
Effects of Shot Peening Pressure, Time, and Material on the Properties of Carburized Steel Shafts

Abstract
:1. Introduction
2. Materials and Methods
2.1. Carburization of Steel Shafts
2.2. Shot Peening of Carburized Shafts
2.3. Characterizations of Shot-Peened Carburized Shafts
2.3.1. X-ray Diffraction
2.3.2. Microhardness
2.3.3. Surface Roughness
3. Results and Discussion
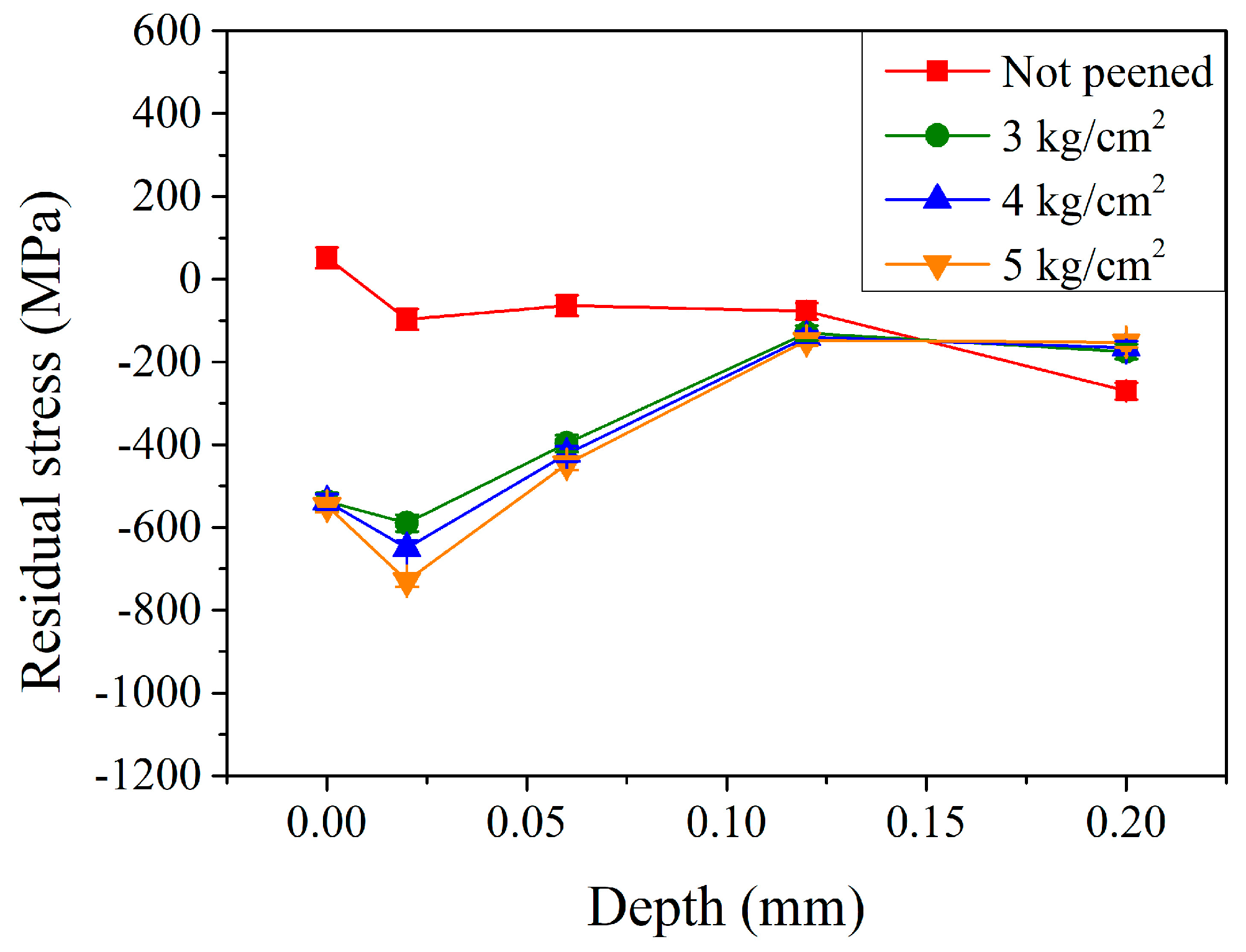
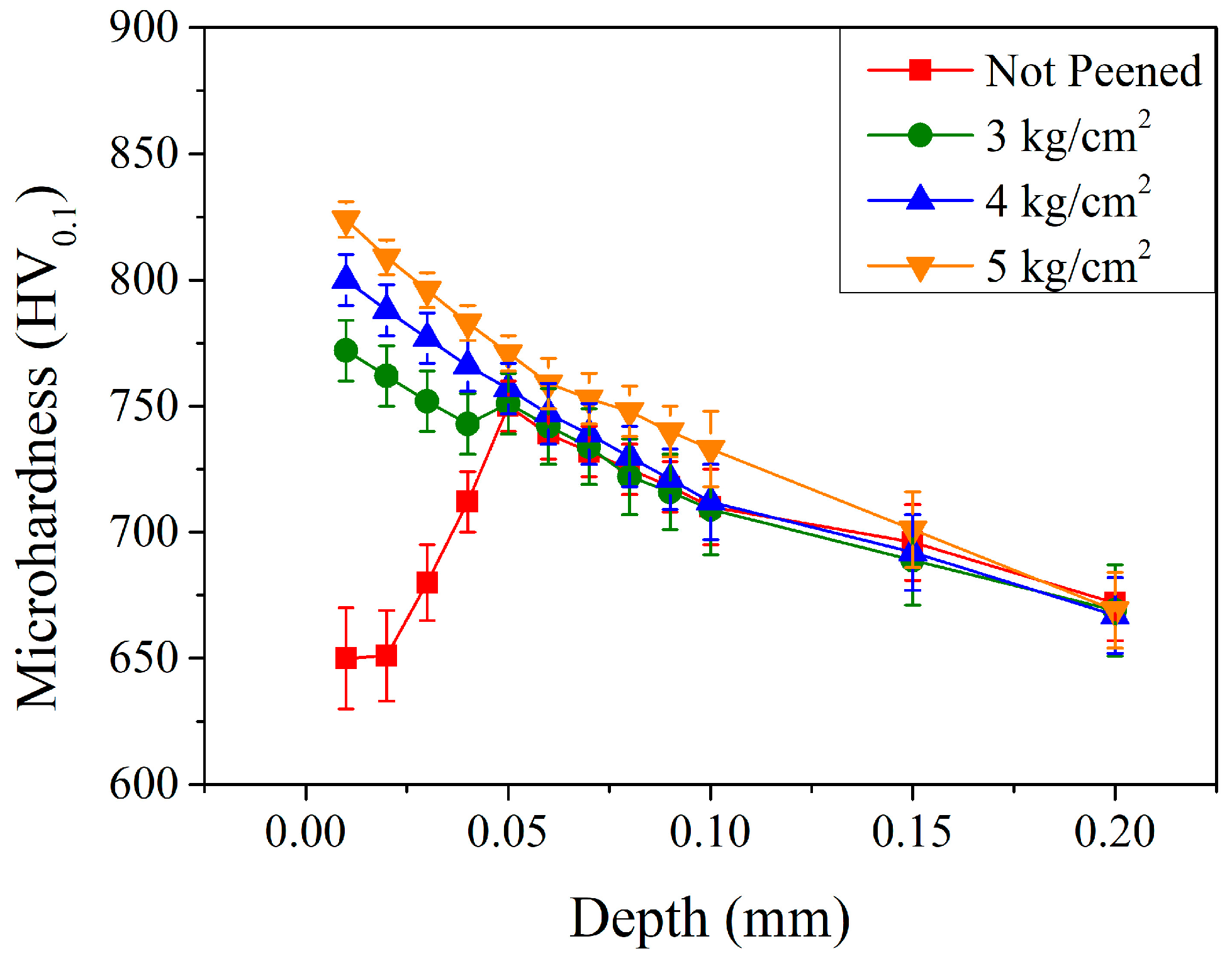
3.1. The Effect of Shot Peening and Peening Pressures on the Carburized Shaft
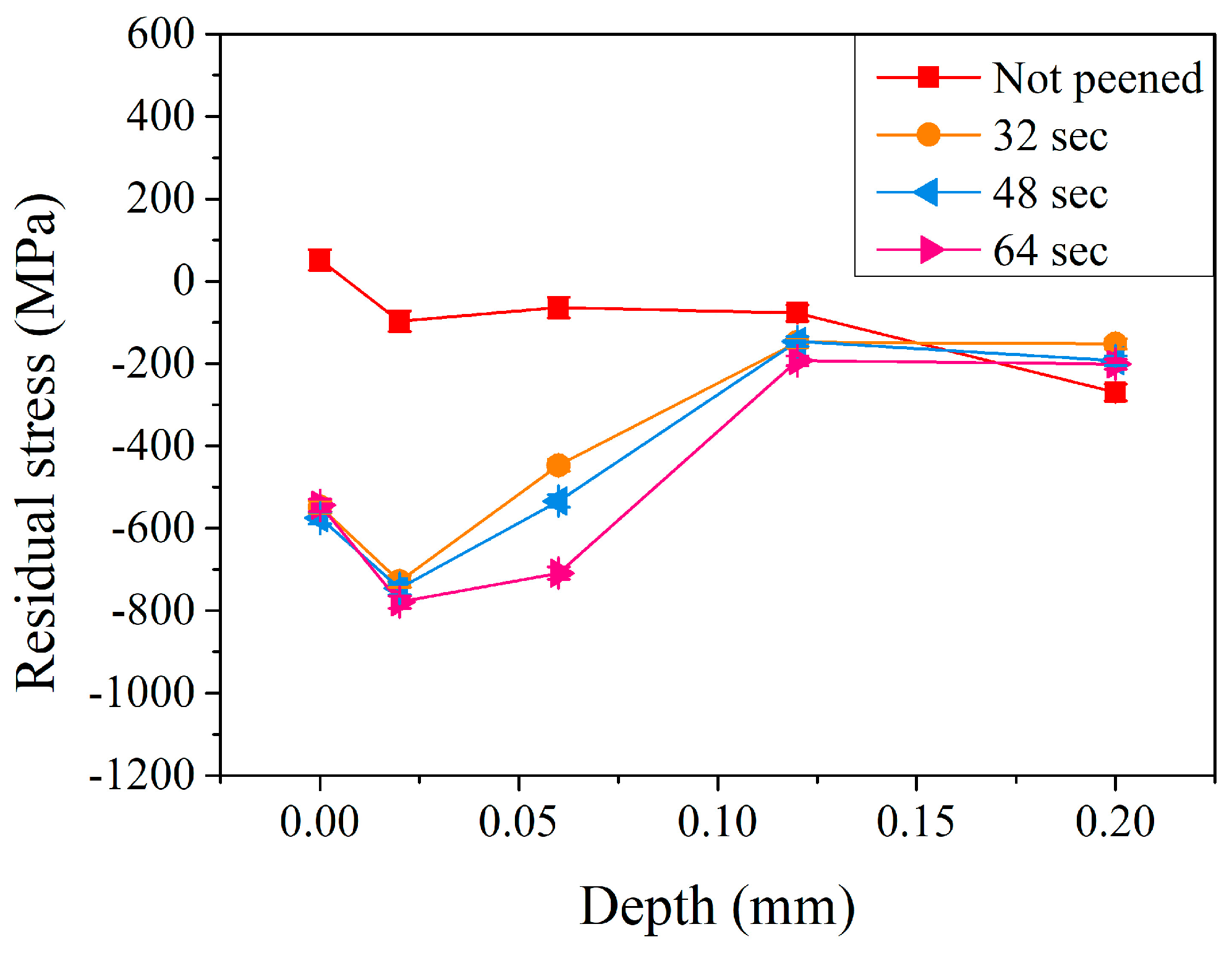
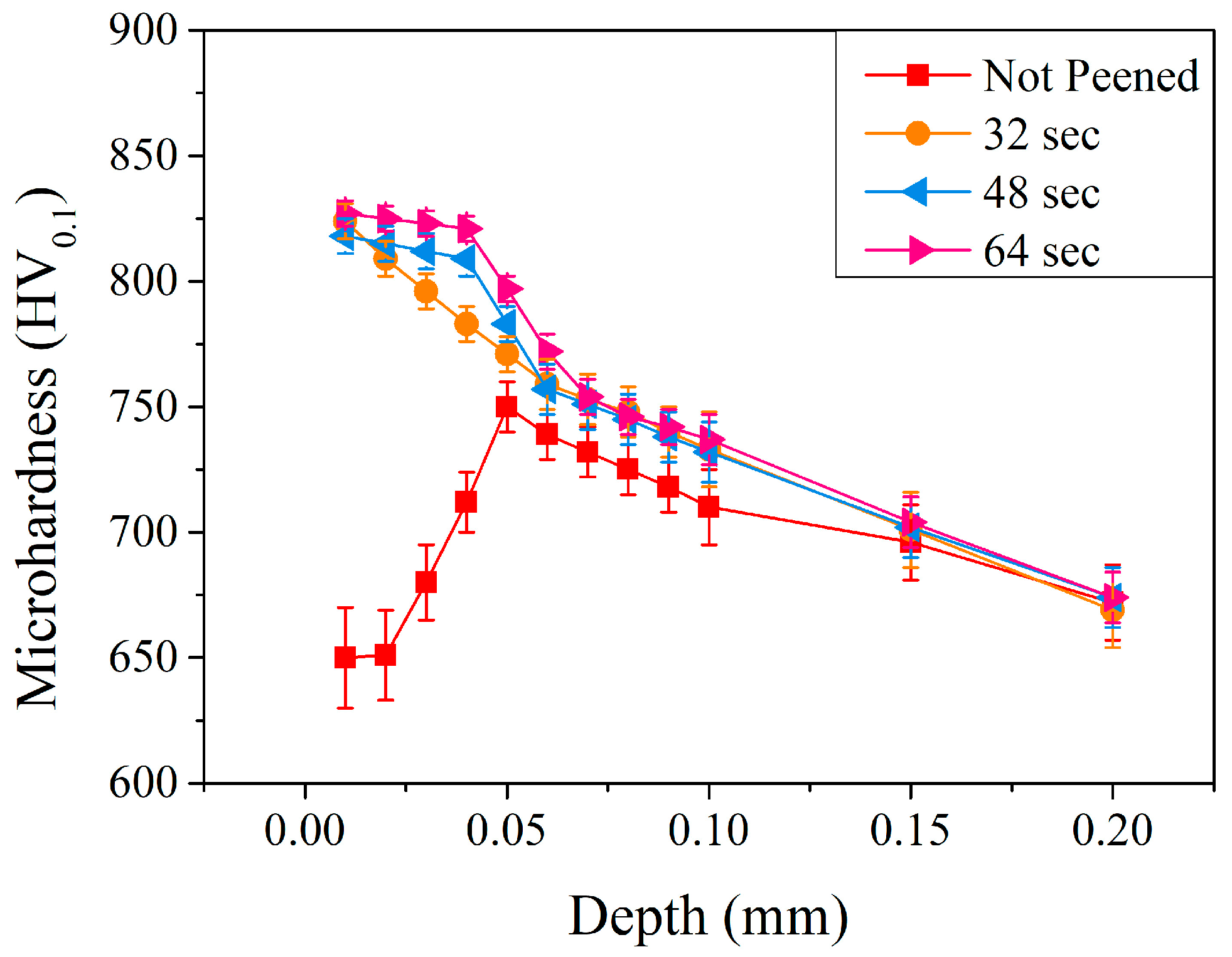
3.2. The Effect of Peening Time
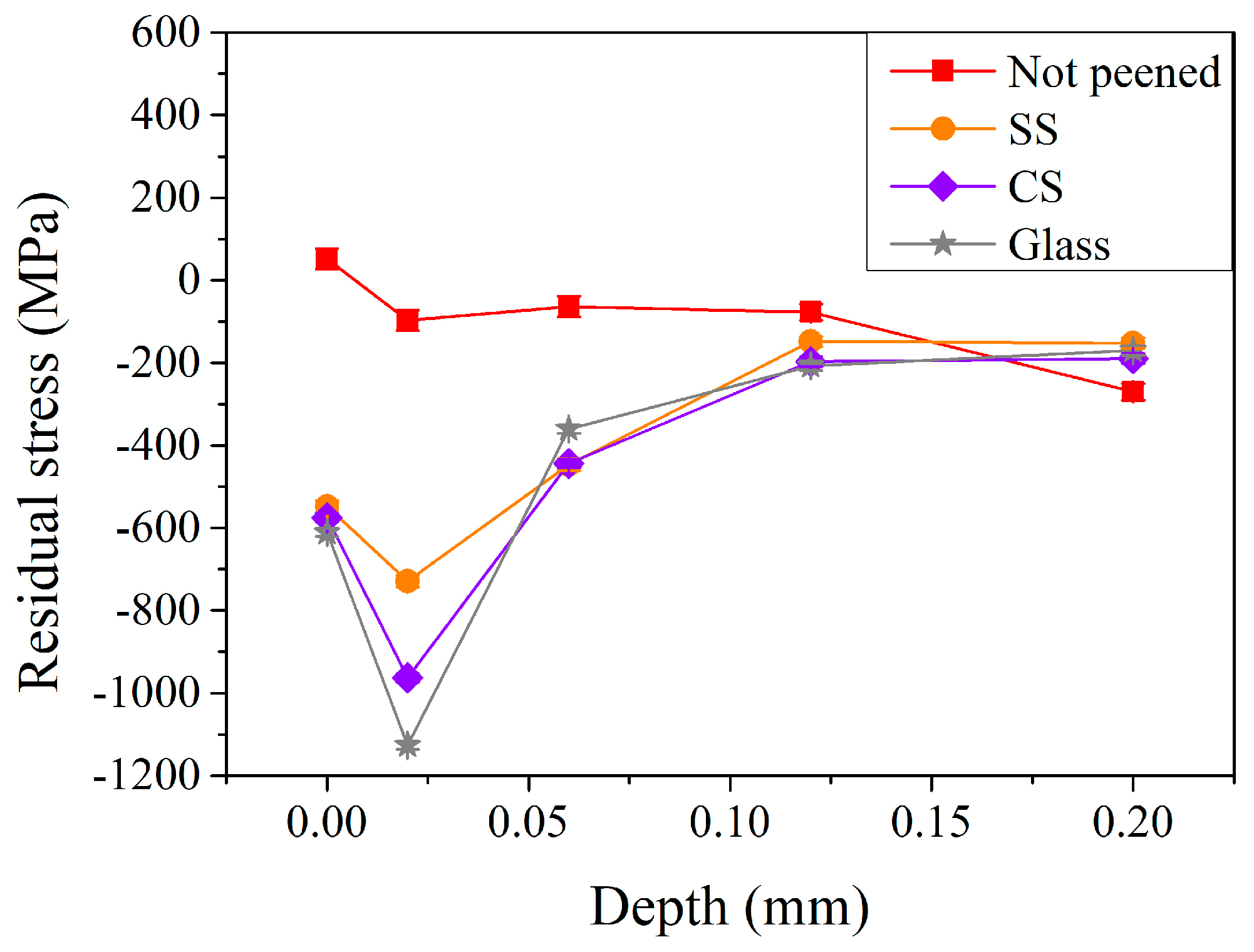
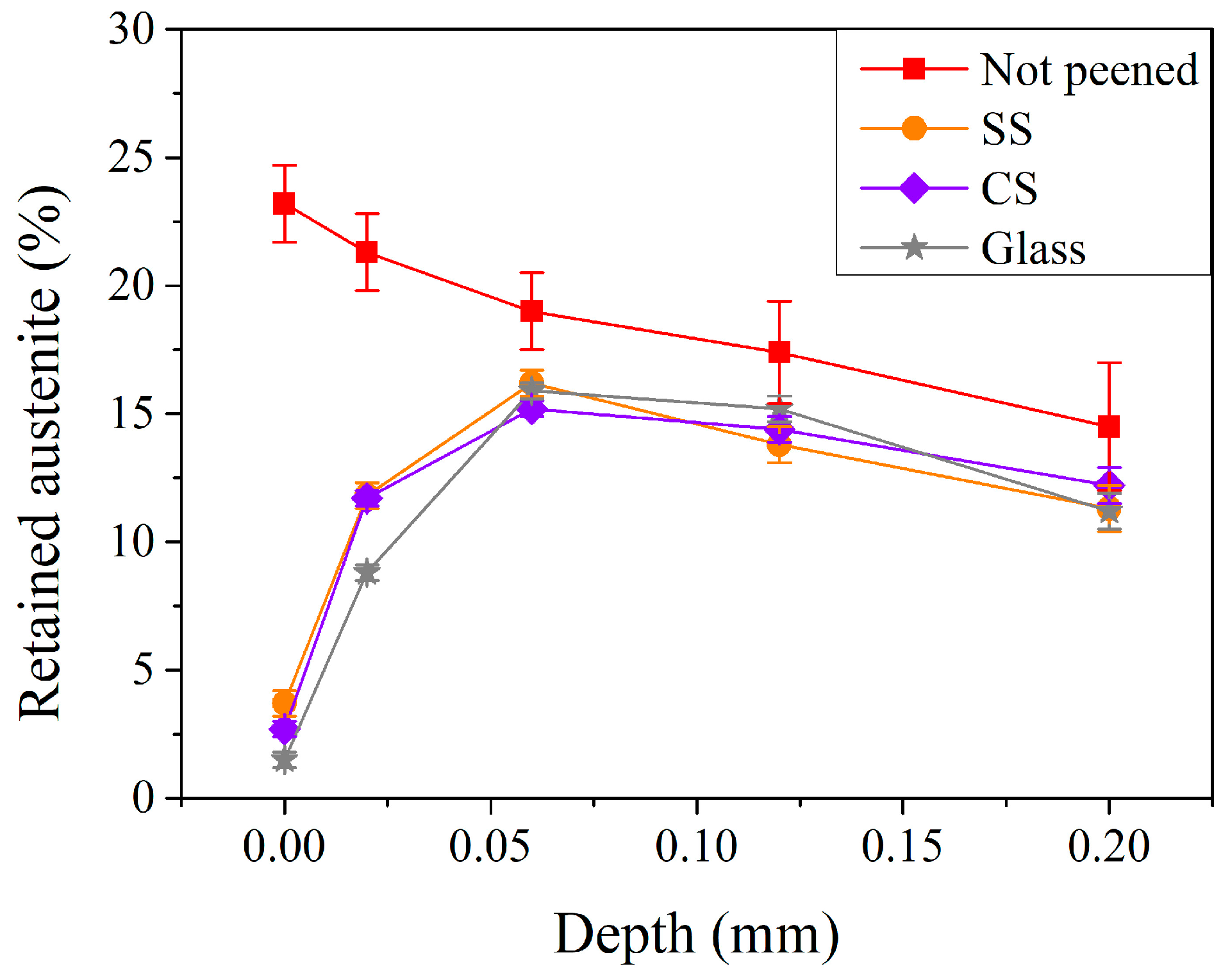
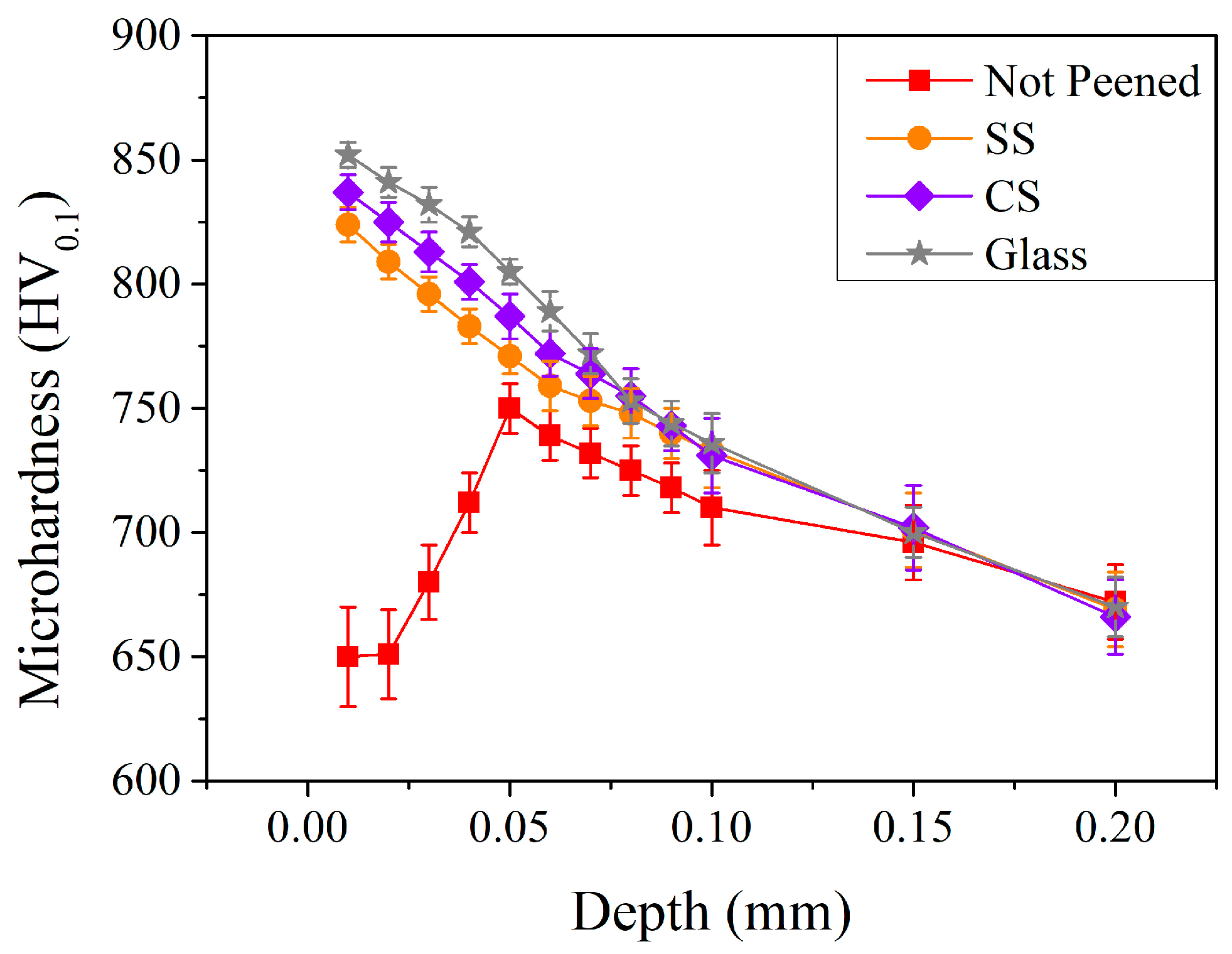
3.3. The Effect of Peening Pellets with Different Materials
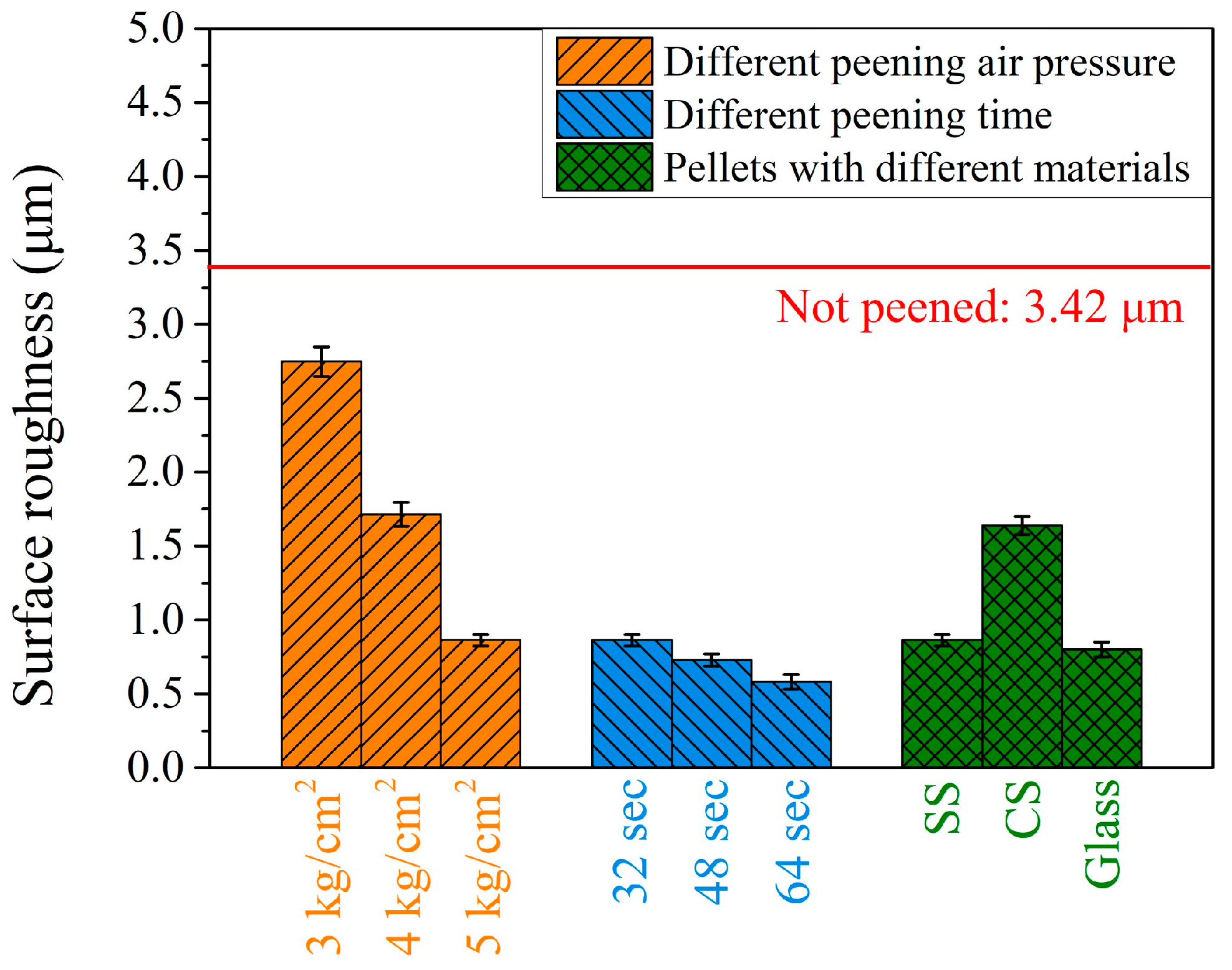
3.4. The Surface Roughness of Peening with Different Parameters on the Carburized Shaft
4. Conclusions
- The residual tensile stress on the surface of the carburized shaft was converted into a compressive stress, accompanied by a significant decrease in the amount of retained austenite in the subsurface region.
- The shot peening effect increased with increasing the peening pressure and time. Using the SS pellets with a peening pressure of 5 kg/cm2 and a peening time of 64 s resulted in the optimal peening effect. The maximum residual stress reached −779 MPa (at a depth of 0.02 mm), and the microhardness (at the surface) was also the largest (827 HV0.1).
- Peening with different materials can affect the peening results, and glass pellets were more effective than CS and SS pellets. However, the glass pellets suffered the largest consumption rate, while CS pellets resulted in the largest surface roughness. Thus, peening with SS pellets was determined to be the optimal choice for practical industrial application.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Obayashi, K. Carburizing of Steels. In Encyclopedia of Materials: Metals and Alloys, 1st ed.; Caballero, F.G., Ed.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 162–172. [Google Scholar]
- Ostermayer, P.; Allam, T.; Shen, X.; Song, W.W.; Burkart, K.; Blinn, B.; Clausen, B.; Bleck, W.; Beck, T. Effect of retained austenite on the fatigue behavior of modified bainitic 100Cr6 steels considering local phase transformation. Mater. Sci. Eng. A 2023, 877, 145204. [Google Scholar] [CrossRef]
- Asi, O.; Can, A.Ç.; Pineault, J.; Belassel, M. The relationship between case depth and bending fatigue strength of gas carburized SAE 8620 steel. Surf. Coat. Technol. 2007, 201, 5979–5987. [Google Scholar] [CrossRef]
- Rivero, I.V.; Ruud, C.O. Deviation of residual stress patterns in 52100 bearing steel due to inherent microstructural transformations after rolling contact. Mater. Charact. 2004, 53, 381–393. [Google Scholar] [CrossRef]
- Roy, S.; Sundararajan, S. Effect of retained austenite on spalling behavior of carburized AISI 8620 steel under boundary lubrication. J. Mater. Res. Technol. 2019, 119, 238–246. [Google Scholar] [CrossRef]
- Li, B.Z.; Jiang, X.H.; Yang, J.G.; Liang, S.Y. Effects of depth of cut on the redistribution of residual stress and distortion during the milling of thin-walled part. J. Mater. Process. Technol. 2015, 216, 223–233. [Google Scholar] [CrossRef]
- Rech, J.; Kermouche, G.; Grzesik, W.; Garcia-Rosales, C.; Khellouki, A.; Garcia-Navas, V. Characterization and modelling of the residual stresses induced by belt finishing on a AISI52100 hardened steel. J. Mater. Process. Technol. 2008, 208, 187–195. [Google Scholar] [CrossRef]
- Silveira, E.; Irisarri, A.M. Study on the distortion of steel worm shafts. Eng. Fail. Anal. 2009, 16, 1090–1096. [Google Scholar] [CrossRef]
- Rego, R.; Löpenhaus, C.; Gomes, J.; Klock, F. Residual stress interaction on gear manufacturing. J. Mater. Process. Technol. 2018, 252, 249–258. [Google Scholar] [CrossRef]
- Lin, N.; Wu, Y.; Gong, H.; Chen, D.; Guo, X. Effect of Shot Peening on Redistribution of Residual Stress Field in Friction Stir Welding of 2219 Aluminum Alloy. Materials 2020, 13, 143169. [Google Scholar] [CrossRef]
- Ongtrakulkij, G.; Khantachawana, A.; Kajornchaiyakul, J.; Kondoh, K. Effects of the secondary shot in the double shot peening process on the residual compressive stress distribution of Ti–6Al–4V. Heliyon 2022, 8, e08758. [Google Scholar] [CrossRef] [PubMed]
- Kikuchi, S.; Minamizawa, K.; Arakawa, J.; Akebono, H.; Takesue, S.; Hayakawa, M. Combined effect of surface morphology and residual stress induced by fine particle and shot peening on the fatigue limit for carburized steels. Int. J. Fatigue 2023, 168, 107441. [Google Scholar] [CrossRef]
- Chen, M.; Liu, H.B.; Wang, L.B.; Wang, C.X.; Zhu, K.Y.; Xu, Z.; Jiang, C.H.; Ji, V. Evaluation of the residual stress and microstructure character in SAF 2507 duplex stainless steel after multiple shot peening process. Surf. Coat. Technol. 2018, 344, 132–140. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O.; Amanov, A. Novel experimental methods for the determination of the boundaries between conventional, severe and over shot peening processes. Surf. Interfaces 2018, 13, 233–254. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O. Roles of surface coverage increase and re-peening on properties of AISI 1045 carbon steel in conventional and severe shot peening processes. Surf. Interfaces 2018, 11, 82–90. [Google Scholar] [CrossRef]
- Lin, Q.J.; Liu, H.J.; Zhu, C.C.; Parker, R.G. Investigation on the effect of shot peening coverage on the surface integrity. Appl. Surf. Sci. 2019, 489, 66–72. [Google Scholar] [CrossRef]
- Wu, J.Z.; Liu, H.J.; Wei, P.T.; Zhu, C.C.; Lin, Q.J. Effect of shot peening coverage on hardness, residual stress and surface morphology of carburized rollers. Surf. Coat. Technol. 2020, 384, 125273. [Google Scholar] [CrossRef]
- Lin, Q.J.; Liu, H.J.; Zhu, C.C.; Chen, D.F.; Zhou, S.S. Effects of different shot peening parameters on residual stress, surface roughness and cell size. Surf. Coat. Technol. 2020, 398, 126054. [Google Scholar] [CrossRef]
- Qu, S.G.; Duan, C.F.; Hu, X.F.; Jia, S.Y.; Li, X.Q. Effect of shot peening on microstructure and contact fatigue crack growth mechanism of shaft steel. Mater. Chem. Phys. 2021, 274, 125116. [Google Scholar] [CrossRef]
- Song, C.; Yang, C.; Hu, S.; Yin, F. Numerical modeling of ultrasonic shot peening with an accurate impact velocity. J. Manuf. 2023, 101, 982–989. [Google Scholar] [CrossRef]
- Ao, S.S.; Li, C.J.; Huang, Y.F.; Luo, Z. Determination of residual stress in resistance spot-welded joint by a novel X-ray diffraction. Measurement 2020, 161, 107892. [Google Scholar] [CrossRef]
- Tanaka, K. The cosα method for X-ray residual stress measurement using two-dimensional detector. Mech. Eng. Rev. 2019, 6, 378. [Google Scholar] [CrossRef]
- Ramírez-Rico, J.; Lee, S.; Ling, J.; Noyan, I.C. Stress measurement using area detectors: A theoretical and experimental comparison of different methods in ferritic steel using a portable X-ray apparatus. J. Mater. Sci. 2016, 51, 5343–5355. [Google Scholar] [CrossRef]
- ASTM E975-13; Standard Practice for X-Ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation. ASTM International: West Conshohocken, PA, USA, 2013.
- Shen, Y.F.; Qiu, L.N.; Sun, X.; Zuo, L.; Liaw, P.K.; Raabe, D. Effects of retained austenite volume fraction, morphology, and carbon content on strength and ductility of nanostructured TRIP-assisted steels. Mater. Sci. Eng. A 2015, 636, 551–564. [Google Scholar] [CrossRef]
- Magner, S.H.; De Angelis, R.J.; Weins, W.N.; Makinson, J.D. A historical review of retained austenite and its measurement by X-ray diffraction. Adv. X-ray Anal. 2002, 45, 92–97. [Google Scholar]
- Su, Y.Y.; Chiu, L.H.; Chuang, T.L.; Huang, C.L.; Wu, C.Y. The Study of Evaluating the Amount of Retained Austenite in Steels by Micrographic and X-ray Diffraction Analysis. Metal Heat Treat. 2011, 111, 34–44. [Google Scholar]
- Chen, W.; He, X.F.; Yu, W.C.; Shi, J.; Wang, M.Q.; Yao, K.F. Characterization of the microstructure and hardness of case-carburized gear steel. Micron 2021, 144, 103028. [Google Scholar] [CrossRef]
- Pöhl, F. Local deformation and transformation behavior of retained austenite in 18CrNiMo7-6 after high-carbon carburizing treatment. Mater. Charact. 2020, 167, 110446. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | Fe. |
|---|---|---|---|---|---|---|---|---|---|
| 0.13–0.18 | 0.15–0.35 | 0.60–0.85 | ≤0.03 | ≤0.03 | 0.90–1.20 | ≤0.25 | 0.15–0.30 | ≤0.30 | Bal. |
| Pellet Parameters | Peening Parameters | |||
|---|---|---|---|---|
| Material | Hardness | Weight (mg) | Air Pressure (kg/cm2) | Time (s) |
| Stainless Steel | 50 HRC | 0.90 | 3 | 32 |
| Stainless Steel | 50 HRC | 4 | 32 | |
| Stainless Steel * | 50 HRC | 5 | 32 | |
| Stainless Steel * | 50 HRC | 0.90 | 5 | 32 |
| Stainless Steel | 50 HRC | 5 | 48 | |
| Stainless Steel | 50 HRC | 5 | 64 | |
| Stainless Steel * | 50 HRC | 0.90 | 5 | 32 |
| Carbon Steel | 40 HRC | 0.89 | 5 | 32 |
| Glass | 470 HV | 0.17 | 5 | 32 |
| Diffractometer Parameters | Specification/Values |
|---|---|
| Tube type | Cr |
| Diffraction plane (hkl) | αFe (211) |
| Bragg angle for diffraction (2θ) | 156.5° |
| Current | 1.5 mA |
| Voltage | 30 kV |
| Exposure time | 15 s |
| Collimator diameter | 2 mm |
| Collimator distance | 51 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, S.-Q.; Chiu, L.-H.; Chang, P.-J.; Lin, C.-K. Effects of Shot Peening Pressure, Time, and Material on the Properties of Carburized Steel Shafts. Materials 2024, 17, 4124. https://doi.org/10.3390/ma17164124
Lu S-Q, Chiu L-H, Chang P-J, Lin C-K. Effects of Shot Peening Pressure, Time, and Material on the Properties of Carburized Steel Shafts. Materials. 2024; 17(16):4124. https://doi.org/10.3390/ma17164124
Chicago/Turabian StyleLu, Shao-Quan, Liu-Ho Chiu, Pei-Jung Chang, and Chung-Kwei Lin. 2024. "Effects of Shot Peening Pressure, Time, and Material on the Properties of Carburized Steel Shafts" Materials 17, no. 16: 4124. https://doi.org/10.3390/ma17164124