
Utilization of Tunnel Waste Slag for Cement-Stabilized Base Layers in Highway Engineering

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
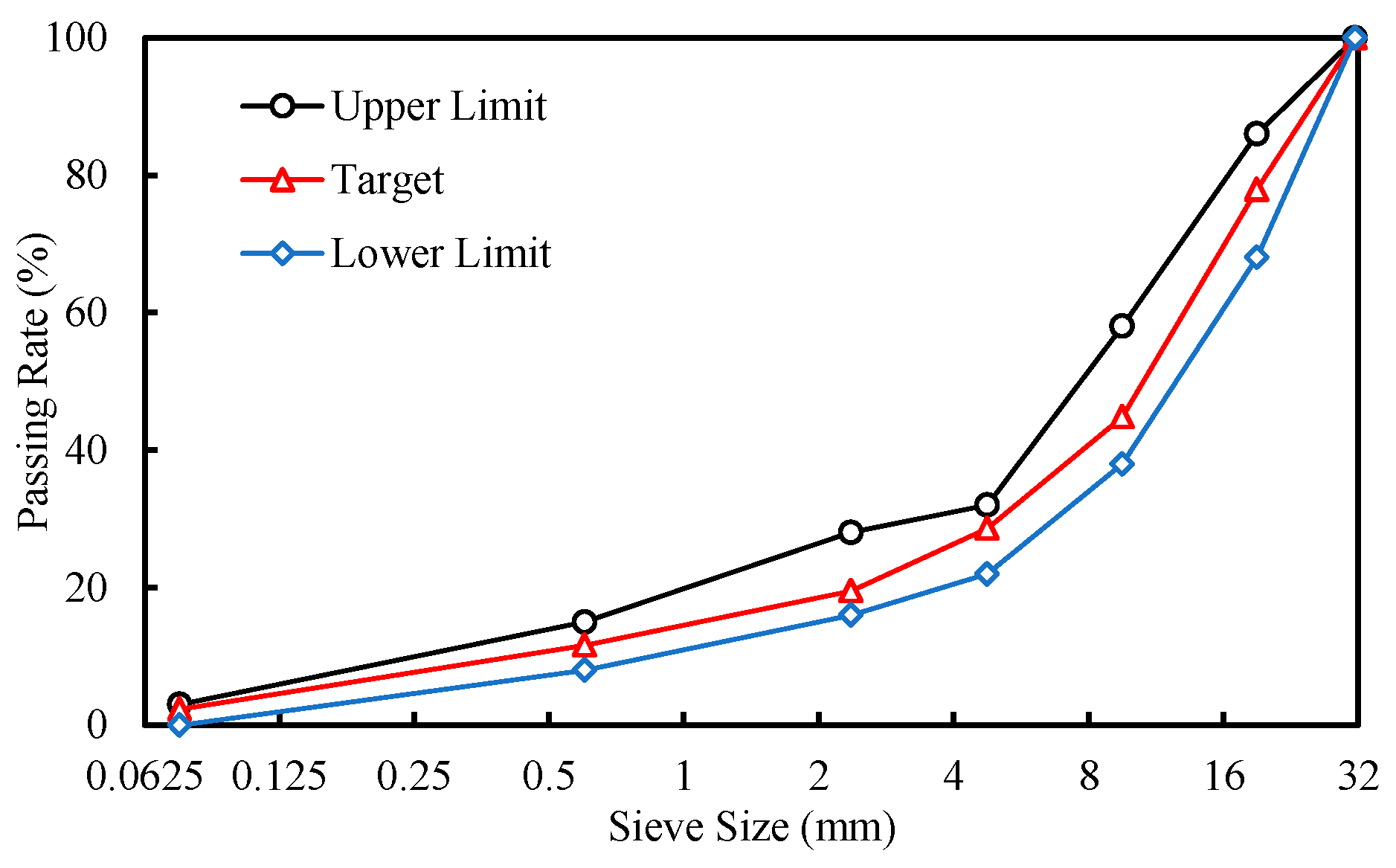
2.2. Recycled Aggregate Production Process
2.3. Test Methods
2.3.1. Uniaxial Compressive Strength of Parent Rock
2.3.2. Ultrasonic Wave Velocity Test
2.3.3. Morphological Characteristics of Recycled Aggregates
2.3.4. Unconfined Compressive Strength Test
2.3.5. Splitting Tensile Strength Test
2.3.6. Correlation Analysis Method
3. Results and Discussion
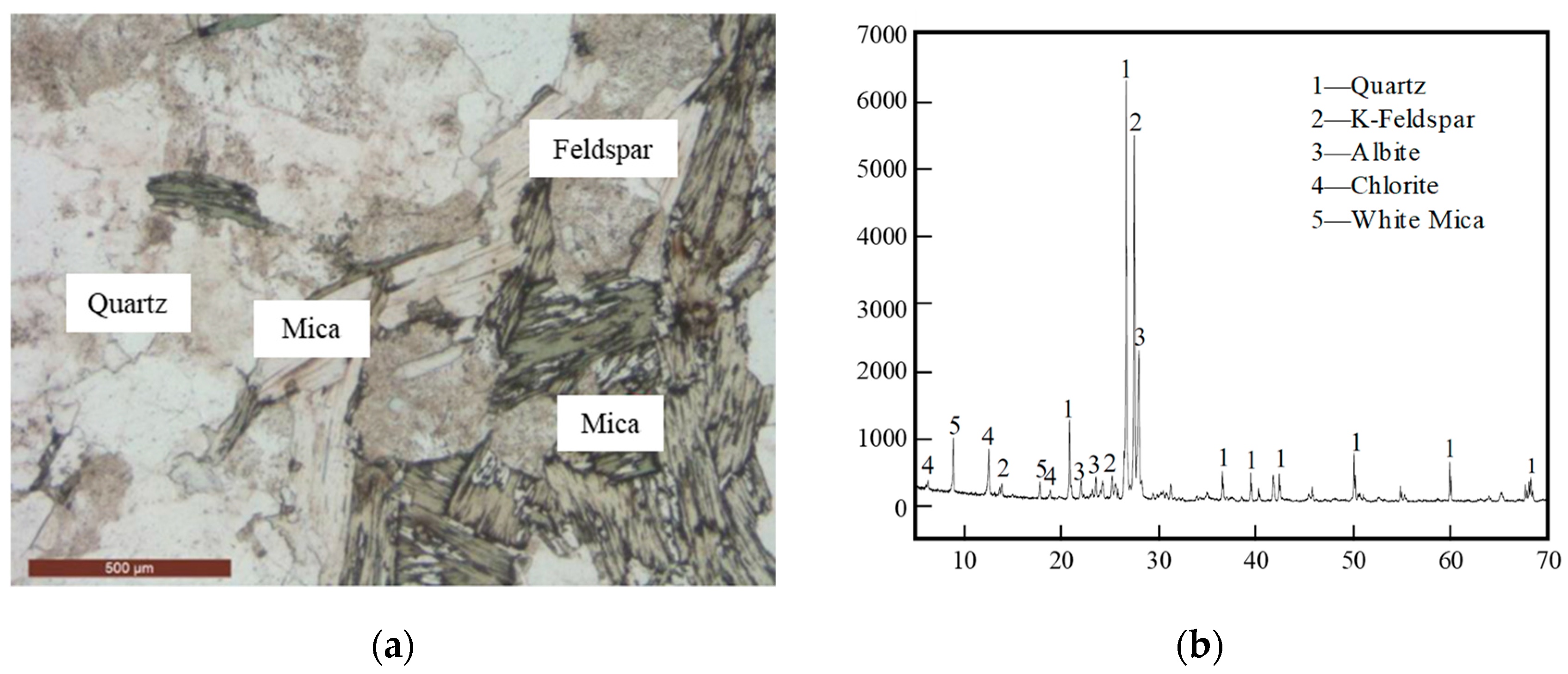
3.1. Strength Characteristics of the Parent Rock
3.2. Ultrasonic Wave Parameters
3.3. Morphological Analysis of Recycled Aggregates
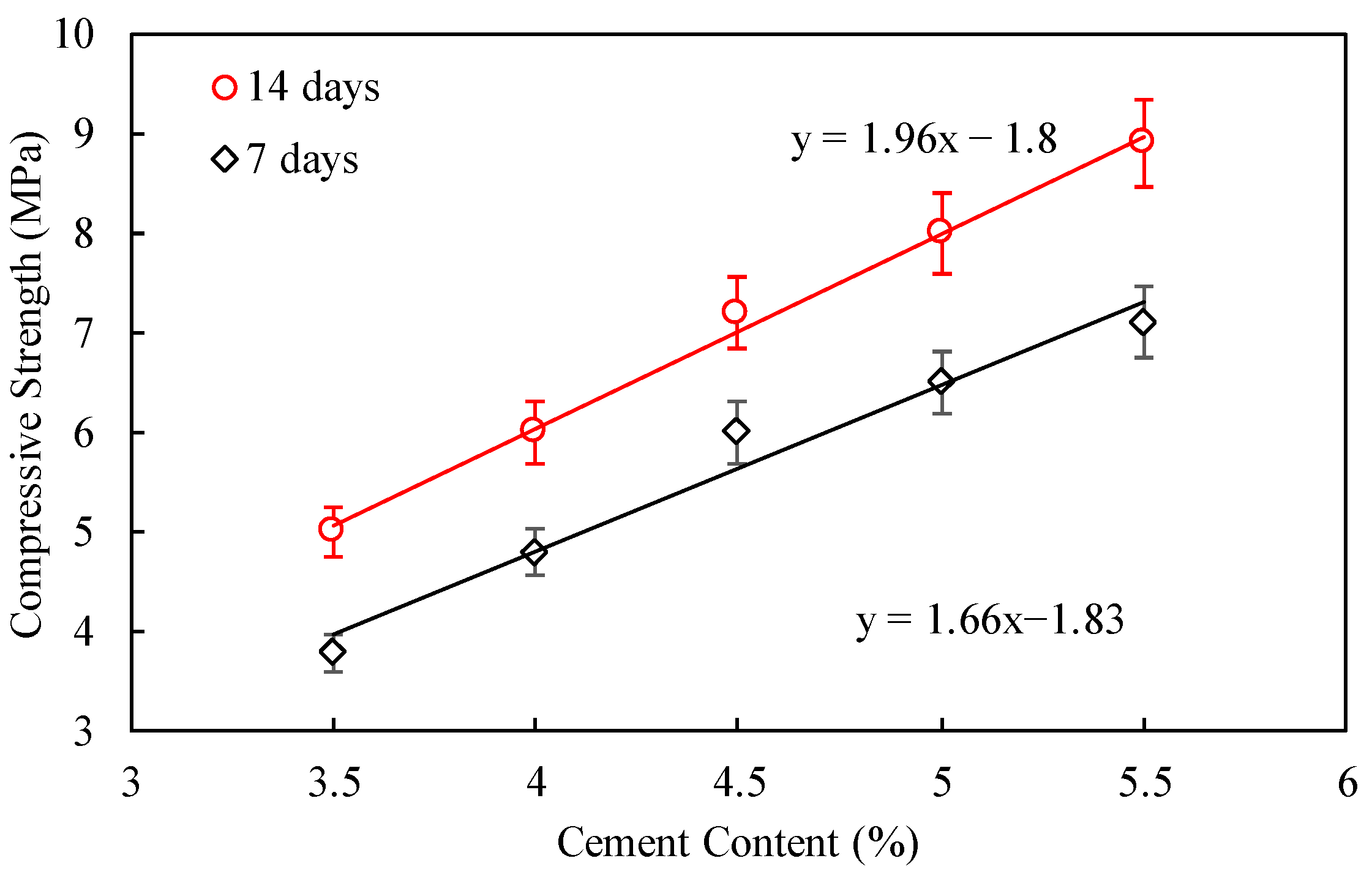
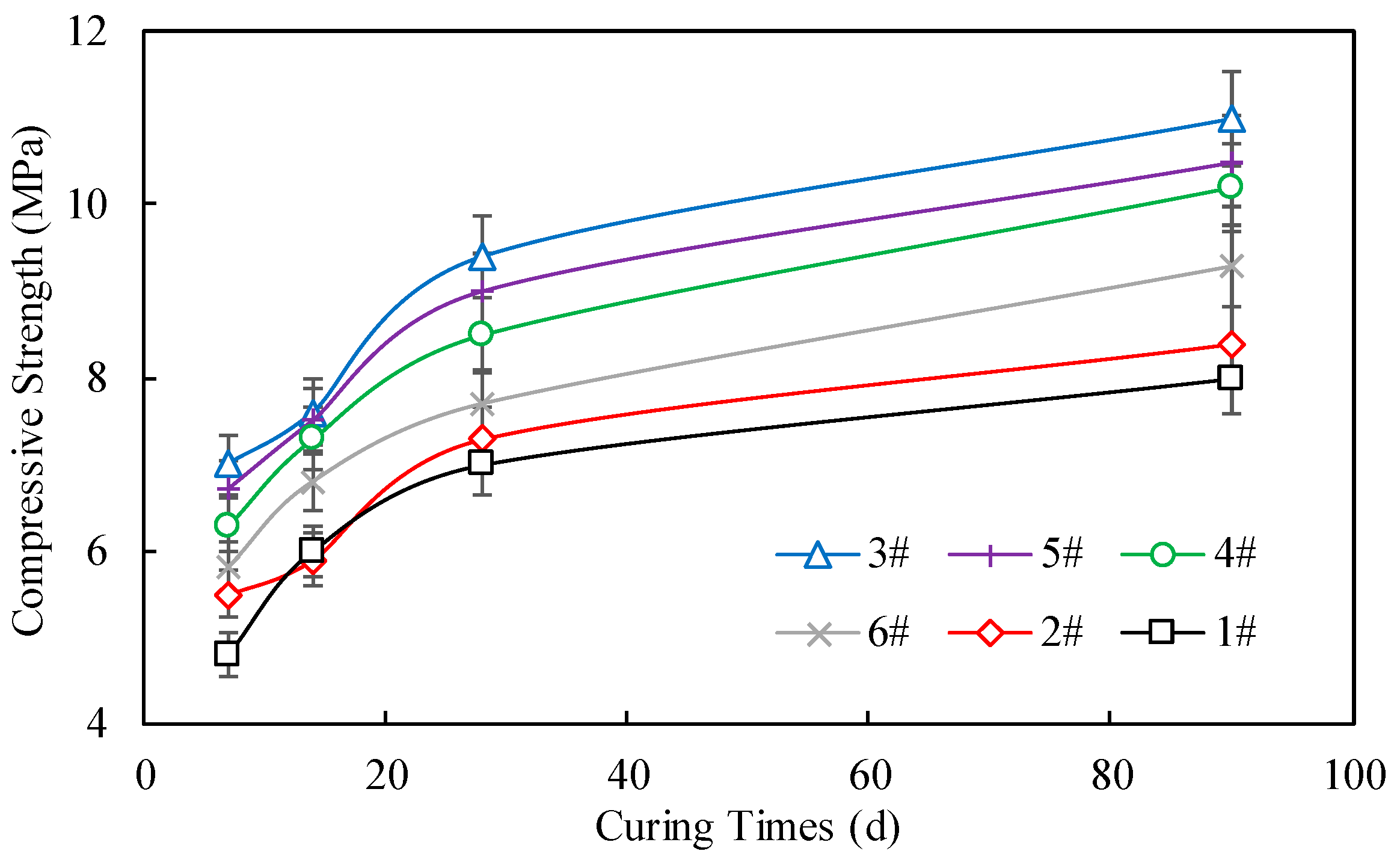
3.4. Compressive Strength of Cement-Stabilized Crushed Stone
3.5. Splitting Strength of Cement-Stabilized Crushed Stone
3.6. Correlation Analysis of the Strength Characteristics of Cement-Stabilized Crushed Stone
- (1)
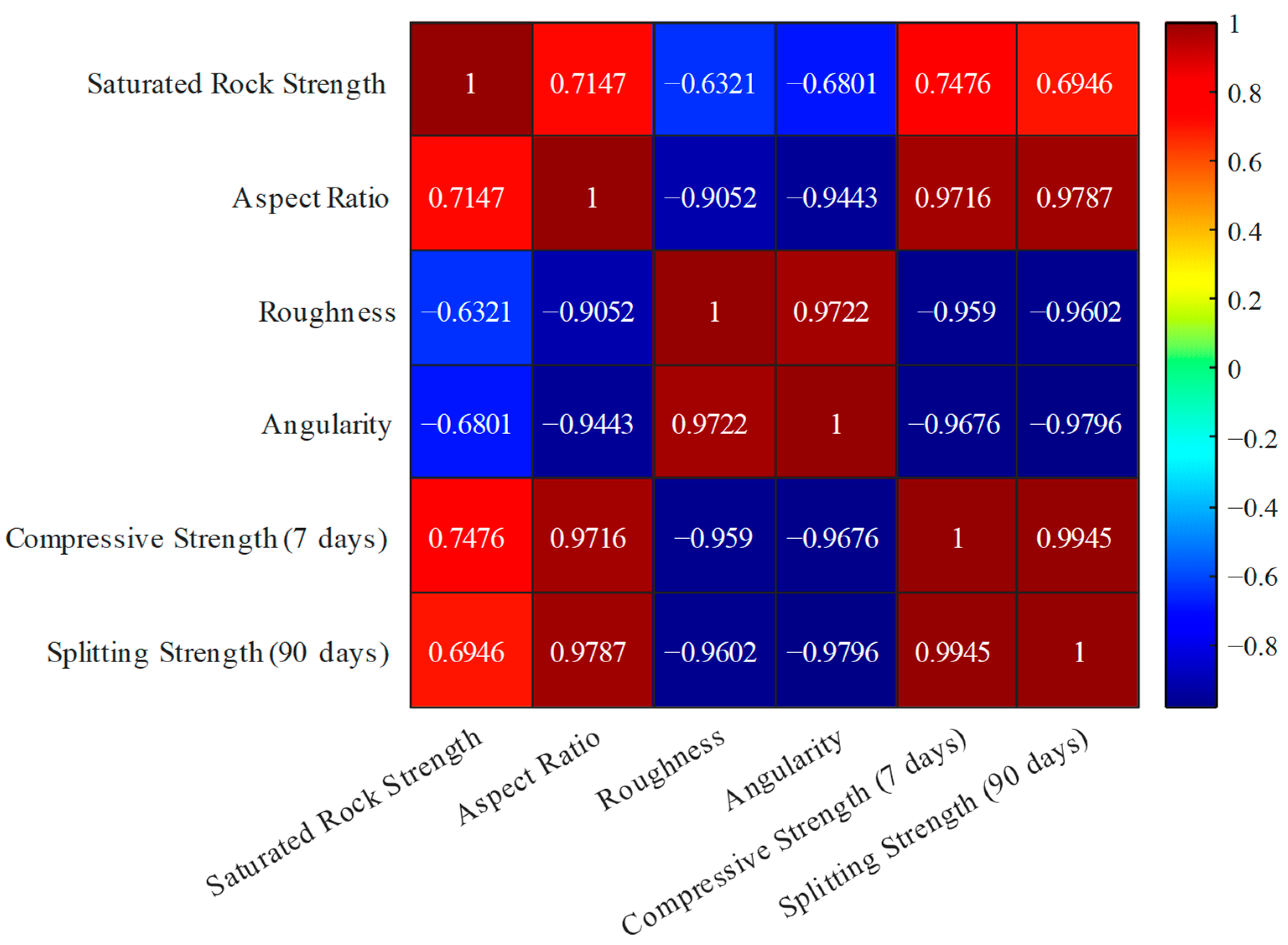
- The saturated rock strength shows a strong positive correlation with the 7-day compressive strength (r = 0.91) and the 90-day splitting tensile strength (r = 0.95). This indicates that the inherent strength of the parent rock material is a dominant factor in determining the overall mechanical properties of the cement-stabilized crushed stone.
- (2)
- The aspect ratio, roughness, and angularity exhibit moderate to strong positive correlations with the compressive and splitting tensile strengths. This suggests that the particle characteristics of the crushed stone can also influence the performance of the cement-stabilized material.
- (3)
- The compressive strength at 7 days shows a high correlation (r = 0.95) with the splitting tensile strength at 90 days. This implies that the early-age compressive strength can be a good predictor of the long-term tensile performance of cement-stabilized crushed stone.
4. Conclusions
- (1)
- The tunnel waste slag parent rock exhibited high uniaxial compressive strengths, ranging from 81 MPa to 89 MPa in the oven-dried state, which met the engineering requirements for use as a construction material. The softening coefficients of the parent rock ranged from 0.72 to 0.80, indicating that the water content has a significant impact on its compressive strength.
- (2)
- The ultrasonic wave velocities of the tunnel waste slag parent rock were found to be closely related to their saturated compressive strengths, with correlation coefficients of 0.80 and 0.76 for the saturated and oven-dried states, respectively. This relationship allows for the prediction of rock compressive strength based on its ultrasonic wave velocity, enabling efficient screening of parent rock suitable for the production of recycled aggregates.
- (3)
- The shape parameters of the recycled aggregates, encompassing the aspect ratio, roughness, and angularity, were intricately connected to the strength of the original rock. Aggregates originating from more robust parent rock showcased superior shape attributes, reflecting higher-quality aggregates.
- (4)
- The cement-stabilized aggregate base mixtures incorporating recycled aggregates from tunnel waste slag demonstrated satisfactory mechanical properties, with unconfined compressive strengths ranging from 4.5 MPa to 6.9 MPa and splitting strengths ranging from 0.48 MPa to 0.73 MPa at 28 days of curing. These results confirm the feasibility of utilizing tunnel waste slag as a sustainable alternative to natural aggregates in the construction of highway engineering applications.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhu, H.; Yan, J.; Liang, W. Challenges and development prospects of ultra-long and ultra-deep mountain tunnels. Engineering 2019, 5, 384–392. [Google Scholar] [CrossRef]
- Chen, G.; Li, W.; Yang, F.; Cao, T.; Wu, Z.; Lu, Y.; Wu, C. Study on Resourceful Treatment and Carbon Reduction Intensity of Metro Shield Slag: An Example of a Tunnel Interval of Shenzhen Line 13. Buildings 2023, 13, 2816. [Google Scholar] [CrossRef]
- Li, J.; Zhang, J.; Yang, X.; Zhang, A.; Yu, M. Monte Carlo simulations of deformation behaviour of unbound granular materials based on a real aggregate library. Int. J. Pavement Eng. 2023, 24, 2165650. [Google Scholar] [CrossRef]
- He, Z.; Xie, T.; Yu, H.; Ge, J.; Dai, W. Evaluation of quantum dot composite graphene/Titanium oxide enhanced UV aging resistance modified asphalt. Constr. Build. Mater. 2023, 408, 133732. [Google Scholar] [CrossRef]
- Yücel, H.; Maciej, D.; Fatih, Y. The Effect of Waste Ballast Aggregates on Mechanical and Durability Properties of Standard Concrete. Materials 2023, 16, 2665. [Google Scholar] [CrossRef]
- Yao, Y.; Li, J.; Liang, C.; Hu, X. Effect of coarse recycled aggregate on failure strength for asphalt mixture using experimental and DEM method. Coatings 2021, 11, 1234. [Google Scholar] [CrossRef]
- Xie, T.; He, Z.; Yu, H.; Huang, C.; Ge, J.; Dai, W. The preparation and performance analysis of pavement photocatalytic material based on quantum dot heterostructures technology. Constr. Build. Mater. 2024, 416, 135066. [Google Scholar] [CrossRef]
- Li, J.; Qin, Y.; Zhang, J.; Zhang, A.; Zhang, X. Compaction and Shear Characteristics of Recycled Construction & Demolition Aggregates in Subgrade: Exploring Particle Breakage and Shape Effects. J. Clean. Prod. 2024, 465, 142776. [Google Scholar]
- Zhao, H.; Wang, X.; Zhang, X.; Zhou, Y.; Wang, T.; Xue, Y. Preparation of high-strength ceramsite via co-sintering of shield tunnel muck and steel slag: Correlation investigation on phase composition and particle strength. Constr. Build. Mater. 2024, 439, 137413. [Google Scholar] [CrossRef]
- Tang, Y.; Qiu, W.; Liu, D.; Zhang, W.; Zhang, R. Experimental study on the properties of mortar and concrete made with tunnel slag machine-made sand. Materials 2022, 15, 4817. [Google Scholar] [CrossRef]
- Jing, C.; Shi, W.; Wang, N.; Xue, Z.; Zhao, Q.; Meng, X. Laboratory investigation of solid wastes combined with tunnel slag in cement stabilized base of asphalt pavement. Constr. Build. Mater. 2023, 392, 131807. [Google Scholar] [CrossRef]
- Golewski, l. Effect of coarse aggregate grading on mechanical parameters and fracture toughness of limestone concrete. Infrastructures 2023, 8, 117. [Google Scholar] [CrossRef]
- Jonny, N. Smart materials and technologies for sustainable concrete construction. Dev. Built Environ. 2023, 15, 100177. [Google Scholar]
- Xie, Z.; Lü, X.; Zhang, Y.; Liu, X.; Ma, Y.; Xu, K. Study on mechanical property and breakage behavior of tunnel slag containing weak rocks as road construction material. Constr. Build. Mater. 2024, 411, 134164. [Google Scholar] [CrossRef]
- Wang, F.; Meng, F.; Feng, T.; Wang, Y.; Jiang, J.; Shi, J. Effect of stone powder content on the mechanical properties and microstructure of tunnel slag aggregate-based concrete. Constr. Build. Mater. 2023, 388, 131692. [Google Scholar] [CrossRef]
- Voit, K.; Murr, R.; Cordes, T.; Zeman, O.; Bergmeister, K. Tunnel waste slag recycling for concrete production at the Brenner Base tunnel in Austria. Struct. Concr. 2020, 21, 2795–2809. [Google Scholar] [CrossRef]
- Ou, Y.; Tian, G.; Chen, J.; Chen, G.; Chen, X.; Li, H.; Liu, B.; Huang, T.; Qiang, M.; Satyanaga, A. Feasibility studies on the utilization of recycled slag in grouting material for tunneling engineering. Sustainability 2022, 14, 11013. [Google Scholar] [CrossRef]
- Alnuaim, A.; Al-Mahbashi, A.M.; Dafalla, M. Utilizing Tunnel Boring Machine (TBM)-Crushed Limestone as a Construction Material. Materials 2022, 15, 7569. [Google Scholar] [CrossRef]
- Sandanayake, M.; Bouras, Y.; Haigh, R.; Vrcelj, Z. Current sustainable trends of using waste materials in concrete—A decade review. Sustainability 2020, 12, 9622. [Google Scholar] [CrossRef]
- Song, W.; Zhu, Z.; Pu, S.; Wan, Y.; Huo, W.; Song, S.; Zhang, J.; Yao, K.; Hu, L. Synthesis and characterization of eco-friendly alkali-activated industrial solid waste-based two-component backfilling grouts for shield tunnelling. J. Clean. Prod. 2020, 266, 121974. [Google Scholar] [CrossRef]
- Li, Y.; Zeng, X.; Zhou, J.; Shi, Y.; Umar, H.A.; Long, G.; Xie, Y. Development of an eco-friendly ultra-high performance concrete based on waste basalt powder for Sichuan-Tibet Railway. J. Clean. Prod. 2021, 312, 127775. [Google Scholar] [CrossRef]
- Riviera, P.P.; Bellopede, R.; Marini, P.; Bassani, M. Performance-based re-use of tunnel muck as granular material for subgrade and sub-base formation in road construction. Tunn. Undergr. Space Technol. 2014, 40, 160–173. [Google Scholar] [CrossRef]
- Mlinar, C.; Sempelmann, F.; Koch, G.; Steiner, M.; Kubin, F. Tunnel waste slag as a source of raw materials for an autobahn–Sustainable reuse of resources through the example of the S 10/Tunnelausbruch als Rohstoffquelle für eine Autobahn–Nachhaltige Ressourcenverwertung am Beispiel der S 10. Geomech. Tunn. 2014, 7, 428–436. [Google Scholar] [CrossRef]
- Su, X.; Yu, L.; Chen, J.; Li, H.; Liu, Q.; Zhang, H.; Liu, T. Mechanical properties and microstructure of SWGA-BF improved rock muck discharged from slurry shield tunnels. Constr. Build. Mater. 2023, 409, 133969. [Google Scholar] [CrossRef]
- Wang, M.; Yu, Q.; Xiao, Y.; Li, W. Resilient modulus behavior and prediction models of unbound permeable aggregate base materials derived from tunneling rock wastes. Materials 2022, 15, 6005. [Google Scholar] [CrossRef]
- Zheng, X.; Shao, Z.; Zhao, N.; Li, C.; Wu, K. Performance Evaluation of Tunnel-Slag-Improved High Liquid Limit Soil in Subgrade: A Case Study. Materials 2022, 15, 1976. [Google Scholar] [CrossRef]
- Mishra, S.; Anuradha, K.; Tanusree, C. Dynamic characterisation of gneiss. Rock Mech. Rock Eng. 2019, 52, 61–81. [Google Scholar] [CrossRef]
- ASTM C496; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | TiO2 | Na2O | K2O | P2O5 | SO3 | Others |
|---|---|---|---|---|---|---|---|---|---|---|
| 71.71 | 14.78 | 1.65 | 1.43 | 0.48 | 0.21 | 3.44 | 4.73 | 0.07 | 0.09 | 1.41 |
| Performance | Unit | Value | Requirement |
|---|---|---|---|
| Apparent relative density | g/cm3 | 2.738 | ≥2.65 |
| Water absorption | % | 2.13 | ≤3.0 |
| Crushing value | % | 21.3 | ≤26 |
| Clay content | % | 0.8 | ≤2.0 |
| Needle-like content | % | 8.29 | ≤18 |
| Sampling No. | Aspect | Roughness | Angularity | |||
|---|---|---|---|---|---|---|
| Mean | STD | Mean | STD | Mean | STD | |
| 1# | 1.5509 | 0.2658 | 0.9955 | 0.0058 | 1.1005 | 0.0461 |
| 2# | 1.5754 | 0.3013 | 0.995 | 0.0077 | 1.0987 | 0.0547 |
| 3# | 1.6216 | 0.463 | 0.9915 | 0.0062 | 1.0507 | 0.0797 |
| 4# | 1.612 | 0.3402 | 0.9926 | 0.0083 | 1.0666 | 0.0554 |
| 5# | 1.6146 | 0.2963 | 0.9917 | 0.0055 | 1.0599 | 0.0675 |
| 6# | 1.5971 | 0.3447 | 0.9947 | 0.0049 | 1.0821 | 0.0846 |
| Cement content (%) | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 |
| Optimum moisture content (%) | 4.9 | 5 | 5.2 | 5.2 | 5.4 |
| Maximum dry density (g/cm3) | 2.379 | 2.393 | 2.411 | 2.427 | 2.432 |
| Sampling No. | Saturated Rock Strength (MPa) | Aspect | Roughness | Angularity | 7-Day Compressive Strength (MPa) | 90-Day Splitting Strength(MPa) |
|---|---|---|---|---|---|---|
| 1# | 60 | 1.5509 | 0.9955 | 1.1005 | 4.8 | 0.45 |
| 2# | 65 | 1.5754 | 0.995 | 1.0987 | 5.5 | 0.51 |
| 3# | 71 | 1.6216 | 0.9915 | 1.0507 | 7 | 0.69 |
| 4# | 66 | 1.612 | 0.9926 | 1.0666 | 6.3 | 0.62 |
| 5# | 63 | 1.6146 | 0.9917 | 1.0599 | 6.7 | 0.67 |
| 6# | 64 | 1.5971 | 0.9947 | 1.0821 | 5.8 | 0.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, J.; Yao, Y.; Huang, C. Utilization of Tunnel Waste Slag for Cement-Stabilized Base Layers in Highway Engineering. Materials 2024, 17, 4525. https://doi.org/10.3390/ma17184525
Deng J, Yao Y, Huang C. Utilization of Tunnel Waste Slag for Cement-Stabilized Base Layers in Highway Engineering. Materials. 2024; 17(18):4525. https://doi.org/10.3390/ma17184525
Chicago/Turabian StyleDeng, Junshuang, Yongsheng Yao, and Chao Huang. 2024. "Utilization of Tunnel Waste Slag for Cement-Stabilized Base Layers in Highway Engineering" Materials 17, no. 18: 4525. https://doi.org/10.3390/ma17184525
APA StyleDeng, J., Yao, Y., & Huang, C. (2024). Utilization of Tunnel Waste Slag for Cement-Stabilized Base Layers in Highway Engineering. Materials, 17(18), 4525. https://doi.org/10.3390/ma17184525