
Evaluation of the Properties of 3D-Printed Onyx–Fiberglass Composites

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
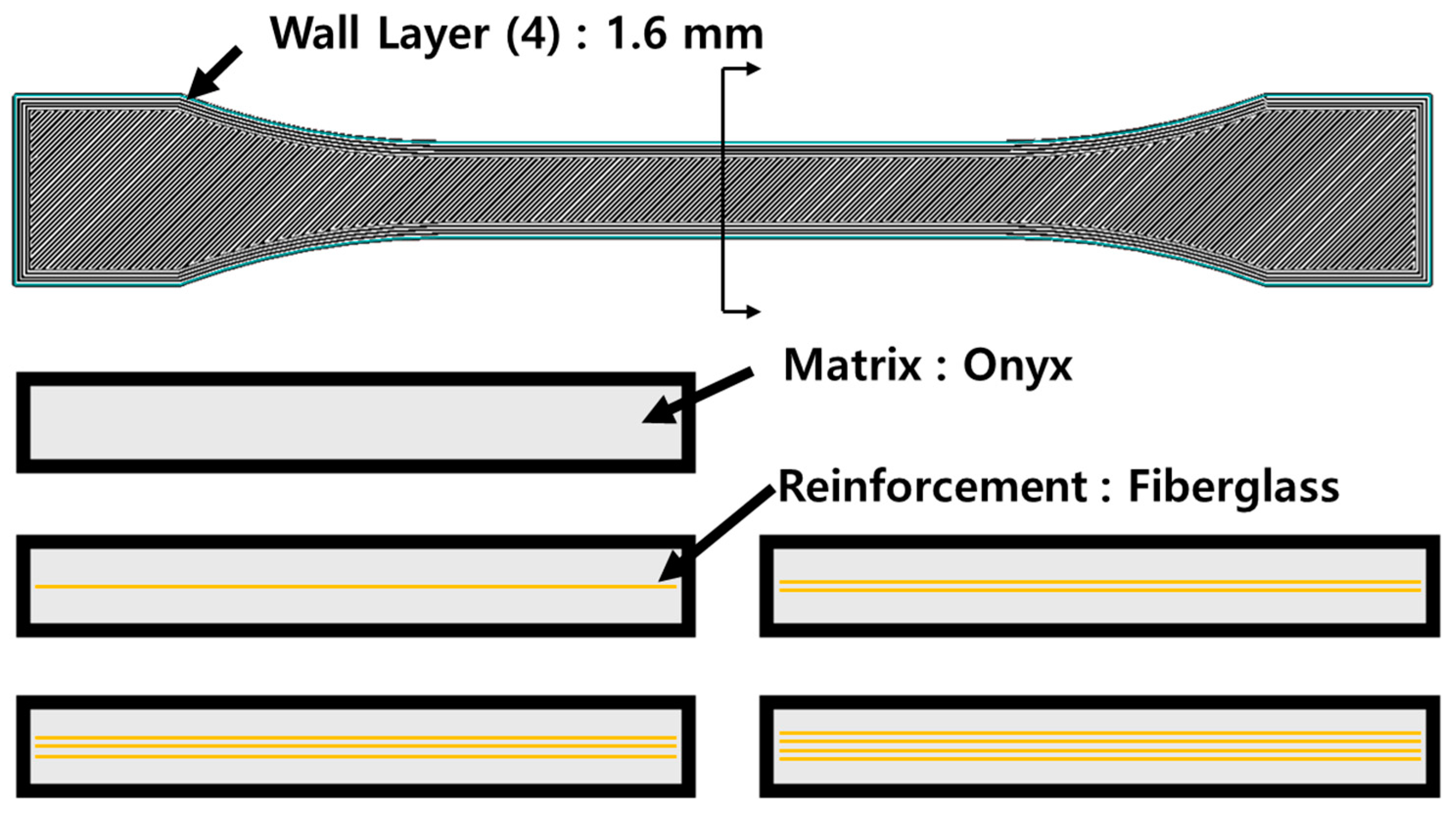
2.2. 3D Printing Conditions
2.3. Mircromechanics
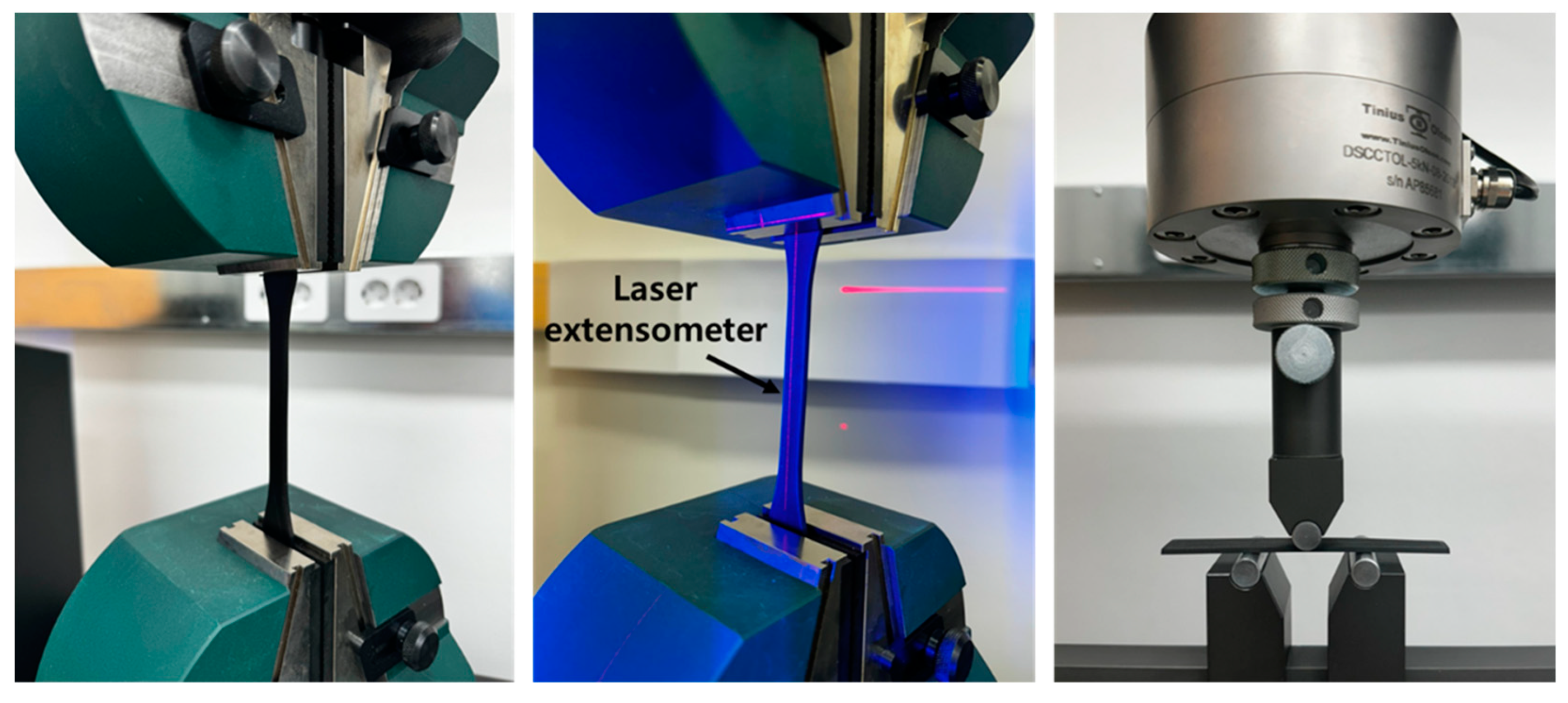
2.4. Tensile Test
2.5. Bending Test
3. Results and Discussion
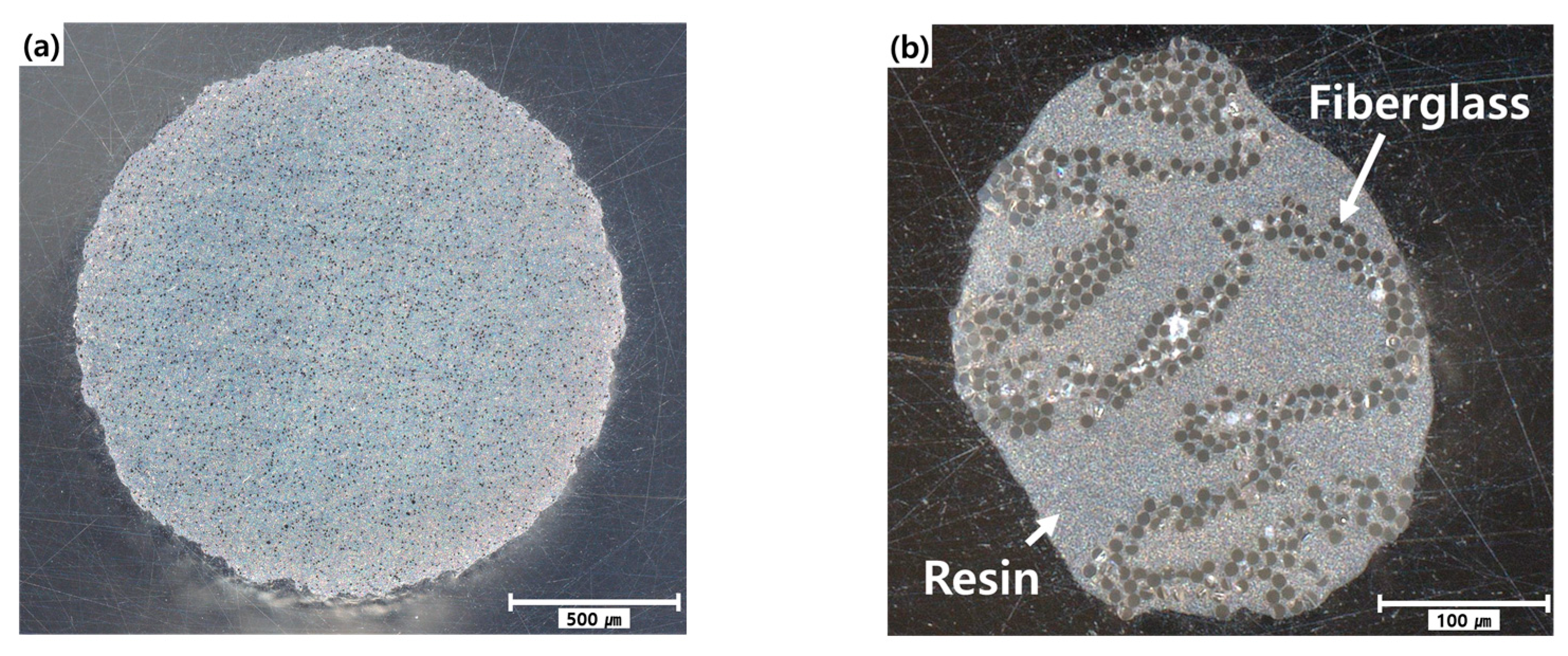
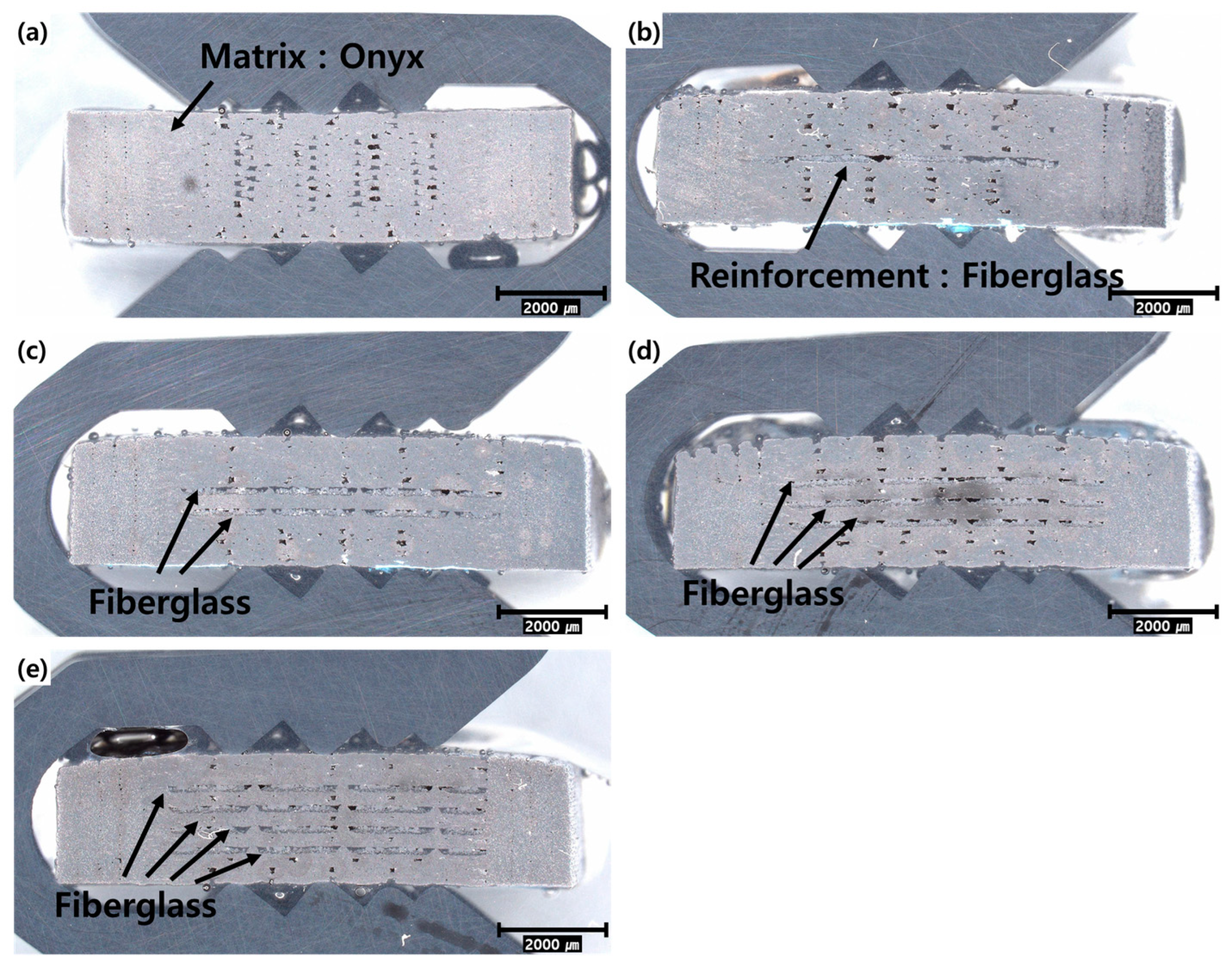
3.1. Cross-Sectional Analysis of Specimens
3.2. Analysis of Tensile Test Results
3.3. Comparison through Micromechanics
3.4. Analysis of Flexural Test Results
4. Conclusions
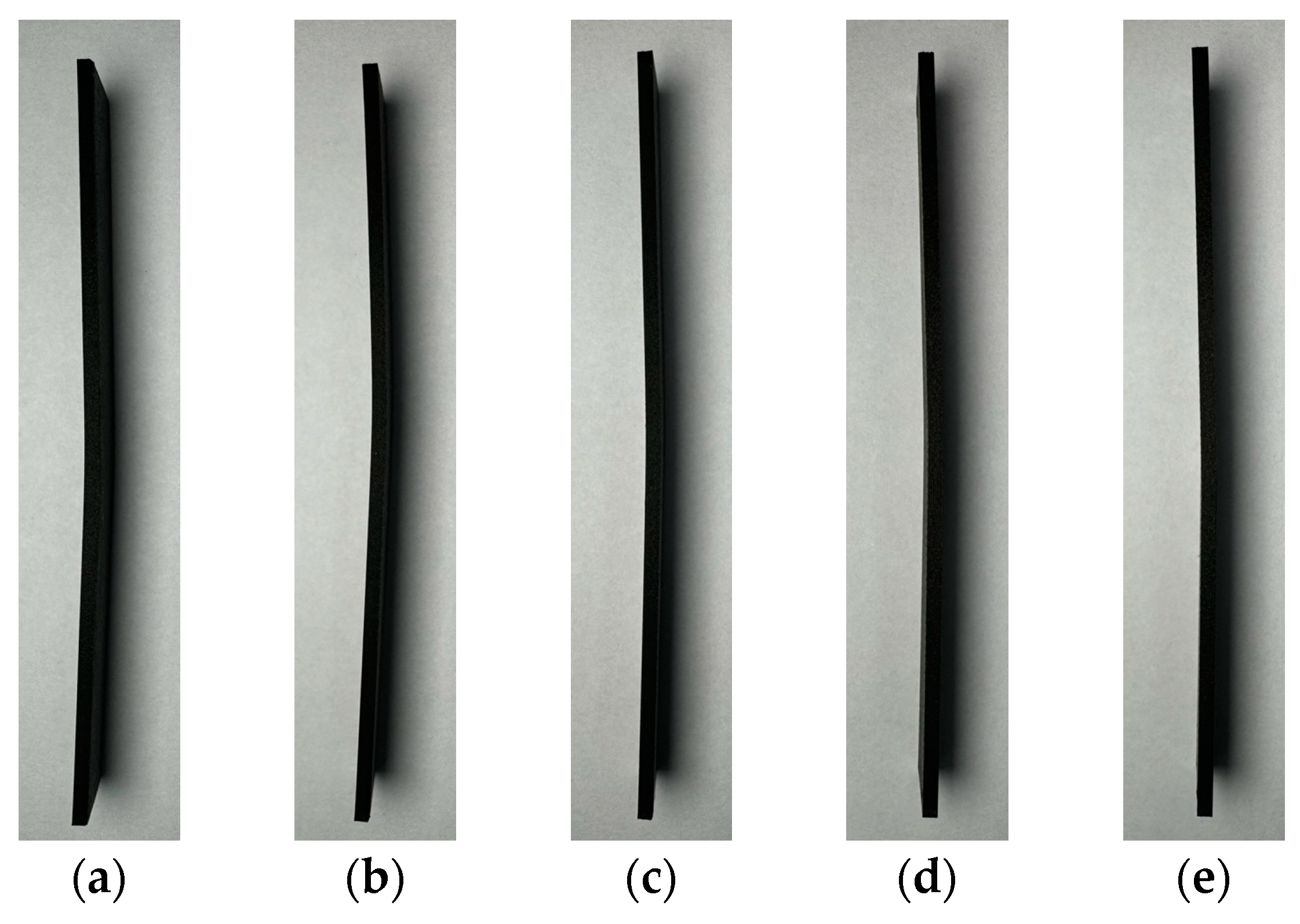
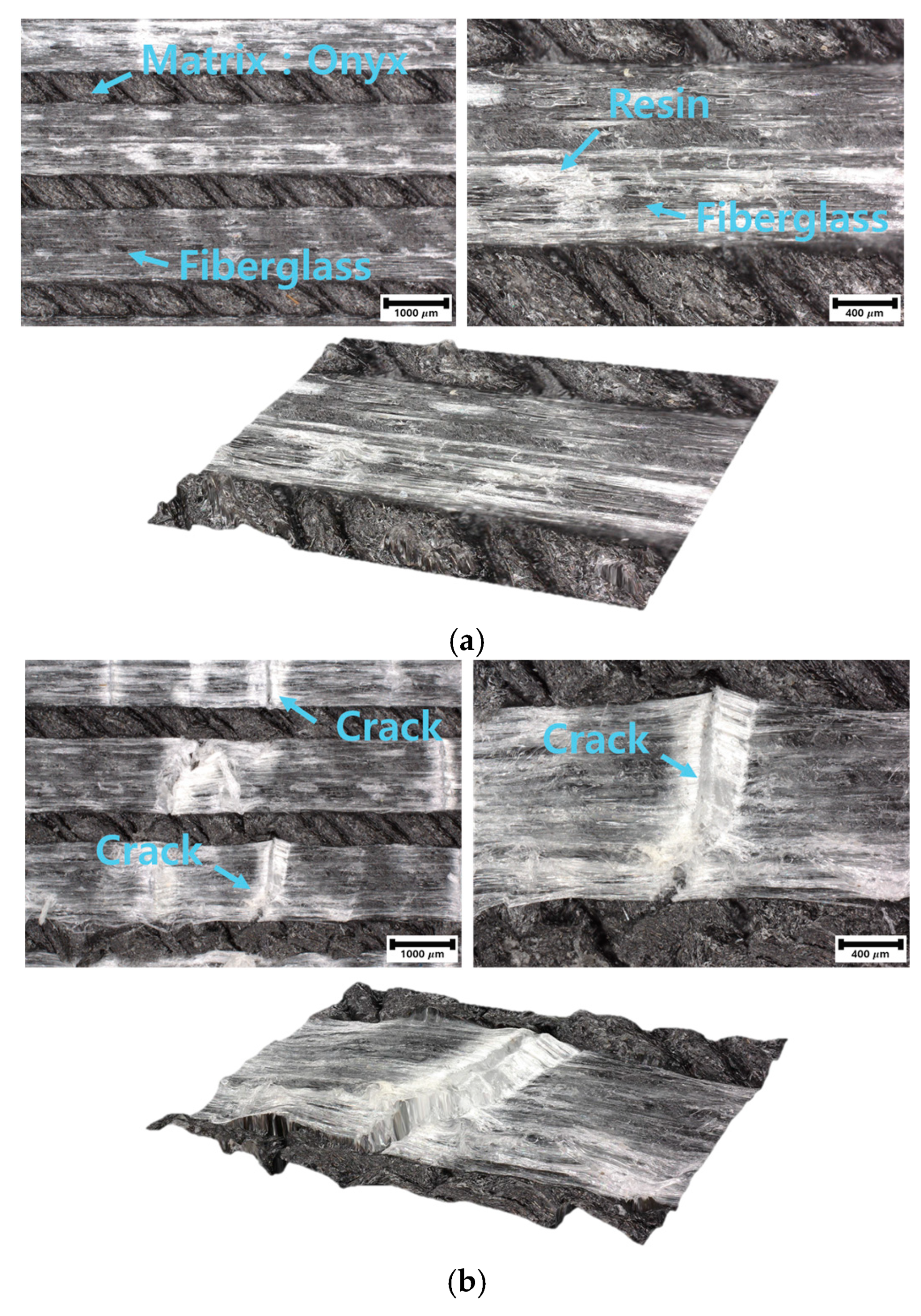
- A cross-sectional observation of the tensile test specimens confirmed the reproducibility of the 3D printing results, with Onyx filling at a 100% infill density and 0.1 mm thick fiberglass layers symmetrically arranged at 0.3 mm intervals in the center.
- Tensile tests ensured validity with fractures forming within the gauge length, and an accurate mechanical property evaluation was achieved through proper gauge length settings and extensometer use.
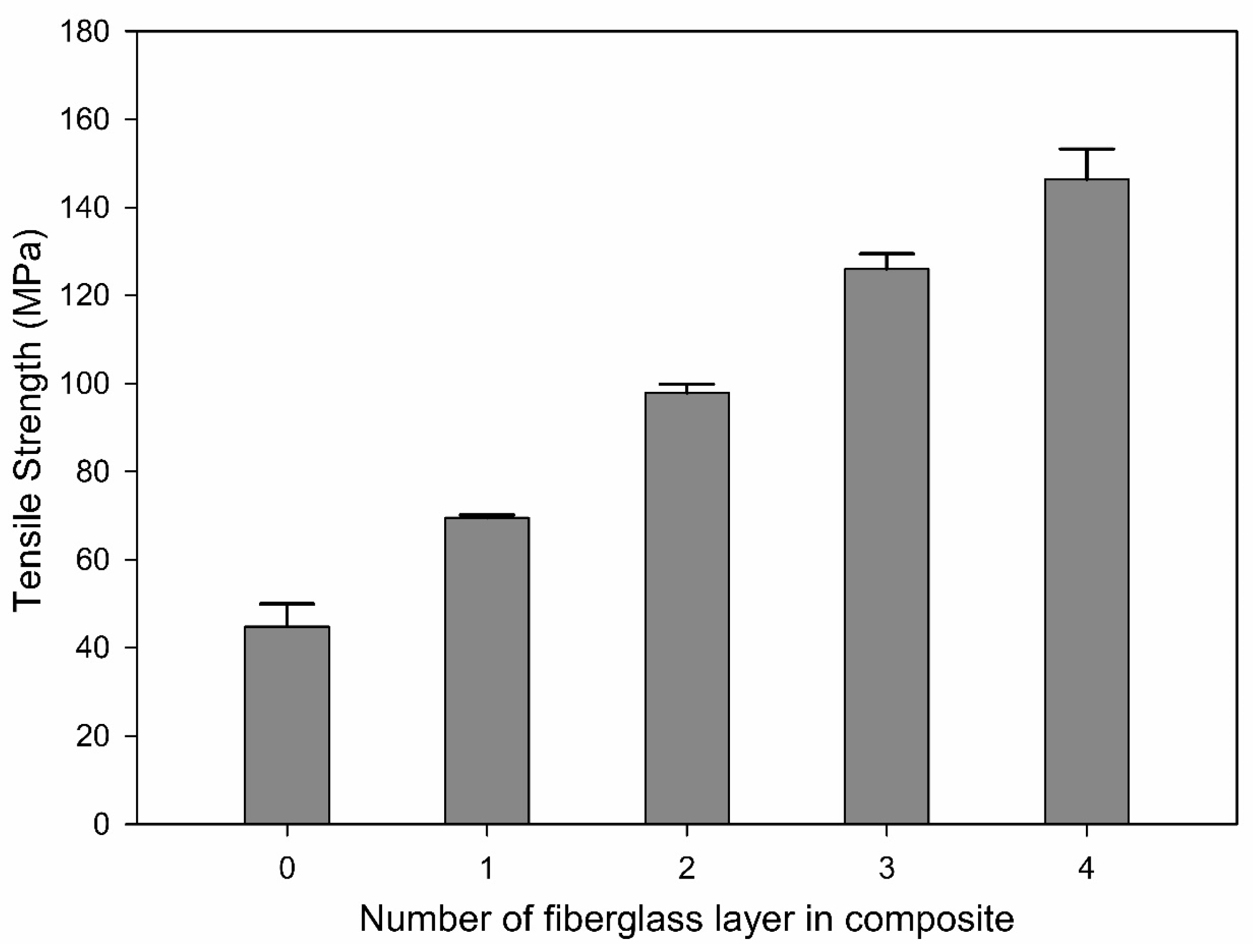
- The analysis of the tensile strength changes after the tensile test showed that the average tensile strength of the Onyx specimens was 44.79 MPa. The tensile strength increased linearly by approximately 20–25 MPa with each additional fiberglass layer, reaching up to 146.33 MPa. However, beyond four layers of fiberglass, the consistency of the test results decreased, and fractures did not form within the gauge length, which complicated the quantitative analysis.
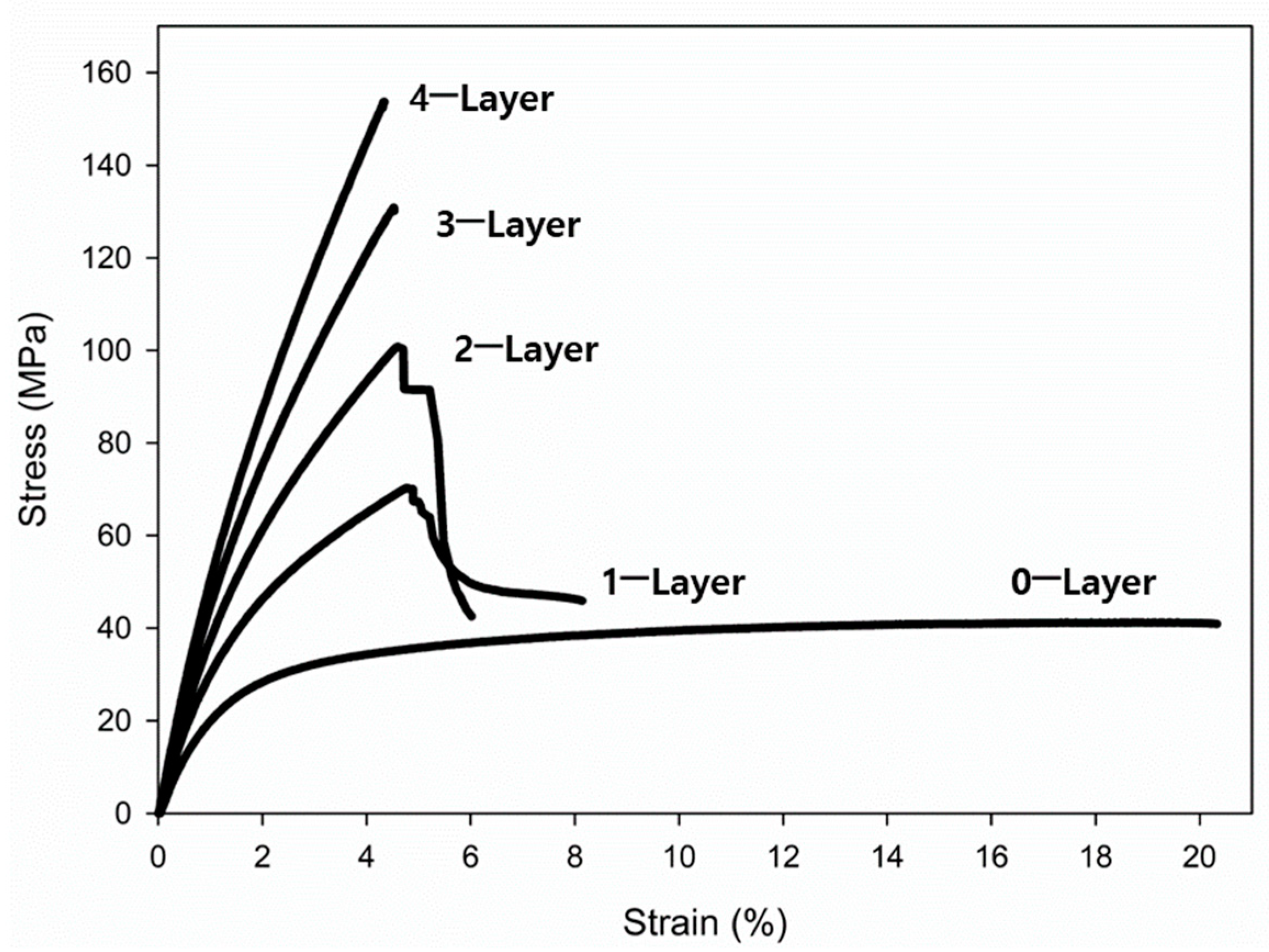
- The analysis of the stress–strain curve revealed that the specimens made solely of Onyx exhibited 20% strain. Specimens with one and two layers of fiberglass showed increased strain and decreased strength after reaching the maximum tensile strength. Specimens with three and four fiberglass layers demonstrated a tendency for the internal fiberglass to withstand a high tensile stress with sudden external Onyx fracturing.
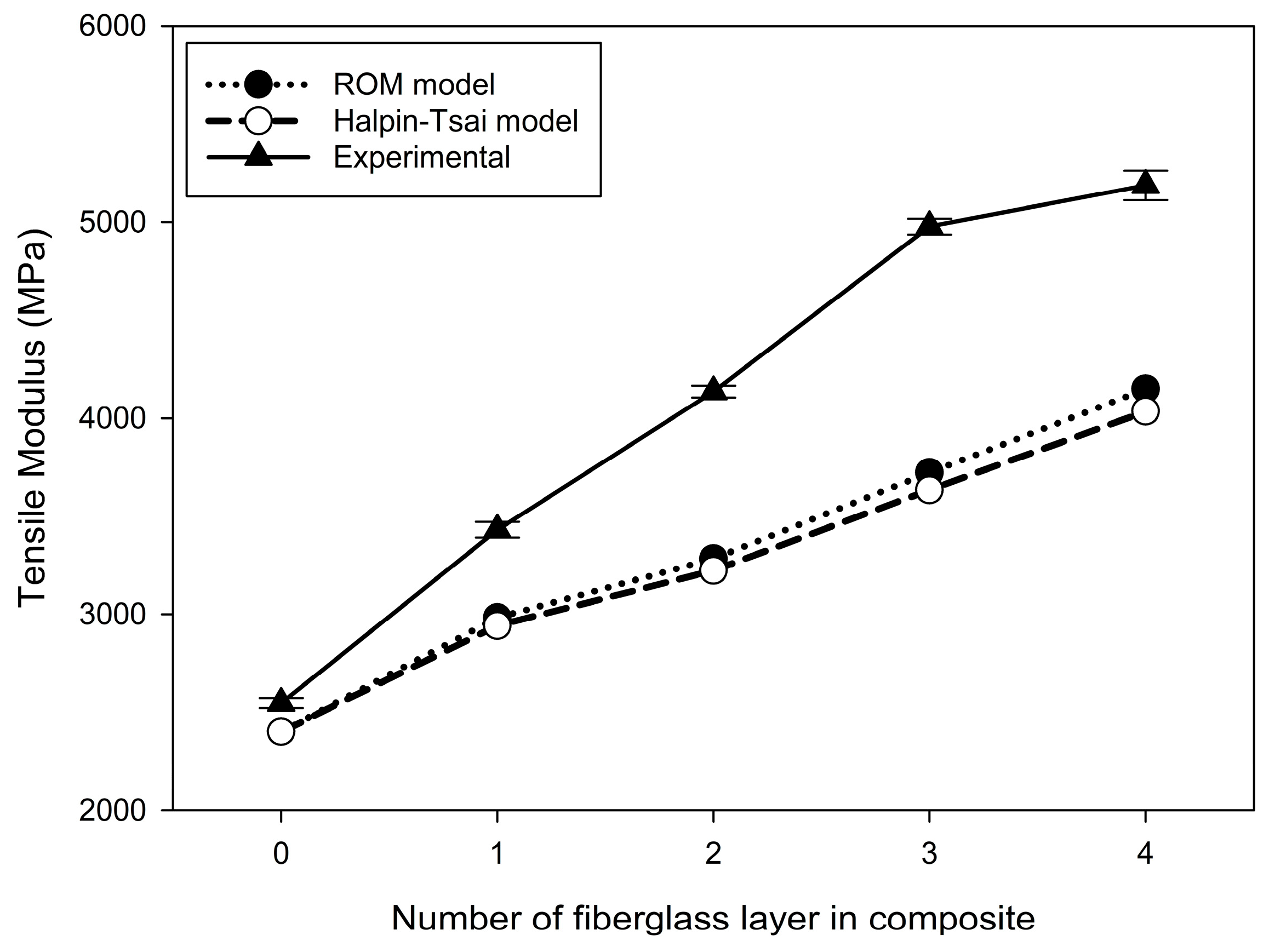
- A comparison of the experimental values with those calculated using the ROM and Halpin–Tsai models showed that the experimental elastic modulus increased significantly more than the model predictions as more fiberglass layers were added to the composite.
- The results of the three-point flexural test indicated that the flexural modulus of Onyx was 17.6 GPa. The flexural modulus increased with the addition of fiberglass layers, measured at 24.0 GPa for one layer, 26.9 GPa for two layers, 32.7 GPa for three layers, and 42.5 GPa for four layers.
- Although no external damage to the Onyx was observed in the flexural test, internal damage to the fiberglass could degrade its mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pokorný, P.; Delgado Sobrino, D.R.; Václav, Š.; Petru, J.; Gołębski, R. Research into Specific Mechanical Properties of Composites Produced by 3D-Printing Additive Continuous-Fiber Fabrication Technology. Materials 2023, 16, 1459. [Google Scholar] [CrossRef] [PubMed]
- Maier, R.; Istrate, A.M.; Despa, A.; Mandoc, A.C.; Bucaciuc, S.; Stoica, R. Investigation into thermomechanical response of polymer composite materials produced through additive manufacturing technologies. Materials 2022, 15, 5069. [Google Scholar] [CrossRef] [PubMed]
- Łakomy, M.; Kluczyński, J.; Sarzyński, B.; Jasik, K.; Szachogłuchowicz, I.; Łuszczek, J. Bending Strength of Continuous Fiber-Reinforced (CFR) Polyamide-Based Composite Additively Manufactured through Material Extrusion. Materials 2024, 17, 2937. [Google Scholar] [CrossRef] [PubMed]
- Blanco, I. The use of composite materials in 3D printing. J. Compos. Sci. 2020, 4, 42. [Google Scholar] [CrossRef]
- Saran, O.S.; Reddy, A.P.; Chaturya, L.; Kumar, M.P. 3D printing of composite materials: A short review. Mater. Today Proc. 2022, 64, 615–619. [Google Scholar]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef] [PubMed]
- Tee, Y.L.; Peng, C.; Pille, P.; Leary, M.; Tran, P. PolyJet 3D printing of composite materials: Experimental and modelling approach. JOM 2020, 72, 1105–1117. [Google Scholar]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef]
- Zhang, H.; Wu, Y.; Wang, K.; Peng, Y.; Wang, D.; Yao, S.; Wang, J. Materials selection of 3D-printed continuous carbon fiber reinforced composites considering multiple criteria. Mater. Des. 2020, 196, 109140. [Google Scholar]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar]
- Papa, I.; Silvestri, A.T.; Ricciardi, M.R.; Lopresto, V.; Squillace, A. Effect of fibre orientation on novel continuous 3d-printed fibre-reinforced composites. Polymers 2021, 13, 2524. [Google Scholar] [CrossRef] [PubMed]
- Pipalla, R.; Schuster, J.; Shaik, Y.P. Experimental analysis on 3d printed onyx specimens with honeycomb infill structure. J. Adv. Mater. Sci. Eng. 2021, 1, 1–10. [Google Scholar]
- Scrocco, M.; Chamberlain, T.; Chow, C.; Weinreber, L.; Elks, E.; Halford, C.; Cortes, P.; Conner, B.P. Impact testing of 3D printed Kevlar-reinforced onyx material. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 27 December 2018. [Google Scholar]
- Lee, G.W.; Kim, T.H.; Yun, J.H.; Kim, N.J.; Ahn, K.H.; Kang, M.S. Strength of Onyx-based composite 3D printing materials according to fiber reinforcement. Front. Mater. 2023, 10, 1183816. [Google Scholar]
- Piramanayagam, S.R.; Kalimuthu, M.; Nagarajan, R.; Abdul Karim Sait, A.M.; Krishnamoorthy, R.K.; Ismail, S.O.; Siengchin, S.; Mohammad, F.; Al-Lohedan, H.A. Experimental investigation and statistical analysis of additively manufactured onyx-carbon fiber reinforced composites. J. Appl. Polym. Sci. 2021, 138, 50338. [Google Scholar]
- Siddiqui, S.F.; Archer, A.; Fandetti, D.; McGee, C. Cryogenic tensile performance of 3D printed onyx–continuous carbon fiber composites. Rapid Prototyp. J. 2023, 29, 1862–1878. [Google Scholar]
- Ghebretinsae, F. Mechanical Testing and Finite Element Analysis of 3D Printed Continuous Carbon Fiber Reinforced Onyx® Thermoplastic. Master’s Thesis, University of Stavanger, Stavanger, Norway, 2019. [Google Scholar]
- Ramalingam, P.S.; Mayandi, K.; Balasubramanian, V.; Chandrasekar, K.; Stalany, V.M.; Munaf, A.A. Effect of 3D printing process parameters on the impact strength of onyx–Glass fiber reinforced composites. Mater. Today Proc. 2021, 45, 6154–6159. [Google Scholar]
- Kabir, S.F.; Mathur, K.; Seyam, A.F.M. The road to improved fiber-reinforced 3D printing technology. Technologies 2020, 8, 51. [Google Scholar] [CrossRef]
- Yun, J.H.; Jeon, Y.J.; Kang, M.S. Prediction of elastic properties using micromechanics of polypropylene composites mixed with ultrahigh-molecular-weight polyethylene fibers. Molecules 2022, 27, 5752. [Google Scholar] [CrossRef]
- Yun, J.H.; Jeon, Y.J.; Kang, M.S. Effective properties for the design of basalt particulate–polymer composites. Polymers 2023, 15, 4125. [Google Scholar] [CrossRef]
- Yun, J.H.; Jeon, Y.J.; Kang, M.S. Prediction of the elastic properties of ultra high molecular weight polyethylene reinforced polypropylene composites using a numerical homogenisation approach. Appl. Sci. 2023, 13, 3638. [Google Scholar] [CrossRef]
- Friday, M.J. A comparison of tension test data using ASTM D 638 and ISO 527. In Limitations of Test Methods for Plastics; ASTM International: West Conshohocken, PA, USA, 2000. [Google Scholar]
- Brahim, S.B.; Cheikh, R.B. Influence of fibre orientation and volume fraction on the tensile properties of unidirectional Alfa-polyester composite. Compos. Sci. Technol. 2007, 67, 140–147. [Google Scholar]
- Klasztorny, M.; Romanowski, R.; Gotowicki, P. Comparative experimental testing of selected glass-polyester composites. Kompozyty 2011, 11, 84–89. [Google Scholar]
- Zhuang, Y.; Zou, B.; Ding, S.; Wang, P. Shear and tensile behaviors of fiber-reinforced resin matrix composites printed by the FDM technology. Coatings 2022, 12, 1000. [Google Scholar] [CrossRef]
- Dong, B.; Tian, L.; Pan, B. Tensile testing of carbon fiber multifilament using an advanced video extensometer assisted by dual-reflector imaging. Measurement 2019, 138, 325–331. [Google Scholar]
- Wang, W.; Gu, Y.; Li, M.; Wang, S.; Zhang, Z. Characterization of tensile property of high-performance fiber bundles combined with epoxy resin using advanced video extensometer. J. Compos. Mater. 2018, 52, 2515–2526. [Google Scholar]
- Brunbauer, J.; Pinter, G. On the strain measurement and stiffness calculation of carbon fibre reinforced composites under quasi-static tensile and tension-tension fatigue loads. Polym. Test. 2014, 40, 256–264. [Google Scholar]
- Khosravani, M.R.; Reinicke, T. Effects of fiber on the fracture behavior of 3D-printed fiber reinforced nylon. Procedia Struct. Integr. 2022, 35, 59–65. [Google Scholar]
- Mohammadizadeh, M.; Fidan, I. Tensile performance of 3D-printed continuous fiber-reinforced nylon composites. J. Manuf. Mater. Process. 2021, 5, 68. [Google Scholar] [CrossRef]
- Martín, M.J.; Auñón, J.A.; Martín, F. Influence of infill pattern on mechanical behavior of polymeric and composites specimens manufactured using fused filament fabrication technology. Polymers 2021, 13, 2934. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Onyx | Fiberglass |
|---|---|---|
| Tensile Modulus (MPa) | 2400 | 21,000 |
| Yield Tensile Strength (MPa) | 41 | 590 |
| Tensile Strength at Break (MPa) | 37 | - |
| Tensile Strain at Break (%) | 25 | 3.8 |
| Flexural Strength (MPa) | 71 | 200 |
| Flexural Modulus (MPa) | 3000 | 22,000 |
| Heat Deflection Temperature (°C) | 145 | 105 |
| Density (g/cm3) | 1.2 | 1.5 |
| Category | Materials | 0–Layer | 1–Layer | 2–Layer | 3–Layer | 4–Layer |
|---|---|---|---|---|---|---|
| Volume | Onyx (cm3) | 5.25 | 5.27 | 5.22 | 5.10 | 5.01 |
| Fiberglass (cm3) | 0 | 0.17 | 0.26 | 0.39 | 0.52 | |
| Volume fraction | Onyx | 1 | 0.969 | 0.953 | 0.929 | 0.906 |
| Fiberglass | 0 | 0.031 | 0.047 | 0.071 | 0.094 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yun, J.-H.; Yoon, G.-W.; Jeon, Y.-J.; Kang, M.-S. Evaluation of the Properties of 3D-Printed Onyx–Fiberglass Composites. Materials 2024, 17, 4140. https://doi.org/10.3390/ma17164140
Yun J-H, Yoon G-W, Jeon Y-J, Kang M-S. Evaluation of the Properties of 3D-Printed Onyx–Fiberglass Composites. Materials. 2024; 17(16):4140. https://doi.org/10.3390/ma17164140
Chicago/Turabian StyleYun, Jong-Hwan, Gun-Woong Yoon, Yu-Jae Jeon, and Min-Soo Kang. 2024. "Evaluation of the Properties of 3D-Printed Onyx–Fiberglass Composites" Materials 17, no. 16: 4140. https://doi.org/10.3390/ma17164140