

Temperature Effect on Deformation Mechanisms and Mechanical Properties of Welded High-Mn Steels for Cryogenic Applications


 and
and
Abstract
1. Introduction
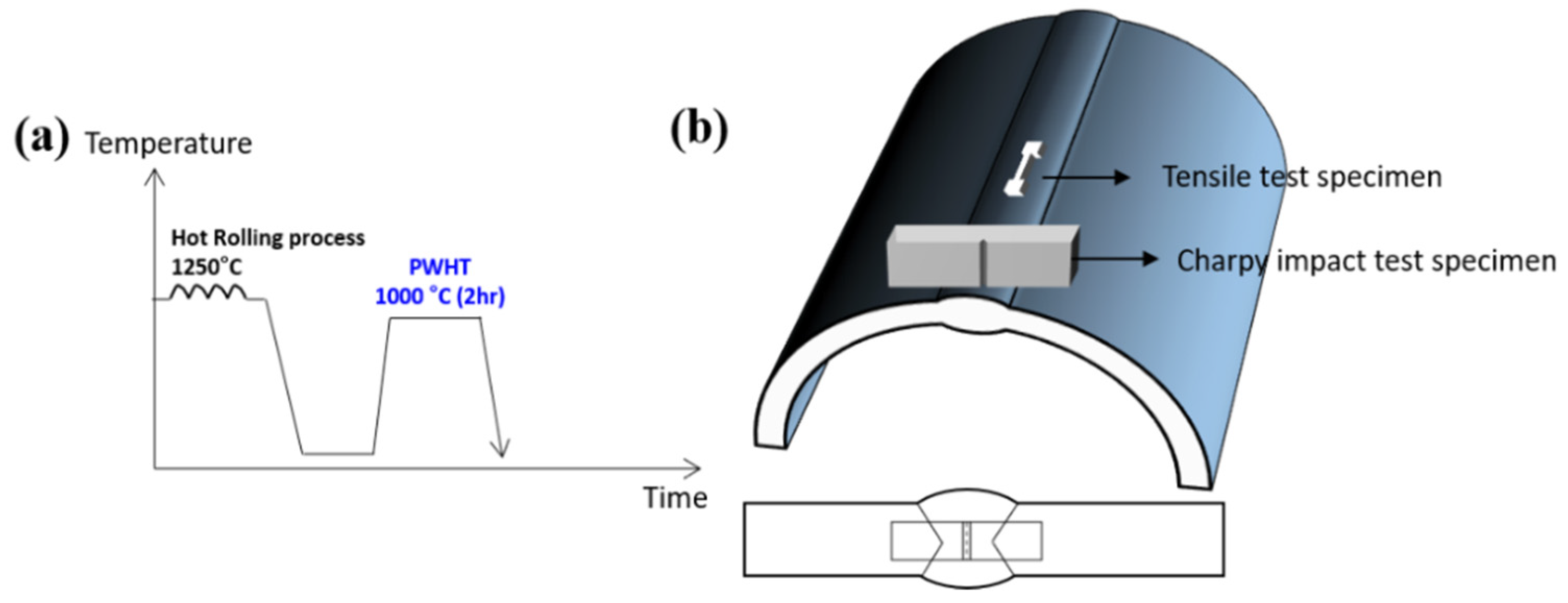
2. Materials and Methods
3. Results
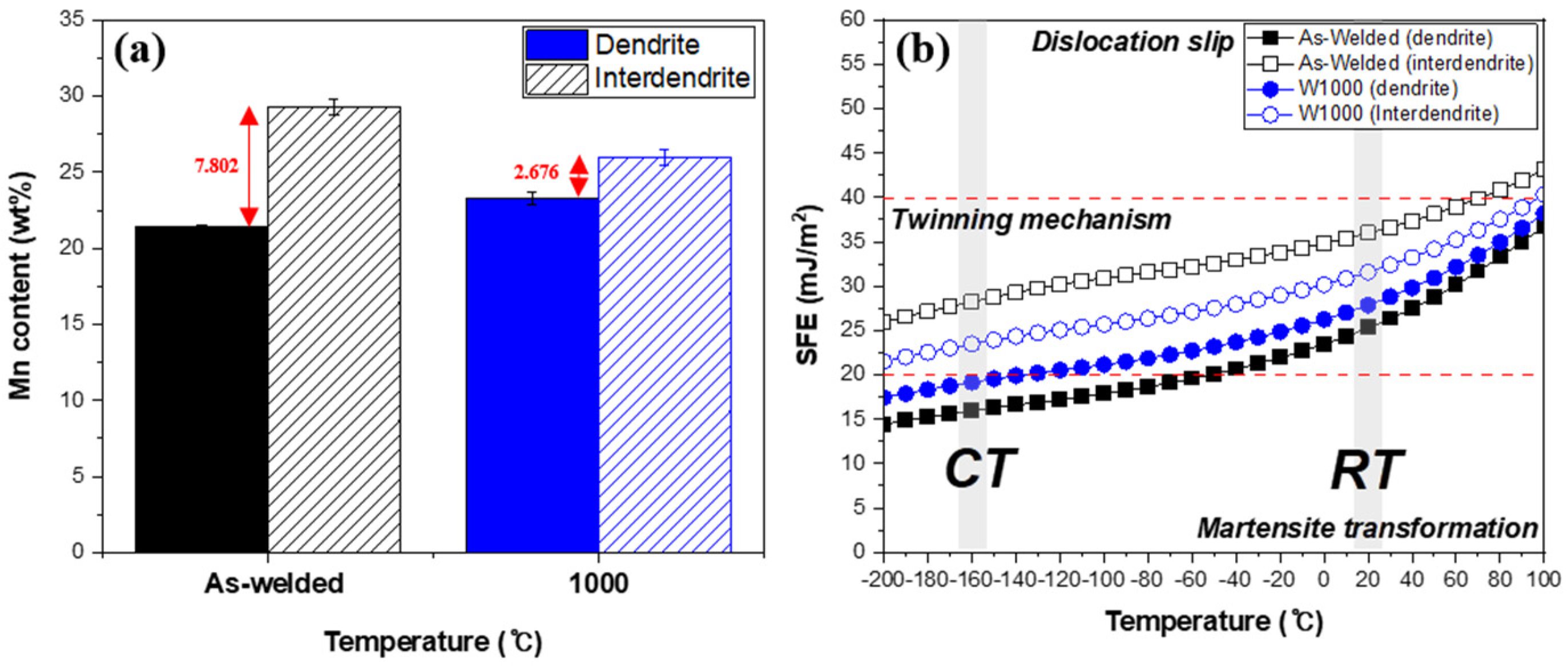
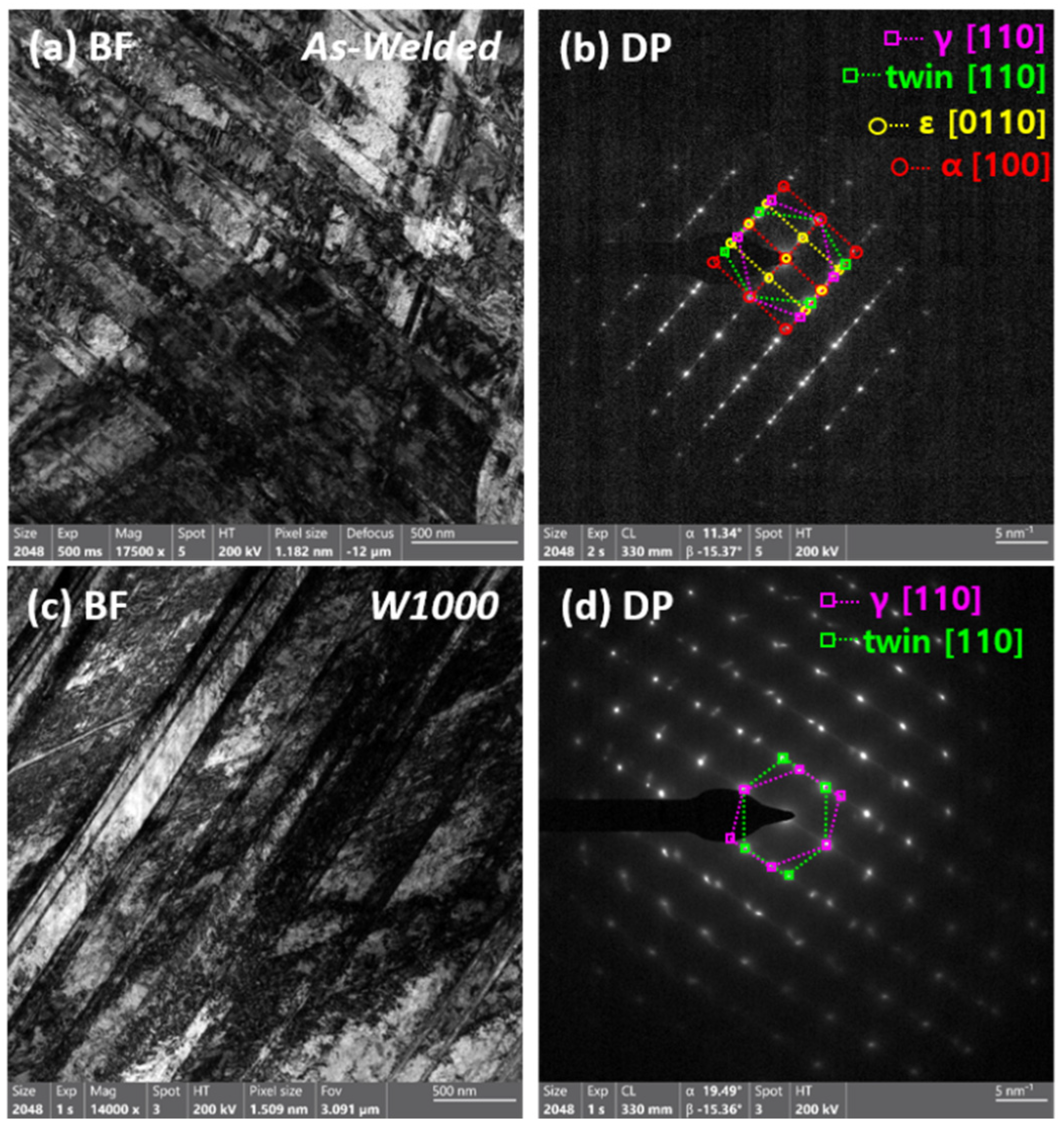
3.1. Microstructural Examination of Welded High-Mn Steel in the As-Welded and PWHT Conditions
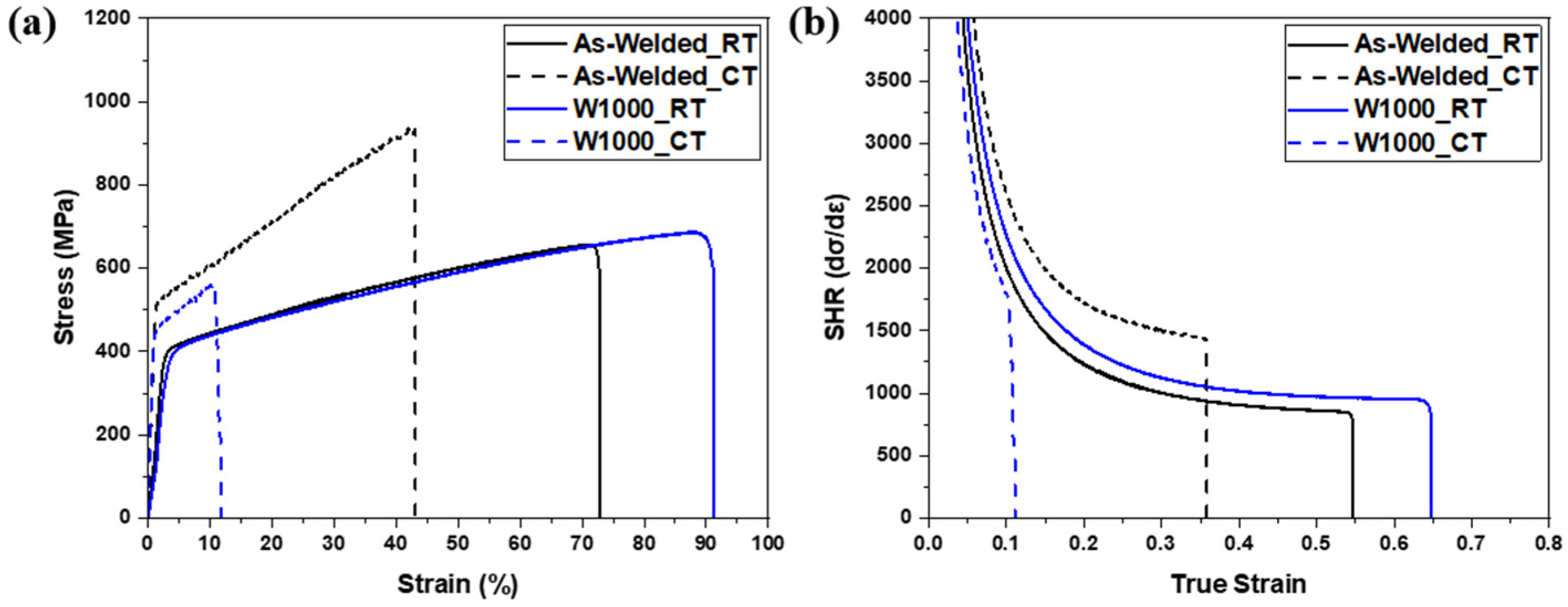
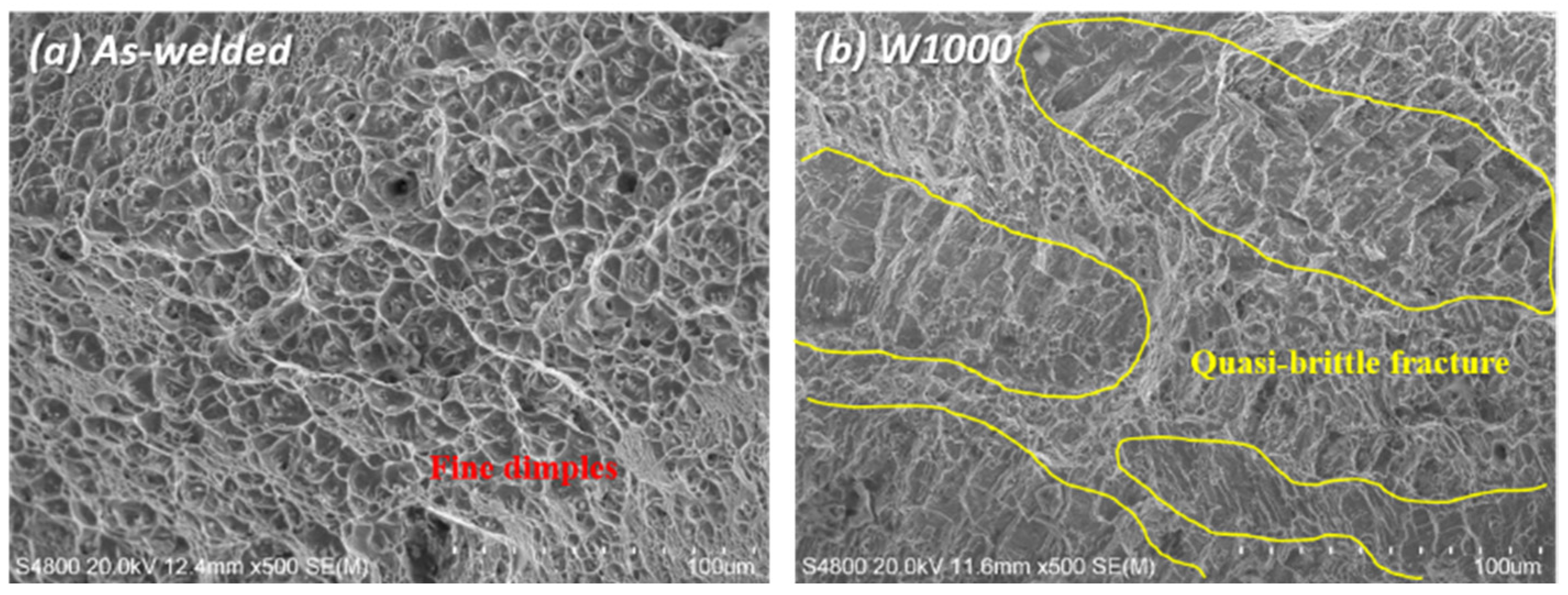
3.2. The Mechanical Characteristics of Welded High-Mn Steels
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, S.; Kwon, H.-T.; Choi, K.-H.; Lim, W.; Cho, J.H.; Tak, K.; Moon, I. LNG: An eco-friendly cryogenic fuel for sustainable development. Appl. Energy 2011, 88, 4264–4273. [Google Scholar] [CrossRef]
- Chen, Q.-S.; Wegrzyn, J.; Prasad, V. Analysis of temperature and pressure changes in liquefied natural gas (LNG) cryogenic tanks. Cryogenics 2004, 44, 701–709. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.-P.; Bouaziz, O.; Migot, S.; Guelton, N. Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe–Mn–C alloys. Mater. Sci. Eng. A 2004, 387–389, 158–162. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.-T. Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rateLNG: An eco-friendly cryogenic fuel for sustainable development. Acta Mater. 2010, 58, 5129–5141. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Mosecker, L.; Schwedt, A.; Bleck, W. Characterization and Prediction of Flow Behavior in High-Manganese Twinning Induced Plasticity Steels: Part I. Mechanism Maps and Work-Hardening Behavior. Metall. Trans. A 2011, 43, 1688–1704. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Tian, Y.Z.; Bai, Y.; Zhao, L.J.; Gao, S.; Yang, H.K.; Shibata, A.; Zhang, Z.F.; Tsuji, N. A novel ultrafine-grained Fe-22Mn-0.6C TWIP steel with superior strength and ductility. Mater. Sci. 2017, 126, 74–80. [Google Scholar] [CrossRef]
- Martin, S.; Wolf, S.; Martin, U.; Krüger, L.; Rafaja, D. Deformation Mechanisms in Austenitic TRIP/TWIP Steel as a Function of Temperature. Metall. Trans. A 2016, 47, 49–58. [Google Scholar] [CrossRef]
- Park, M.; Park, G.-W.; Kim, S.-H.; Choi, Y.-W.; Kim, H.C.; Kwon, S.-H.; Noh, S.; Jeon, J.B. Tensile and Charpy impact properties of heat-treated high manganese steel at cryogenic temperatures. J. Nucl. Mater. 2022, 570, 153982. [Google Scholar] [CrossRef]
- Zhang, X.; Sawaguchi, T.; Ogawa, K.; Yin, F.; Zhao, X. Temperature dependence of intersection reactions of ɛ martensite plates in an Fe–30Mn–4Si–2Al TRIP/TWIP. J. Alloys Comp. 2013, 577, S533–S537. [Google Scholar] [CrossRef]
- Bracke, L.; Kestens, L.; Penning, J. Transformation mechanism of α′-martensite in an austenitic Fe–Mn–C–N alloy. Scr. Mater. 2007, 57, 385–388. [Google Scholar] [CrossRef]
- Han, W.; Liu, Y.; Wan, F.; Liu, P.; Yi, X.; Zhan, Q.; Morrall, D.; Ohnuki, S. Deformation behavior of austenitic stainless steel at deep cryogenic. J. Nucl. Matcr. Mater. 2018, 504, 29–32. [Google Scholar] [CrossRef]
- Du, M.; Wang, W.; Zhang, X.; Niu, J.; Liu, L. Influence of laser power on microstructure and mechanical properties of laser welded TWIP steel butted joint. Opt. Laser Technol. 2022, 149, 107911. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, X.-M.; Cai, Z.-H.; Wang, Y.-Q.; Ding, H. Effect of microalloying with V and Ti on the microstructure and properties of electron beam welded thick high-Mn TWIP steel plates. Mater. Sci. Eng. A 2021, 811, 141062. [Google Scholar] [CrossRef]
- Razmpoosh, M.H.; Shamanian, M.; Esmailzadeh, M. The microstructural evolution and mechanical properties of resistance spot welded Fe–31Mn–3Al–3Si TWIP steel. Mater. Des. 2015, 57, 571–576. [Google Scholar] [CrossRef]
- Takeuchi, T.; Kameda, J.; Nagai, Y.; Toyama, T.; Matsukawa, Y.; Nishiyama, Y.; Onizawa, K. Microstructural changes of a thermally aged stainless steel submerged arc weld overlay cladding of nuclear reactor pressure vessels. J. Nucl. Mater. 2012, 425, 60–64. [Google Scholar] [CrossRef]
- Choi, M.; Lee, J.; Nam, H.; Kang, N.; Kim, M.; Cho, D. Tensile and Microstructural Characteristics of Fe-24Mn Steel Welds for Cryogenic Applications. Met. Mater. Int. 2020, 26, 240–247. [Google Scholar] [CrossRef]
- Deimel, P.; Fischer, H.; Hoffmann, M. Strength and toughness properties of two nitrogen alloyed stainless steels and their submerged arc weldments at cryogenic temperatures. J. Mater. Sci. 1998, 33, 1105–1116. [Google Scholar] [CrossRef]
- Park, M.; Kang, M.; Park, G.-W.; Jang, G.; Kim, B.; Kim, H.C.; Jeon, J.B.; Kim, H.; Kwon, S.-H.; Kim, B.J. The effects of post weld heat treatment for welded high-Mn austenitic steels using the submerged arc welding. J. Mater. Res. Techonol. 2022, 18, 4497–4512. [Google Scholar] [CrossRef]
- Ren, J.-K.; Chen, Q.-Y.; Chen, J.; Liu, Z.-Y. On mechanical properties of welded joint in novel High-Mn cryogenic steel in terms of microstructural evolution and solute segregation. Metal 2020, 10, 478. [Google Scholar] [CrossRef]
- Roncery, L.M.; Weber, S.; Theisen, W. Welding of twinning-induced plasticity steels. Scr. Mater. 2012, 66, 997–1001. [Google Scholar] [CrossRef]
- Yoo, J.; Han, K.; Park, Y.; Choi, J.; Lee, C. Evaluation of solidification cracking susceptibility of Fe–18Mn–0·6C steel welds. Sci. Technol. Weld. Join. 2014, 19, 514–520. [Google Scholar] [CrossRef]
- Shen, Y.; Yang, S.; Liu, J.; Liu, H.; Zhang, R.; Xu, H.; He, Y. Study on Micro Segregation of High Alloy Fe–Mn–C–Al Steel. Steel Res. Int. 2019, 90, 1800546. [Google Scholar] [CrossRef]
- Ahmed, M.; Ahmed, E.; Hamada, A.; Khodir, S.; Seleman, M.E.-S.; Wynne, B. Microstructure and mechanical properties evolution of friction stir spot welded high-Mn twinning-induced plasticity steel. Mater. Des. 2016, 91, 378–387. [Google Scholar] [CrossRef]
- Lan, F.-J.; Zhuang, C.-L.; Li, C.-R.; Chen, J.-B.; Yang, G.-K.; Yao, H.-J. Study on manganese volatilization behavior of Fe–Mn–C–Al twinning-induced plasticity steel. High. Temp. Mater. Process. 2021, 40, 461–470. [Google Scholar] [CrossRef]
- Lan, P.; Zhang, J. Thermophysical Properties and Solidification Defects of Fe–22Mn–0.7C TWIP Steel. Steel Res. Int. 2016, 87, 250–261. [Google Scholar] [CrossRef]
- Ribamar, G.G.; Andrade, T.C.; Miranda, H.C.; Abreu, H.F.G. Thermodynamic Stacking Fault Energy, Chemical Composition, and Microstructure Relationship in High-Manganese Steels. Metall. Mater. Trans. 2020, 51, 4812–4825. [Google Scholar] [CrossRef]
- Kwok, T.W.; Slater, C.; Xu, X.; Dye, D. A Scale-up Study on Chemical Segregation and the Effects on Tensile Properties in Two Medium Mn Steel Castings. Metall. Mater. Trans. A 2021, 53, 585–596. [Google Scholar] [CrossRef]
- Choi, J.H.; Jo, M.C.; Lee, H.; Zargaran, A.; Song, T.; Sohn, S.S.; Kim, N.J.; Lee, S. Cu addition effects on TRIP to TWIP transition and tensile property improvement of ultra-high-strength austenitic high-Mn steels. Acta Mater. 2019, 166, 246–260. [Google Scholar] [CrossRef]
- Jeong, S.; Lee, Y.; Park, G.; Kim, B.; Moon, J.; Park, S.-J.; Lee, C. Phase transformation and the mechanical characteristics of heat-affected zones in austenitic Fe–Mn–Al–Cr–C lightweight steel during post-weld heat treatment. Mater. Charact. 2021, 177, 111150. [Google Scholar] [CrossRef]
- Madivala, M.; Bleck, W. Strain Rate Dependent Mechanical Properties of TWIP Steel. JOM 2019, 71, 1291–1302. [Google Scholar] [CrossRef]
- Madivala, M.; Schwedt, A.; Wong, S.L.; Roters, F.; Prahl, U.; Bleck, W. Temperature dependent strain hardening and fracture behavior of TWIP steel. Int. J. Plast. 2018, 104, 80–103. [Google Scholar] [CrossRef]
- Dummy, A.; Chateau, J.-P.; Allain, S.; Migot, S.; Bouaziz, O. Influence of addition elements on the stacking-fault energy and mechanical properties of an austenitic Fe–Mn–C steel. Mater. Sci. Eng. A 2008, 483, 184–187. [Google Scholar] [CrossRef]
- Ribamar, G.G.; Andrade, T.C.; Miranda, H.C.d.; Abreu, H.F.G.d. Study of the relationship between stacking fault energy and microstructure in different compositions of Fe-Mn steels produced by weld deposit. IOP Conf. Ser. Mater. Sci. Eng. 2019, 668, 012001. [Google Scholar] [CrossRef]
- Kim, H.; Park, J.; Ha, Y.; Kim, W.; Sohn, S.S.; Kim, H.S.; Lee, B.-J.; Kim, N.J.; Lee, S. Dynamic tension–compression asymmetry of martensitic transformation in austenitic Fe–(0.4, 1.0)C–18Mn steels for cryogenic applications. Acta Mater. 2015, 96, 37–46. [Google Scholar] [CrossRef]
- Lee, J.; Sohn, S.S.; Hong, S.; Suh, B.-C.; Kim, S.-K.; Lee, B.-J.; Kim, N.J.; Lee, S. Effects of Mn Addition on Tensile and Charpy Impact Properties in Austenitic Fe-Mn-C-Al-Based Steels for Cryogenic Applications. Metall. Mater. Trans. A 2014, 45, 5419–5430. [Google Scholar] [CrossRef]
- Dafé, S.S.F.d.; Sicupira, F.L.; Matos, F.C.S.; Cruz, N.S.; Moreira, D.R.; Santos, D.B. Effect of cooling rate on (ε, α’) martensite formation in twinning/transformation-induced plasticity Fe-17Mn-0.06C steel. Mater. Res. 2013, 16, 1229–1236. [Google Scholar] [CrossRef]
- Wan, D.; Barnoush, A. Plasticity in cryogenic brittle fracture of ferritic steels: Dislocation versus twinning. Mater. Sci. Eng. A 2019, 744, 335–339. [Google Scholar] [CrossRef]
- Pilyugin, V.P.; Voronova, L.M.; Gapontseva, T.M.; Chashchukhina, T.I.; Degtyarev, M.V. Structure and hardness of molybdenum upon deformation under pressure at room and cryogenic temperatures. Int. J. Refract. Met. Hard Mater. 2014, 43, 59–63. [Google Scholar] [CrossRef]
- Huang, C.X.; Yang, G.; Gao, Y.L.; Wu, S.D.; Li, S.X. Investigation on the nucleation mechanism of deformation-induced martensite in an austenitic stainless steel under severe plastic deformation. J. Mater. Res. 2007, 22, 724–729. [Google Scholar] [CrossRef]
- Kireeva, I.; Chumlyakov, Y.I. Orientation dependence of the γ-ɛ martensitic transformation in single crystals of austenitic stainless steels with low stacking fault energy. Phys. Met. Metallogr. 2006, 191, 186–203. [Google Scholar] [CrossRef]
- Lee, S.G.; Kim, B.; Jo, M.C.; Kim, K.-M. Lee. J.; Bae, J.; Lee, B.-J.; Sohn, S.S.; Lee, S. Effects of Cr addition on Charpy impact energy in austenitic 0.45C-24Mn-(0,3,6)Cr steels. J. Mater. Sci. Technol. 2020, 50, 21–30. [Google Scholar] [CrossRef]
- Kowalska, J.; Kowalski, M. Development of Microstructure and Texture After Cold-Rolling Fe-24Mn-3Al-3Si High-Manganese Steel. J. Mater. Eng. Perform. 2020, 29, 1495–1501. [Google Scholar] [CrossRef]
- Duan, X.; Wang, D.; Wang, K.; Han, F. Twinning behaviour of TWIP steel studied by Taylor factor analysis. Philos. Mag. Lett. Mater. 2013, 93, 316–321. [Google Scholar] [CrossRef]
- Bragov, A.; Igumnov, L.; Konstantinov, A.; Lomunov, A.; Rusin, E. Effects of High Strain Rate and Self-heating on Plastic Deformation of Metal Materials Under Fast Compression Loading. J. Dyn. Behav. Mater. 2019, 5, 309–319. [Google Scholar] [CrossRef]
- Park, J.; Kang, M.; Sohn, S.S.; Kim, S.-H.; Kim, H.S.; Kim, N.J.; Lee, S. Quasi-static and dynamic deformation mechanisms interpreted by microstructural evolution in TWinning Induced Plasticity (TWIP) steel. Mater. Sci. Eng. A 2017, 684, 54–63. [Google Scholar] [CrossRef]
- Madivala, M.; Schwedt, A.; Prahl, U.; Bleck, W. Anisotropy and strain rate effects on the failure behavior of TWIP steel: A multiscale experimental study. Int. J. Plast. 2019, 115, 178–199. [Google Scholar] [CrossRef]
- Benzing, J.T.; Poling, W.A.; Pierce, D.T.; Bently, J.; Findley, K.O.; Raabe, D.; Witting, J.E. Effects of strain rate on mechanical properties and deformation behavior of an austenitic Fe-25Mn-3Al-3Si TWIP-TRIP steel. Mater. Sci. Eng. A 2018, 711, 78–92. [Google Scholar] [CrossRef]
- Gao, Y.; Xu, C.; He, Z.-P.; He, Y.-L.; Li, L. Response characteristics and adiabatic heating during high strain rate for TRIP steel and DP steel. J. Iron Steel Res. Int. 2015, 22, 48–54. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Temperature (°C) | Pmax(kN) | Total Absorbed Energy (J) | Crack Initiation Energy (Ei, J) | Crack Propagation Energy (Ep, J) |
|---|---|---|---|---|---|
| As-weld_RT | 20 | 9.4 | 143 | 57 | 86 |
| W1000_RT | 10.1 | 139 | 57 | 82 | |
| As-weld_CT | −160 | 13.2 | 123 | 74 | 49 |
| W1000_CT | 13 | 112 | 61 | 51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, M.; Lee, G.H.; Park, G.-W.; Jang, G.; Kim, H.-C.; Noh, S.; Jeon, J.B.; Kim, B.; Kim, B.J. Temperature Effect on Deformation Mechanisms and Mechanical Properties of Welded High-Mn Steels for Cryogenic Applications. Materials 2024, 17, 4159. https://doi.org/10.3390/ma17164159
Park M, Lee GH, Park G-W, Jang G, Kim H-C, Noh S, Jeon JB, Kim B, Kim BJ. Temperature Effect on Deformation Mechanisms and Mechanical Properties of Welded High-Mn Steels for Cryogenic Applications. Materials. 2024; 17(16):4159. https://doi.org/10.3390/ma17164159
Chicago/Turabian StylePark, Minha, Gang Ho Lee, Geon-Woo Park, Gwangjoo Jang, Hyoung-Chan Kim, Sanghoon Noh, Jong Bae Jeon, Byoungkoo Kim, and Byung Jun Kim. 2024. "Temperature Effect on Deformation Mechanisms and Mechanical Properties of Welded High-Mn Steels for Cryogenic Applications" Materials 17, no. 16: 4159. https://doi.org/10.3390/ma17164159
APA StylePark, M., Lee, G. H., Park, G.-W., Jang, G., Kim, H.-C., Noh, S., Jeon, J. B., Kim, B., & Kim, B. J. (2024). Temperature Effect on Deformation Mechanisms and Mechanical Properties of Welded High-Mn Steels for Cryogenic Applications. Materials, 17(16), 4159. https://doi.org/10.3390/ma17164159