1. Introduction
High-temperature shape memory alloys (HTSMAs) exhibit remarkable properties, including substantial reversible shape changes under high-stress conditions, facilitated by martensitic transformations above 100 °C [
1]. Among HTSMAs, NiTi-based alloys have attracted considerable attention for their versatility in high-temperature solid-state actuation across various industries, such as automotive and aerospace industries [
1,
2,
3,
4]. Ternary HTSMAs, incorporating elements like Pt, Pd, Au, and Hf, along with NiTi, have emerged as promising candidates [
5,
6,
7]. Research indicates that incorporating Hf has a more significant effect on transformation temperatures compared to Pd and Au [
1,
3]. NiTiHf alloys offer broader applicability in high-temperature applications compared to costly alternatives, such as NiTiAu, NiTiPd, and NiTiPt [
8,
9]. Previous studies highlight the influence of composition —whether they tend to be Ti-rich or Ni-rich—and heat treatment methods on precipitate properties in NiTiHf alloys, emphasizing the complexity of alloy design [
10]. While earlier research has focused on (Ti + Hf)-rich compositions, recent investigations reveal challenges in stoichiometric or Ti-rich alloys with lower Hf content, as well as those with higher Hf additions [
11,
12,
13]. These challenges include thermal cyclic response degradation, brittleness, and poor thermomechanical behavior [
1,
14,
15,
16]. In contrast, in Ni-rich counterpart shape memory alloys (SMAs), precipitation strengthening has been demonstrated to effectively enhance the shape memory properties of Ni-rich NiTiHf alloys [
17,
18,
19,
20]. The formation of nanoscale H-phase precipitates [
21,
22,
23] enhances both the yield strength and the shape memory behavior of the alloy [
20]. Therefore, recent exploration has shifted towards Ni-rich NiTiHf alloys. Initial findings on a Ni50.3Ti20Hf alloy suggest improved shape memory behavior and excellent superelastic properties [
11]. Meng et al. demonstrated precipitate formation in Ni-rich Ni50.3Ti20Hf alloys, leading to increased transformation temperatures [
24,
25]. Further studies by Benafan et al. revealed impressive mechanical and functional properties of Ni-rich Ni50.3Ti29.7Hf20 alloys, including near-perfect superelasticity and excellent dimensional stability [
26]. Evirgen et al. investigated the impact of precipitation on a Ni50.3TiHf15 alloy, observing changes in transformation temperatures and strain recovery [
27].
Conventional techniques like arc melting [
28], vacuum induction melting [
20], and plasma arc melting [
29] are commonly used to manufacture NiTiHf alloys, spanning Hf concentrations of 1 to 50 at. % [
9,
28]. However, additive manufacturing (AM), notably laser powder bed fusion (LPBF), has emerged as a promising alternative, which offers intricate geometry creation and customization of microstructures, compositions, and thermomechanical properties [
30]. This adaptability is especially valuable, allowing for customization beyond conventional methods [
31,
32,
33]. Recently, numerous studies have focused on investigating the processability of Ni-rich Ni50.4TiHf20 (at. %) HTSMAs using LPBF. These investigations thoroughly examined aspects such as processing parameters and defects, microstructural characteristics, phase transformations, thermomechanical behaviors, mechanical properties, and oxidation kinetics [
34,
35,
36,
37,
38].
The selection of materials and processing parameters is important for the success of laser powder bed fusion (LPBF), significantly affecting the accuracy of parts and metallurgical properties. Tailoring alloys, particularly NiTiHf with varied Hf content, show promise in improving processability and printability [
39]. The LPBF AM process poses significant challenges due to exposure to large thermal gradients, intricate thermal histories, and rapid solidification conditions [
40]. These unique conditions often result in printed parts with differing microstructures, properties, and performance compared to conventional methods [
41]. In LPBF, discrepancies between processing parameters and alloy characteristics can result in a range of challenges, including residual internal stresses that lead to distortions and cracking, nonuniform melting and solidification that result in hot tearing or cracking, vaporization of alloying components that cause undesired stoichiometry, unintentional gas entrapment (known as keyholing), and incomplete wetting and spreading that lead to inadequate layer fusion and balling [
42].
In LPBF, solidification cracking, also known as hot cracking, poses a critical challenge during the final stages of the solidification process [
43]. This phenomenon occurs primarily in the partially solid state, resulting in irreversible cracks [
44,
45]. It is driven by thermal stresses induced by solidification shrinkage as the lack of compensation from liquid flow causes the material to fracture [
46]. Initiation sites for cracks often form above the solidus temperature, particularly beyond that of the interdendritic region, where cavities and pores develop [
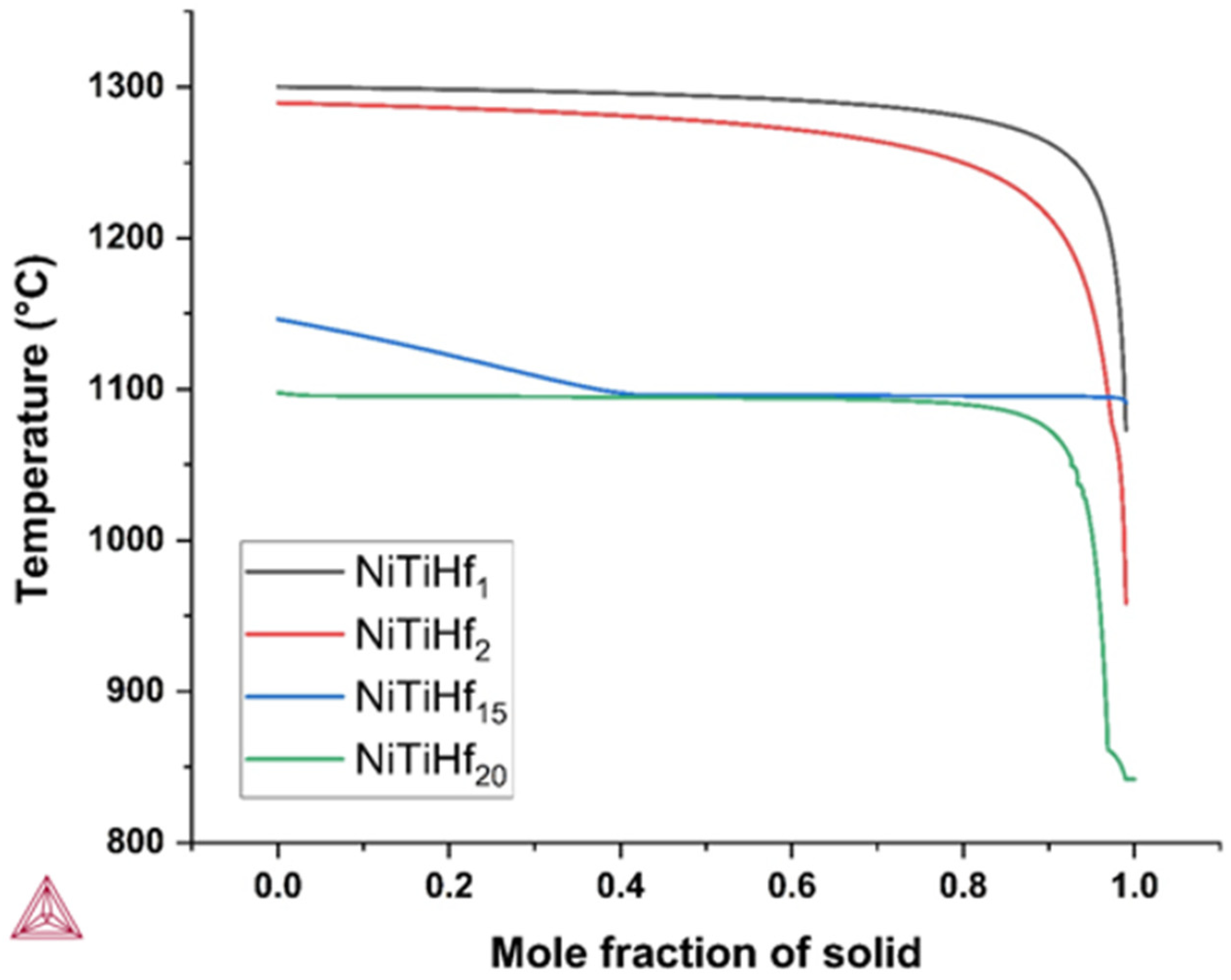
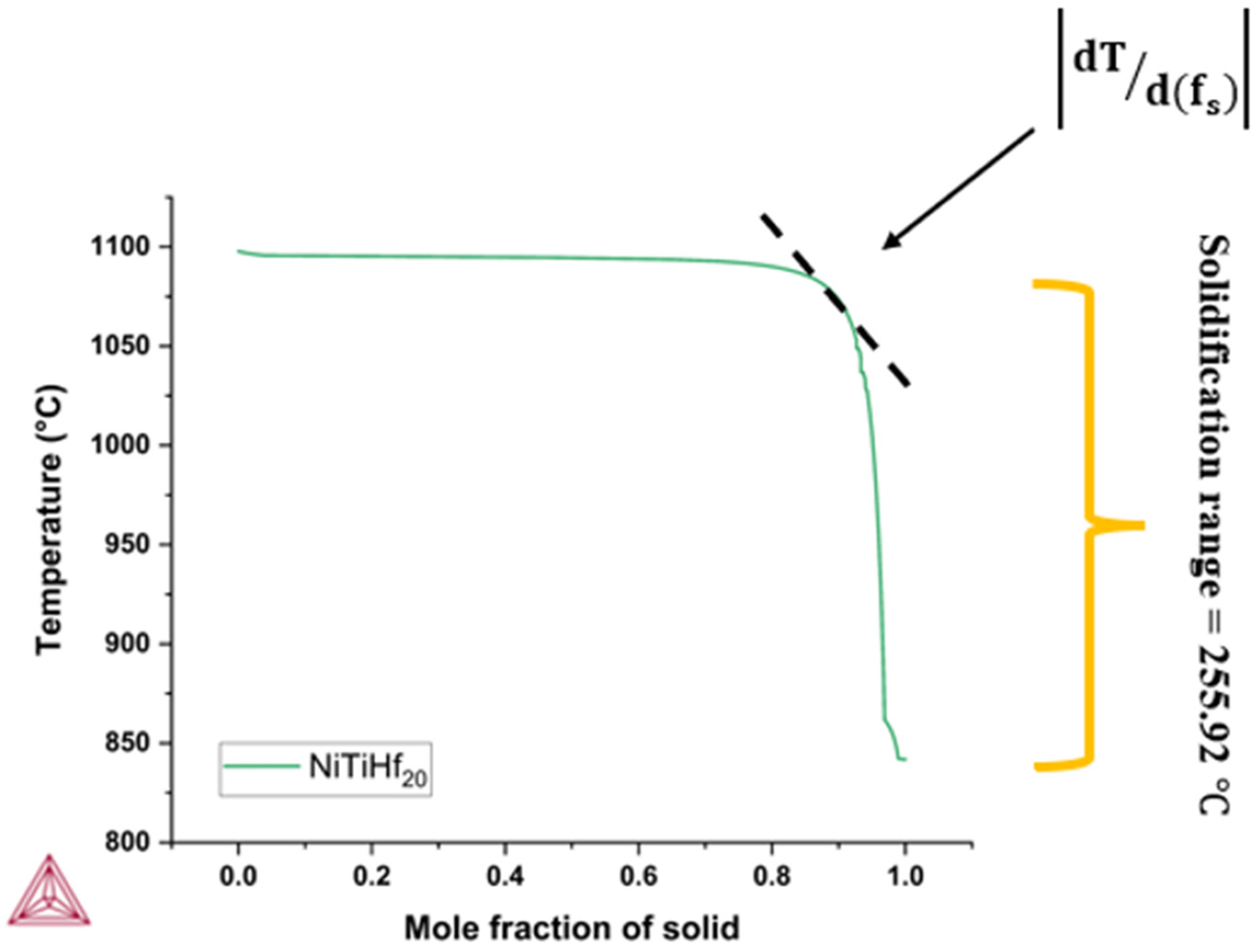
47]. The alloy’s ability to fill the semisolid zone with liquid metal influences the susceptibility to solidification cracking. The width of this semisolid mush, determined by the solidification range—spanning between the liquidus and solidus temperatures—is crucial in evaluating crack susceptibility [
48]. A narrower solidification range allows for more rapid traversal of the highly susceptible microstructure by temperature changes [
49]. Research by Shankar et al. [
50] demonstrated a substantial reduction in the hot cracking density of stainless steel, from 1.1 to 0.1 mm/mm
2, by narrowing the solidification range from 68 to 21 °C. Other models, such as those integrating liquid feeding (0–90% solid) and liquid film/droplet transformation (0–94% solid) [
43], adjust the critical solidification range, often in terms of solidification time. Additionally, Clyne and Davis [
51] proposed assessing hot cracking sensitivity based on the transition time of the mushy zone from liquid to solidus. Overall, narrowing the solidification range, often achieved by increasing the solidus temperature, is crucial for reducing the susceptibility to solidification cracking.
Various models have been developed to assess solidification cracking susceptibility [
52,
53,
54,
55,
56,
57,
58]. Notably, the Kou model [
59,
60] stands out for its comprehensive approach, particularly in evaluating solidification cracking in fusion welds. This model provides valuable insights by correlating solidification gradient with material susceptibility. Importantly, the Kou model is closely associated with the Scheil-Gulliver model [
61], commonly used for predicting solidification gradients. Recent advancements include the utilization of the DICTRA (diffusion-controlled transformations) package within Thermo-Calc software, which offers a robust method for modeling solidification gradients considering thermal history and kinetics [
62]. Additionally, the Scheil solidification model, employing the Gulliver-Scheil equation [
48,
63], has proven effective in anticipating crack susceptibility across various aluminum, magnesium, and nickel-based alloys [
59,
60,
64,
65,
66,
67]. While welding and Additive Manufacturing (AM) share similarities, the utilization of the Kou model to evaluate solidification cracking susceptibility in AM processes is underexplored. Limited studies have investigated this aspect for various materials processed using laser powder bed fusion (LPBF), including Fe-based alloys [
68,
69], Ni-based superalloys [
70,
71,
72,
73], and Al alloys [
74,
75,
76]. Numerous studies have emphasized the critical role played by both computational simulations and experimental validation in the prediction of cracking and the evaluation of alloy processability, ensuring comprehensive and reliable insights [
77]. The processability of high-alloyed tool steels within LPBF [
78] often results in cracking despite achieving densification. Increased carbon content correlates with decreased processability and compromised integrity due to heightened susceptibility to hot cracking, influenced by factors like wide solidification intervals ΔT. Analysis of a CoNi-based superalloy’s cracking behavior in relation to carbon and boron content [
79] reveals solidification cracking predominance, mainly parallel to the build direction, aligning with Kou’s criteria for additive manufacturing of superalloys to prevent microcracking. Investigating IN738LC superalloy’s crack susceptibility through varying volume energy densities (VEDs) via computational simulation [
80] highlights predominantly solidification-type cracks, particularly at grain boundaries with higher misorientation.
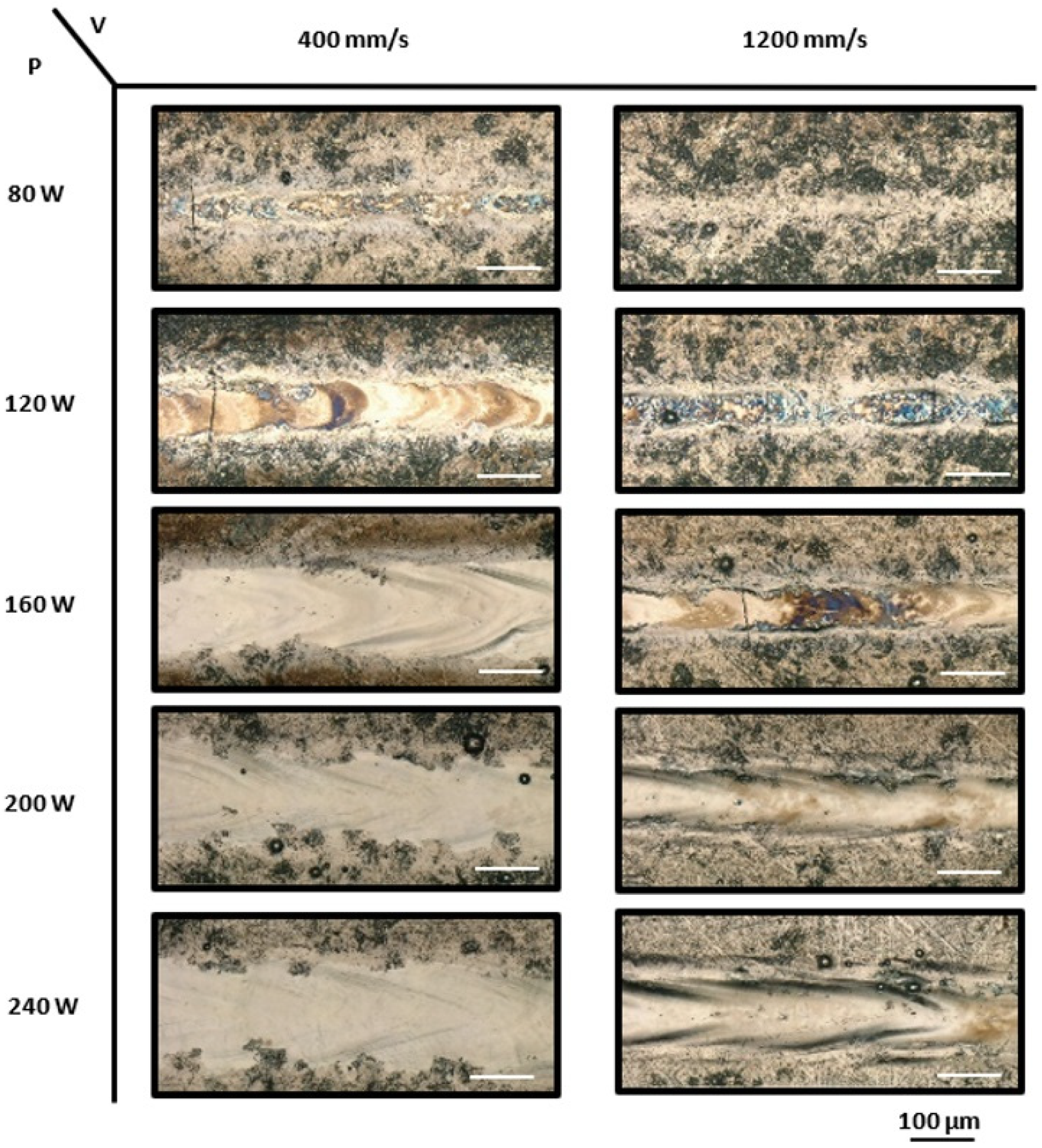
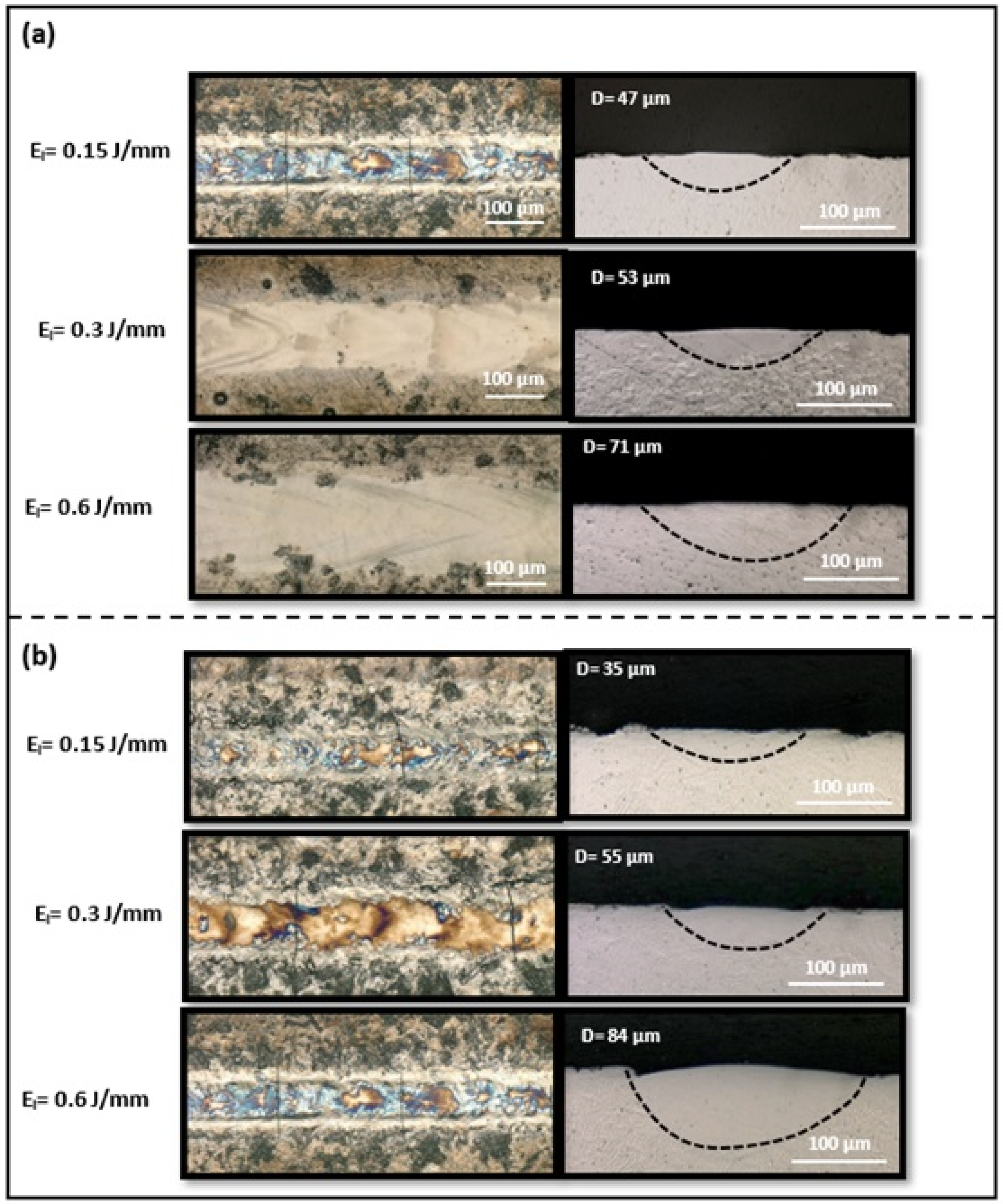
Although additive manufacturing typically involves creating complete 3D parts, single laser track experiments, both with and without powder, provide critical insights into processability and printability. These experiments act as a screening tool for identifying defect susceptibility in laser processing and manufacturing, particularly in laser powder bed fusion (LPBF). Single-track experiments help elucidate the effects of laser parameters—such as power, speed, and focus—on melt pool geometry, solidification behavior, and microstructural evolution. These factors are essential for optimizing the LPBF process, as they directly influence the mechanical properties and performance of the final bulk material. Moreover, analyzing crack behavior through single-track experiments is crucial, as it is closely linked to processing parameters and microstructural evolution during melt pool formation [
81,
82]. High-strength aluminum alloy AA2024’s printability for LPBF, compared to AlSi10Mg, was assessed, and LPBF-induced solidification cracking in AA2024 was studied through single-track experiments [
74]. Seulbi Lee et al. conducted a comprehensive analysis of single-track behavior, identifying different types of cracks, including longitudinal and transverse cracks, which were classified as solidification and thermal cracks [
83]. Mohammadpour et al. combined single-track experiments and thermodynamic simulations to study the microstructure of as-built IN625, achieving a close simulation-experiment agreement [
84,
85]. Ghosh et al. investigated Inconel 625 single tracks without powder, validating FEM simulations and proposing a method to assess crystal shape formation based on temperature and solidification rate [
86].
To date, limited studies have explored cracking susceptibility in NiTiHf alloys through LPBF systems. Nematollahi et al. [
35] conducted a comprehensive investigation by fabricating Ni-rich Ni50.4TiHf20 alloys using LPBF with various processing parameters. They found that lower energy densities yielded fewer defects, while higher densities induced long cracks due to excessive residual stress. Despite these valuable findings, a broader spectrum of NiTiHf alloys with Hf compositions ranging from 1 to 20 at. % remains relatively unexplored in LPBF. Thus, our study aims to extend this research by investigating the printability of NiTiHf alloys with four distinct Hf contents: 1%, 2%, 15%, and 20%. Using NiTi
as a reference will provide insights into LPBF effects on different alloy compositions. Our objective is to identify alloys with optimal processability and printability. We evaluate the printability of these alloys using computational and experimental approaches, focusing on predicting solidification cracking likelihood under various process conditions such as laser power and scan speed to define an optimal processing window [
87,
88,
89,
90]. Initial assessments of solidification cracking susceptibility rely on the analysis of Kou’s index, complemented by solidification gradient calculations using the Scheil–Gulliver model implemented in Thermo-Calc. Additionally, due to the significant cost and limited availability of Hf powder [
91,
92], laser remelting experiments explore parameter impacts on different NiTiHf ingots in LPBF processing. This involves printing single tracks within the LPBF machine to validate computational results and establish an effective framework for evaluating printability without using powder. Cracks in single tracks indicate the alloy’s unsuitability for processing, leading to its exclusion from further consideration when employing powder.
3. Experimental Method
Stoichiometric
,
,
, and
(at. %) ingots were used as the base plate. The first three ingots were vacuum-induction-melted (VIM) in a graphite crucible and cast into a 25.4 mm diameter by 102 mm long copper mold and then vacuum-homogenized at 1050 °C for 72 h. The
ingot was vacuum-induction-skull-melted (VISM) using a segmented water-cooled copper hearth, poured on a 3” steel mold, followed by vacuum arc remelting (VAR) into a 6.7” ingot, and then homogenized at 1050 °C for 72 h. The chemical composition of the alloys is shown in
Table 1. Bulk chemical composition was determined using a SPECTRO Across MV inductively coupled plasma atomic emission spectrometer (ICP-AES) for detecting metallic elements, and the LECO (ON 736 and CS 844 Combustion Analyzers) was used to determine oxygen, nitrogen, and carbon content.
Differential scanning calorimetry (DSC) analysis was carried out using a DSC 250 instrument (TA Instruments (New Castle, DE, USA)), employing a heating/cooling rate of 10 °C/min. DSC serves as a widely accepted technique for characterizing phase transitions in materials, relying on the measurement of heat flow associated with these transitions as a function of temperature. To minimize oxidation effects on the sample, the analysis was conducted under a specified atmosphere, specifically nitrogen. Each single track underwent two thermal cycles between −180 °C and 250 °C to ensure comprehensive characterization of phase transitions. The capability to undergo phase transformation at very low temperatures is particularly advantageous for applications in subzero environments. These properties significantly enhance the material’s functionality and performance, making NiTiHf alloys suitable for a range of applications that operate in cold conditions. Prior to analysis, meticulous sample preparation of all NiTiHf ingots was performed to ensure uniformity and reproducibility of results.
Laser remelting processes were carried out utilizing the LPBF machine (Phenix Systems PXM-3D Systems, Riom, France). With a laser beam diameter of 80 µm and a fiber laser wavelength of 1070 nm, the fabrication process was meticulously conducted within an argon atmosphere to mitigate oxidation effects, ensuring oxygen levels remained below 500 ppm. Following this, precise single-track laser remelting experiments without the addition of powder were directly conducted on the surfaces of , , , and (at. %) ingots. Each track, extending 18 mm in length, maintained a consistent 0.75 mm gap between consecutive tracks.
Following laser processing, each single track was subject to optical microscopy (OM) analysis using a Keyence VHX 6000 microscope to capture top-view images. Substrates containing the single tracks were then cut perpendicular to the track length using a wire electrical discharge machine (EDM) (CUT E 350-George Fischer (GF) machine solution, Schaffhausen, Switzerland) and embedded in epoxy resin in the build direction for cross-sectional analysis. Metallographic polishing was performed until a 1 µm diamond finish was achieved. Subsequent imaging of melt pool depth and width was conducted using an optical microscope (VHX 6000-Keyence, Osaka, Japan).


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}