
Optimizing the Morphology and Solidification Behavior of Fe-Rich Phases in Eutectic Al-Si-Based Alloys with Different Fe Contents by Adding Mn Elements

Abstract
:
1. Introduction
2. Methods
2.1. Material Preparation
2.2. Measurement and Analysis Methods
2.3. Simulations and Calculations
3. Results
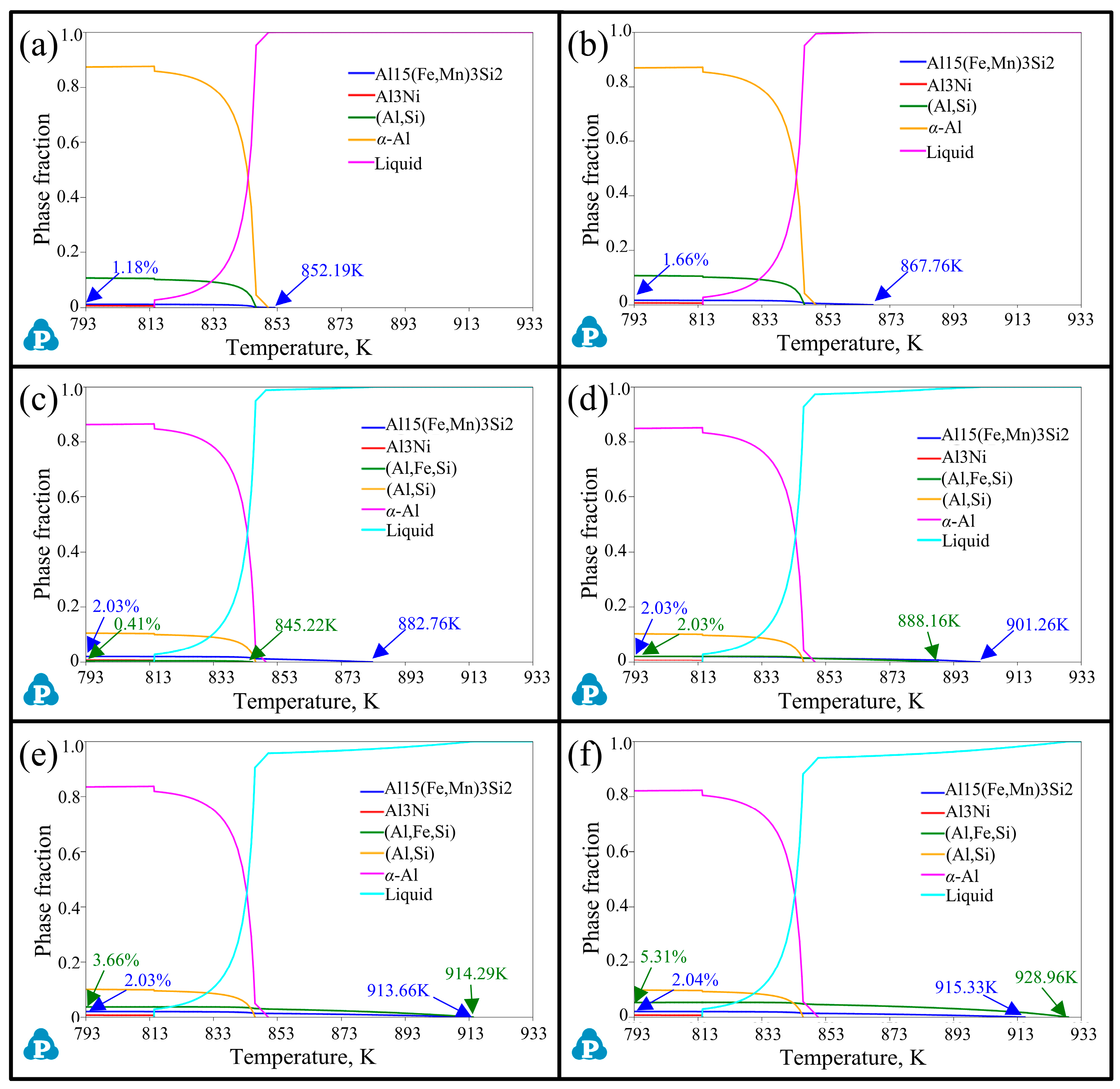
3.1. Changes of the Solidification Sequence of Al-12Si-1Cu-0.5Ni-xFe Alloys by Adding Mn Elements
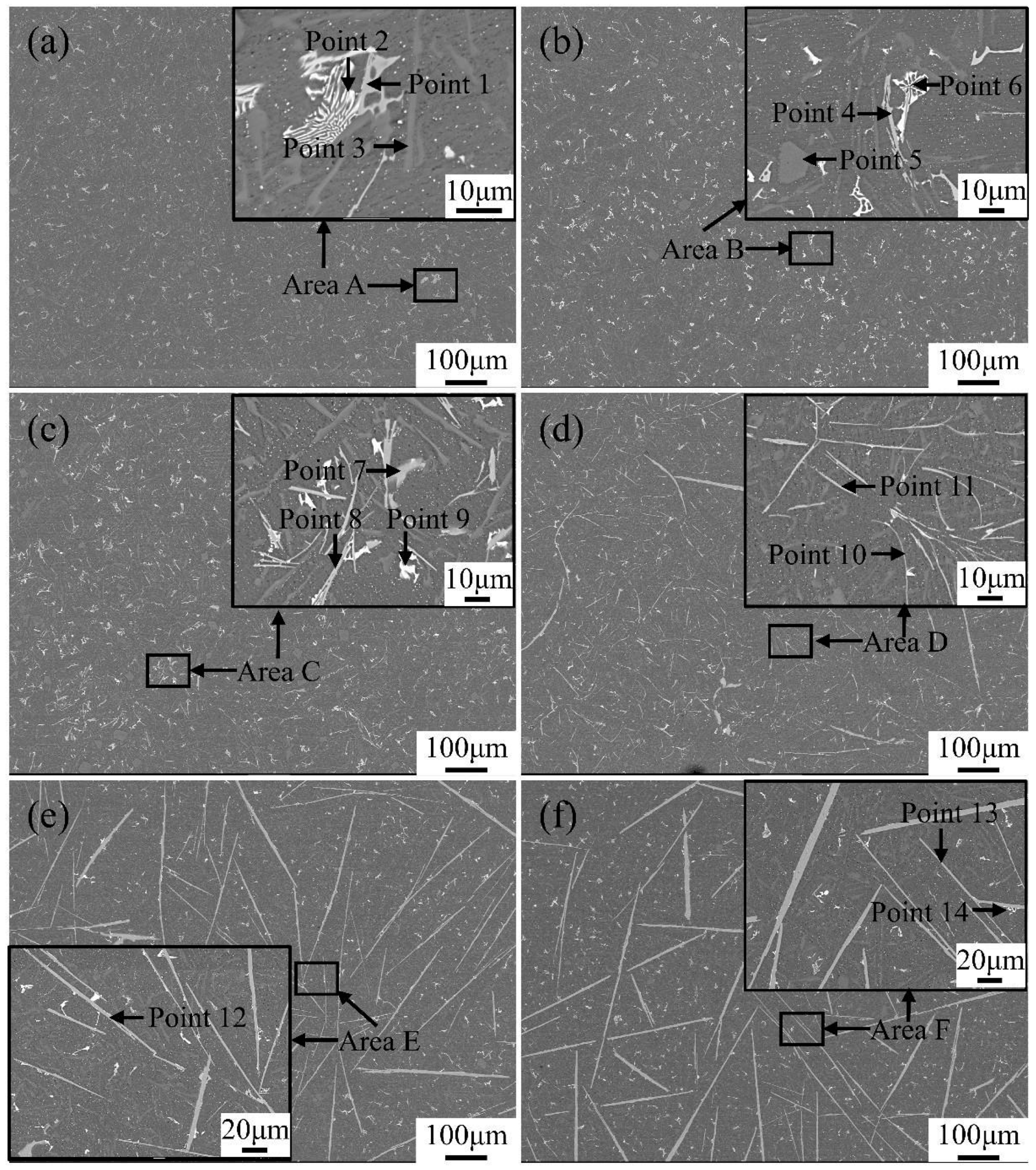
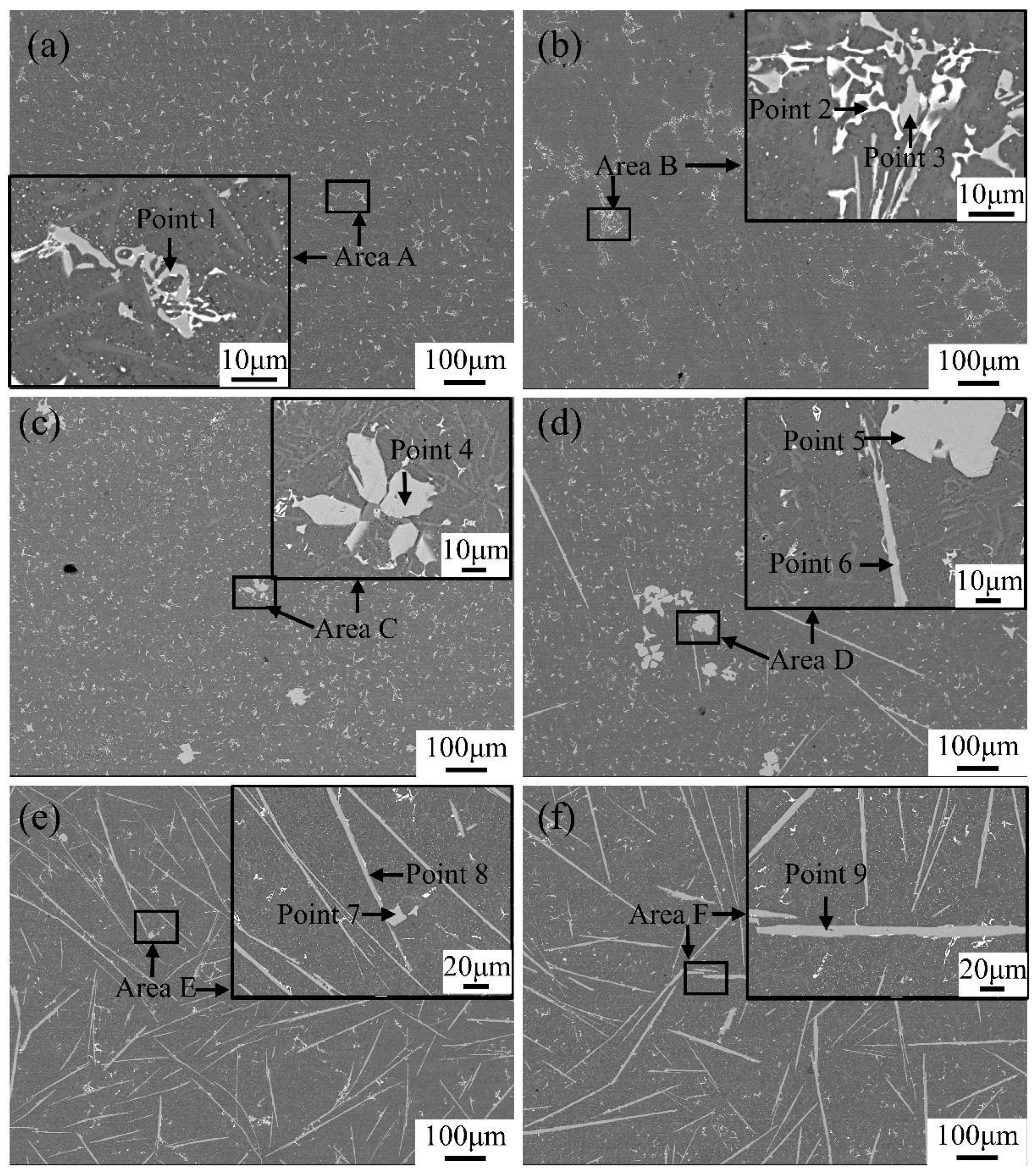
3.2. Microstructural Evolution of Al-12Si-1Cu-0.5Ni-xFe Alloys by Adding Mn Element
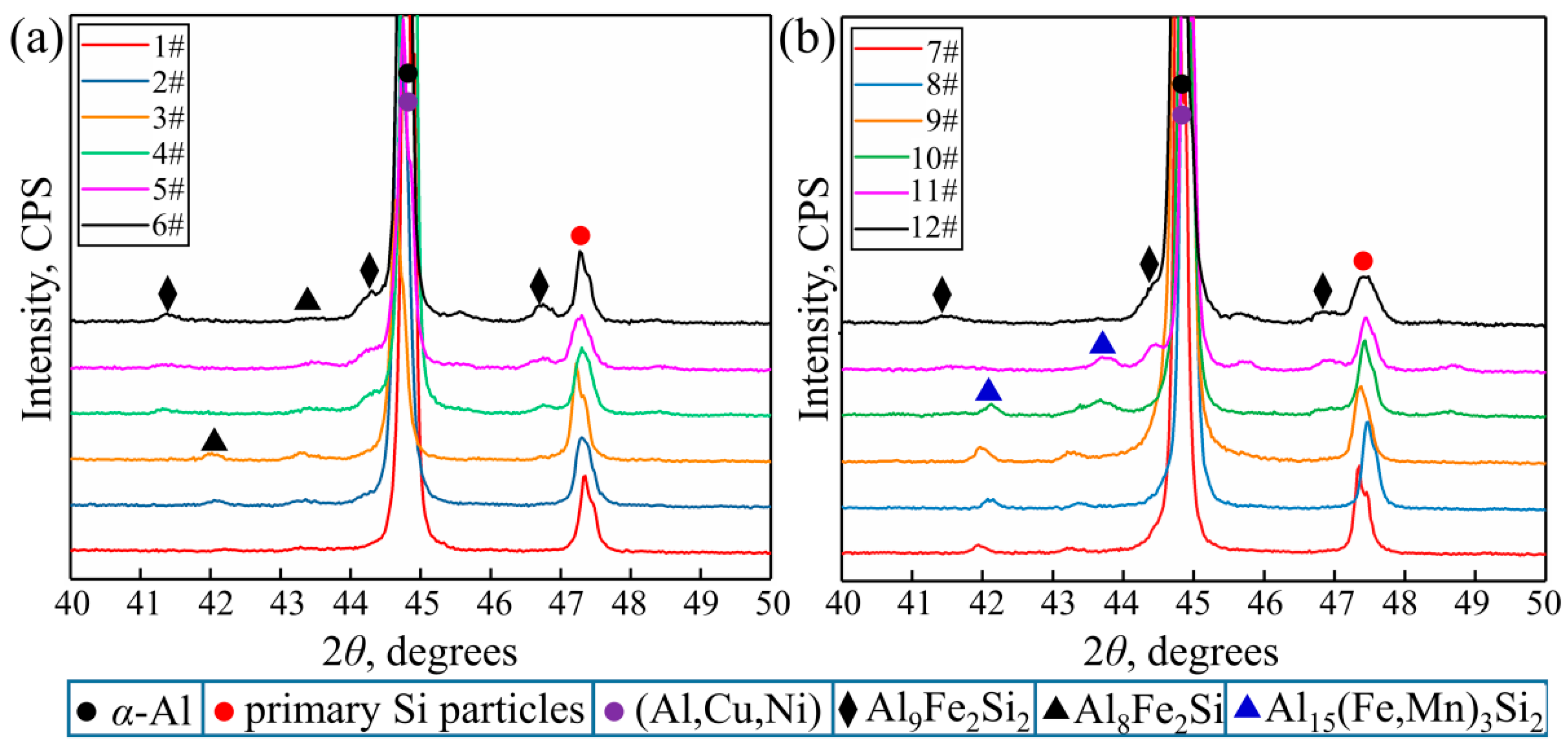
3.3. Changes in Morphology of Fe-Rich Phases in Al-12Si-1Cu-0.5Ni-xFe Alloys by Adding Mn Element
4. Discussion
4.1. The Perspective of Phase-Transition Reactions during the Solidification Process in Different Alloys
4.2. Perspective of Solute Diffusion for Solidification Behaviosr in Different Alloys
5. Conclusions
- (1)
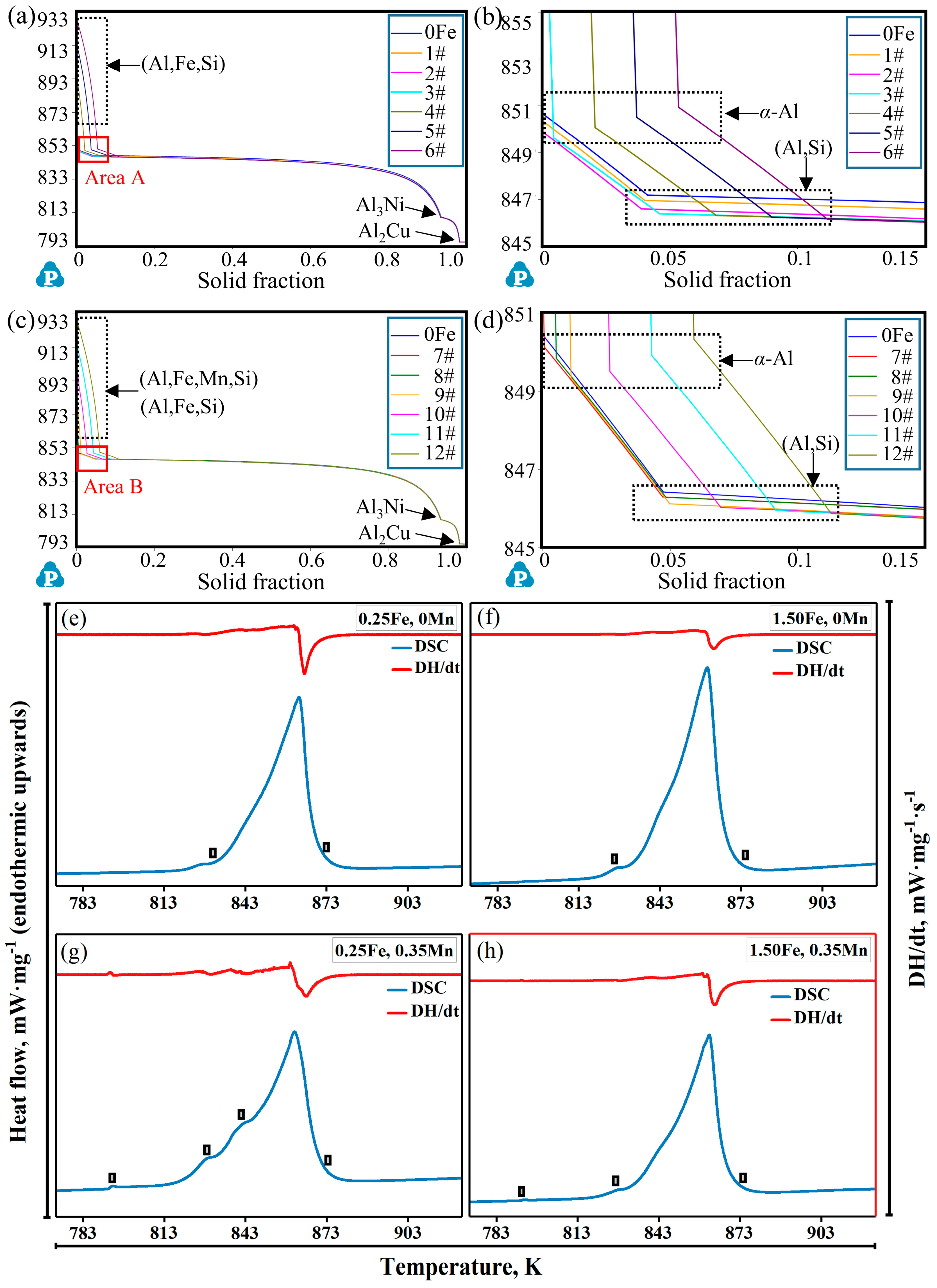
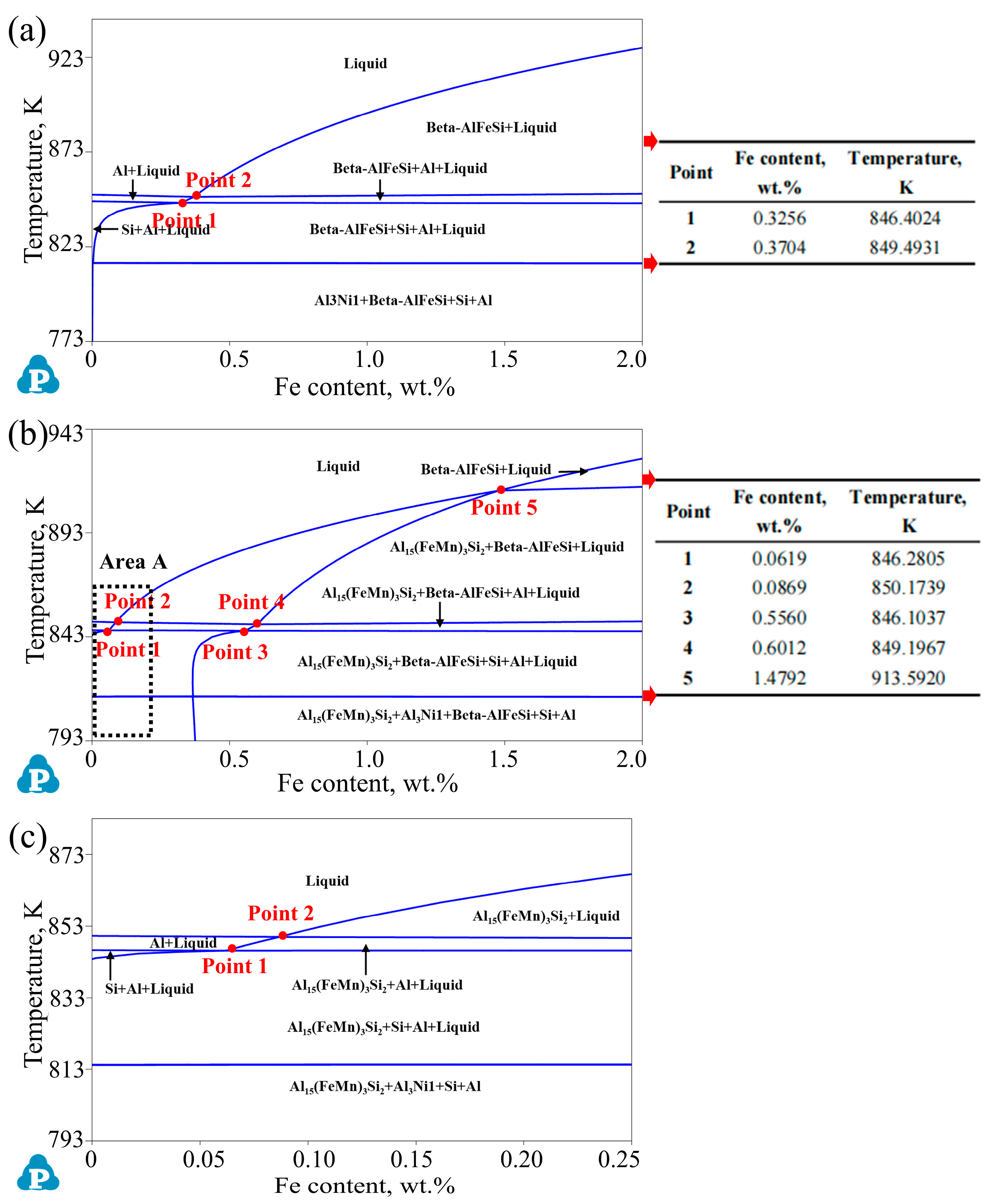
- The addition of Fe varies the phase-transition reactions and precipitation sequence and forms Fe-rich phases. In alloys with a lower Fe content than 0.25 wt.%, α-Al first precipitates, followed by α-Al8Fe2Si. Increasing the Fe content to above 0.37 wt.%, β-Al9Fe2Si2 preferentially forms with a larger phase fraction than α-Al8Fe2Si, as well as a higher precipitation temperature than α-Al. The addition of 0.35 wt.% Mn effectively transforms the Fe-rich phases to Al15(FeMn)3Si2, which is mainly α-Al15(FeMn)3Si2 with an atomic ratio of Fe and Mn 1:1 when the Fe content ranges from 0.09 wt.% to 0.60 wt.%. The threshold of the Fe content required for the preferential precipitation of β-Al15(FeMn)3Si2 with an atomic ratio of Fe and Mn of 5:1 can be increased to 1.48 wt.%.
- (2)
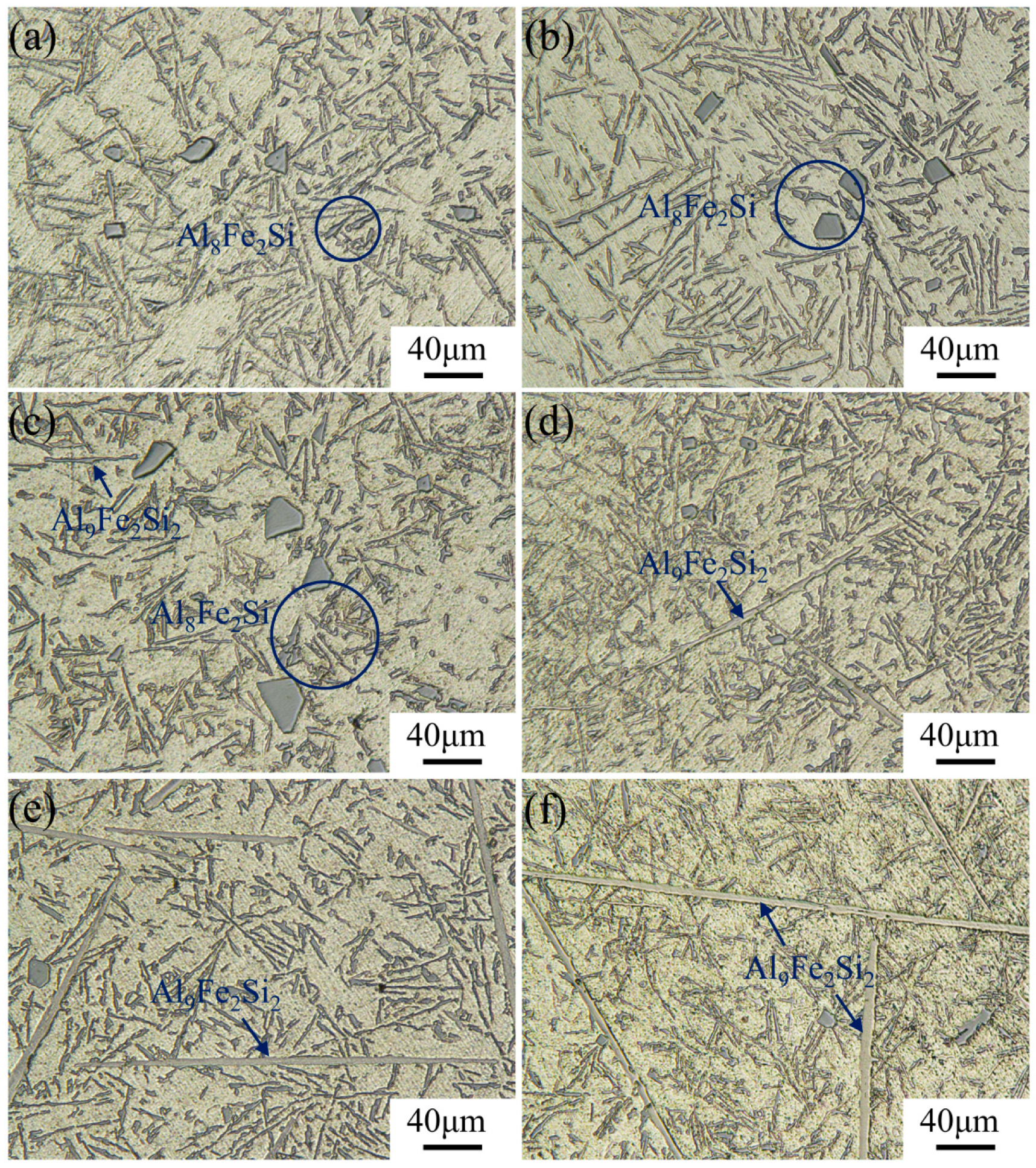
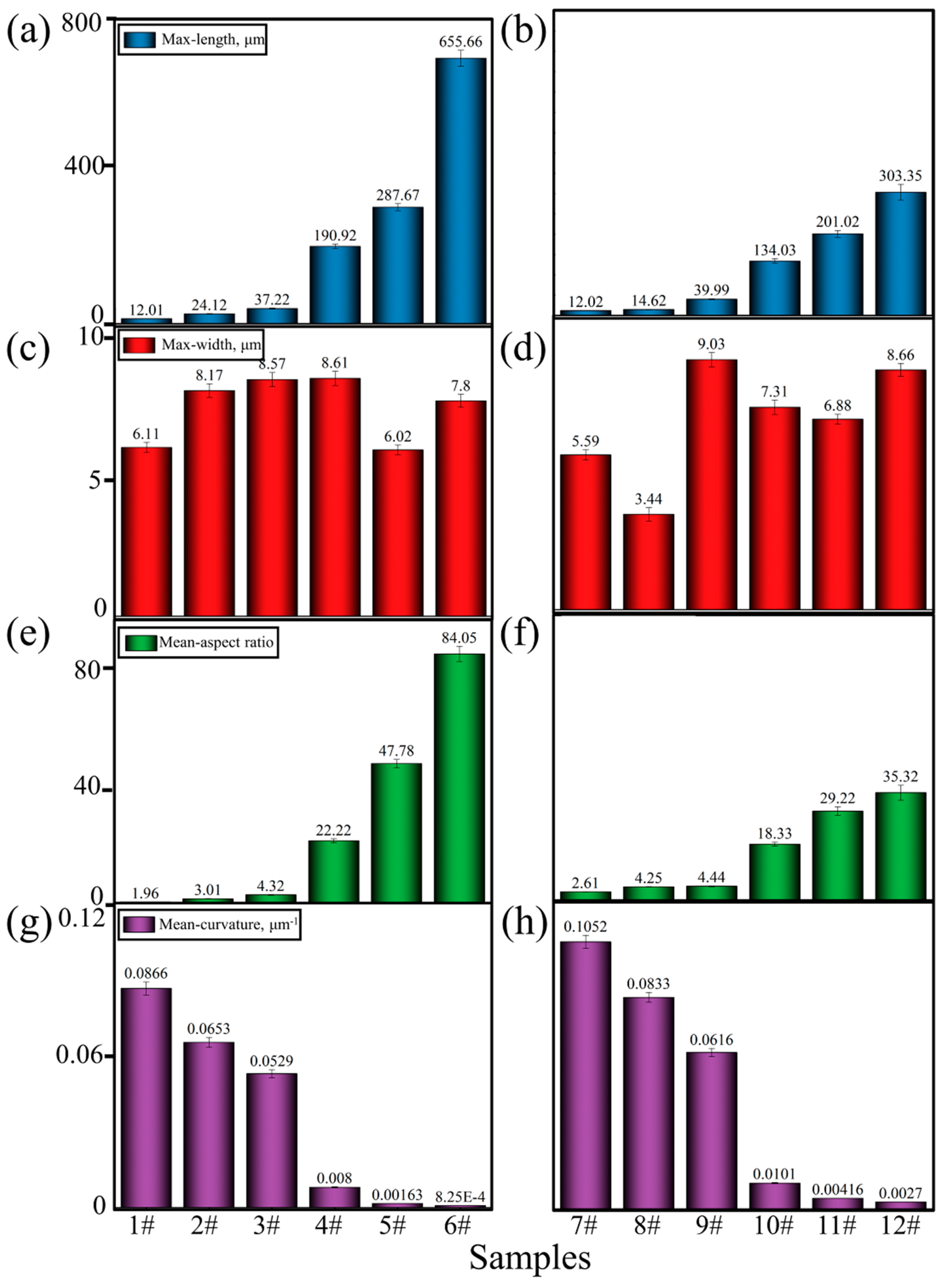
- In alloys without Mn, by increasing the Fe content, the morphology of the Fe-rich phase changes from a skeletal shape (0.1–0.25 wt.%) to a fibrous shape with curvatures (0.5 wt.%) and then to a needle-like (1.0 wt.%) and plate-like shape with no curvature (2.0 wt.%). The maximum length and mean aspect ratio increase from 12.01 μm to 655.66 μm and from 1.96 to 84.05, and the mean curvature decreases from 8.66 × 10−2 μm−1 to 8.25 × 10−4 μm−1. The addition of Mn makes the Fe-rich phases surface as a Chinese-character and petal shape when the Fe content is lower than 0.5 wt.%, while they transform to a broken and refined plate-like shape with a certain curvature in alloys whose Fe content increases to 2.0 wt.%. Ultimately, under the same Fe-content conditions, the maximum length and the aspect ratio can be effectively reduced to 46.2% and 42.0%, respectively, while the curvature can be noticeably increased by 3.27 times with the addition of Mn.
- (3)
- Mn can modify Fe-rich phases by changing the phase reactions and increasing the threshold of the Fe content required for the precipitation of the β-Fe-rich phases. Therefore, the formation and growth of β-Al15(FeMn)3Si2 can be effectively restricted simultaneously in time and space. Moreover, the enrichment of Mn atoms and the solute diffusion at the solidification front and the growth front of β-Al15(FeMn)3Si2, as well as the strong atomic binding ability, cause the growth direction of β-Al15(FeMn)3Si2 to deflect with a certain curvature. Additionally, the enriched Mn atoms quickly form a α-Al15(FeMn)3Si2 phase and cause the long β-Al15(FeMn)3Si2 phase to be broken and refined to reduce the damages to the performance and circularity of alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gao, T.; Li, Z.; Zhang, Y.; Qin, J.; Liu, X. Evolution of Fe–rich phases in Mg melt and a novel method for separating Al and Fe from Al–Si–Fe alloys. Mater. Des. 2017, 134, 71–80. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, Y.; Zhang, J.; Gu, X.; Qin, P.; Dai, N.; Li, X.; Kruth, J.; Zhang, L. Improved corrosion behavior of ultrafine–grained eutectic Al–12Si alloy produced by selective laser melting. Mater. Des. 2018, 146, 239–248. [Google Scholar] [CrossRef]
- Li, W.; Wu, Y.; Wu, Y.; Li, Y.; Ehti, A.; Liu, X. Duplex Nucleation and Its Effect on the Grain Size and Properties of Near Eutectic Al–Si Alloys. Materials 2022, 15, 2507. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.; Tian, Y.; Zheng, X.; Zhang, Y.; Chen, L.; Wang, J. Research Progress on Multi–Component Alloying and Heat Treatment of High Strength and Toughness Al–Si–Cu–Mg Cast Aluminum Alloys. Materials 2023, 16, 1065. [Google Scholar] [CrossRef] [PubMed]
- Zhou, C.; Tang, Z.; Kong, X.; Zhou, Y.; Liao, M.; Qian, J.; Liu, C.; Song, Y.; Liu, Z.; Fan, L.; et al. High–performance zero thermal expansion in Al metal matrix composites. Acta Mater. 2024, 275, 120076. [Google Scholar] [CrossRef]
- Nunes, H.; Emadinia, O.; Soares, R.; Vieira, M.F.; Reis, A. Adding Value to Secondary Aluminum Casting Alloys: A Review on Trends and Achievements. Adding Value to Secondary Aluminum Casting Alloys: A Review on Trends and Achievements. Materials 2023, 16, 895. [Google Scholar] [CrossRef] [PubMed]
- Balasubramani, N.; Moodispaw, M.; Luo, A. Controlling the Fe–intermetallic phases and mechanical properties of secondary Al–9Si–1Fe alloy with Cr and Mn additions. J. Mater. Sci. Technol. 2025, 206, 135–152. [Google Scholar] [CrossRef]
- Bidmeshki, C.; Abouei, V.; Saghafian, H.; Shabestari, S.; Noghani, M. Effect of Mn addition on Fe-rich intermetallics morphology and dry sliding wear investigation of hypereutectic Al-17.5%Si alloys. J. Mater. Res. Technol. 2016, 5, 250–258. [Google Scholar] [CrossRef]
- Puncreobutr, C.; Lee, P.; Kareh, K.; Connolley, T.; Fife, J.; Phillion, A. Influence of Fe–rich intermetallics on solidification defects in Al–Si–Cu alloys. Acta Mater. 2014, 68, 42–51. [Google Scholar] [CrossRef]
- Puncreobutr, C.; Phillion, A.; Fife, J.; Rockett, P.; Horsfield, A.; Lee, P. In situ quantification of the nucleation and growth of Fe–rich intermetallics during Al alloy solidification. Acta Mater. 2014, 79, 292–303. [Google Scholar] [CrossRef]
- Liu, C.; Jiao, X.; Nishat, H.; Akhtar, S.; Wiesner, S.; Guo, Z.; Xiong, S. Characteristics of Fe–rich intermetallics compounds and their influence on the cracking behavior of a newly developed highpressure die cast Al4Mg2Fe alloy. J. Alloys Compd. 2021, 854, 157121. [Google Scholar] [CrossRef]
- Zheng, H.; Jiang, Y.; Liu, F.; Zhao, H. Synergistic effect of externally solidified crystals and Fe–rich intermetallic on the fracture behavior of HPDC alloy. J. Mater. Res. Technol. 2023, 27, 2822–2832. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, D.; Wu, S.; Xie, S.; Wang, H.; Wang, M.; Zhang, W.; Sun, Z.; Ke, Y.; Wang, S.; et al. Influence of Fe–rich phases and precipitates on the mechanical behaviour of Al–Cu–Mn–Fe–Sc–Zr alloys studied by synchrotron X-ray and neutron. J. Mater. Res. Technol. 2023, 158, 226–241. [Google Scholar] [CrossRef]
- Yun, M.; Jung, I. Development of a rapid solidification model for additive manufacturing process and application to Al–Si alloy. Acta Mater. 2024, 265, 119638. [Google Scholar] [CrossRef]
- Shen, X.; Liu, S.; Wang, X.; Cui, C.; Gong, P.; Zhao, L.; Han, X.; Li, Z. Effect of Cooling Rate on the Microstructure Evolution and Mechanical Properties of Iron-Rich Al-Si Alloy. Materials 2022, 15, 411. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; He, C.; Li, Y.; Yu, L.; Zhao, X. Effects of ultrasonic assisted friction stir welding on flow behavior, microstructure and mechanical properties of 7N01-T4 aluminum alloy joints. J. Mater. Sci. Technol. 2020, 36, 13. [Google Scholar] [CrossRef]
- Luo, L.; Luo, L.; Ritchie, R.O.; Su, Y.; Wang, B.; Wang, L.; Chen, R.; Guo, J.; Fu, H. Optimizing the microstructures and mechanical properties of Al-Cu-based alloys with large solidification intervals by coupling travelling magnetic fields with sequential solidification. J. Mater. Sci. Technol. 2021, 61, 100–113. [Google Scholar] [CrossRef]
- Ning, W.; Zhang, W.; Zhao, Y. Phase–field simulation for evolution of iron–rich phase during solidification of Al–Si–Fe alloys. J. Mater. Res. Technol. 2024, 29, 5495–5506. [Google Scholar] [CrossRef]
- Zhao, Y.; Lin, B.; Song, D.; Zheng, D.; Sun, Z.; Xie, C.; Zhang, W. Effect of Compound Fields of Ultrasonic Vibration and Applied Pressure on the 3D Microstructure and Tensile Properties of Recycled Al–Cu–Mn–Fe–Si Alloys. Materials 2019, 12, 3904. [Google Scholar] [CrossRef]
- Luo, L.; Luo, L.; Su, Y.; Su, L.; Wang, L.; Chen, R.; Guo, J.; Fu, H. Reducing porosity and optimizing performance for Al–Cu–based alloys with large solidification intervals by coupling travelling magnetic fields with sequential solidification. J. Mater. Sci. Technol. 2021, 79, 1–14. [Google Scholar] [CrossRef]
- Wang, B.; Liu, X.; Wang, J.; Li, Q.; Liu, K.; Zhang, M. Uncovering the effects of Ce and superheat temperature on Fe-rich intermetallic and microporosity formation in aluminum alloy. Mater. Charact. 2022, 193, 112226. [Google Scholar] [CrossRef]
- Li, X.; Wang, X.; Saunders, M.; Suvorova, A.; Zhang, L.; Liu, Y.; Fang, M.; Huang, Z.; Sercombe, T. A selective laser melting and solution heat treatment refined Al–12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility. Acta Mater. 2015, 95, 74–82. [Google Scholar] [CrossRef]
- Li, Q.; Wang, C.; Wang, L.; Bi, Y.; Fang, Y.; Zhang, Y.; Zhu, M.; Li, W. Unveiling the homogenization microstructure evolution and its effect on cellular structure for Fe–rich Sm–Co–Fe–Cu–Zr magnets. J. Mater. Sci. Technol. 2024, 194, 142–150. [Google Scholar] [CrossRef]
- Li, Q.; Wang, J.; Liu, X.; Xue, C.; Wang, S.; Yang, X.; Tian, G.; Wu, X.; Miao, Y. Accelerating the dissolution and transformation of detrimental Fe-rich intermetallics in recycled Al-Mg-Si alloy by homogenization and hot deformation. Mater. Charact. 2024, 213, 114024. [Google Scholar] [CrossRef]
- Bjurenstedt, A.; Casari, D.; Seifeddine, S.; Mathiesen, R.; Dahle, A. In-situ study of morphology and growth of primary a-Al(FeMnCr)Si intermetallics in an Al-Si alloy. Acta Mater. 2017, 130, 1–9. [Google Scholar] [CrossRef]
- Wu, X.; Zhang, H.; Ma, Z.; Tao, T.; Gui, J.; Song, W.; Yang, B.; Zhang, H. Interactions between Fe-rich intermetallics and Mg-Si phase in Al–7SixMg alloys. J. Alloys Compd. 2019, 786, 205–214. [Google Scholar] [CrossRef]
- Liu, S.; Zhao, T.; Fu, J.; Zu, Q. Development of Inoculants for Aluminum Alloy: A Review. Materials 2023, 16, 5500. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.H.; Kuang, J.; Liu, G.; Sun, J. Effect of minor Sc and Fe co–addition on the microstructure and mechanical properties of Al-Cu alloys during homogenization treatment. J. Mater. Sci. Eng. A 2019, 746, 11–26. [Google Scholar] [CrossRef]
- Wang, B.; Wang, J.; Liu, X.; Li, Q.; Liu, X. Uncovering the effects of neutralizing elements (Co, Mn and Cr) on the Fe–rich intermetallic formation in Al–Si–Cu alloys. Mater. Sci. Eng. A 2022, 858, 144090. [Google Scholar] [CrossRef]
- Huang, Y.; Li, L.; Wen, J.; Liu, Y. Evolution behavior of Fe and Fe–rich phases in high–Fe concentration Al–Si–Mg alloy with Mn, Cr, and Co alloyed. Mater. Today Commun. 2024, 39, 108753. [Google Scholar] [CrossRef]
- Song, D.; Jia, Y.; Li, Q.; Zhao, Y.; Zhang, W. Effect of Initial Fe Content on Microstructure and Mechanical Properties of Recycled Al-7.0Si-Fe-Mn Alloys with Constant Mn/Fe Ratio. Materials 2022, 15, 1618. [Google Scholar] [CrossRef]
- Liu, Y.; Luo, L.; Han, C.; Ou, L.; Wang, J.; Liu, C. Effect of Fe, Si and Cooling Rate on the Formation of Fe– and Mn–rich Intermetallics in Al–5Mg–0.8Mn Alloy. J. Mater. Sci. Technol. 2016, 32, 305–312. [Google Scholar] [CrossRef]
- Fortini, A.; Merlin, M.; Fabbri, E.; Pirletti, S.; Garagnani, G. On the influence of Mn and Mg additions on tensile properties, microstructure and quality index of the A356 aluminum foundry alloy. In Procedia Structural Integrity; United States Environmental Protection Agency: Washington, DC, USA, 2016; Volume 2, pp. 2238–2245. [Google Scholar]
- Otani, L.; Soyama, J.; Zepon, G.; Silva, A.; Kiminami, C.; Botta, W.; Bolfarini, C. Predicting the Formation of Intermetallic Phases in the Al–Si–Fe System with Mn Additions. J. Phase Equilib. Diffus. 2017, 38, 298–304. [Google Scholar] [CrossRef]
- Wu, W.; Wei, B.; Misra, A.; Wang, J. Atomistic simulations of dislocation activity in Si nanofibers in Al–Si eutectics. J. Acta Mater. 2024, 264, 119569. [Google Scholar] [CrossRef]
- Dinnis, C.; Taylor, J.; Dahle, A. As–cast morphology of iron-intermetallics in Al–Si foundry alloys. Scr. Mater. 2005, 53, 955–958. [Google Scholar] [CrossRef]
- Cai, Y.; Song, D.; Zhao, Y.; Yang, D.; Zhang, D.; Zhang, W. Effects of Fe content on the 3D morphology of Fe–rich phases and mechanical properties of cast Al–Mg–Si alloy. J. Alloys Compd. 2024, 990, 174501. [Google Scholar] [CrossRef]
- Soto-Medina, S.; Rijal, B.; Yang, Y.; Zhu, L.; Sachdev, A.; Henning, R.; Manuel, M. Stability of the ternary τ11-Al4Fe1.7Si intermetallic phase from experiment and Ab initio calculations. J. Alloys Compd. 2024, 978, 173207. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, H.; Xu, Q.; Han, Z. Clustering characteristics of Fe–rich intermetallics in high vacuum die cast AlSiMgMn alloys with high resolution μ–CT inspection. Mater. Charact. 2024, 207, 113607. [Google Scholar] [CrossRef]
- Wang, S.; Wang, J.; Sun, Y.; Yang, Z.; Sha, G.; Jiao, Z.; Chen, H. Ultrastrong and ductile metastable Fe–rich medium–entropy alloy with high–density nanolamellar L12 precipitates. Scr. Mater. 2024, 247, 116100. [Google Scholar] [CrossRef]
- Joseph, J.; Annasamy, M.; Cizek, P.; Vahid, A.; Hodgson, P.; Barnett, M.; Fabijanic, D. Design of precipitation (γ’) strengthened Fe–rich medium entropy alloys. Scr. Mater. 2023, 235, 115630. [Google Scholar] [CrossRef]
- Luo, L.; Shan, Z.; Yang, H.; Su, Y.; Luo, L.; Wang, L.; Guo, J.; Fu, H. Optimizing Ni–rich intermetallic and mechanical properties at room and elevated temperatures for Al–Cu–Ni alloys by coupling travelling magnetic fields with sequential solidification. J. Alloys Compd. 2022, 921, 166069. [Google Scholar] [CrossRef]
- Feng, S.; Liotti, E.; Lui, A.; Wilson, M.; Connolley, T.; Mathiesen, R.; Grant, P. In–situ X–ray radiography of primary Fe–rich intermetallic compound formation. Acta Mater. 2020, 196, 759–769. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, X.; Wang, H.; Vecchio, K. The effect of oxides on Fe/Al interfacial reaction in Metal–Intermetallic Laminate (MIL) composites. J. Alloys Compd. 2020, 845, 156268. [Google Scholar] [CrossRef]
- Que, Z.; Mendis, C. Heterogeneous nucleation and phase transformation of Fe-rich intermetallic compounds in AleMgeSi alloys. J. Alloys Compd. 2020, 836, 155515. [Google Scholar] [CrossRef]
- Basak, C.; Babu, N. Morphological changes and segregation of β–Al9Fe2Si2 phase: A perspective from better recyclability of cast Al–Si alloys. Mater. Des. 2016, 108, 277–288. [Google Scholar] [CrossRef]
- Shabestari, S.G. The effect of iron and manganese on the formation of intermetallic compounds in aluminum–silicon alloys. Mater. Sci. Eng. A 2004, 383, 289–298. [Google Scholar] [CrossRef]
- Abedi, K.; Emamy, M. The effect of Fe, Mn and Sr on the microstructure and tensile properties of A356–10% SiC composite. Mater. Sci. Eng. A 2010, 527, 3733–3740. [Google Scholar] [CrossRef]
- Ooyle, W.M. Manganese in aluminium alloys. Metall. Rev. 2013, 23, 301. [Google Scholar] [CrossRef]
- Ashtari, P.; Tezuka, H.; Sato, T. Influence of Li addition on intermetallic compound morphologies in Al–Si–Cu–Fe cast alloys. Scr. Mater. 2004, 51, 43–46. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Al | Si | Cu | Ni | Fe | Mn |
|---|---|---|---|---|---|---|
| 1# | 86.39 | 12.00 | 1.00 | 0.50 | 0.10 | - |
| 2# | 86.28 | 11.99 | 0.99 | 0.51 | 0.25 | - |
| 3# | 86.03 | 12.01 | 0.99 | 0.49 | 0.50 | - |
| 4# | 85.49 | 12.01 | 1.00 | 0.50 | 1.00 | - |
| 5# | 85.14 | 12.00 | 1.00 | 0.50 | 1.50 | - |
| 6# | 84.43 | 11.99 | 0.99 | 0.50 | 2.00 | - |
| 7# | 86.19 | 11.99 | 1.00 | 0.49 | 0.10 | 0.35 |
| 8# | 85.82 | 12.00 | 1.00 | 0.51 | 0.25 | 0.35 |
| 9# | 85.42 | 12.00 | 1.01 | 0.50 | 0.50 | 0.35 |
| 10# | 85.19 | 12.01 | 1.01 | 0.50 | 1.00 | 0.35 |
| 11# | 84.73 | 12.01 | 1.00 | 0.50 | 1.50 | 0.35 |
| 12# | 84.09 | 12.00 | 0.99 | 0.50 | 2.00 | 0.35 |
| No. | Mn Content (wt.%) | Fe Content (wt.%) | Precipitation Temperature, K, and Phase Fraction (%) | ||||
|---|---|---|---|---|---|---|---|
| α-Al | (Al,Si) | (Al,Ni) | (Al,Si,Fe) | (Al,Si,Fe,Mn) | |||
| 1# | 0 | 0.10 | 850.31, 88.21 | 846.90, 10.78 | 814.62, 0.68 | 842.17, 0.32 | - |
| 2# | 0.25 | 849.87, 87.80 | 846.58, 10.71 | 814.60, 0.68 | 845.70, 0.80 | - | |
| 3# | 0.50 | 849.61, 87.12 | 846.37, 10.58 | 814.58, 0.68 | 862.28, 1.61 | - | |
| 4# | 1.00 | 850.10, 85.75 | 846.30, 10.32 | 814.55, 0.69 | 893.73, 3.23 | - | |
| 5# | 1.50 | 850.61, 84.37 | 846.22, 10.07 | 814.50, 0.70 | 913.50, 4.86 | - | |
| 6# | 2.00 | 851.12, 82.98 | 846.13, 9.81 | 814.46, 0.71 | 928.22, 6.51 | - | |
| 7# | 0.35 | 0.10 | 850.15, 87.41 | 846.31, 10.72 | 814.52, 0.69 | - | 852.19 1.18 |
| 8# | 0.25 | 849.86, 86.97 | 846.29, 10.68 | 814.54, 0.69 | - | 867.76 1.66 | |
| 9# | 0.50 | 849.38, 86.29 | 846.03, 10.58 | 814.46, 0.69 | 845.22 0.41 | 882.76 2.03 | |
| 10# | 1.00 | 849.58, 84.91 | 846.31, 10.33 | 814.52, 0.70 | 888.16 2.03 | 901.26 2.03 | |
| 11# | 1.50 | 850.08, 83.52 | 845.96, 10.07 | 814.42, 0.70 | 914.29 3.66 | 913.66 2.04 | |
| 12# | 2.00 | 850.59, 82.13 | 845.87, 9.81 | 814.38, 0.71 | 928.96 5.31 | 915.33 2.04 | |
| 13# | 0 | 0 | 850.61 88.48 | 847.20 10.83 | 814.76 0.68 | - | - |
| Point | Al | Si | Cu | Fe | Ni |
|---|---|---|---|---|---|
| 1 | 70.11 | 18.13 | 0.92 | 8.52 | 2.32 |
| 2 | 61.37 | 0.31 | 18.56 | 0.60 | 19.16 |
| 3 | 45.66 | 53.57 | 0.26 | 0.24 | 0.27 |
| 4 | 68.12 | 21.80 | 0.93 | 9.03 | 0.12 |
| 5 | 1.21 | 98.15 | 0.15 | 0.20 | 0.29 |
| 6 | 64.42 | 0.35 | 16.53 | 1.38 | 17.32 |
| 7 | 68.08 | 22.10 | 0.12 | 9.35 | 1.35 |
| 8 | 68.11 | 17.31 | 0.76 | 11.59 | 2.23 |
| 9 | 59.99 | 0.32 | 19.23 | 0.79 | 19.67 |
| 10 | 67.20 | 18.56 | 0.68 | 12.50 | 1.05 |
| 11 | 67.13 | 18.52 | 0.76 | 12.39 | 1.19 |
| 12 | 67.07 | 18.66 | 0.93 | 12.22 | 1.12 |
| 13 | 67.15 | 18.73 | 0.81 | 12.24 | 1.07 |
| 14 | 62.42 | 0.88 | 17.85 | 1.81 | 17.04 |
| Point | Al | Si | Cu | Fe | Ni | Mn |
|---|---|---|---|---|---|---|
| 1 | 71.28 | 11.86 | 1.34 | 7.55 | 1.21 | 6.76 |
| 2 | 62.42 | 0.29 | 17.85 | 1.07 | 18.04 | 0.33 |
| 3 | 73.91 | 9.40 | 2.19 | 7.34 | 1.83 | 5.33 |
| 4 | 69.91 | 10.93 | 1.10 | 10.60 | 1.01 | 6.45 |
| 5 | 70.95 | 10.54 | 0.87 | 10.24 | 0.91 | 6.49 |
| 6 | 65.69 | 20.19 | 0.18 | 11.06 | 0.29 | 2.59 |
| 7 | 71.27 | 11.14 | 0.92 | 9.05 | 0.60 | 7.02 |
| 8 | 65.91 | 18.50 | 0.43 | 11.80 | 0.94 | 2.42 |
| 9 | 65.69 | 20.19 | 0.18 | 11.06 | 0.29 | 2.59 |
| Mn Content | Fe Content | Phase-Transition Reactions with Decreasing Temperatures |
|---|---|---|
| 0 wt.% | 0 wt.%—P1 | L → L + α-Al → L + α-Al+ Si → L + α-Al + Si + α-AFS |
| P1 | L → L + α-Al → L + α-Al + Si + α-AFS | |
| P1–P2 | L → L + α-Al → L + α-Al + α-AFS → L + α-Al + Si + α-AFS | |
| P2 | L → L + α-Al + α-AFS + β-AFS → L + α-Al + α-AFS + β-AFS + Si | |
| P2—2 wt.% | L → L + β-AFS → L + β-AFS + α-AFS + α-Al → L + β-AFS + α-AFS + α-Al + Si | |
| 0.35 wt.% | 0 wt.%—P1 | L → L + α-Al → L + α-Al + Si → L + α-Al + Si + α-AFMS |
| P1 | L → L + α-Al → L + α-Al + Si + α-AFMS | |
| P1–P2 | L → L + α-Al → L + α-Al + α-AFMS → L + α-Al + α-AFMS + Si | |
| P2 | L → L + α-Al + α-AFMS → L + α-Al + α-AFMS + Si | |
| P2–P3 | L → L + α-AFMS → L + α-AFMS + α-Al → L + α-AFMS + α-Al + Si | |
| P3 | L → L + α-AFMS → L + α-AFMS + α-Al → L + α-AFMS + α-Al + β-AFMS + Si | |
| P3–P4 | L → L + α-AFMS → L + α-AFMS + α-Al → L + α-AFMS + α-Al + β-AFMS → L + α-AFMS + α-Al + β-AFMS + Si | |
| P4 | L → L + α-AFMS→L + α-AFMS + α-Al + β-AFMS → L + α-AFMS + α-Al + β-AFMS + Si | |
| P4–P5 | L → L + α-AFMS → L + α-AFMS + β-AFS → L + α-AFMS + β-AFMS + α-Al → L + α-AFMS + β-AFMS + α-Al + Si | |
| P5 | L → L + α-AFMS + β-AFMS → L + α-AFMS + β-AFMS + α-Al → L + α-AFMS + β-AFMS + α-Al + Si | |
| P5—2 wt.% | L → L + β-AFMS → L + β-AFMS + α-AFMS → L + β-AFMS + α-AFMS + α-Al → L + β-AFMS + α-AFMS + α-Al + Si |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, L.; Tang, Y.; Liang, X.; Su, Y.; Zhang, Y.; Xie, H. Optimizing the Morphology and Solidification Behavior of Fe-Rich Phases in Eutectic Al-Si-Based Alloys with Different Fe Contents by Adding Mn Elements. Materials 2024, 17, 4104. https://doi.org/10.3390/ma17164104
Luo L, Tang Y, Liang X, Su Y, Zhang Y, Xie H. Optimizing the Morphology and Solidification Behavior of Fe-Rich Phases in Eutectic Al-Si-Based Alloys with Different Fe Contents by Adding Mn Elements. Materials. 2024; 17(16):4104. https://doi.org/10.3390/ma17164104
Chicago/Turabian StyleLuo, Lei, Yingchun Tang, Xiao Liang, Yanqing Su, Youwei Zhang, and Huasheng Xie. 2024. "Optimizing the Morphology and Solidification Behavior of Fe-Rich Phases in Eutectic Al-Si-Based Alloys with Different Fe Contents by Adding Mn Elements" Materials 17, no. 16: 4104. https://doi.org/10.3390/ma17164104