
Comparative Life Cycle Assessment of Bacterial and Thermochemical Retting of Hemp



Abstract
1. Introduction
2. Methods and Materials
2.1. Goal and Scope
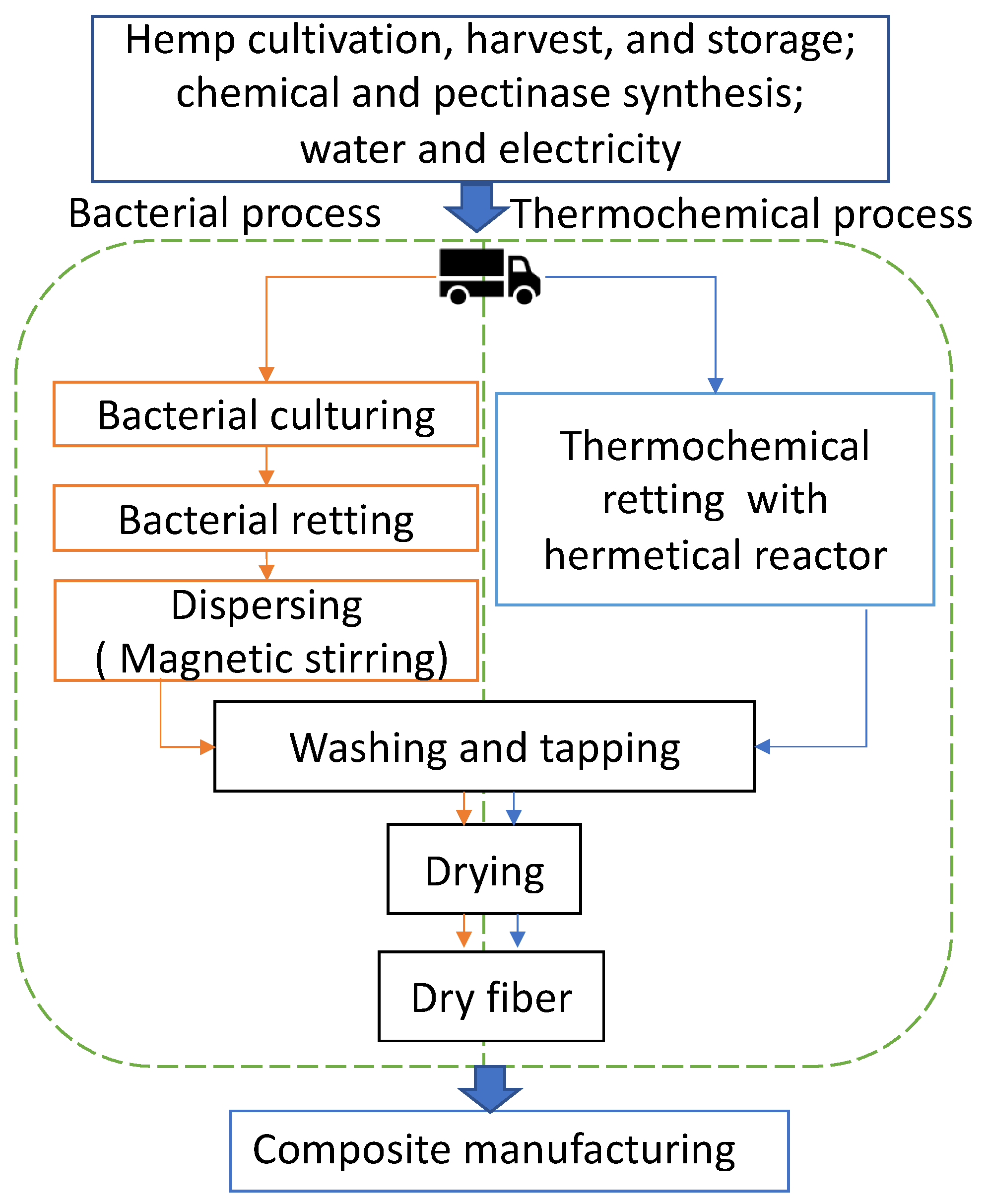
2.2. System Boundary
2.3. Description of Processes
2.4. Life Cycle Inventory and Life Cycle Inventory Analysis
2.5. FTIR Spectroscopy
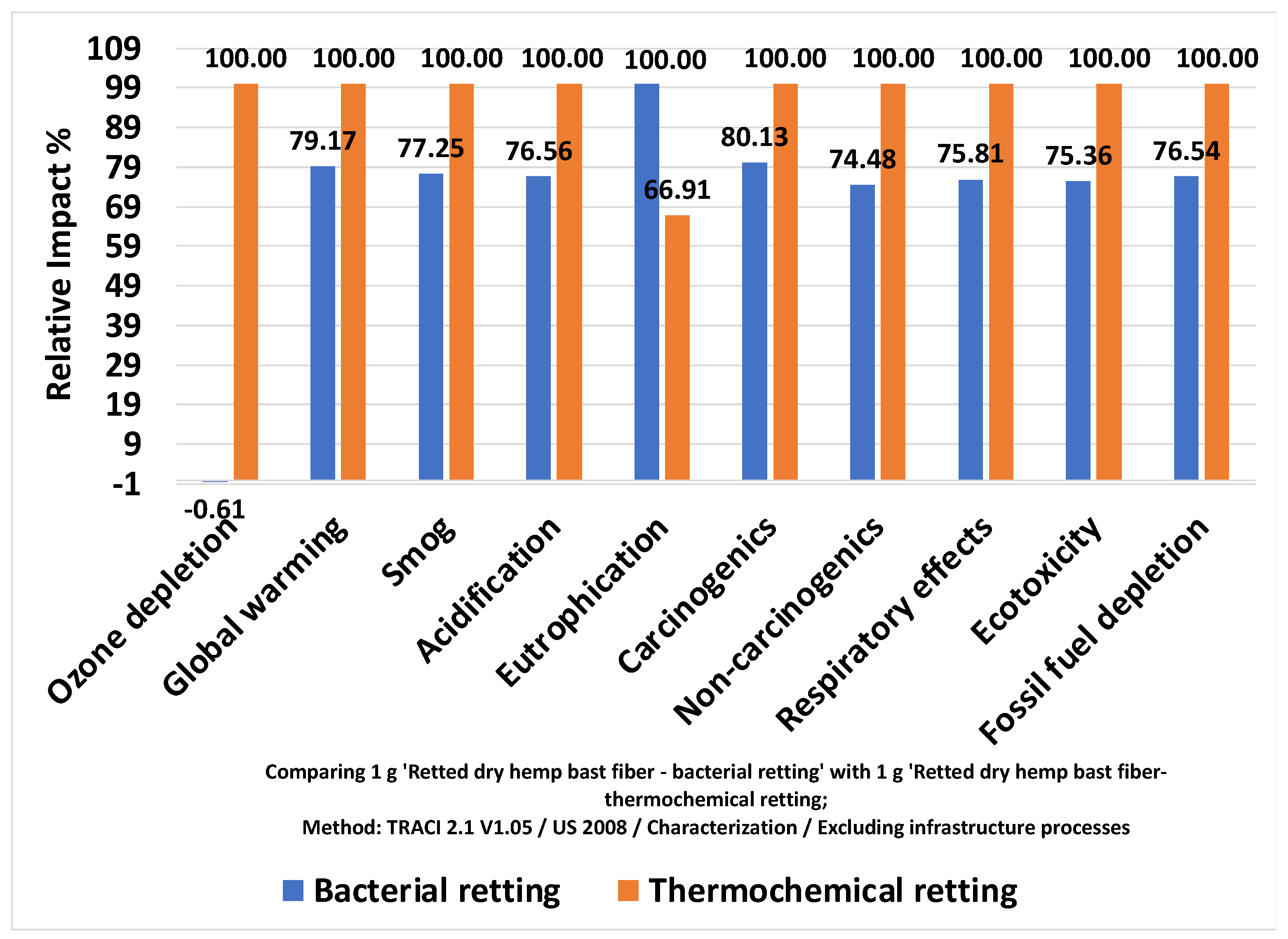
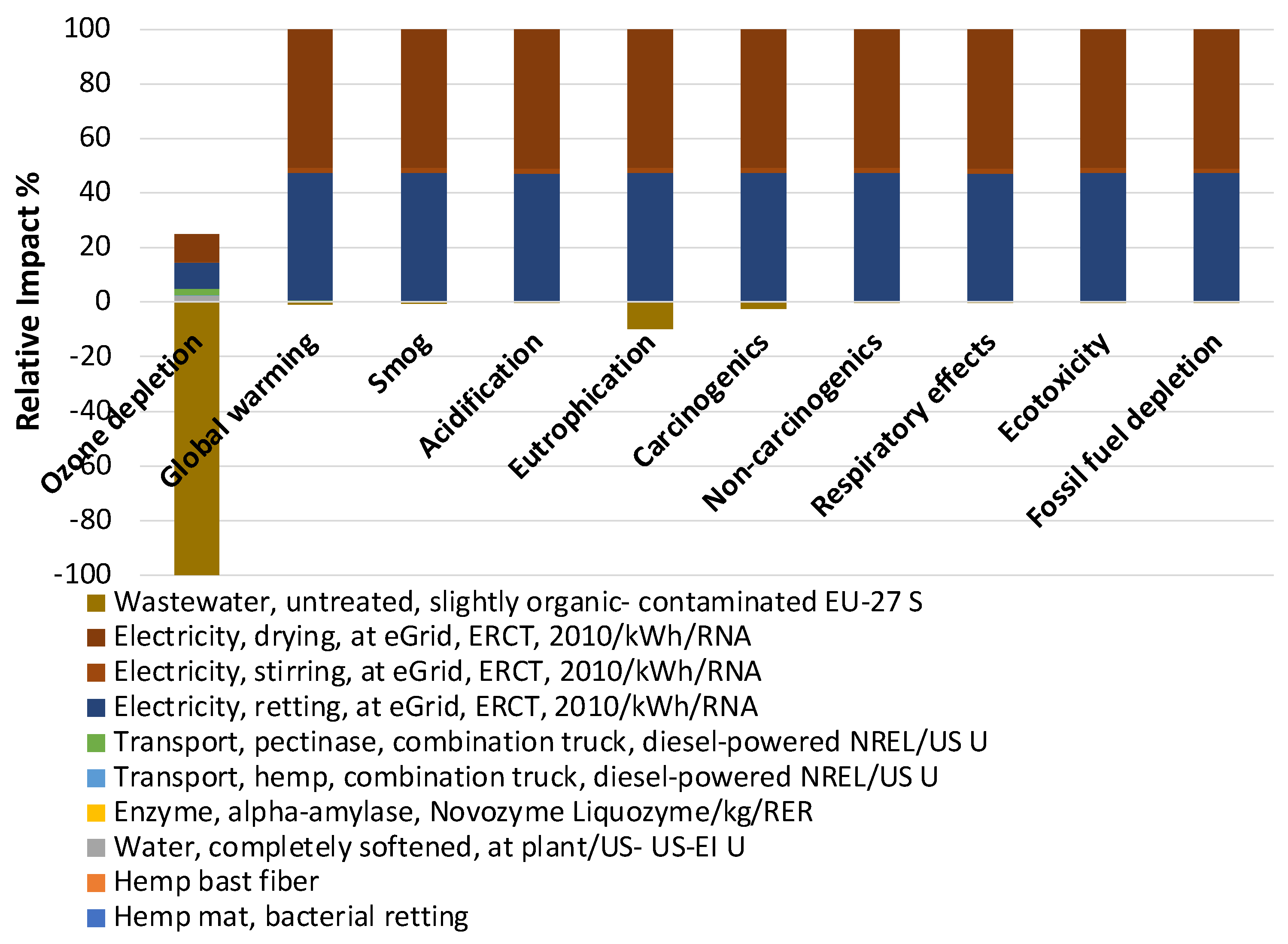
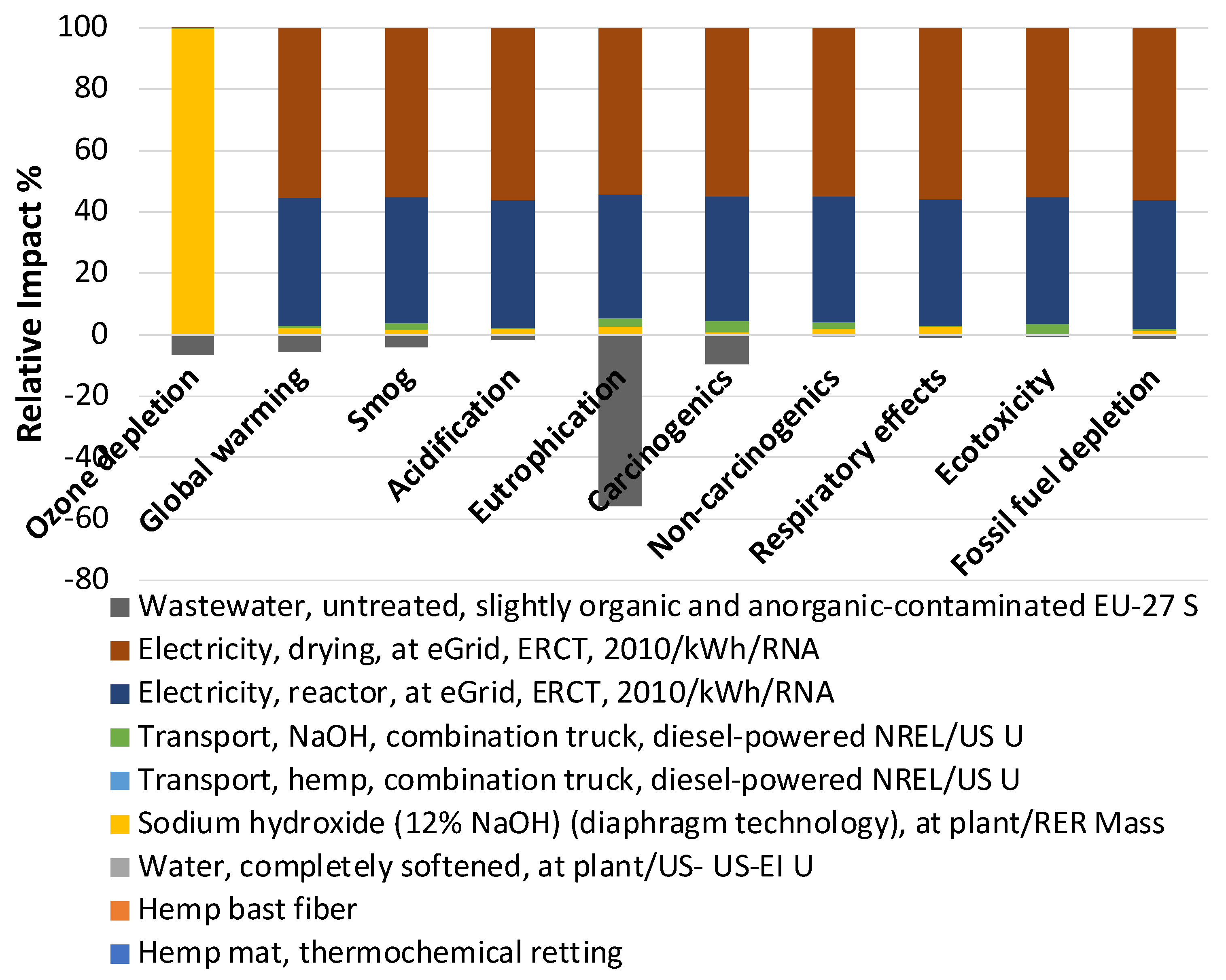
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Joost, W.J. Reducing Vehicle Weight and Improving U.S. Energy Efficiency Using Integrated Computational Materials Engineering. JOM 2012, 64, 1032–1038. [Google Scholar] [CrossRef]
- Chen, L.; Chen, Z.; Xie, Z.; Wei, L.; Hua, J.; Huang, L.; Yap, P.S. Recent developments on natural fiber concrete: A review of properties, sustainability, applications, barriers, and opportunities. Dev. Built Environ. 2023, 16, 100255. [Google Scholar] [CrossRef]
- Rivas-Aybar, D.; John, M.; Biswas, W. Environmental Life Cycle Assessment of a Novel Hemp-Based Building Material. Materials 2023, 16, 7208. [Google Scholar] [CrossRef]
- Galan-Marin, C.; Rivera-Gomez, C.; Garcia-Martinez, A. Use of natural-fiber bio-composites in construction versus traditional solutions: Operational and embodied energy assessment. Materials 2016, 9, 465. [Google Scholar] [CrossRef]
- Ardente, F.; Beccali, M.; Cellura, M.; Mistretta, M. Building energy performance: A LCA case study of kenaf-fibres insulation board. Energy Build. 2008, 40, 1–10. [Google Scholar] [CrossRef]
- Heidari, M.D.; Lawrence, M.; Blanchet, P.; Amor, B. Regionalised life cycle assessment of bio-based materials in construction; the case of hemp shiv treated with sol-gel coatings. Materials 2019, 12, 2987. [Google Scholar] [CrossRef] [PubMed]
- Adesina, I.; Bhowmik, A.; Sharma, H.; Shahbazi, A. A review on the current state of knowledge of growing conditions, agronomic soil health practices and utilities of hemp in the united states. Agriculture 2020, 10, 129. [Google Scholar] [CrossRef]
- Zimniewska, M. Hemp fibre properties and processing target textile: A review. Materials 2022, 15, 1901. [Google Scholar] [CrossRef]
- Manian, A.P.; Cordin, M.; Pham, T. Extraction of cellulose fibers from flax and hemp: A review. Cellulose 2021, 28, 8275–8294. [Google Scholar] [CrossRef]
- Lee, C.H.; Khalina, A.; Lee, S.; Liu, M. A comprehensive review on bast fibre retting process for optimal performance in fibre-reinforced polymer composites. Adv. Mater. Sci. Eng. 2020, 2020, 6074063. [Google Scholar] [CrossRef]
- Zhao, D.; Liu, P.; Pan, C.; Du, R.; Ping, W.; Ge, J. Bacterial succession and metabolite changes during flax (Linum usitatissimum L.) retting with bacillus cereus HDYM-02. Sci. Rep. 2016, 6, 31812. [Google Scholar] [CrossRef]
- Zhao, D.; Pan, C.; Ping, W.; Ge, J. Degumming crude enzyme produced by bacillus cereus HDYM-02 and its application in flax retting. BioResources 2018, 13, 5213–5224. [Google Scholar] [CrossRef]
- Hasan, R.; Aktar, N.; Kabir, S.M.; Honi, U.; Halim, A.; Islam, R.; Sarker, M.D.H.; Haque, S.; Alam, M.; Islam, S. Pectinolytic bacterial consortia reduce jute retting period and improve fibre quality. Sci. Rep. 2020, 10, 5174. [Google Scholar] [CrossRef] [PubMed]
- ISO 14040:2006; Environmental Management-Life Cycle Assessment-Principles and Framework. International Organization for Standardization: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 27 October 2022).
- ISO 14044:2006; Environmental Management—Life Cycle Assessment—Requirement and Guidelines. International Organization for Standardization: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/38498.html (accessed on 27 October 2022).
- Korol, J.; Hejna, A.; Burchart-Korol, D.; Wachowicz, J. Comparative Analysis of Carbon, Ecological, and Water Footprints of Polypropylene-Based Composites Filled with Cotton, Jute and Kenaf Fibers. Materials 2020, 13, 3541. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Xia, C.; Cai, L.; Garcia, A.C.; Shi, S.Q. Development of natural fiber-reinforced composite with comparable mechanical properties and reduced energy consumption and environmental impacts for replacing automotive glass-fiber sheet molding compound. J. Clean. Prod. 2018, 184, 92–100. [Google Scholar] [CrossRef]
- Wang, J.; Shi, S.Q.; Liang, K. Comparative life-cycle assessment of sheet molding compound reinforced by natural fiber vs. glass fiber. J. Agric. Sci. Technol. B 2013, 3, 493. [Google Scholar]
- Deng, Y.; Paraskevas, D.; Tian, Y.; Van Acker, K.; Dewulf, W.; Duflou, J.R. Life cycle assessment of flax-fibre reinforced epoxidized linseed oil composite with a flame retardant for electronic applications. J. Clean. Prod. 2016, 133, 427–438. [Google Scholar] [CrossRef]
- Seile, A.; Spurina, E.; Sinka, M. Reducing Global Warming Potential Impact of Bio-Based Composites Based of LCA. Fibers 2022, 10, 79. [Google Scholar] [CrossRef]
- Marcuello, C.; Chabbert, B.; Berzin, F.; Bercu, N.B.; Molinari, M.; Aguié-Béghin, V. Influence of Surface Chemistry of Fiber and Lignocellulosic Materials on Adhesion Properties with Polybutylene Succinate at Nanoscale. Materials 2023, 16, 2440. [Google Scholar] [CrossRef]
- Romanowska, B.; Różańska, W.; Zimniewska, M. The Influence of the Chemical Composition of Flax and Hemp Fibers on the Value of Surface Free Energy. Materials 2024, 17, 1104. [Google Scholar] [CrossRef]
- Corona, A.; Birved, M. Effect of the retting process on the life cycle performance of hemp fibre composites. In Proceedings of the 15th International Conference on Environmental Science and Technology, Rhodes, Greece, 31 August–2 September 2017; Volume 31. [Google Scholar]
- Li, Q.; McGinnis, S.; Wong, A.; Renneckar, S. Nanocellulose life cycle assessment. ACS Sustain. Chem. Eng. 2013, 1, 919–928. [Google Scholar] [CrossRef]
- Shi, J.; Shi, S.Q.; Barnes, H.M.; Horstemeyer, M.; Wang, J.; Hassan, E.M. Kenaf bast fibers—Part I: Hermetical alkali digestion. Int. J. Polym. Sci. 2011, 2011, 212047. [Google Scholar] [CrossRef]
- Bare, J.; Young, D.; Qam, S.; Hopton, M.; Chief, S. Tool for the Reduction and Assessment of Chemical and Other Environmental Impacts (TRACI); US Environmental Protection Agency: Washington, DC, USA, 2012. [Google Scholar]
- Savic, R.; Stajic, M.; Blagojević, B.; Bezdan, A.; Vranesevic, M.; Nikolić Jokanović, V.; Baumgertel, A.; Bubalo Kovačić, M.; Horvatinec, J.; Ondrasek, G. Nitrogen and Phosphorus Concentrations and Their Ratios as Indicators of Water Quality and Eutrophication of the Hydro-System Danube–Tisza–Danube. Agriculture 2022, 12, 935. [Google Scholar] [CrossRef]
- Aubin, M.P.; Seguin, P.; Vanasse, A.; Tremblay, G.F.; Mustafa, A.F.; Charron, J.B. Industrial hemp response to nitrogen, phosphorus, and potassium fertilization. Crop Forage Turfgrass Manag. 2015, 1, 1–10. [Google Scholar] [CrossRef]
- Shaaban, S.; Hammad, N.; Elnemr, A.; Shaaban, I.G. Efficiency of Bacteria-Based Self-Healing Mechanism in Concrete. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2023; Volume 1089, pp. 135–143. [Google Scholar] [CrossRef]
- Zimniewska, M.; Rozańska, W.; Gryszczynska, A.; Romanowska, B.; Kicinska-Jakubowska, A. Antioxidant Potential of Hemp and Flax Fibers Depending on Their Chemical Composition. Molecules 2018, 23, 1993. [Google Scholar] [CrossRef]
- Shah, T.A.; Khalid, S.; Nafidi, H.-A.; Salamatullah, A.M.; Bourhia, M. Sodium Hydroxide Hydrothermal Extraction of Lignin from Rice Straw Residue and Fermentation to Biomethane. Sustainability 2023, 15, 8755. [Google Scholar] [CrossRef]
- Kalisz, G.; Gieroba, B.; Chrobak, O.; Suchora, M.; Starosta, A.L.; Sroka-Bartnicka, A. Vibrational Spectroscopic Analyses and Imaging of the Early Middle Ages Hemp Bast Fibres Recovered from Lake Sediments. Molecules 2021, 26, 1314. [Google Scholar] [CrossRef]
- Różańska, W.; Romanowska, B.; Rojewski, S. The Quantity and Quality of Flax and Hemp Fibers Obtained Using the Osmotic, Water-, and Dew-Retting Processes. Materials 2023, 16, 7436. [Google Scholar] [CrossRef]
- Dai, D.; Fan, M. Characteristic and performance of elementary hemp fibre. Mater. Sci. Appl. 2010, 1, 336. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input | ||||
|---|---|---|---|---|
| Materials | Bacterial Retting | Chemical Retting | Unit | |
| Raw hemp fiber | 1.25 | 1.82 | g | |
| Enzyme | 0.63 | -- | g | |
| Sodium hydroxide | -- | 4.55 | g | |
| Water | 125.00 | 272.73 | mL | |
| Electricity | Retting | 0.09 | 0.11 | kWh |
| Stirring | 0.0038 | -- | kWh | |
| Drying | 0.101 | 0.147 | kWh | |
| Transport | Hemp | 56.25 | 81.82 | gkm |
| Sodium hydroxide | -- | 11,818.18 | gkm | |
| Enzyme | 1187.5 | -- | gkm | |
| Waste flow | ||||
| Wastewater | 31.25 | 272.73 | mL | |
| Impact Category | Unit | Thermochemical Retting | Bacterial Retting |
|---|---|---|---|
| Non-renewable, fossil | MJ | 2.82 | 2.18 |
| Non-renewable, nuclear | MJ | 3.61 × 10−2 | −2.19 × 10−4 |
| Non-renewable, biomass | MJ | 9.57 × 10−12 | 2.08 × 10−12 |
| Renewable, biomass | MJ | 1.38 × 10−5 | 6.53 × 10−7 |
| Renewable, wind, solar, geothermal | MJ | 2.00 × 10−4 | 5.70 × 10−7 |
| Renewable, water | MJ | 4.51 × 10−3 | −1.70 × 10−5 |
| Total non-renewable | MJ | 2.86 | 2.18 |
| Total renewable | MJ | 4.72 × 10−3 | −1.58 × 10−5 |
| Total energy | MJ | 2.862 | 2.179 |
| Impact Category | Unit | Bacterial Retting | Thermochemical Retting |
|---|---|---|---|
| Ozone depletion | kg CFC-11 eq | −5.59 × 10−12 | 9.19 × 10−10 |
| Global warming | kg CO2 eq | 1.32 × 10−1 | 1.67 × 10−1 |
| Smog | kg O3 eq | 6.03 × 10−3 | 7.81 × 10−3 |
| Acidification | kg SO2 eq | 1.18 × 10−3 | 1.54 × 10−3 |
| Eutrophication | kg N eq | 1.27 × 10−5 | 8.49 × 10−6 |
| Carcinogenics | CTUh | 3.36 × 10−10 | 4.20 × 10−10 |
| Non-carcinogenics | CTUh | 5.36 × 10−9 | 7.19 × 10−9 |
| Respiratory effects | kg PM2.5 eq | 5.99 × 10−5 | 7.90 × 10−5 |
| Ecotoxicity | CTUe | 9.93 × 10−2 | 1.32 × 10−1 |
| Fossil fuel depletion | MJ surplus | 1.92 × 10−1 | 2.50 × 10−1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, Y.; Gu, H.; Wu, H.F.; Shi, S.Q. Comparative Life Cycle Assessment of Bacterial and Thermochemical Retting of Hemp. Materials 2024, 17, 4164. https://doi.org/10.3390/ma17164164
Fu Y, Gu H, Wu HF, Shi SQ. Comparative Life Cycle Assessment of Bacterial and Thermochemical Retting of Hemp. Materials. 2024; 17(16):4164. https://doi.org/10.3390/ma17164164
Chicago/Turabian StyleFu, Yu, Hongmei Gu, H. Felix Wu, and Sheldon Q. Shi. 2024. "Comparative Life Cycle Assessment of Bacterial and Thermochemical Retting of Hemp" Materials 17, no. 16: 4164. https://doi.org/10.3390/ma17164164
APA StyleFu, Y., Gu, H., Wu, H. F., & Shi, S. Q. (2024). Comparative Life Cycle Assessment of Bacterial and Thermochemical Retting of Hemp. Materials, 17(16), 4164. https://doi.org/10.3390/ma17164164