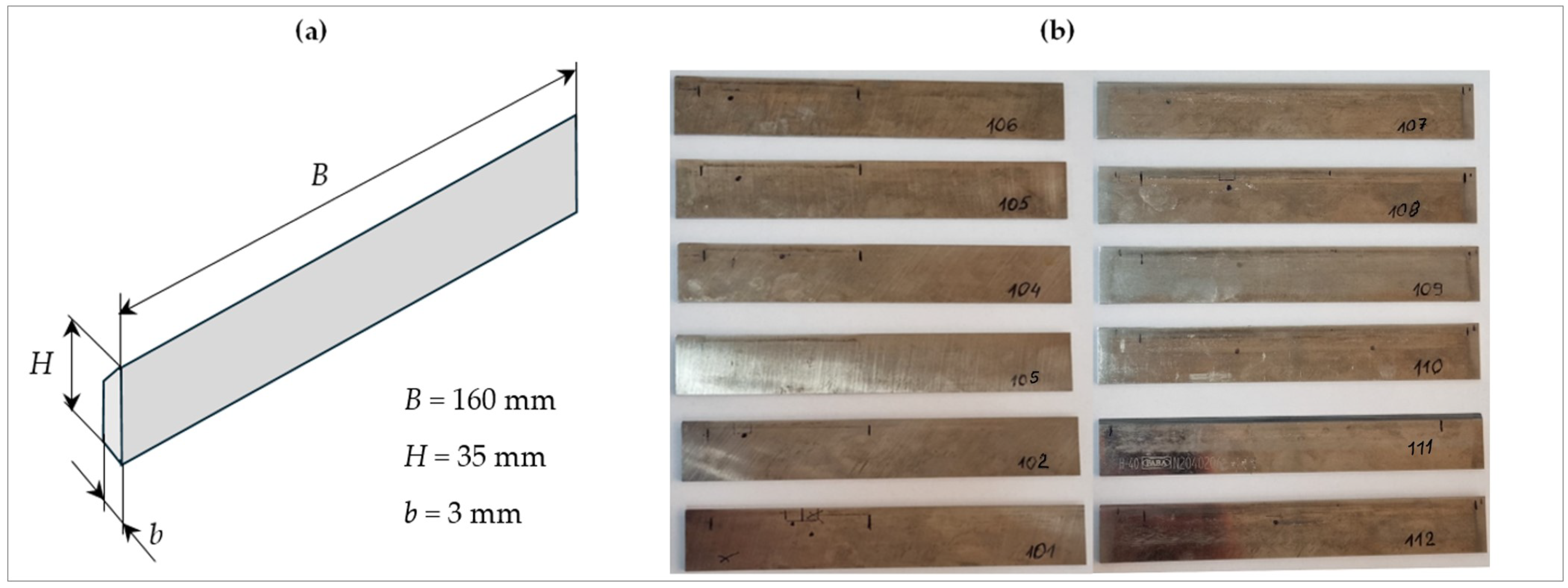
2.2. The Characteristics of the Tested Planer Knives
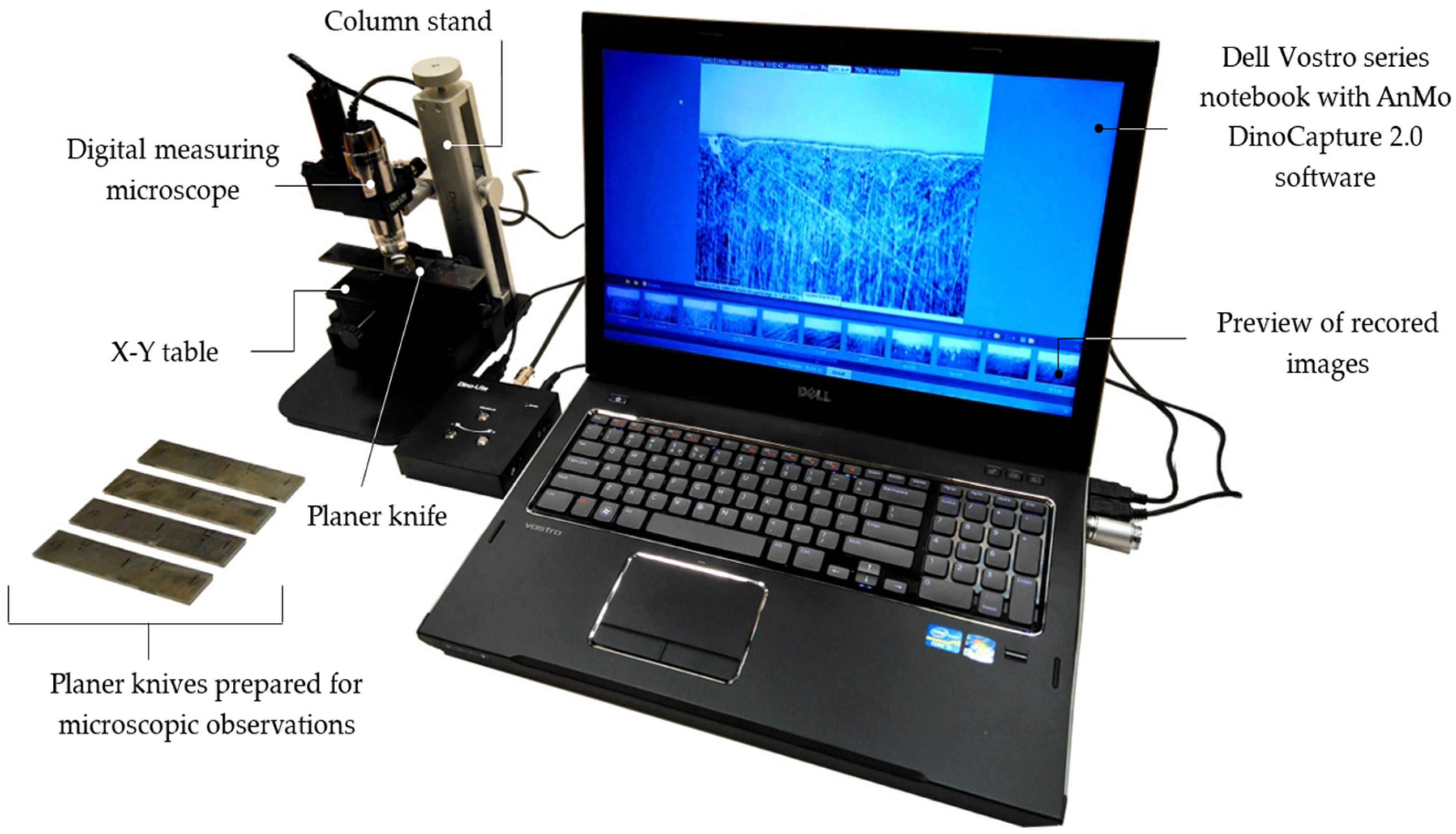
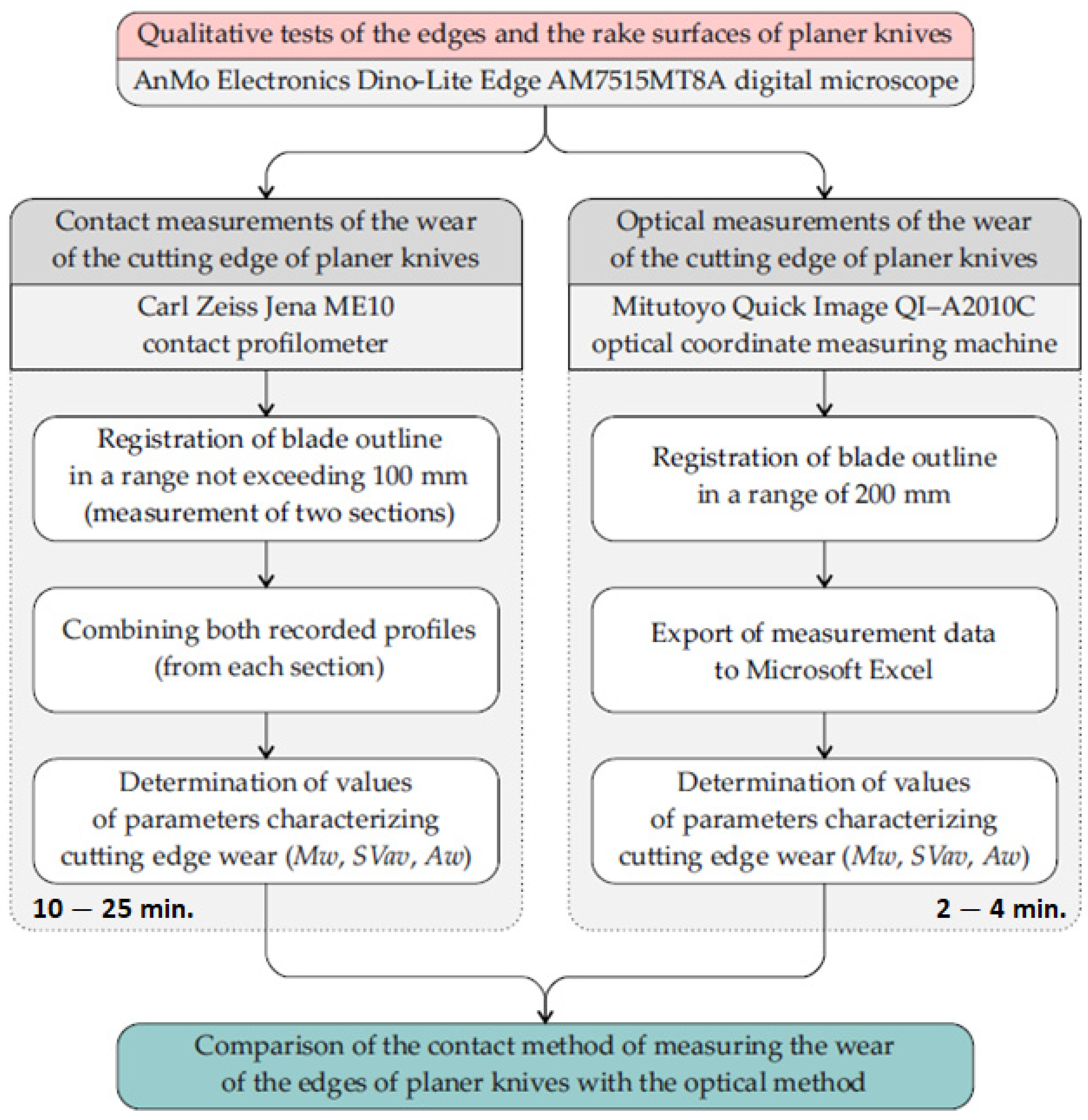
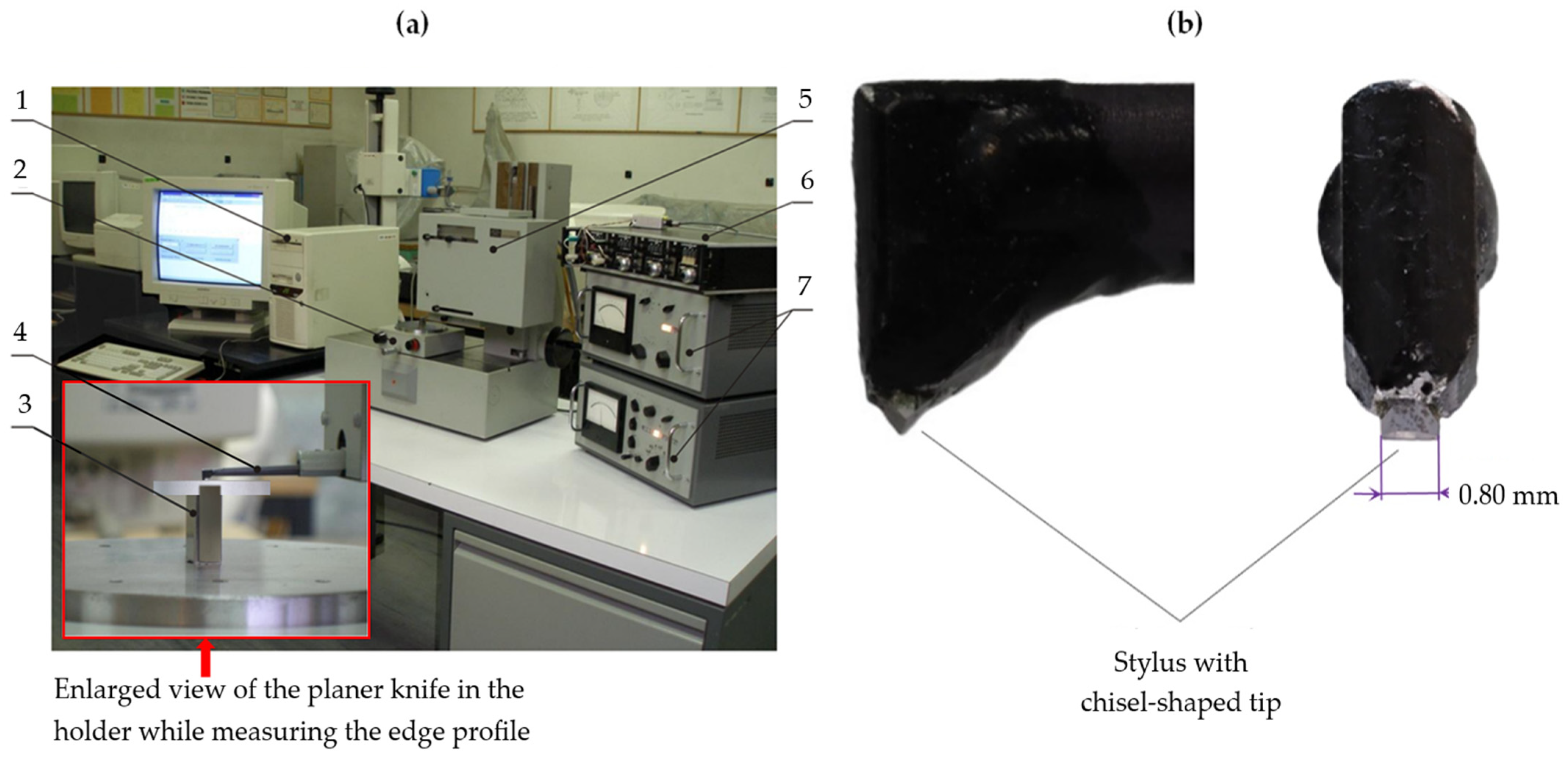
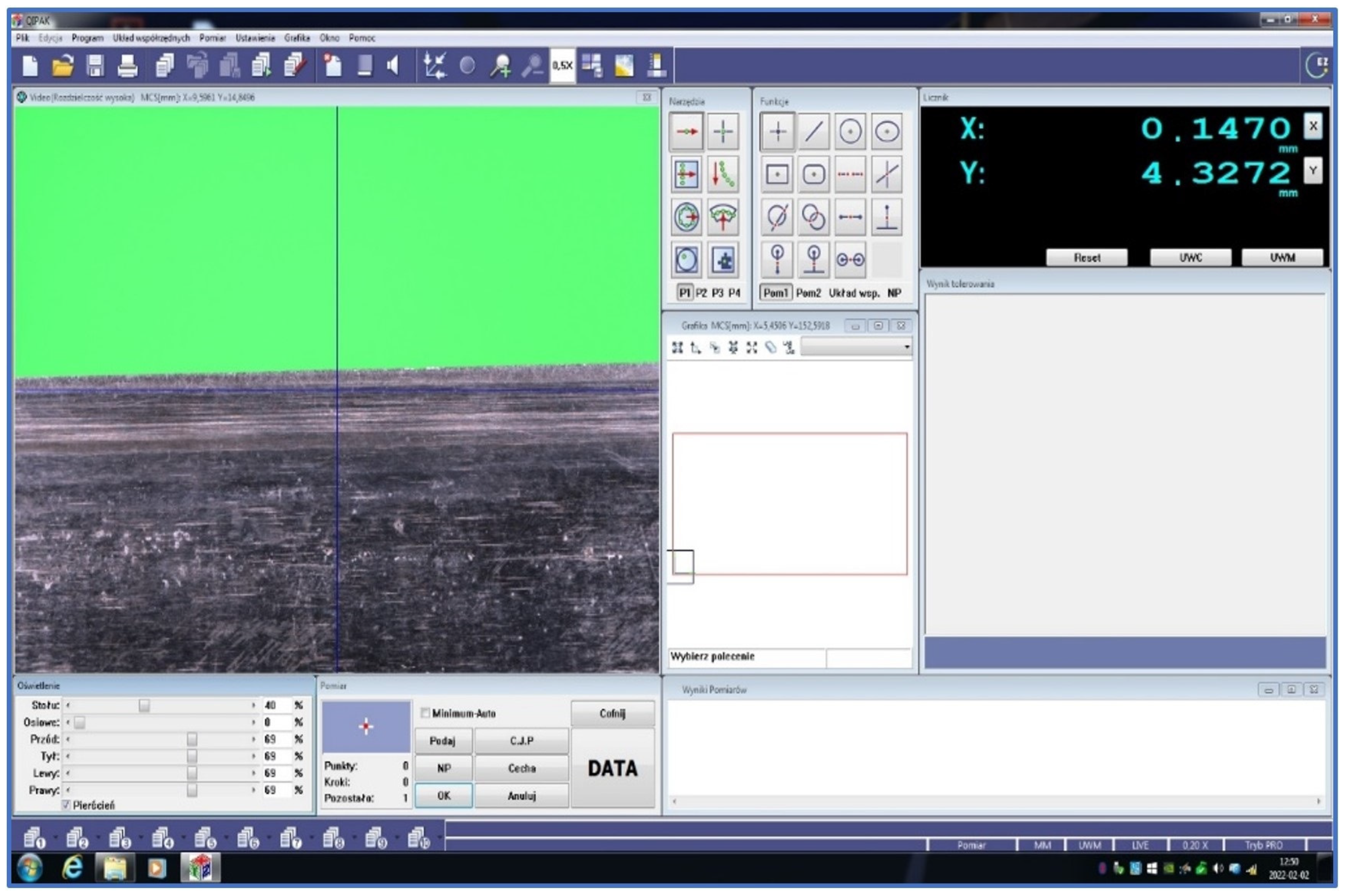
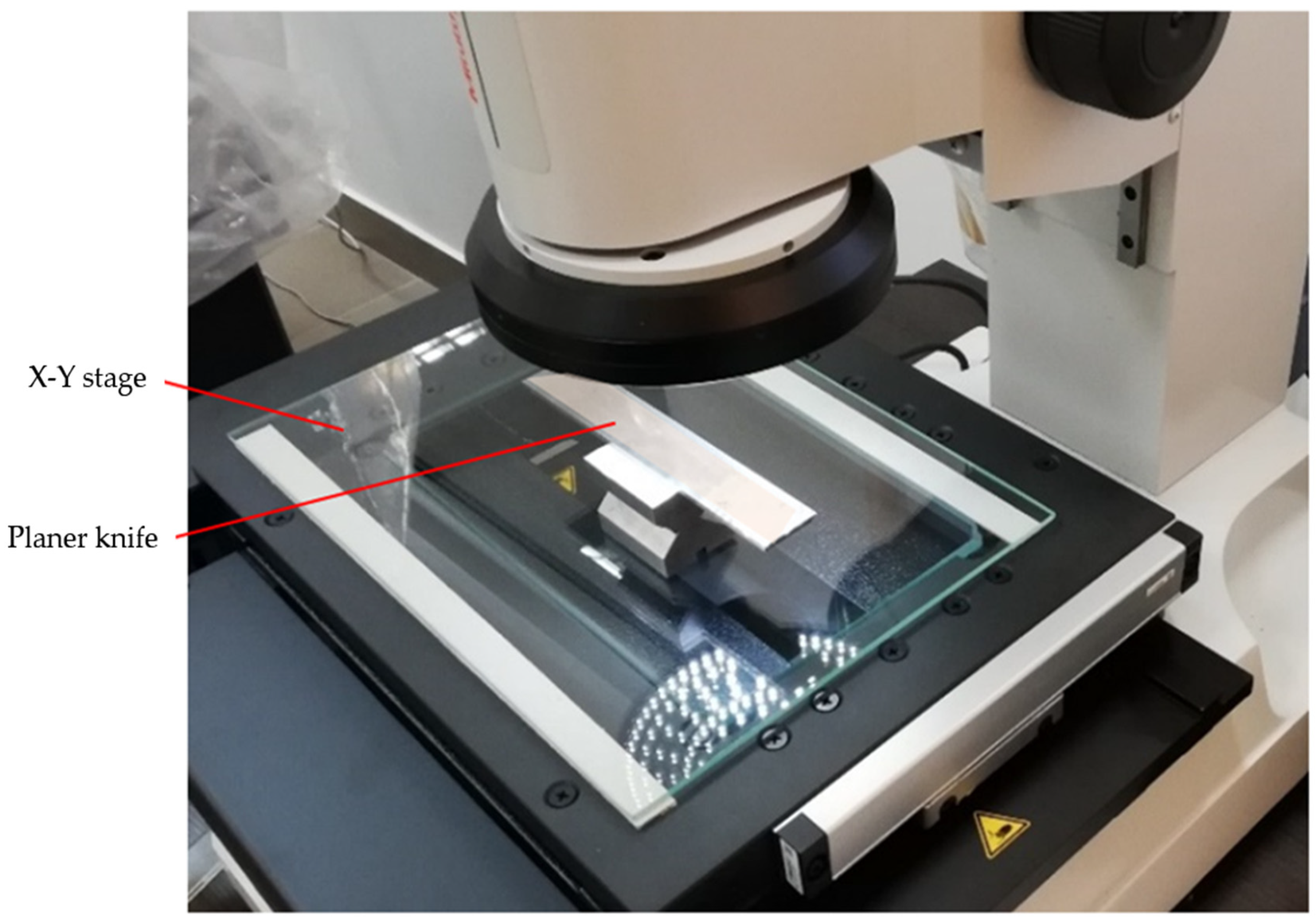
2.3. Research Stands and Methodology of Experimental Research
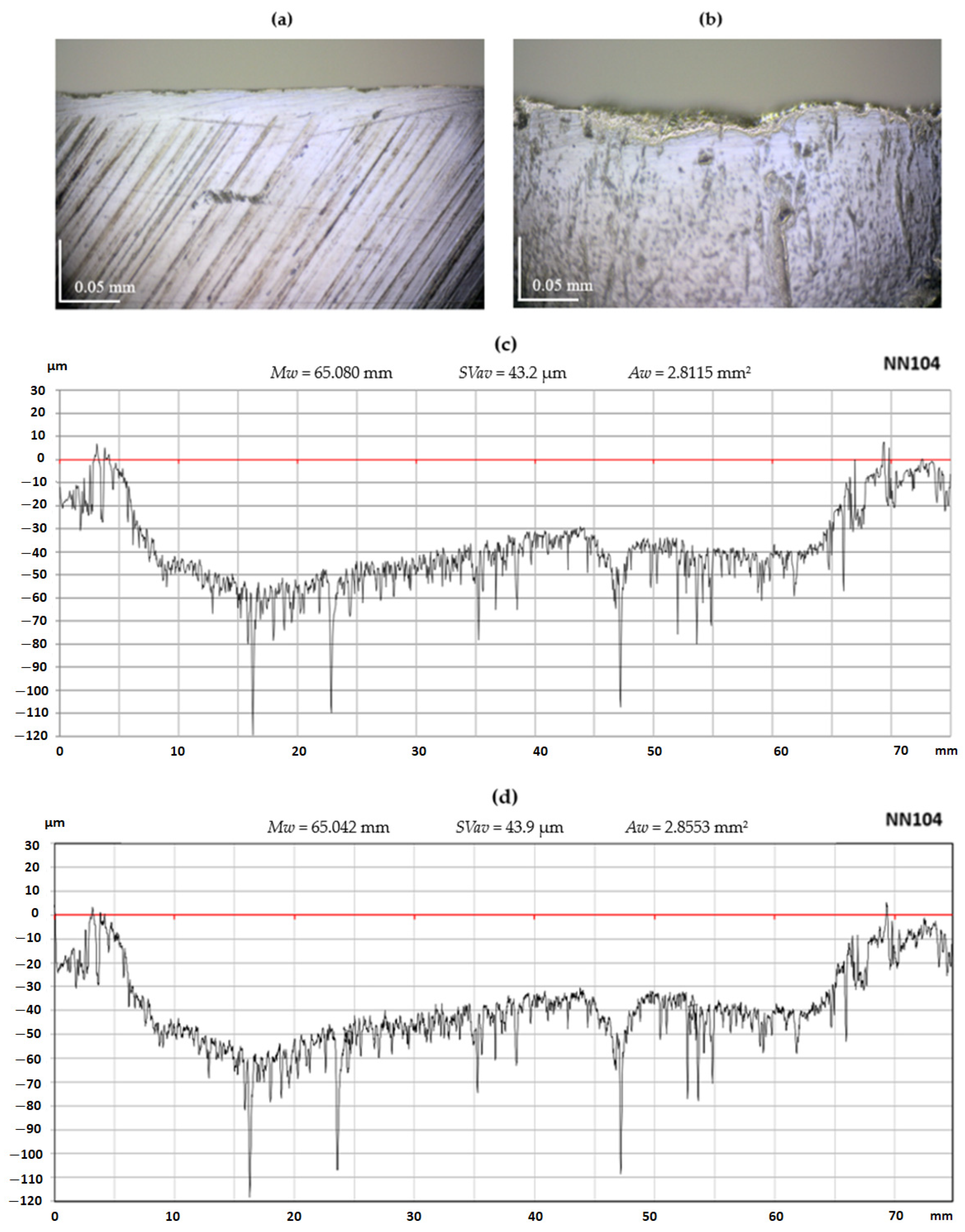
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| ARM | automatic magnification reading |
| CMOS | complementary metal–oxide–semiconductor |
| CNC | computer numeric control |
| FLC | flexible LED control |
| HSS | high-speed steel |
| LED | light-emitting diode |
| OCMM | optical coordinate measuring machine |
| b | thickness of the planer knife, mm |
| k | coverage factor |
| n | number of samples in the wear section |
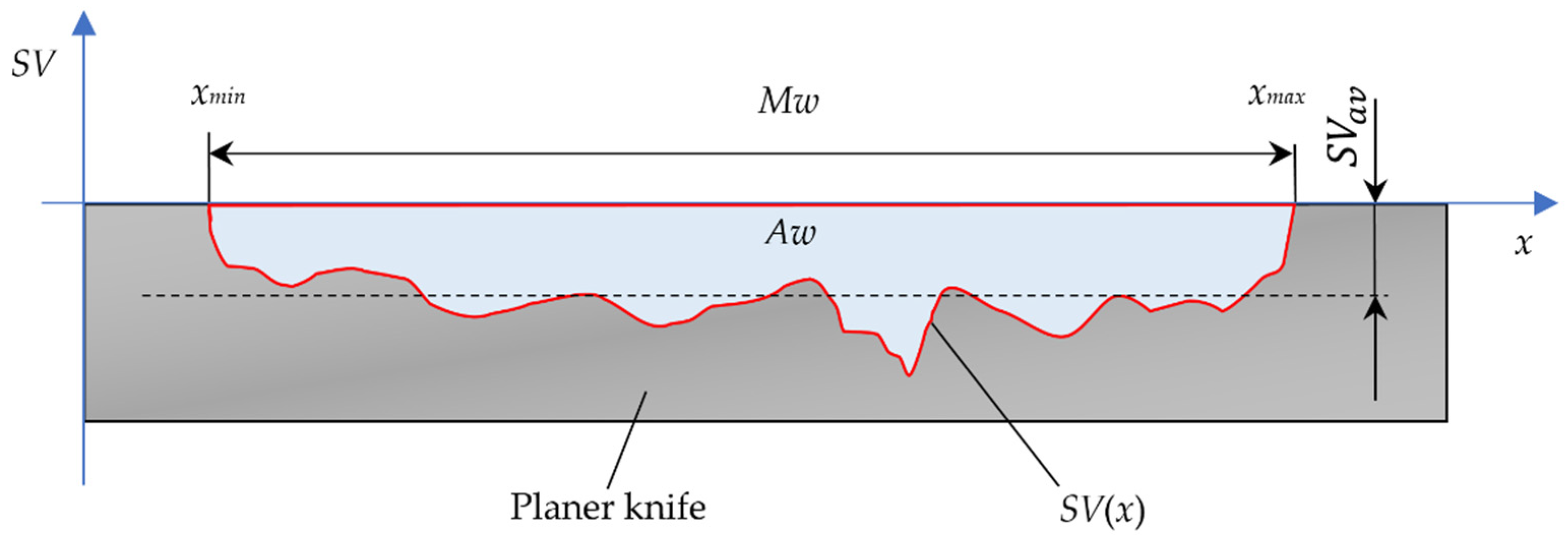
| xmin | abscissa of the beginning of the wear section, mm |
| xmax | abscissa of the end of the wear section, mm |
| B | length of the planer knife, mm |
| Aw | wear area of the cutting edge, mm2 |
| H | height of the planer knife, mm |
| L | measuring length, mm |
| Mw | machining width (width of the wear zone of the cutting edge), mm |
| N | count of ordinates SV(x) in each histogram bin |
| SVav | average value of worn edge displacement, μm |
| SV(x) | worn edge displacement at x point, μm |
| U(SVav) | expanded uncertainty of the average value of ordinates SV(x), μm |
| σSV | standard deviation of ordinates SV(x), μm |
| σSVav | standard deviation of the average value of ordinates SV(x), μm |
| Δx | sampling step, mm |
References
- McCarthy, C.T.; Hussey, M.; Gilchrist, M.D. On the sharpness of straight edge blades in cutting soft solids: Part I—Indentation experiments. Eng. Fract. Mech. 2007, 74, 2205–2224. [Google Scholar] [CrossRef]
- Verhoeven, J.D.; Pendray, A.H.; Clark, H.F. Wear tests of steel knife blades. Wear 2008, 265, 1093–1099. [Google Scholar] [CrossRef]
- McCarthy, C.T.; Annaidh, A.N.; Gilchrist, M.D. On the sharpness of straight edge blades in cutting soft solids: Part II—Analysis of blade geometry. Eng. Fract. Mech. 2010, 77, 437–451. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A. Multilayer coatings on tools for woodworking. Wear 2011, 271, 2812–2820. [Google Scholar] [CrossRef]
- Kong, Y.; Tian, X.; Gong, C. Enhancement of toughness and wear resistance by CrN/CrCN multilayered coatings for woodprocessing. Surf. Coat. Technol. 2018, 344, 204–213. [Google Scholar] [CrossRef]
- Kucharska, B.; Sobiecki, J.R.; Czarniak, P.; Szymanowski, K.; Cymerman, K.; Moszczyńska, D.; Panjan, P. Influence of Different Types of Cemented Carbide Blades and Coating Thickness on Structure and Properties of TiN/AlTiN and TiAlN/a-C:N Coatings Deposited by PVD Techniques for Machining of Wood-Based Materials. Materials 2021, 14, 2740. [Google Scholar] [CrossRef]
- Nadolny, K.; Kapłonek, W.; Sutowska, M.; Sutowski, P.; Myśliński, P.; Gilewicz, A. Experimental Studies on Durability of PVD-Based CrCN/CrN-Coated Cutting Blade of Planer Knives Used in the Pine Wood Planing Process. Materials 2020, 13, 2398. [Google Scholar] [CrossRef]
- ISO 19085-7:2019; Woodworking Machines—Safety—Part 7: Surface Planing, Thickness Planing, Combined Surface/Thickness Planing Machines. International Standard Organization: Geneva, Switzerland, 2019. Available online: https://www.iso.org/standard/66780.html (accessed on 15 June 2024).
- ISO 19085-6:2024; Woodworking Machines—Safety—Part 6: Single Spindle Vertical Moulding Machines (Toupie). International Standard Organization: Geneva, Switzerland, 2024. Available online: https://www.iso.org/standard/82160.html (accessed on 15 June 2024).
- Nadolny, K.; Kapłonek, W.; Sutowska, M.; Sutowski, P.; Myśliński, P.; Gilewicz, A.; Warcholiński, B. Experimental tests of PVD AlCrN-coated planer knives on planing Scots pine (Pinus sylvestris L.) under industrial conditions. Eur. J. Wood Prod. 2021, 79, 645–665. [Google Scholar] [CrossRef]
- Nadolny, K.; Kapłonek, W.; Sutowska, M.; Sutowski, P.; Myśliński, P.; Gilewicz, A.; Warcholiński, B. Moving towards sustainable manufacturing by extending the tool life of the pine wood planing process using the AlCrBN coating. Sustain. Mater. Technol. 2021, 28, e00259. [Google Scholar] [CrossRef]
- Ghosh, S.C.; Heidari, M.; Hernández, R.E.; Blais, C. Patterns of Knife Edge Recession in an Industrial Chipper-Canter. Forest Prod. J. 2015, 65, 358–364. [Google Scholar] [CrossRef]
- Stępień, P. Micro-geometrical characteristics of the cutting edge as the intersection of two rough surfaces. Wear 2010, 269, 249–261. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Handbook of Surface and Nanometrology; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar] [CrossRef]
- Mathia, T.; Pawlus, P.; Wieczorowski, M. Recent trends in surface metrology. Wear 2011, 271, 494–508. [Google Scholar] [CrossRef]
- Szymański, W.; Gilewicz, A.; Pinkowski, G.; Beer, P. Durability of blades covered by multilayer anti-wear coatings during wood milling. Ann. WULS–SGGW For. Wood Technol. 2009, 69, 353–357. [Google Scholar]
- Hernańdez, R.E.; de Moura, L.F. Effects of knife jointing and wear on the planed surface quality of northern red oak wood. Wood Fiber. Sci. 2002, 34, 540–552. Available online: https://wfs.swst.org/index.php/wfs/article/view/1612 (accessed on 15 June 2024).
- Hernańdez, R.E.; Rojas, G. Effects of knife jointing and wear on the planed surface quality of sugar maple wood. Wood Fiber. Sci. 2002, 34, 293–305. Available online: https://wfs.swst.org/index.php/wfs/article/view/1994 (accessed on 15 June 2024).
- Kvietková, M.; Gaff, M.; Gašparík, M.; Kminiak, R.; Kriš, A. Effect of number of saw blade teeth on noise level and wear of blade edges during cutting of wood. Bioresources 2015, 10, 1657–1666. [Google Scholar] [CrossRef]
- Wen, B.; Shimizu, Y.; Watanabe, Y.; Matsukuma, H.; Gao, W. On-machine profile measurement of a micro cutting edge by using a contact-type compact probe unit. Prec. Eng. 2020, 65, 230–239. [Google Scholar] [CrossRef]
- Gao, W.; Haitjema, H.; Fang, F.Z.; Leach, R.K.; Cheung, C.F.; Savio, E.; Linares, J.M. On-machine and in-process surface metrology for precision manufacturing. CIRP Ann. Manuf. Technol. 2019, 68, 843–866. [Google Scholar] [CrossRef]
- Sutowska, M.; Łukianowicz, C.; Warcholiński, B.; Nadolny, K. Metrological analysis of changes in the surface morphology of planer knives after working surface modification. Int. J. Adv. Manuf. Technol. 2024, 131, 355–367. [Google Scholar] [CrossRef]
- Sutowski, P.; Nadolny, K.; Sutowska, M.; Myśliński, P.; Gilewicz, A.; Warcholiński, B. Influence of regeneration process parameters on geometry and defects of clearance surface of planer knives used in wood planing process. Arch. Civ. Mech. Eng. 2022, 22, 43. [Google Scholar] [CrossRef]
- Yu, J.B.; Cheng, X.; Zhao, Z.A. machine vision method for measurement of drill tool wear. Int. J. Adv. Manuf. Technol. 2022, 118, 3303–3314. [Google Scholar] [CrossRef]
- Liang, R.J.; Li, Y.; He, L.; Chen, W.F.A. novel image-based method for wear measurement of circumferential cutting edges of end mills. Int. J. Adv. Manuf. Technol. 2022, 120, 7595–7608. [Google Scholar] [CrossRef]
- Lei, T.; Zou, B.; Chen, W.; Zheng, Q.; Yang, J.; Li, L.; Liu, J. Research on reconstruction and high-precision detection of tool wear edges under complex lighting environmental influences. Int. J. Adv. Manuf. Technol. 2023, 129, 4529–4540. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Bagga, P.J.; Patel, K.M.; Patel, H.D.; Balu, A.; Khanna, N. Comparative analysis of different machine vision algorithms for tool wear measurement during machining. J. Intell. Manuf. 2024, 1–25. [Google Scholar] [CrossRef]
- Hocken, R.J.; Pereira, P.H. Coordinate Measuring Machines and Systems, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar] [CrossRef]
- Harding, K. (Ed.) Handbook of Optical Dimensional Metrology; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar] [CrossRef]
- Carmignato, S.; Voltan, A.; Savio, E. Metrological performance of optical coordinate measuring machines under industrial conditions. CIRP Ann. Manuf. Technol. 2010, 59, 497–500. [Google Scholar] [CrossRef]
- Mehta, S.; Singh, R.A.; Mohata, Y.; Kiran, M.B. Measurement and Analysis of Tool Wear Using Vision System. In Proceedings of the IEEE 6th Intern. Conf. on Industrial Engineering and Applications (ICIEA), Tokyo, Japan, 12–15 April 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 45–49. [Google Scholar] [CrossRef]
- Mitutoyo. 2-D Color Vision Measuring System QUICK IMAGE Series. Available online: www.mitutoyo.com/webfoo/wp-content/uploads/0515-02-Quick_Image.pdf (accessed on 15 June 2024).
- Mitutoyo. Vision Measuring Machines. Available online: www.mitutoyo.com/Images/003/315/2152_QI_QIPAK.pdf (accessed on 15 June 2024).
- Mitutoyo. Vision Measuring Machines. Available online: www.mitutoyo.com/products/vision-measuring-machines/ (accessed on 15 June 2024).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Mo | W | V |
|---|---|---|---|---|---|---|---|---|
| 0.8–0.88 | max 0.45 | max 0.4 | max 0.03 | max 0.03 | 3.8–4.5 | 4.7–4.2 | 5.9–6.7 | 1.7–2.1 |
| Model | QI-A2010C | |
|---|---|---|
| Measurement mode | High-resolution mode/Normal mode | |
| View field | 32 × 24 mm | |
| Measuring range (X, Y axis) | 200 × 100 mm | |
| Travel range (Z axis) | 100 mm | |
| Accuracy | Measurement accuracy within the screen | High-resolution mode: ±5 µm/Normal mode: ±8 µm |
| Repeatability within the screen (±2 σ) | High-resolution mode: ±1 µm/Normal mode: ±2 µm | |
| Measurement accuracy | ±(5 + 0.08 L) µm L: measuring length, mm | |
| Imaging device | 3M pixel, Colour camera | |
| Optical system | Magnific. (Telecentric Optical System) | 0.2× |
| Working distance | 90 mm | |
| Depth of focus | High-resolution mode: ±0.6 mm/Normal mode: ±11 mm | |
| Illumination | Transmitted light: Green LED telecentric illumination; Coaxial Light: White LED; Ring light: quadrant white LED | |
| Average Values of Worn Edge Displacement SVav, μm | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Knife No. | NN101 | NN102 | NN103 | NN104 | NN105 | NN106 | NN107 | NN108 | NN109 | NN110 | NN111 | NN112 |
| Results from contact profilometer | 21.2 | 29.8 | 29.7 | 43.2 | 18.2 | 19.5 | 30.5 | 13.5 | 30.7 | 32.8 | 32.7 | 19.3 |
| Results from OCMM | 20.9 | 25.7 | 28.5 | 43.9 | 16.3 | 18.4 | 29.9 | 14.5 | 32.1 | 30.8 | 30.8 | 20.2 |
| Result difference (absolute value) | 0.3 | 4.1 | 1.2 | 0.7 | 1.9 | 1.1 | 0.6 | 1.0 | 1.4 | 2.0 | 1.9 | 0.9 |
| Wear Area of Cutting Edge Planer Knives Aw, mm2 | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Knife No. | NN101 | NN102 | NN103 | NN104 | NN105 | NN106 | NN107 | NN108 | NN109 | NN110 | NN111 | NN112 |
| Results from contact profilometer | 1.317 | 1.967 | 2.049 | 2.811 | 1.189 | 1.277 | 4.546 | 1.986 | 4.483 | 4.875 | 4.823 | 2.880 |
| Results from OCMM | 1.328 | 1.661 | 1.845 | 2.856 | 1.100 | 1.236 | 4.448 | 2.198 | 4.823 | 4.688 | 4.695 | 3.054 |
| Result difference (absolute value) | 0.011 | 0.306 | 0.204 | 0.045 | 0.089 | 0.041 | 0.098 | 0.212 | 0.340 | 0.187 | 0.128 | 0.174 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rzepka, M.; Łukianowicz, C.; Zawadka, W.; Rokosz, K.; Nadolny, K. Suitability Study of Optical Coordinate Measuring Machine for Quality Assessment and Wear Phenomena Identification of Blade Edge and Surface of Planer Technical Knives. Materials 2024, 17, 4018. https://doi.org/10.3390/ma17164018
Rzepka M, Łukianowicz C, Zawadka W, Rokosz K, Nadolny K. Suitability Study of Optical Coordinate Measuring Machine for Quality Assessment and Wear Phenomena Identification of Blade Edge and Surface of Planer Technical Knives. Materials. 2024; 17(16):4018. https://doi.org/10.3390/ma17164018
Chicago/Turabian StyleRzepka, Magdalena, Czesław Łukianowicz, Wojciech Zawadka, Krzysztof Rokosz, and Krzysztof Nadolny. 2024. "Suitability Study of Optical Coordinate Measuring Machine for Quality Assessment and Wear Phenomena Identification of Blade Edge and Surface of Planer Technical Knives" Materials 17, no. 16: 4018. https://doi.org/10.3390/ma17164018
APA StyleRzepka, M., Łukianowicz, C., Zawadka, W., Rokosz, K., & Nadolny, K. (2024). Suitability Study of Optical Coordinate Measuring Machine for Quality Assessment and Wear Phenomena Identification of Blade Edge and Surface of Planer Technical Knives. Materials, 17(16), 4018. https://doi.org/10.3390/ma17164018