
Towards a Direct Consideration of Microstructure Deformation during Dynamic Recrystallisation Simulations with the Use of Coupled Random Cellular Automata—Finite Element Model





Abstract
1. Introduction
2. Materials and Methods
2.1. Flow Stress Model Development for Fe30Ni
- -
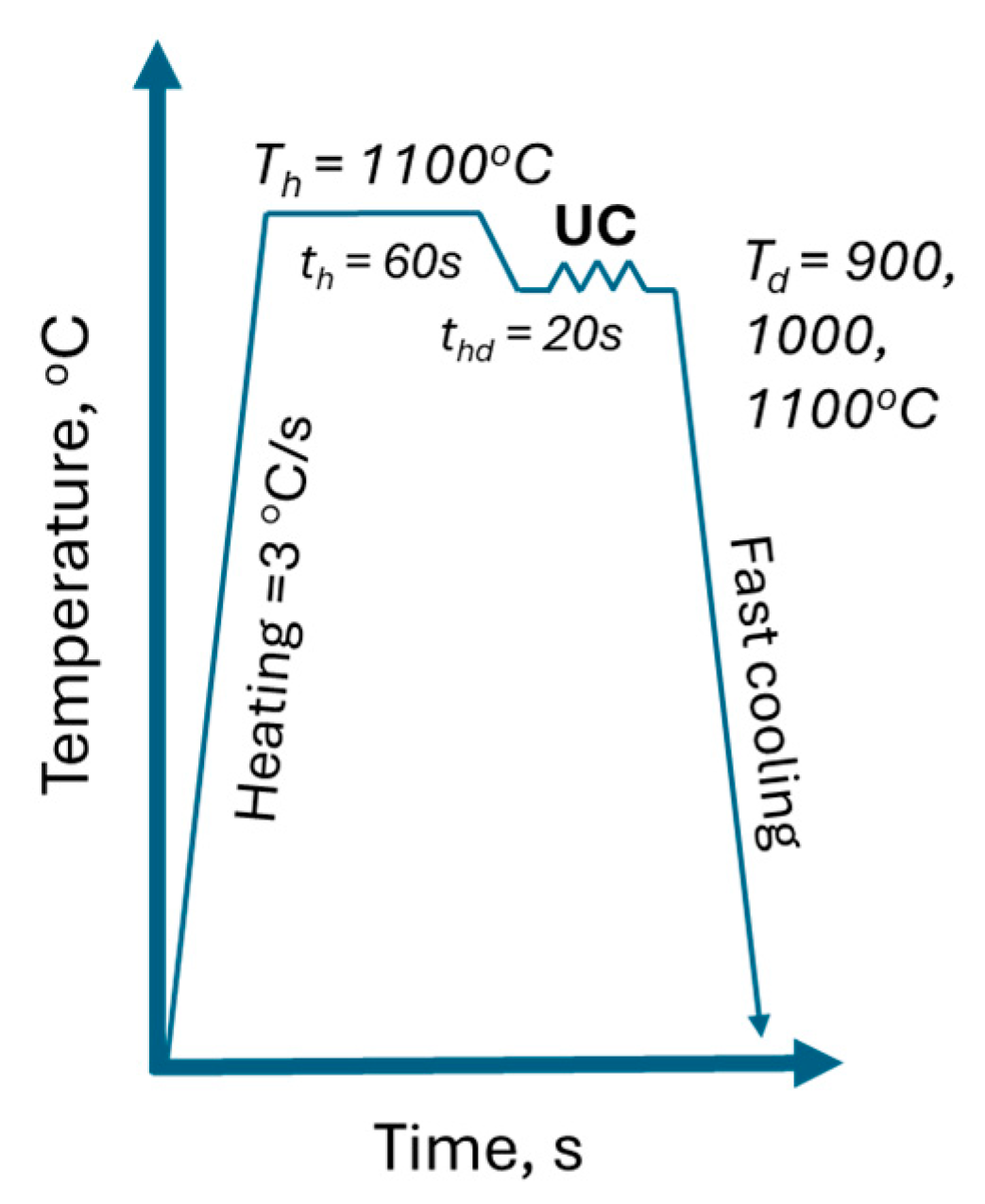
- Acquiring experimental results (load-displacement data) from a series of tests (uniaxial compression) realised under a combination of different strain rates and temperature conditions with the use of a Gleeble 3800 (Dynamic Systems Inc., Poestenkill, NY, USA) thermo-mechanical simulator;
- -
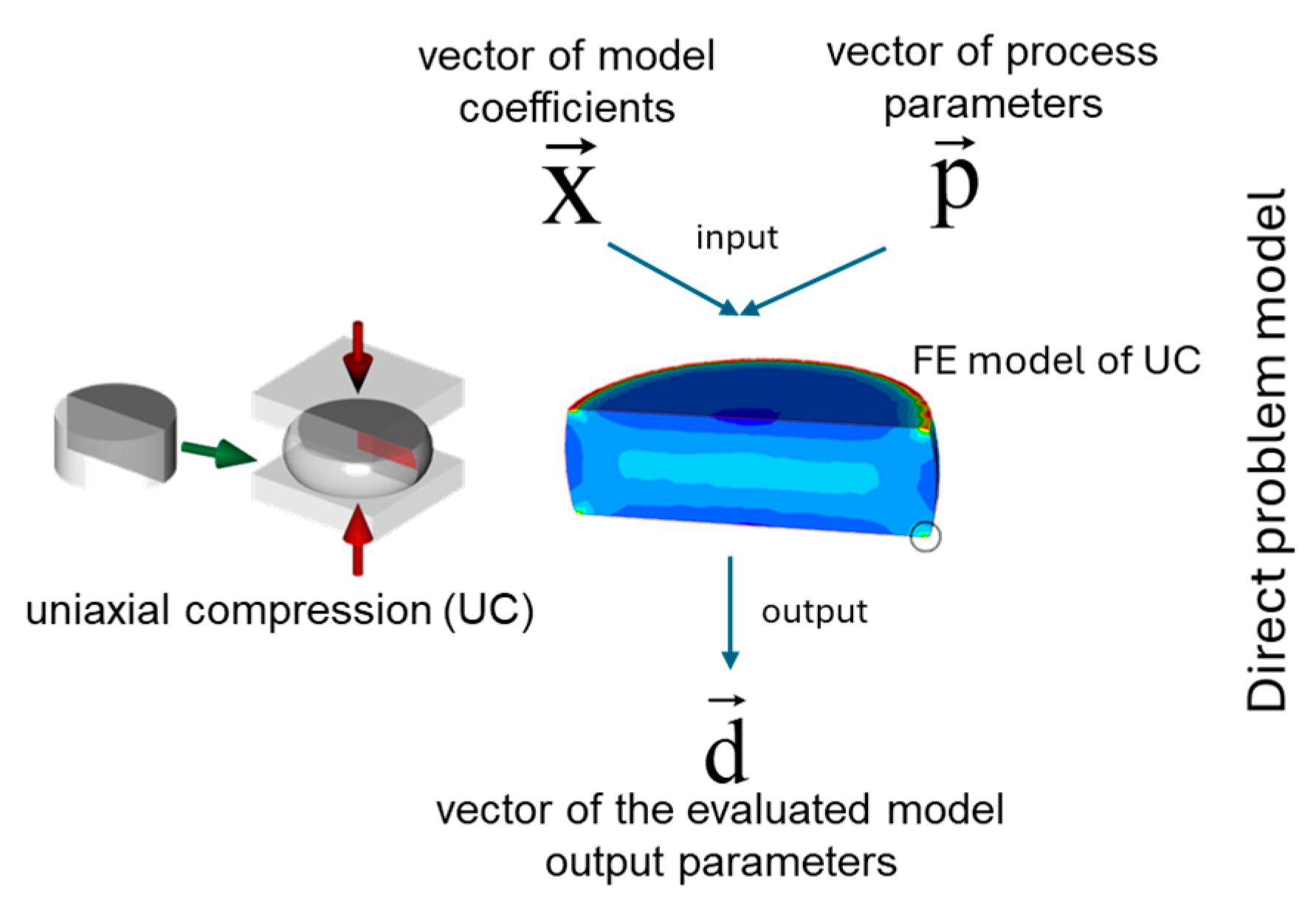
- Development of the direct problem model of the UC compression on the basis of the in-house finite element model [22];
- -
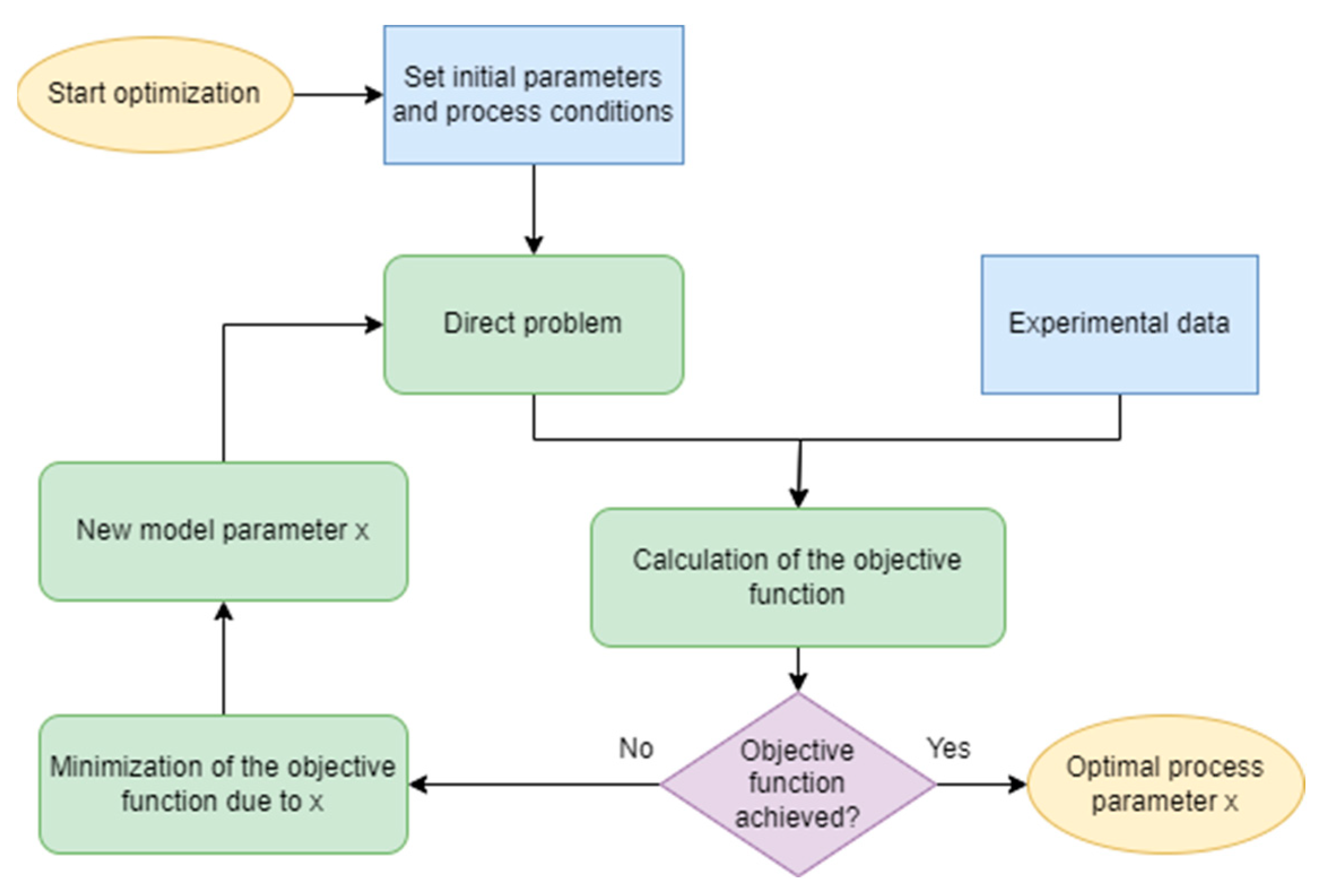
- Application of the Nelder–Mead optimisation algorithm to minimisation of the goal function, which is defined as
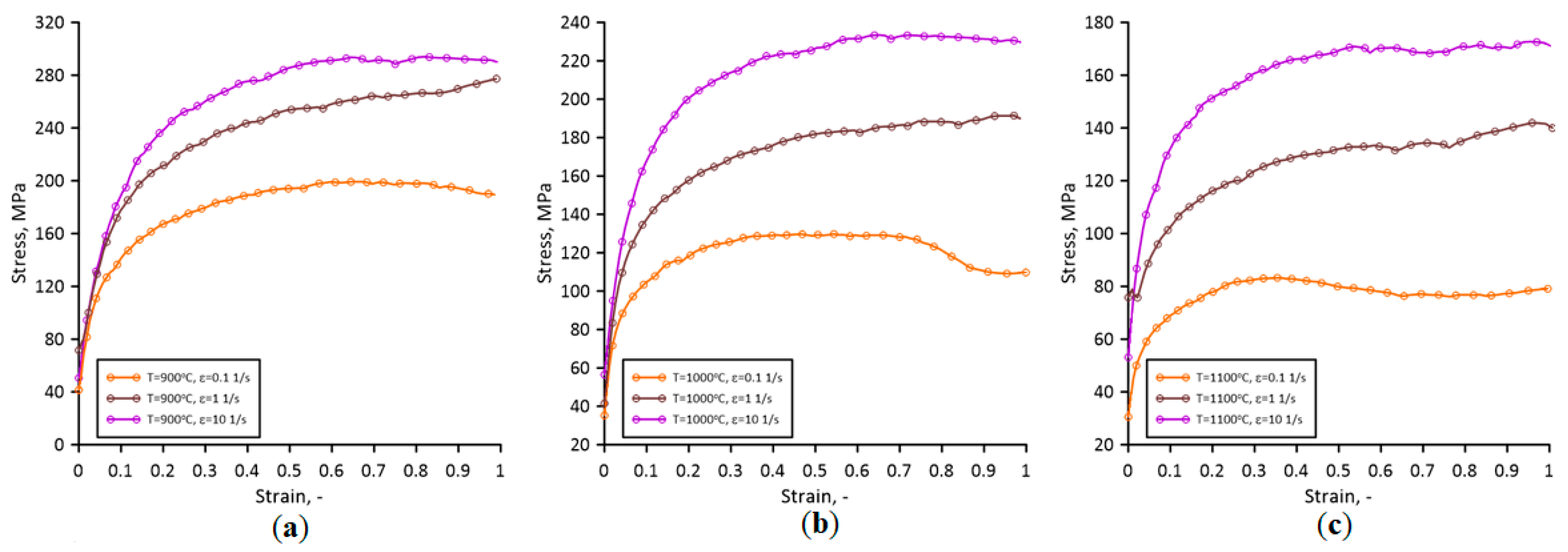
2.1.1. Uniaxial Compression Experiments
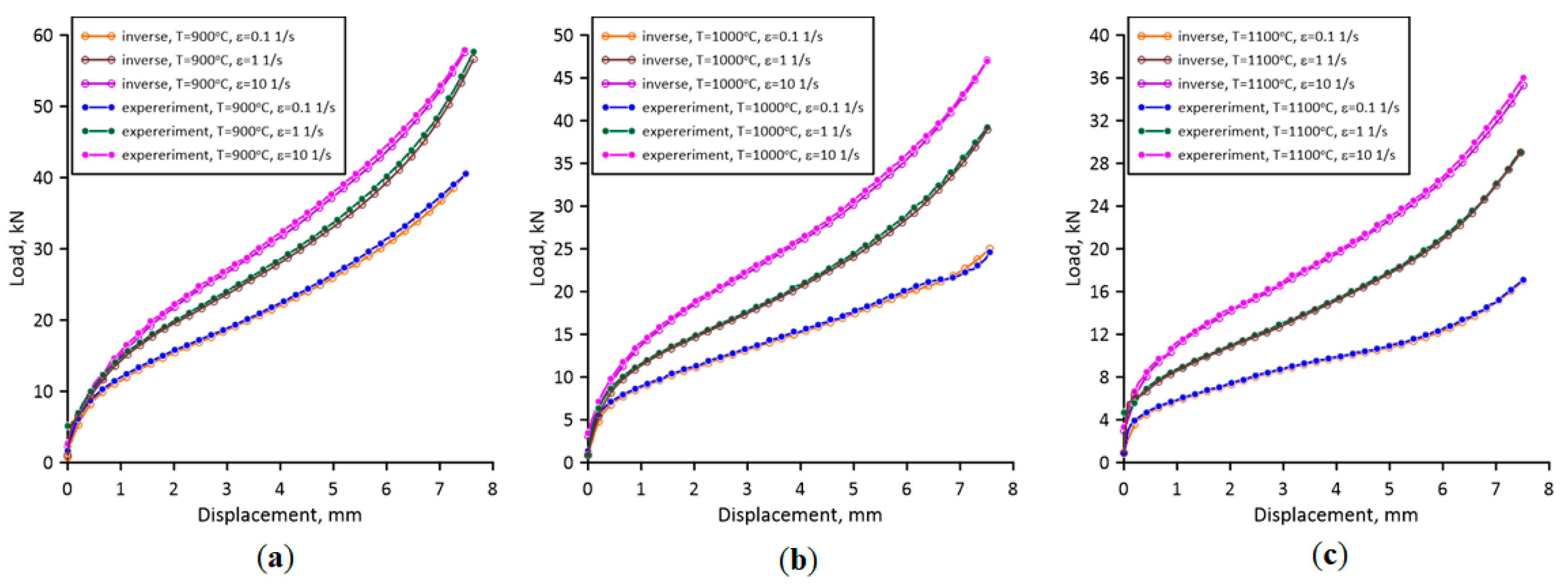
2.1.2. Inverse Analysis
2.2. Efficient Random Cellular Automata Grain Growth Algorithm
2.3. RCAFE Dynamic Recrystallisation Model
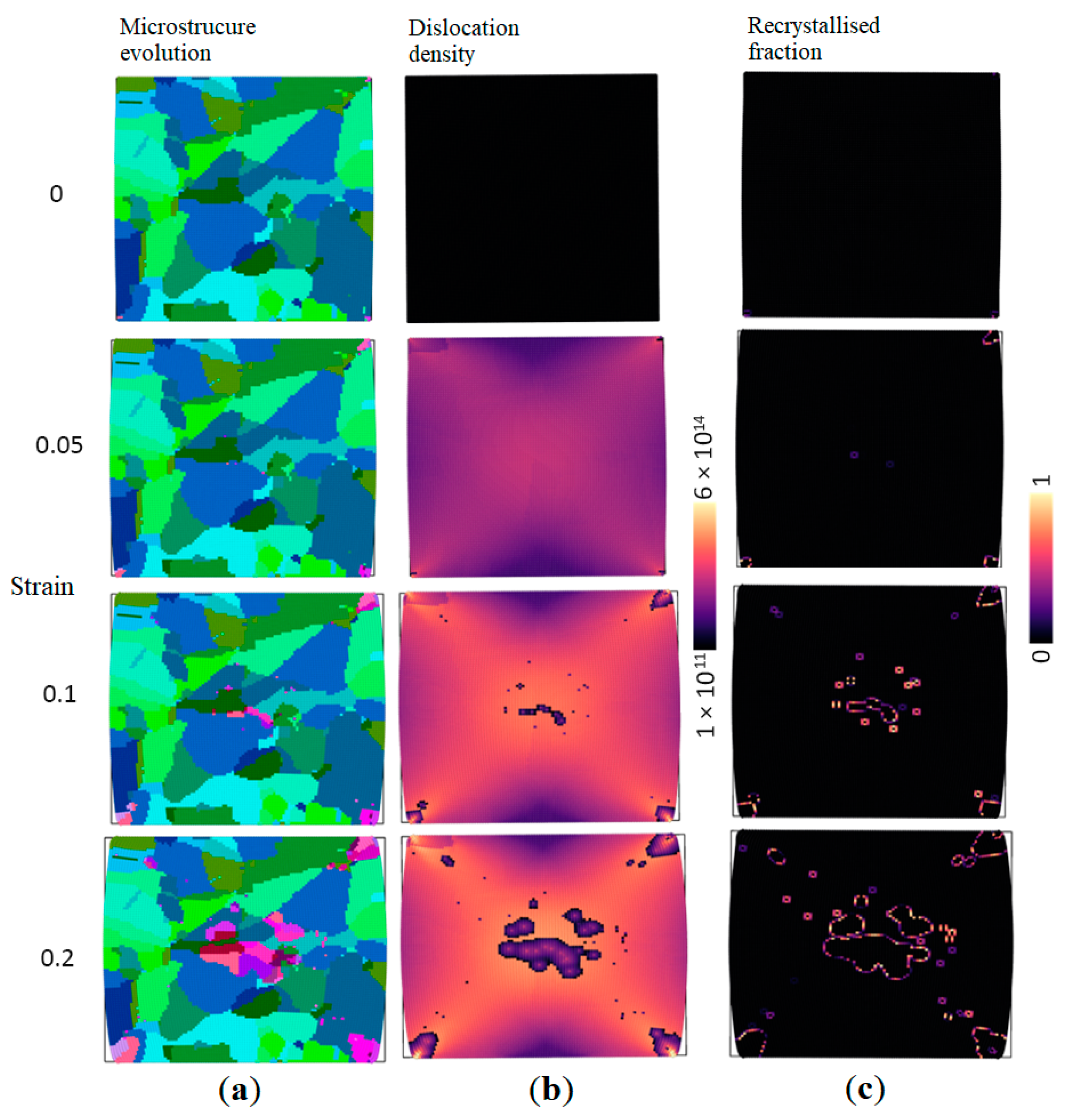
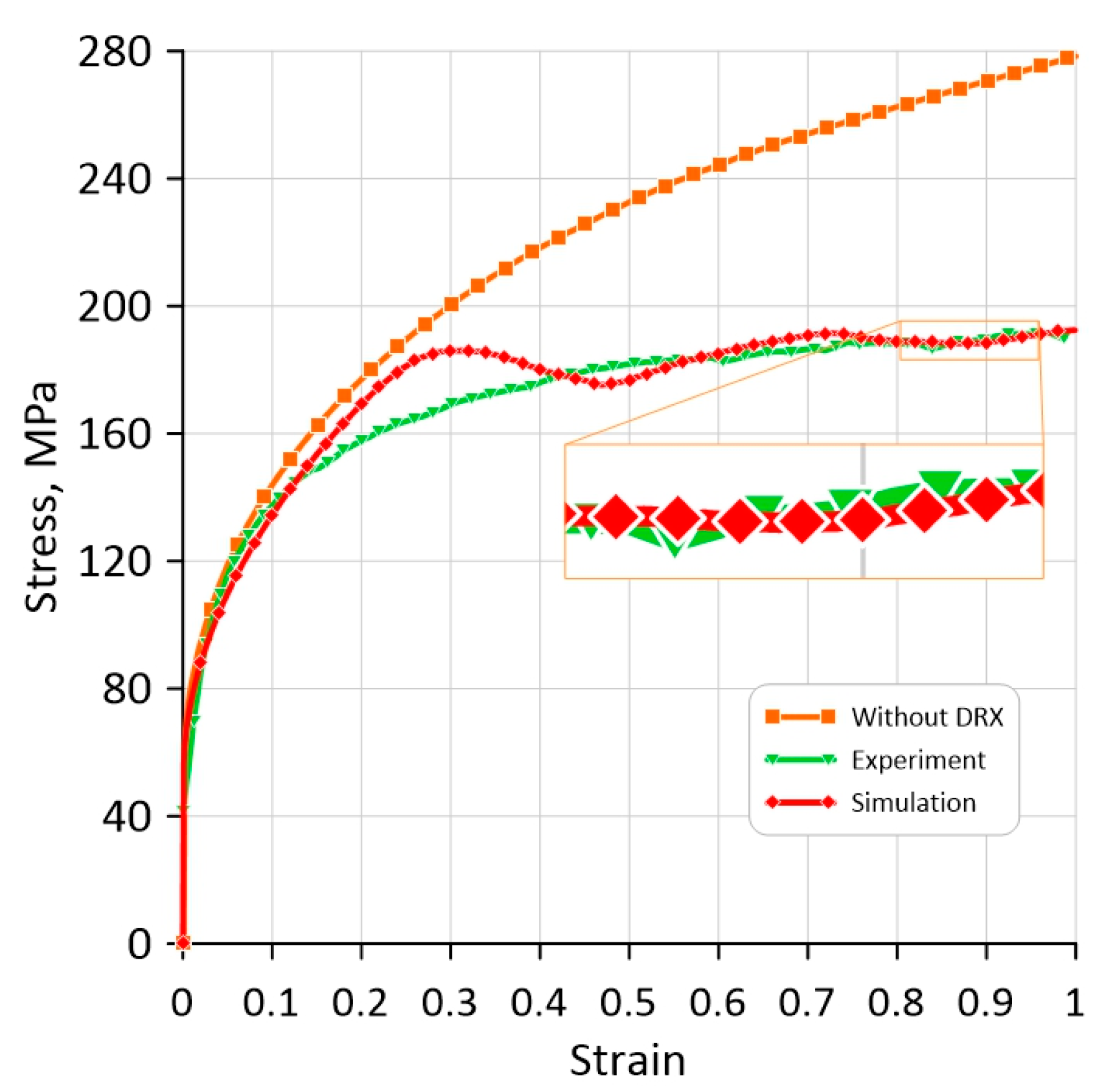
3. Results
4. Discussion
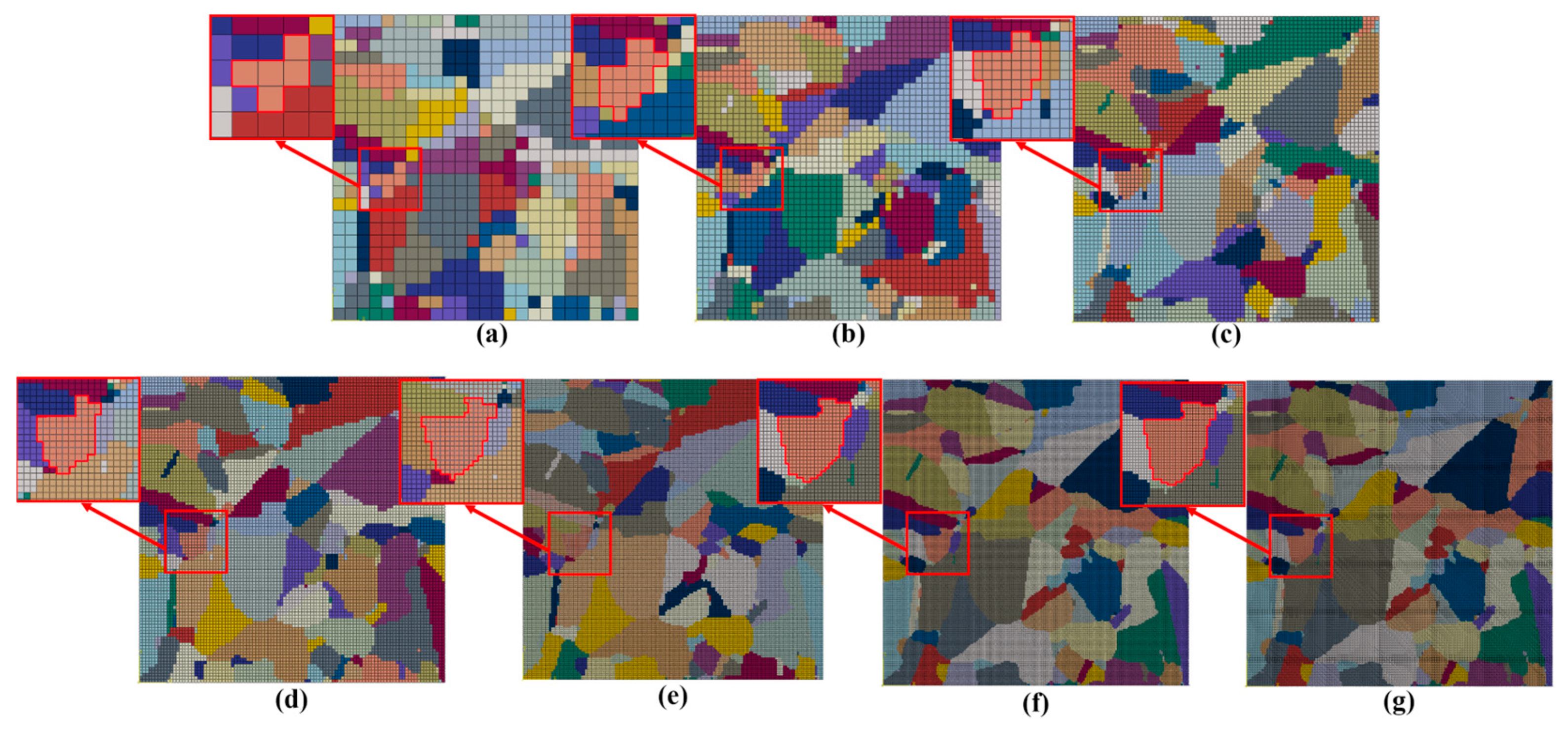
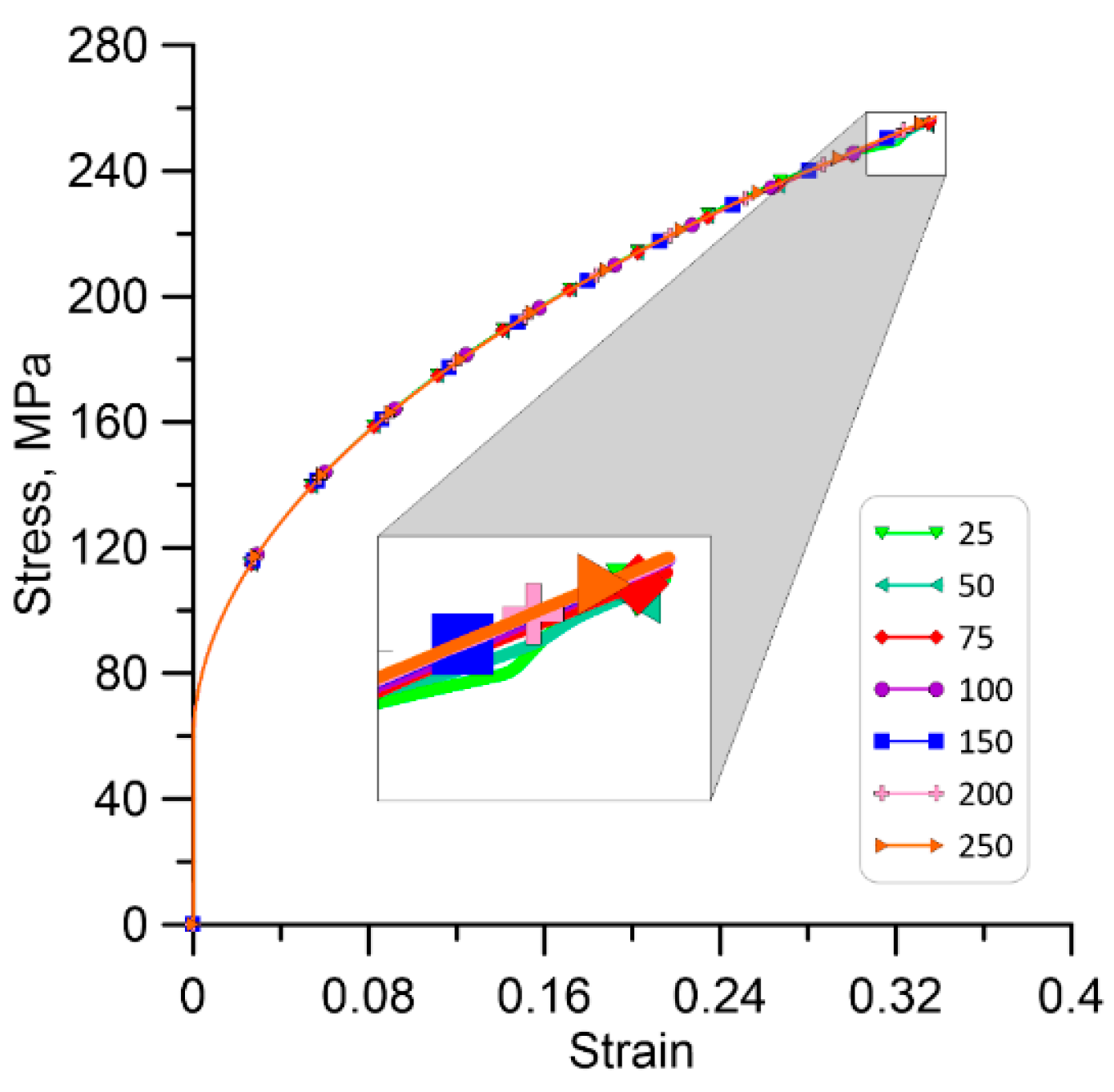
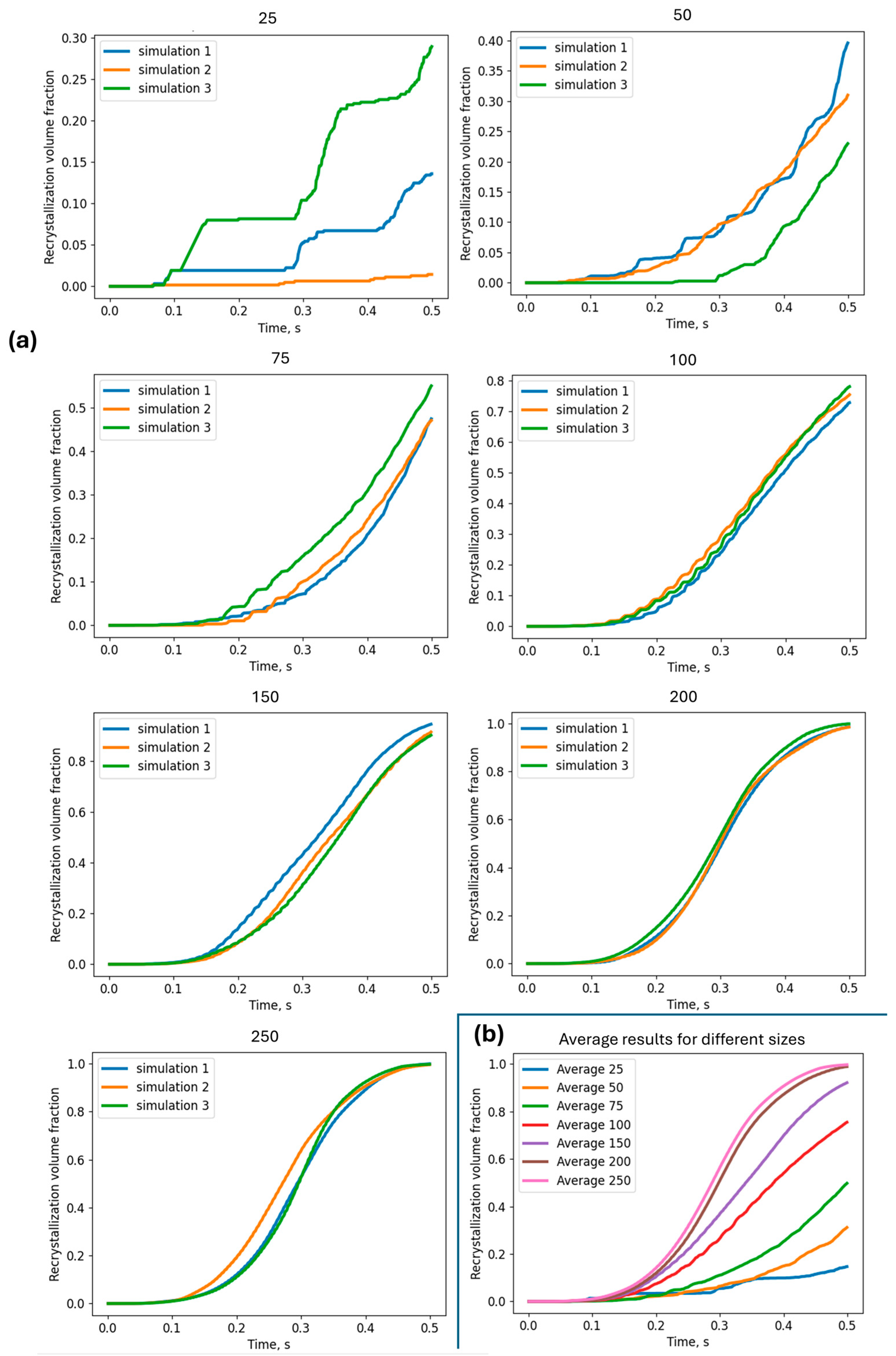
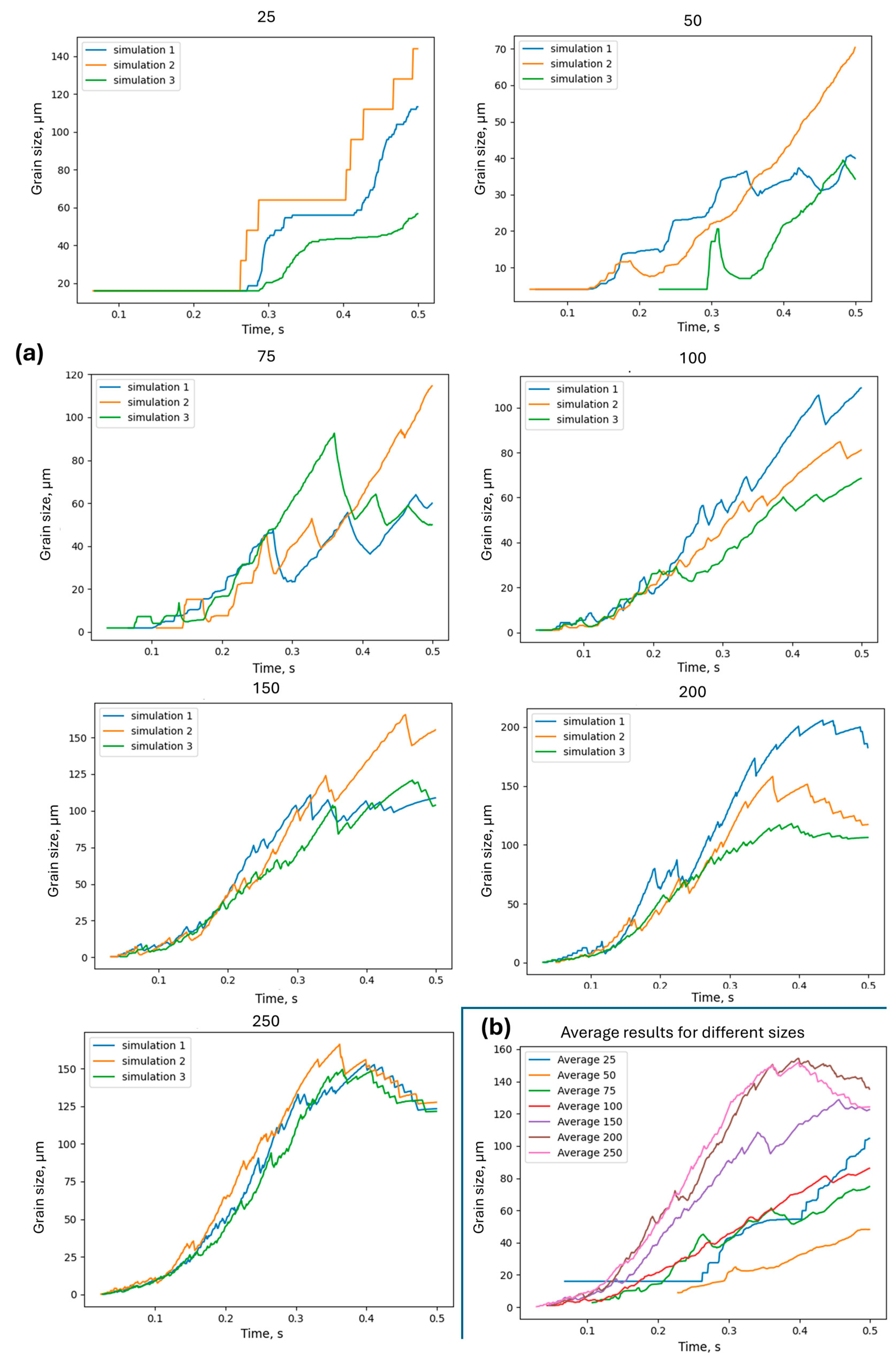
RCAFE DRX Model Robustness Analysis
5. Conclusions
- The use of reliable experimental input data is critical for numerical model development stages, and therefore, the inverse analysis technique is recommended for data interpretation as it can take into account the influence of process heterogeneities on the final outcome;
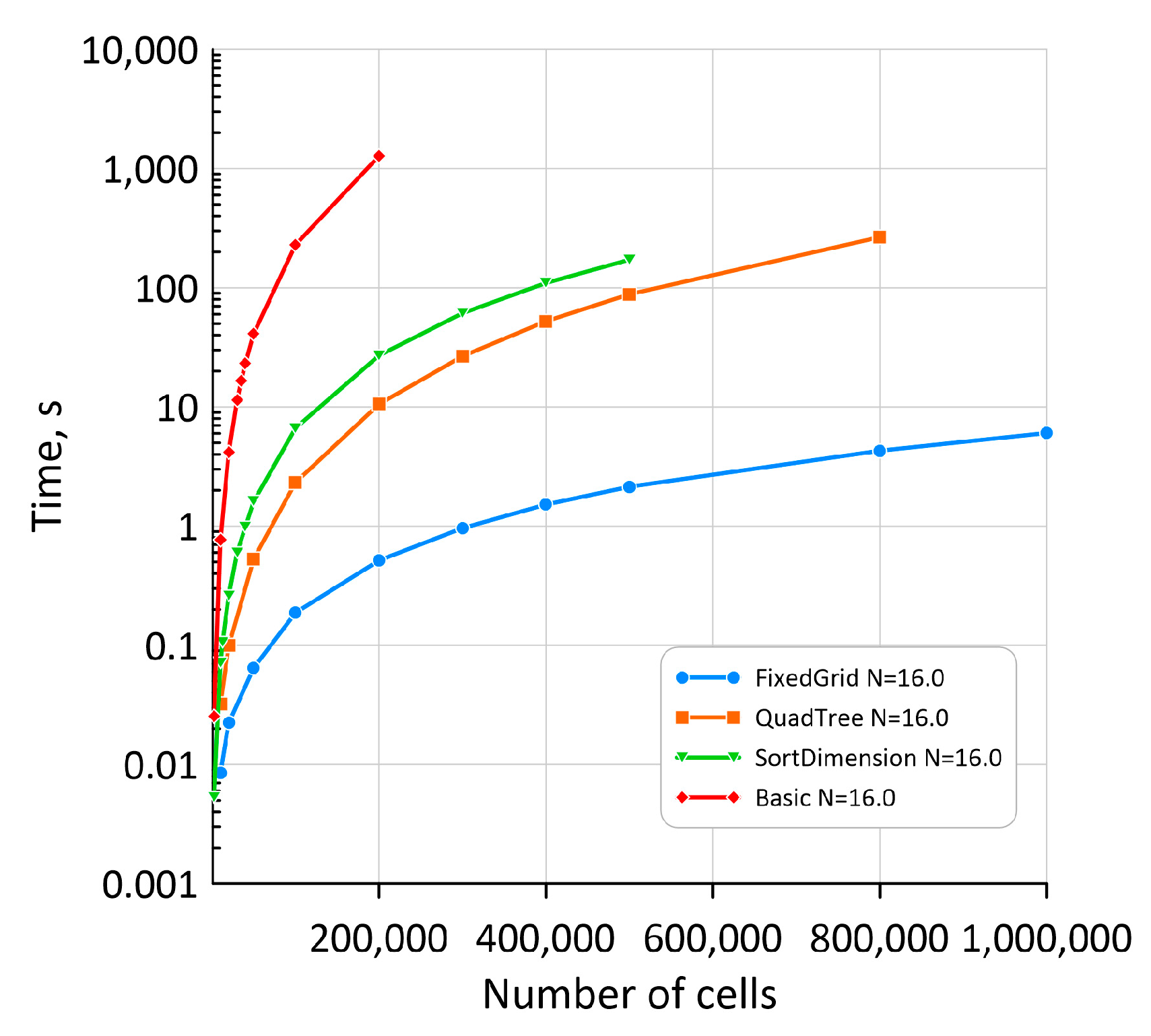
- The development of an appropriate neighbour selection algorithm is a critical step from the RCA model simulation time reduction point of view. The bucket-based concept proved its capabilities in the RCA applications;
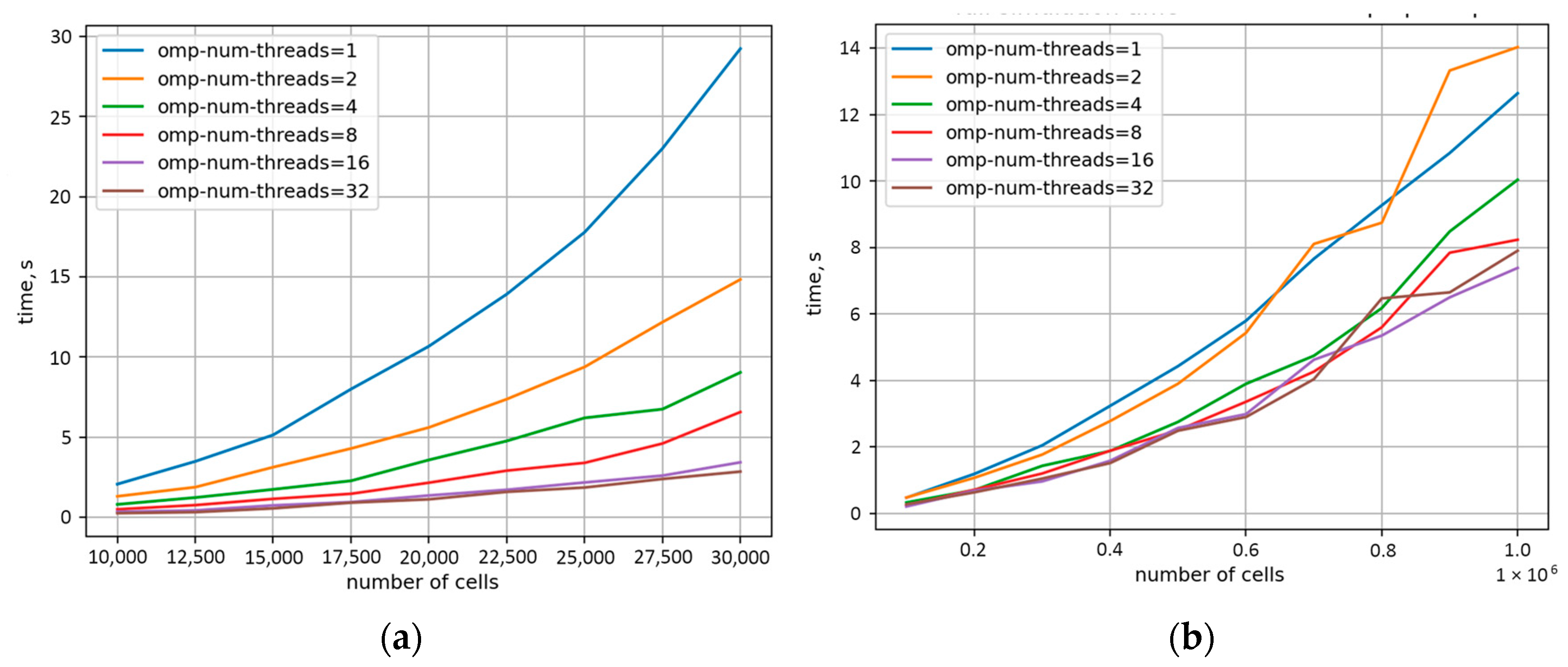
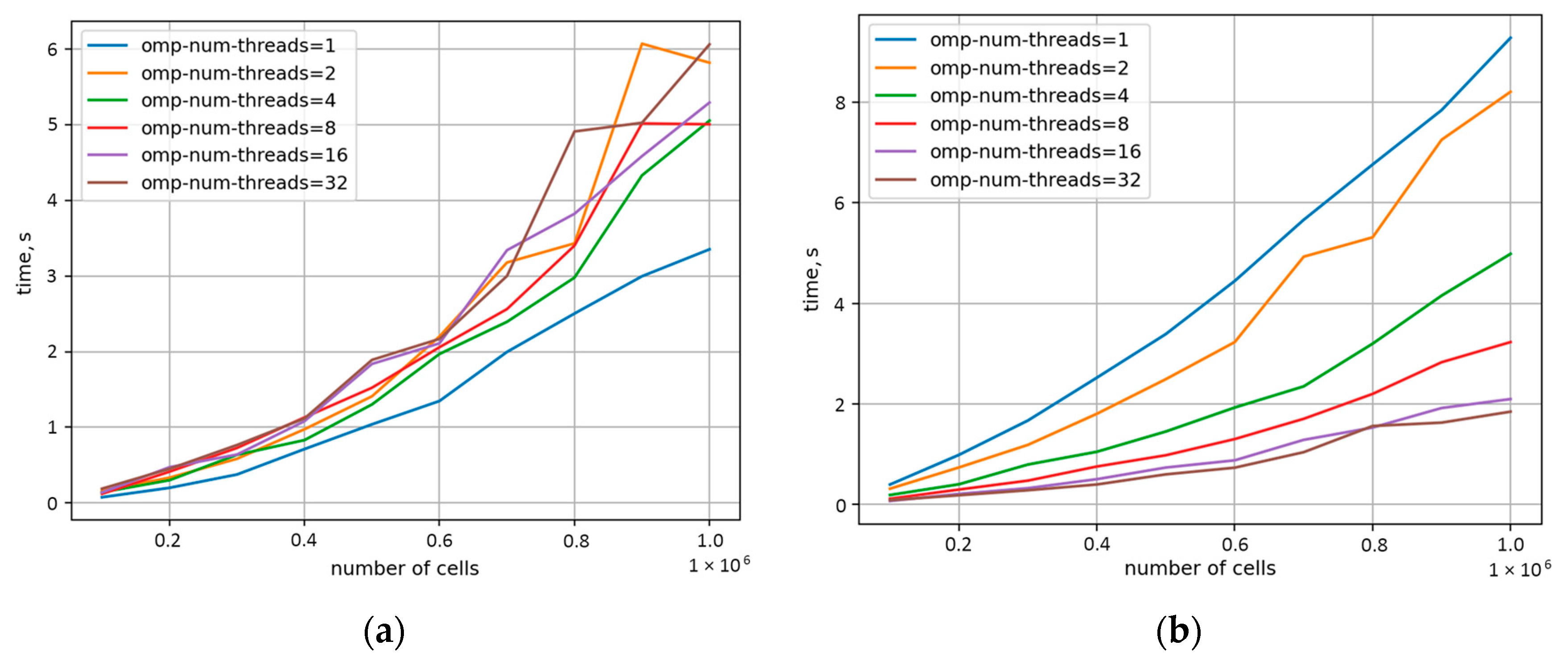
- Parallelisation with the OpenMP standard provides additional capabilities in computational time reduction but has to be applied based on a series of efficiency tests to identify the limits of its applicability.
- The developed DXR RCAFE model can properly capture major mechanisms of dynamic recrystallisation and can be the basis for further improvements to incorporate other phenomena during nucleation and grain growth;
- Despite the stochastic elements in the RCA model that introduce some variations in the simulation results, the model with a certain computational space size provides repeatable results;
- Both the recrystallisation kinetics and the microstructural morphology of finer meshes can be adequately reproduced during the simulation, but the RCA part of the model determines the minimum mesh size.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guo, H.; Yang, S.; Liu, W.; Chu, Z.; Wang, X. A Novel Dual-Strengthening Technology Combining External Second Phase Nanoparticle Method and Hot Compression Deformation Process in Micro-Alloyed Medium Carbon Steel. J. Mater. Res. Technol. 2023, 27, 2132–2148. [Google Scholar] [CrossRef]
- Yanagimoto, J.; Banabic, D.; Banu, M.; Madej, L. Simulation of Metal Forming—Visualization of Invisible Phenomena in the Digital Era. CIRP Ann. 2022, 71, 599–622. [Google Scholar] [CrossRef]
- Chang, Y.; Haase, C.; Szeliga, D.; Madej, L.; Hangen, U.; Pietrzyk, M.; Bleck, W. Compositional Heterogeneity in Multiphase Steels: Characterization and Influence on Local Properties. Mater. Sci. Eng. A 2021, 827, 142078. [Google Scholar] [CrossRef]
- Xiao, N.; Hodgson, P.; Rolfe, B.; Li, D. Modelling Discontinuous Dynamic Recrystallization Using a Quantitative Multi-Order-Parameter Phase-Field Method. Comput. Mater. Sci. 2018, 155, 298–311. [Google Scholar] [CrossRef]
- Bernacki, M.; Logé, R.E.; Coupez, T. Level Set Framework for the Finite-Element Modelling of Recrystallization and Grain Growth in Polycrystalline Materials. Scr. Mater. 2011, 64, 525–528. [Google Scholar] [CrossRef]
- Mellbin, Y.; Hallberg, H.; Ristinmaa, M. A Combined Crystal Plasticity and Graph-Based Vertex Model of Dynamic Recrystallization at Large Deformations. Model. Simul. Mat. Sci. Eng. 2015, 23, 045011. [Google Scholar] [CrossRef]
- Meng, L.; Liu, J.-M.; Zhang, N.; Wang, H.; Han, Y.; He, C.-X.; Yang, F.-Y.; Chen, X. Simulation of Recrystallization Based on EBSD Data Using a Modified Monte Carlo Model That Considers Anisotropic Effects in Cold-Rolled Ultra-Thin Grain-Oriented Silicon Steel. Int. J. Miner. Metall. Mater. 2020, 27, 1251–1258. [Google Scholar] [CrossRef]
- Vodka, O.; Shapovalova, M. Exploration of Cellular Automata: A Comprehensive Review of Dynamic Modeling across Biology, Computer and Materials Science. Comput. Methods Mater. Sci. 2023, 23, 57–80. [Google Scholar] [CrossRef]
- Yazdipour, N.; Davies, C.H.J.; Hodgson, P.D. Microstructural Modeling of Dynamic Recrystallization Using Irregular Cellular Automata. Comput. Mater. Sci. 2008, 44, 566–576. [Google Scholar] [CrossRef]
- Popova, E.; Staraselski, Y.; Brahme, A.; Mishra, R.K.; Inal, K. Coupled Crystal Plasticity—Probabilistic Cellular Automata Approach to Model Dynamic Recrystallization in Magnesium Alloys. Int. J. Plast. 2015, 66, 85–102. [Google Scholar] [CrossRef]
- Liu, L.; Wu, Y.; Ahmad, A.S. A Novel Simulation of Continuous Dynamic Recrystallization Process for 2219 Aluminium Alloy Using Cellular Automata Technique. Mater. Sci. Eng. A 2021, 815, 141256. [Google Scholar] [CrossRef]
- Sitko, M.; Pietrzyk, M.; Madej, L. Time and Length Scale Issues in Numerical Modelling of Dynamic Recrystallization Based on the Multi Space Cellular Automata Method. J. Comput. Sci. 2016, 16, 98–113. [Google Scholar] [CrossRef]
- Wang, S.; Xu, W.; Wu, H.; Yuan, R.; Jin, X.; Shan, D. Simulation of Dynamic Recrystallization of a Magnesium Alloy with a Cellular Automaton Method Coupled with Adaptive Activation Energy and Matrix Deformation Topology. Manuf. Rev. 2021, 8, 11. [Google Scholar] [CrossRef]
- Hallberg, H.; Wallin, M.; Ristinmaa, M. Simulation of Discontinuous Dynamic Recrystallization in Pure Cu Using a Probabilistic Cellular Automaton. Comput. Mater. Sci. 2010, 49, 25–34. [Google Scholar] [CrossRef]
- Guo, Y.N.; Li, Y.T.; Tian, W.Y.; Qi, H.P.; Yan, H.H. Combined Cellular Automaton Model for Dynamic Recrystallization Evolution of 42CrMo Cast Steel. Chin. J. Mech. Eng. (Engl. Ed.) 2018, 31, 85. [Google Scholar] [CrossRef]
- Duan, X.; Wang, M.; Che, X.; He, L.; Liu, J. A New Cellular Automata Model for Hot Deformation Behavior of AZ80A Magnesium Alloy Considering Topological Technique. Mater. Today Commun. 2023, 37, 106936. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and Phenomenology of Strain Hardening: The FCC Case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Li, H.; Sun, X.; Yang, H. A Three-Dimensional Cellular Automata-Crystal Plasticity Finite Element Model for Predicting the Multiscale Interaction among Heterogeneous Deformation, DRX Microstructural Evolution and Mechanical Responses in Titanium Alloys. Int. J. Plast. 2016, 87, 154–180. [Google Scholar] [CrossRef]
- Poloczek, Ł.; Kuziak, R.; Pidvysots’kyy, V.; Szeliga, D.; Kusiak, J.; Pietrzyk, M. Physical and Numerical Simulations for Predicting Distribution of Microstructural Features during Thermomechanical Processing of Steels. Materials 2022, 15, 1660. [Google Scholar] [CrossRef]
- Szeliga, D.; Czyżewska, N.; Klimczak, K.; Kusiak, J.; Kuziak, R.; Morkisz, P.; Oprocha, P.; Pidvysots’kyy, V.; Pietrzyk, M.; Przybyłowicz, P. Formulation, Identification and Validation of a Stochastic Internal Variables Model Describing the Evolution of Metallic Materials Microstructure during Hot Forming. Int. J. Mater. Form. 2022, 15, 53. [Google Scholar] [CrossRef]
- Klimczak, K.; Oprocha, P.; Kusiak, J.; Szeliga, D.; Morkisz, P.; Przybyłowicz, P.; Czyżewska, N.; Pietrzyk, M. Inverse Problem in Stochastic Approach to Modelling of Microstructural Parameters in Metallic Materials during Processing. Math. Probl. Eng. 2022, 2022, 9690742. [Google Scholar] [CrossRef]
- Gawad, J.; Kuziak, R.; Madej, L.; Szeliga, D.; Pietrzyk, M. Identification of Rheological Parameters on the Basis of Various Types of Compression and Tension Tests. Steel Res. Int. 2005, 76, 131–137. [Google Scholar] [CrossRef]
- Kowalski, B.; Sellars, C.M.; Pietrzyk, M. Identification of Rheological Parameters on the Basis of Plane Strain Compression Tests on Specimens of Various Initial Dimensions. Comput. Mater. Sci. 2006, 35, 92–97. [Google Scholar] [CrossRef]
- Madej, L.; Sitko, M.; Legwand, A.; Perzynski, K.; Michalik, K. Development and Evaluation of Data Transfer Protocols in the Fully Coupled Random Cellular Automata Finite Element Model of Dynamic Recrystallization. J. Comput. Sci. 2018, 26, 66–77. [Google Scholar] [CrossRef]
- Sitko, M.; Czarnecki, M.; Pawlikowski, K.; Madej, L. Evaluation of the Effectiveness of Neighbors’ Selection Algorithms in the Random Cellular Automata Model of Unconstrained Grain Growth. Mater. Manuf. Process. 2023, 38, 1972–1982. [Google Scholar] [CrossRef]
- Roberts, W.; Ahlblom, B. A Nucleation Criterion for Dynamic Recrystallization during Hot Working. Acta Metall. 1978, 26, 801–813. [Google Scholar] [CrossRef]
- Kugler, G.; Turk, R. Modeling the Dynamic Recrystallization under Multi-Stage Hot Deformation. Acta Mater. 2004, 52, 4659–4668. [Google Scholar] [CrossRef]
- Peczak, P.; Luton, M.J. The Effect of Nucleation Models on Dynamic Recrystallization I. Homogeneous Stored Energy Distribution. Homogeneous Stored Energy Distribution. Philos. Mag. B 1993, 68, 115–144. [Google Scholar] [CrossRef]
- Stukowski, A. Visualization and Analysis of Atomistic Simulation Data with OVITO-the Open Visualization Tool. Model. Simul. Mat. Sci. Eng. 2010, 18, 015012. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Mo | Ni | Al | Cu | V | W | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.0638 | 0.187 | 1.67 | 0.016 | 0.0172 | 1.59 | 30 | 0.01 | 0.027 | 0.02 | 0.06 | Bal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pawlikowski, K.; Sitko, M.; Perzyński, K.; Madej, Ł. Towards a Direct Consideration of Microstructure Deformation during Dynamic Recrystallisation Simulations with the Use of Coupled Random Cellular Automata—Finite Element Model. Materials 2024, 17, 4327. https://doi.org/10.3390/ma17174327
Pawlikowski K, Sitko M, Perzyński K, Madej Ł. Towards a Direct Consideration of Microstructure Deformation during Dynamic Recrystallisation Simulations with the Use of Coupled Random Cellular Automata—Finite Element Model. Materials. 2024; 17(17):4327. https://doi.org/10.3390/ma17174327
Chicago/Turabian StylePawlikowski, Kacper, Mateusz Sitko, Konrad Perzyński, and Łukasz Madej. 2024. "Towards a Direct Consideration of Microstructure Deformation during Dynamic Recrystallisation Simulations with the Use of Coupled Random Cellular Automata—Finite Element Model" Materials 17, no. 17: 4327. https://doi.org/10.3390/ma17174327
APA StylePawlikowski, K., Sitko, M., Perzyński, K., & Madej, Ł. (2024). Towards a Direct Consideration of Microstructure Deformation during Dynamic Recrystallisation Simulations with the Use of Coupled Random Cellular Automata—Finite Element Model. Materials, 17(17), 4327. https://doi.org/10.3390/ma17174327