
Enhancing High-Alloy Steel Cutting with Abrasive Water Injection Jet (AWIJ) Technology: An Approach Using the Response Surface Methodology (RSM)


Abstract
:1. Introduction
2. Materials and Methods
2.1. Target Material
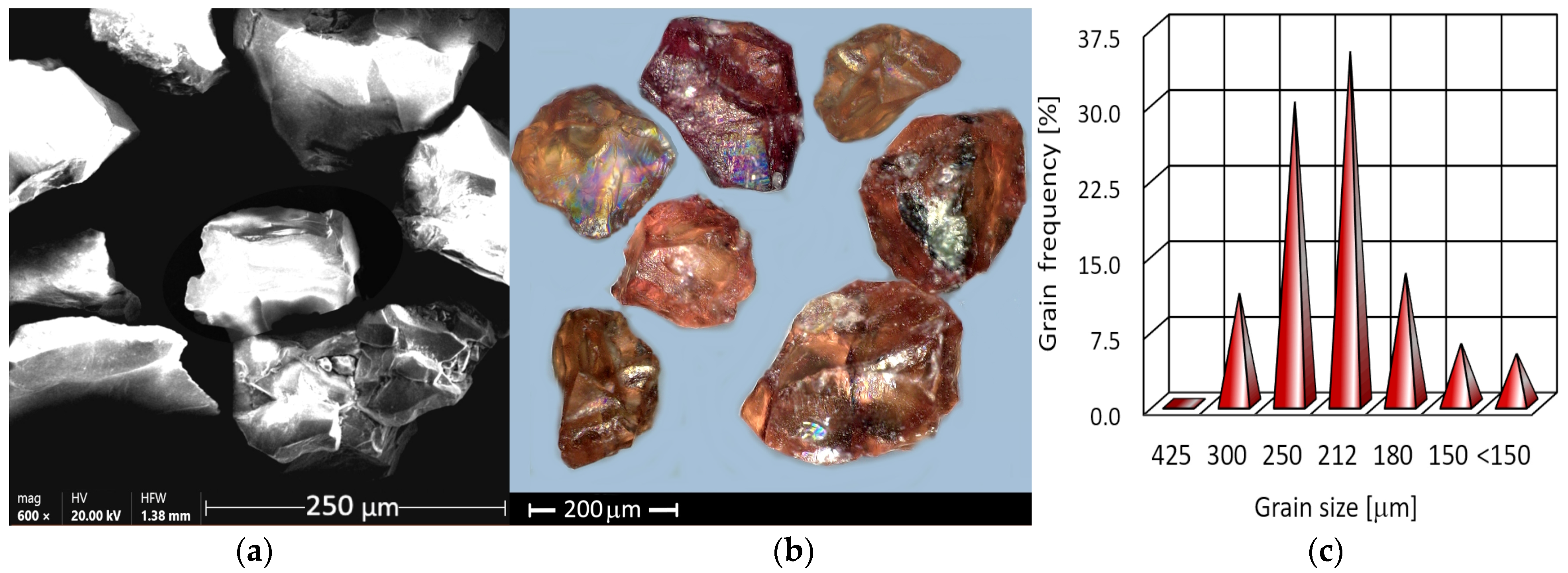
2.2. Abrasive Material
2.3. Test Rig and Cutting Method
- Pressure: 360–400 MPa;
- Traverse speed: 50–250 mm/min;
- Abrasive flow: 250–450 g/min;
- Abrasive almandine garnet 80 Mesh;
- Water nozzle internal diameter: 0.30 mm;
- Focusing tube internal diameter: 0.76 mm;
- Stand-off distance: 4 mm.
2.4. Response Surface Methodology (RSM)
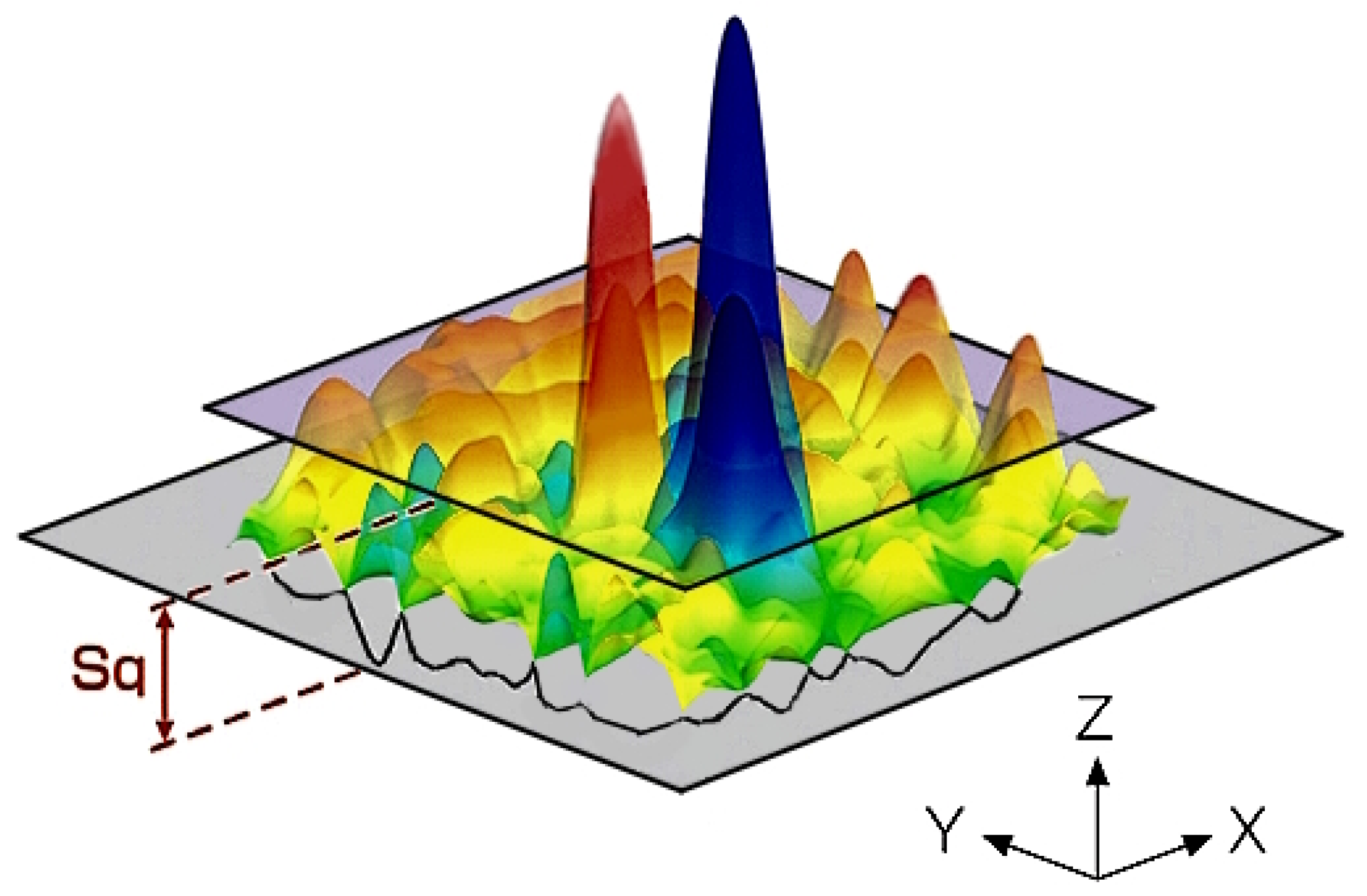
2.5. Cut Kerf Roughness
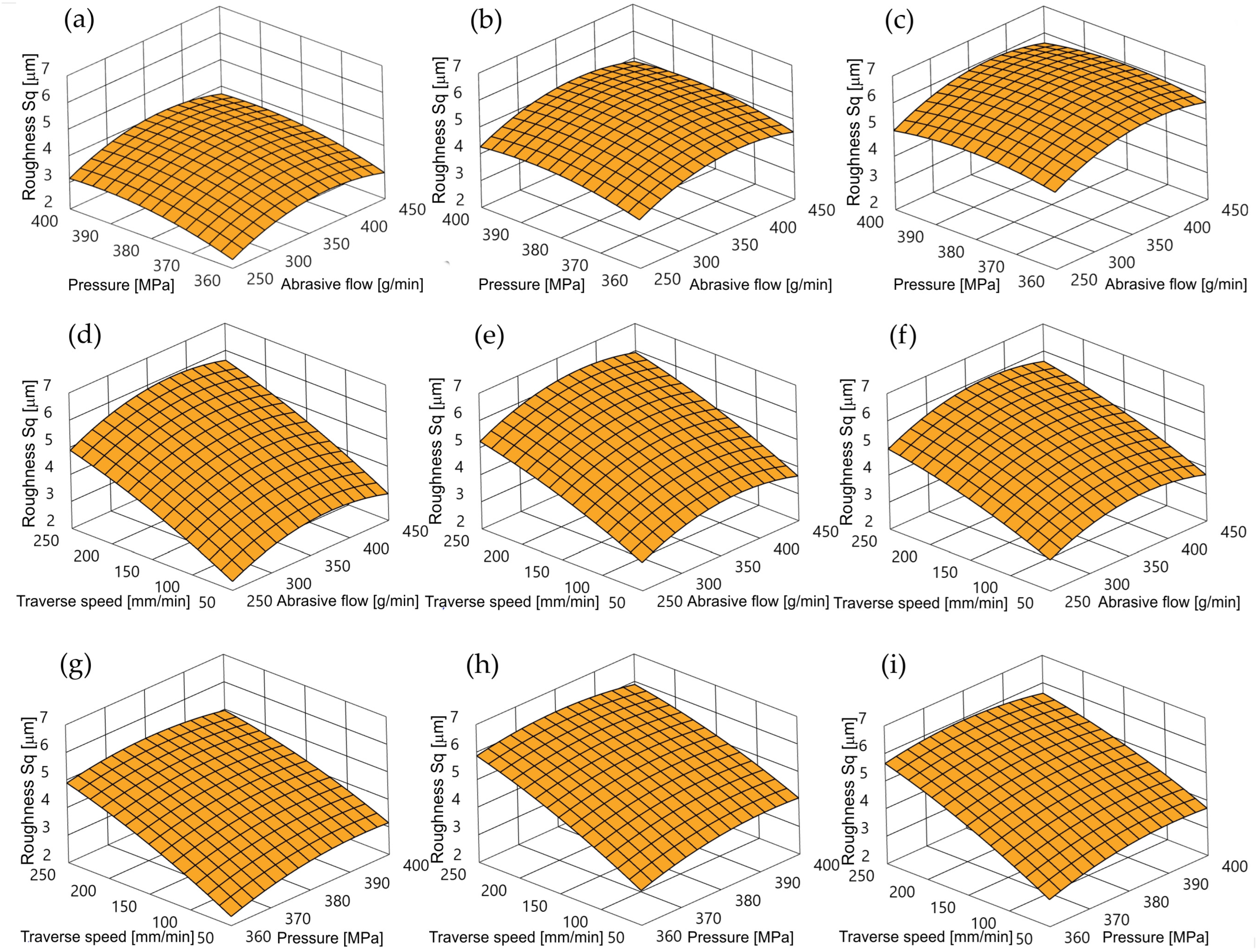
3. Results and Discussion
4. Conclusions
- Traverse speed has a significant impact on surface roughness;
- Abrasive flow has a second important impact on surface roughness;
- In the whole investigation scope of control factors, the best roughness of the cut surface was noticed for traverse speed near 50 mm/min, 250 g/min abrasive flow, and 400 MPa pressure;
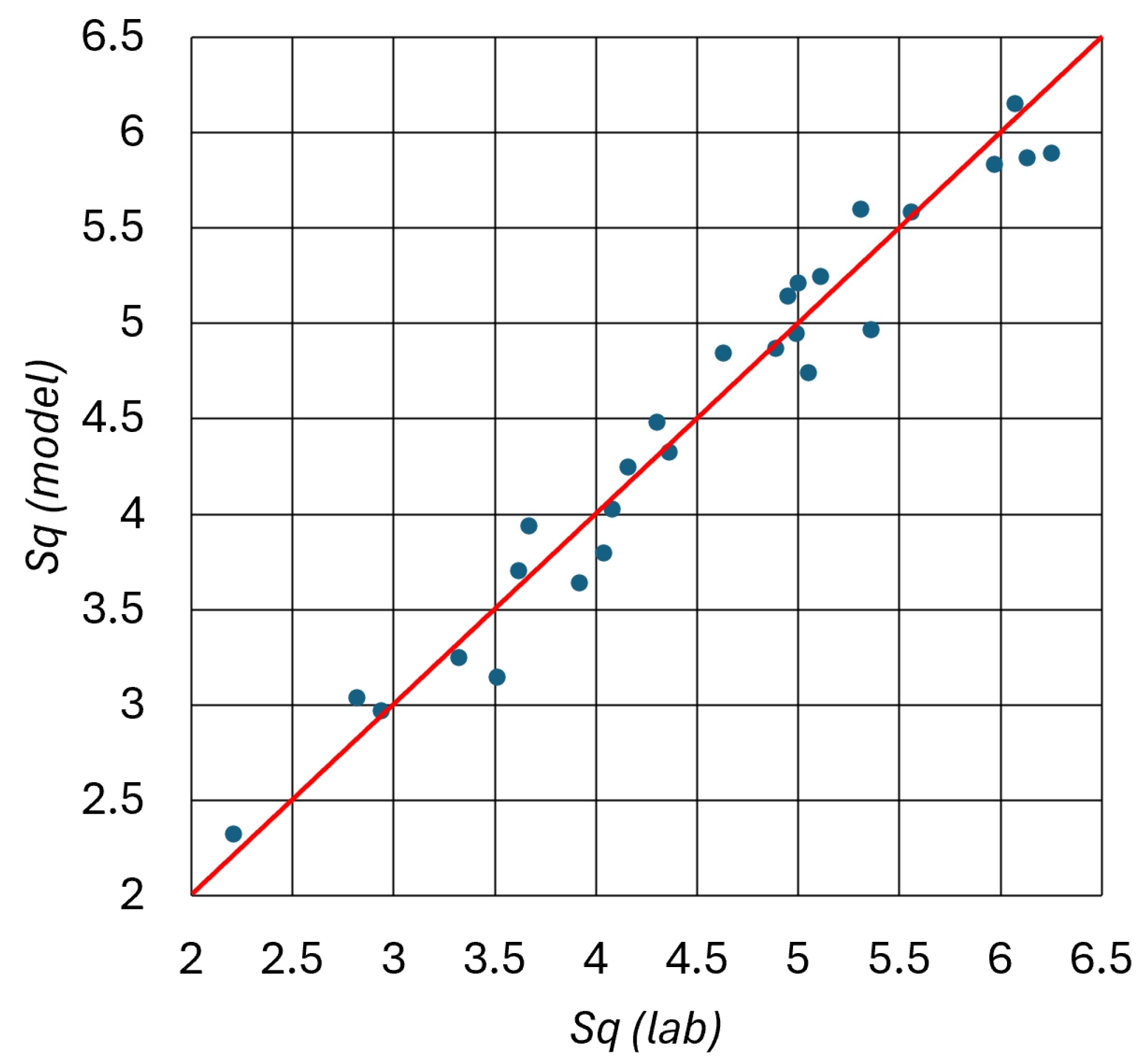
- The R2-(squared) factor indicates how well the model fits the experimental data; it represents the proportion of response variance described by the model, and it is over 96.1% in this case;
- A good model fit is also confirmed by the Radj2 value of 94.03%. Radj2 is adjusted for the ratio of the number of predictors in the model to the number of tests;
- Multicollinearity was not detected for the model’s regression coefficients.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A. Modeling of High Pressure Abrasive Water Jet Cutting of Marble. Facta Univ. Ser. Mech. Eng. 2022, 20, 145–156. [Google Scholar] [CrossRef]
- Sutowska, M.; Kapłonek, W.; Pimenov, D.Y.; Gupta, M.K.; Mia, M.; Sharma, S. Influence of Variable Radius of Cutting Head Trajectory on Quality of Cutting Kerf in the Abrasive Water Jet Process for Soda–Lime Glass. Materials 2020, 13, 4277. [Google Scholar] [CrossRef]
- Radomska-Zalas, A.; Perec, A.; Fajdek-Bieda, A. IT Support for Optimisation of Abrasive Water Cutting Process Using the TOPSIS Method. IOP Conf. Ser. Mater. Sci. Eng. 2019, 710, 012008. [Google Scholar] [CrossRef]
- Kawecka, E. The Whale Optimization Algorithm in Abrasive Water Jet Machining of Tool Steel. Procedia Comput. Sci. 2023, 225, 1037–1044. [Google Scholar] [CrossRef]
- Hlaváček, P.; Sitek, L.; Klichová, D.; Bodnárová, L. Effects of Abrasives During Accelerated Simulation of Mechanical Corrosion of Cement Composites Using Abrasive Water Flow. APP 2019, 22, 31–37. [Google Scholar] [CrossRef]
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A.; Pude, F. Process Optimization by Applying the Response Surface Methodology (RSM) to the Abrasive Suspension Water Jet Cutting of Phenolic Composites. Facta Univ. Ser. Mech. Eng. 2023, 21, 575–589. [Google Scholar] [CrossRef]
- Szatkiewicz, T.; Perec, A.; Radomska-Zalas, A.; Banaszek, K.; Balasz, B. Preliminary Studies into Cutting of a Novel Two Component 3D-Printed Stainless Steel–Polymer Composite Material by Abrasive Water Jet. Materials 2023, 16, 1170. [Google Scholar] [CrossRef] [PubMed]
- Hloch, S.; Hlaváček, P.; Vasilko, K.; Cárach, J.; Samardžić, I.; Kozak, D.; Hlavatý, I.; Scucka, J.; Klich, J.; Klichova, D. Abrasive Waterjet (AWJ) Titanium Tangential Turning Evaluation. Metalurgija 2014, 53, 537–540. [Google Scholar]
- Radomska-Zalas, A. Experimental Research on the Use of a Selected Multi-Criteria Method for the Cutting of Titanium Alloy with an Abrasive Water Jet. Materials 2023, 16, 5405. [Google Scholar] [CrossRef] [PubMed]
- Uthayakumar, M.; Khan, M.A.; Kumaran, S.T.; Slota, A.; Zajac, J. Machinability of Nickel-Based Superalloy by Abrasive Water Jet Machining. Mater. Manuf. Process. 2016, 31, 1733–1739. [Google Scholar] [CrossRef]
- Honl, M.; Rentzsch, R.; Schwieger, K.; Carrero, V.; Dierk, O.; Dries, S.; Louis, H.; Pude, F.; Bishop, N.; Hille, E.; et al. The Water Jet as a New Tool for Endoprosthesis Revision Surgery—An in Vitro Study on Human Bone and Bone Cement. Bio-Med. Mater. Eng. 2003, 13, 317–325. [Google Scholar]
- Nag, A.; Hloch, S.; Dixit, A.R.; Pude, F. Utilization of Ultrasonically Forced Pulsating Water Jet Decaying for Bone Cement Removal. Int. J. Adv. Manuf. Technol. 2020, 110, 829–840. [Google Scholar] [CrossRef]
- Kasperowicz, M.B.; Chomka, G.P.; Bil, T. Determination of Supply Pressure during Cutting Fish Using High-Pressure Water Stream Taking into Account the Cutting Place and Diameter of the Water Nozzle. Int. J. Food Eng. 2019, 16, 20180395. [Google Scholar] [CrossRef]
- Perec, A.; Trieb, F.; Pude, F. Some Investigations into 1000 MPa Pure Waterjet Cutting. In Advances in Water Jetting; Klichová, D., Sitek, L., Hloch, S., Valentinčič, J., Eds.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2021; pp. 155–163. [Google Scholar] [CrossRef]
- Radomska-Zalas, A. Multi-Criteria Methods in the Optimization of the Abrasive Waterjet Cutting Process. In AIP Conference Proceedings; AIP Publishing: Melville, NY, USA, 2024. [Google Scholar] [CrossRef]
- Perec, A.; Pude, F.; Stirnimann, J.; Wegener, K. Feasibility Study on the Use of Fractal Analysis for Evaluating the Surface Quality Generated by Waterjet. Teh. Vjesn. 2015, 22, 879–883. [Google Scholar] [CrossRef]
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A.; Kawecka, E. Efficiency of Tool Steel Cutting by Water Jet with Recycled Abrasive Materials. Materials 2022, 15, 3978. [Google Scholar] [CrossRef] [PubMed]
- Aydin, G. Performance of Recycling Abrasives in Rock Cutting by Abrasive Water Jet. J. Cent. South Univ. 2015, 22, 1055–1061. [Google Scholar] [CrossRef]
- Kukielka, L.; Kustra, J.; Kukielka, K. Numerical Analysis of States of Strain and Stress of Material during Machining with a Single Abrasive Grain. WIT Trans. Eng. 2005, 49, 57–66. [Google Scholar]
- Perec, A. Research into the Disintegration of Abrasive Materials in the Abrasive Water Jet Machining Process. Materials 2021, 14, 3940. [Google Scholar] [CrossRef]
- Kukielka, L.; Kustra, J. Numerical Analysis of Thermal Phenomena and Deformations in Processing Zone in the Centerless Continuous Grinding Process. Surf. Treat. VI Comput. Methods Exp. Meas. Surf. Treat. Eff. 2003, 7, 109–118. [Google Scholar]
- Madić, M.; Jovanović, D.; Janković, P. Fiber Laser Cutting Technology: Pilot Case Study in Mild Steel Cutting. Spectr. Mech. Eng. Oper. Res. 2024, 1, 1–9. [Google Scholar] [CrossRef]
- Chaouch, F.; Ben Khalifa, A.; Zitoune, R.; Zidi, M. Modeling and Multi-Objective Optimization of Abrasive Water Jet Machining Process of Composite Laminates Using a Hybrid Approach Based on Neural Networks and Metaheuristic Algorithm. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2023, 238, 09544054231191816. [Google Scholar] [CrossRef]
- Perec, A.; Musial, W. Multiple Criteria Optimization of Abrasive Water Jet Cutting Using Entropy-VIKOR Approach. In Advances in Manufacturing Engineering and Materials II; Hloch, S., Klichová, D., Pude, F., Krolczyk, G.M., Chattopadhyaya, S., Eds.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2021; pp. 50–62. [Google Scholar] [CrossRef]
- Kacalak, W.; Lipiński, D.; Bałasz, B.; Rypina, Ł.; Tandecka, K.; Szafraniec, F. Performance Evaluation of the Grinding Wheel with Aggregates of Grains in Grinding of Ti-6Al-4V Titanium Alloy. Int. J. Adv. Manuf. Technol. 2018, 94, 301–314. [Google Scholar] [CrossRef]
- Kacalak, W.; Lipiński, D.; Różański, R.; Królczyk, G.M. Assessment of the Classification Ability of Parameters Characterizing Surface Topography Formed in Manufacturing and Operation Processes. Measurement 2021, 170, 108715. [Google Scholar] [CrossRef]
- Fajdek-Bieda, A.; Perec, A.; Radomska-Zalas, A. Orthogonal Array Approach Optimization of Catalytic Systems. Procedia Comput. Sci. 2021, 192, 4200–4207. [Google Scholar] [CrossRef]
- Radomska-Zalas, A. The AHP Method in the Optimization of the Epoxidation of Allylic Alcohols. Procedia Comput. Sci. 2022, 207, 456–464. [Google Scholar] [CrossRef]
- Radomska-Zalas, A.; Fajdek-Bieda, A. IT Support for the Optimization of the Epoxidation of Unsaturated Compounds on the Example of the TOPSIS Method. In Intelligent Decision Technologies; Czarnowski, I., Howlett, R.J., Jain, L.C., Eds.; Smart Innovation, Systems and Technologies; Springer: Singapore, 2021; Volume 238, pp. 297–307. [Google Scholar] [CrossRef]
- Biskup, C.; Louis, H.; Pude, F.; Kirsch, L.; Schmolke, S. Machining of Bony Interference Screws by Means of an Abrasive Waterjet. In Advances and Future Needs, Proceedings of the 17th International Conference on WATER JETTING, Mainz, Germany, 7–9 September 2004; BHR Group Limited The Fluid Engineering Centre: Cranfield, UK, 2004; pp. 231–244. [Google Scholar]
- Podhajecki, J.; Kawecka, E. The Optimization Methods for the Thickness of the Layer Estimation Using Reflected Waves. Procedia Comput. Sci. 2022, 207, 1105–1112. [Google Scholar] [CrossRef]
- Krajewski, M.; Kawecka, E.; Sienkowski, S. Properties of Selected Frequency Estimation Algorithms in Accurate Sinusoidal Voltage Measurements. Electrotech. Rev. 2018, 1, 54–57. (In Polish) [Google Scholar] [CrossRef]
- Sisodia, V.; Gupta, S.K.; Salunkhe, S.; Murali, A.P.; Kumar, S. An Experimental Investigation on Machining of Hardened AISI 440C Stainless Steel Using Abrasive Water Jet Machining Process. J. Mater. Eng. Perform. 2024, 33, 961–977. [Google Scholar] [CrossRef]
- Mahalingam, S.; Kuppusamy, B.; Natarajan, Y. Multi-Objective Soft Computing Approaches to Evaluate the Performance of Abrasive Water Jet Drilling Parameters on Die Steel. Arab. J. Sci. Eng. 2021, 46, 7893–7907. [Google Scholar] [CrossRef]
- Hlaváčová, I.M.; Sadílek, M.; Váňová, P.; Szumilo, Š.; Tyč, M. Influence of Steel Structure on Machinability by Abrasive Water Jet. Materials 2020, 13, 4424. [Google Scholar] [CrossRef]
- Miao, X.; Wu, M. Modeling of Cutting of Stainless Steel AISI 304 by Abrasive Water Jet. Mater. Res. Express 2020, 7, 086507. [Google Scholar] [CrossRef]
- Kant, R.; Dhami, S.S. Multi-Response Optimization of Parameters Using GRA for Abrasive Water Jet Machining of EN31 Steel. Mater. Today Proc. 2021, 47, 6141–6146. [Google Scholar] [CrossRef]
- Akkurt, A. The Effect of Material Type and Plate Thickness on Drilling Time of Abrasive Water Jet Drilling Process. Mater. Des. 2009, 30, 810–815. [Google Scholar] [CrossRef]
- Akkurt, A. The Cutting Front Side Geometry in The Applications of D3 Cold Work Tool Steel Material Via Abrasive Water Jet. Gazi Univ. J. Sci. 2013, 26, 225–239. [Google Scholar]
- Arun, M.; Sathishkumar, N.; Arunkumar, N.; Jose, J.J.; Fathah, I.A.; Kumar, K.N. Process Parameters Optimization in Machining of Duplex 2205 Stainless Steel Alloy Using AWJM Technique. Mater. Today Proc. 2021, 46, 1390–1395. [Google Scholar] [CrossRef]
- Doreswamy, D. Machining of D2 Heat Treated Steel Using Abrasive Water Jet: The Effect of Standoff Distance and Feed Rate on Kerf Width and Surface Roughness. Int. J. Res. Eng. Technol. 2014, 3, 417–421. [Google Scholar] [CrossRef]
- Hlaváč, L.M. Revised Model of Abrasive Water Jet Cutting for Industrial Use. Materials 2021, 14, 4032. [Google Scholar] [CrossRef]
- Prazmo, J.; Sobczak, R.; Perec, A. Abrasive Grain Disintegration during High-Pressure Abrasive Water Jet Cutting in the Abrasive Reuse Aspect. In Conference on Water Jetting Technology: Water Jet 2017—Research, Development, Application; Ústav Geoniky AV ČR, v.v.i.: Ostrava, Czechia, 2017; pp. 137–150. ISBN 978-80-86407-71-5. [Google Scholar]
- Gent, M.; Menéndez, M.; Torno, S.; Schenk, A. Orientative Deformation Mode Cutting Results of Some Alternative Abrasives for Applications in Abrasive Waterjet Cutting. In Proceedings of the 19th International Conference on Water Jet, Nottingham, UK, 15–17 October 2008; pp. 289–303. [Google Scholar]
- Gent, M.; Menéndez, M.; Torno, S.; Toraño, J.; Schenk, A. Experimental Evaluation of the Physical Properties Required of Abrasives for Optimizing Waterjet Cutting of Ductile Materials. Wear 2012, 284–285, 43–51. [Google Scholar] [CrossRef]
- BS EN 10269:2013; Steels and Nickel Alloys for Fasteners with Specified Elevated and/or Low Temperature Properties. British Standards Institution: London, UK, 2013.
- Kawecka, E.; Perec, A.; Radomska-Zalas, A. Use of the Simple Multicriteria Decision-Making (MCDM) Method for Optimization of the High-Alloy Steel Cutting Process by the Abrasive Water Jet. Spectr. Mech. Eng. Oper. Res. 2024, 1, 111–120. [Google Scholar] [CrossRef]
- Poloprudský, J.; Chlupová, A.; Kruml, T.; Hloch, S.; Hlaváček, P.; Foldyna, J. Effect of Standoff Distance on the Erosion of Various Materials. In Advances in Water Jetting; Lecture Notes in Mechanical Engineering; Klichová, D., Sitek, L., Hloch, S., Valentinčič, J., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 164–171. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content | Cr | Mo | W | Mn | Ni | V | C | Si | S | P |
|---|---|---|---|---|---|---|---|---|---|---|
| Min. [%] | 11.0 | 0.8 | <0.6 | 0.30 | 0.3 | 0.25 | 0.20 | 0.10 | <0.03 | <0.03 |
| Max. [%] | 12.5 | 1.2 | 0.80 | 0.80 | 0.35 | 0.26 | 0.50 |
| QT Variant | 0.2% Proof Strength Rp0.2 [MPa] | Tensile Strength Rm [MPa] | Impact Energy KV [J] |
|---|---|---|---|
| QT1 | 600 | 800–950 | 27 |
| QT2 | 700 | 900–1050 | 20 |
| Characteristic | Description |
|---|---|
| Mineral Composition | The chemical formula is Fe3Al2(SiO4)3. |
| Color | Almandine is typically deep red, brownish-red, or purplish red. Its red hue is caused by the presence of iron in its chemical structure. |
| Hardness | On the Mohs scale of mineral hardness, garnets, including almandine, have a hardness of 6.5 to 7.5. This makes them durable gemstones, suitable for use in jewelry. |
| Transparency | Almandine is usually transparent to translucent, which means light can pass through it, but it might not be clear. |
| Luster | It has a vitreous to resinous luster when polished. |
| Crystal Structure | Almandine garnets belong to the isometric crystal system. They typically form dodecahedra or trapezohedron. |
| Occurrence | Garnets, including almandine, can be found in metamorphic and igneous rocks. They are often found in association with minerals like mica, feldspar, and quartz. |
| Uses | Almandine garnets are popular abrasive materials for sandpaper and especially for abrasive water jet cutting due to their unique composition of properties like hardness, density, and grain shape. |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | VIF |
|---|---|---|---|---|---|---|
| Model | 9 | 28.461 | 3.1623 | 46.48 | 46.48 | |
| Linear | 3 | 25.061 | 8.3536 | 122.79 | 122.79 | |
| Flow rate | 1 | 1.9405 | 1.9405 | 28.52 | 28.52 | 1.00 |
| Pressure | 1 | 0.7200 | 0.7200 | 10.58 | 10.58 | 1.00 |
| Traverse speed | 1 | 22.400 | 22.400 | 329.27 | 329.27 | 1.00 |
| Square | 3 | 2.9721 | 0.9907 | 14.56 | 14.56 | |
| Flow rate × Flow rate | 1 | 2.1720 | 2.1720 | 31.93 | 31.93 | 1.00 |
| Pressure × Pressure | 1 | 0.5521 | 0.5521 | 8.12 | 8.12 | 1.00 |
| Traverse speed × Traverse speed | 1 | 0.2481 | 0.2481 | 3.65 | 3.65 | 1.00 |
| Two-Way Interaction | 3 | 0.4275 | 0.1425 | 2.09 | 2.09 | |
| Flow rate × Pressure | 1 | 0.0056 | 0.0056 | 0.08 | 0.08 | 1.00 |
| Flow rate × Traverse speed | 1 | 0.0075 | 0.0075 | 0.11 | 0.11 | 1.00 |
| Pressure × Traverse speed | 1 | 0.4144 | 0.4144 | 6.09 | 6.09 | 1.00 |
| Error | 17 | 1.1565 | 0.0680 | |||
| Total | 26 | 29.617 |
| S | R2 | R(adj)2 | R(pred)2 |
|---|---|---|---|
| 0.260825 | 96.10% | 94.03% | 89.94% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Perec, A.; Kawecka, E.; Pude, F. Enhancing High-Alloy Steel Cutting with Abrasive Water Injection Jet (AWIJ) Technology: An Approach Using the Response Surface Methodology (RSM). Materials 2024, 17, 4020. https://doi.org/10.3390/ma17164020
Perec A, Kawecka E, Pude F. Enhancing High-Alloy Steel Cutting with Abrasive Water Injection Jet (AWIJ) Technology: An Approach Using the Response Surface Methodology (RSM). Materials. 2024; 17(16):4020. https://doi.org/10.3390/ma17164020
Chicago/Turabian StylePerec, Andrzej, Elzbieta Kawecka, and Frank Pude. 2024. "Enhancing High-Alloy Steel Cutting with Abrasive Water Injection Jet (AWIJ) Technology: An Approach Using the Response Surface Methodology (RSM)" Materials 17, no. 16: 4020. https://doi.org/10.3390/ma17164020