
Research Progress on Rolling Forming of Tungsten Alloy

Abstract
:1. Introduction
2. Pre-Rolling Process Manufacturing Route
2.1. Micro-Powder Manufacturing Technology
2.2. Densification Technology
2.3. Continuous Processing Technology
3. Rolling Mill and Pass Design
3.1. Two-Roll Rolling Mill and Pass Design
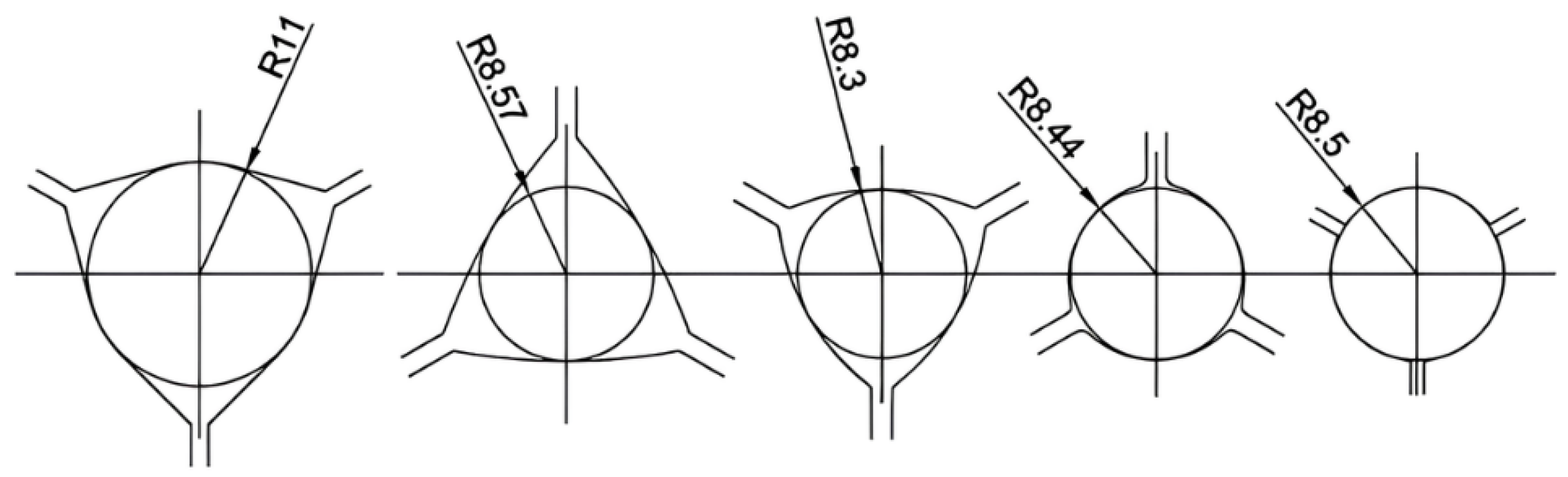
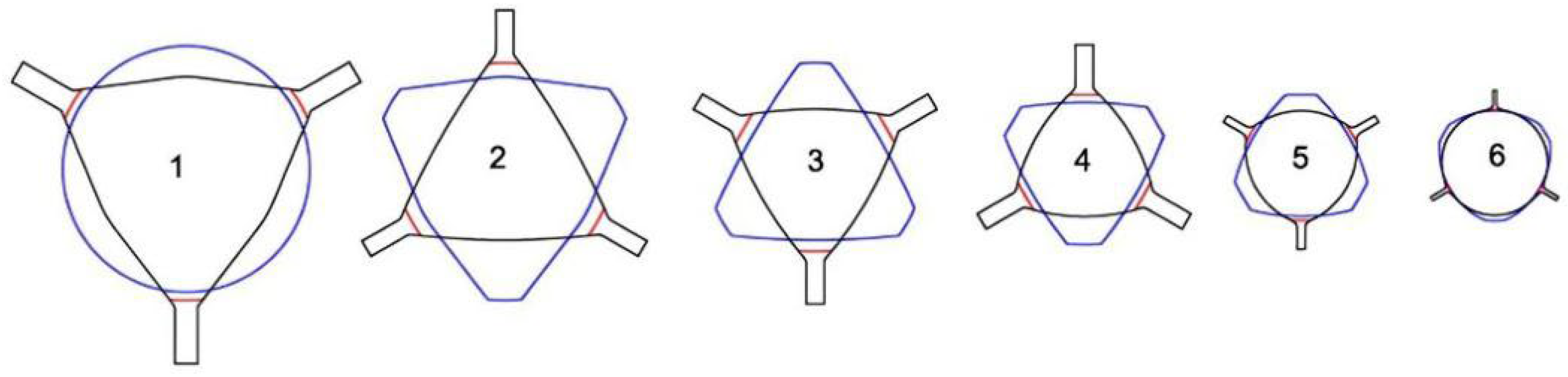
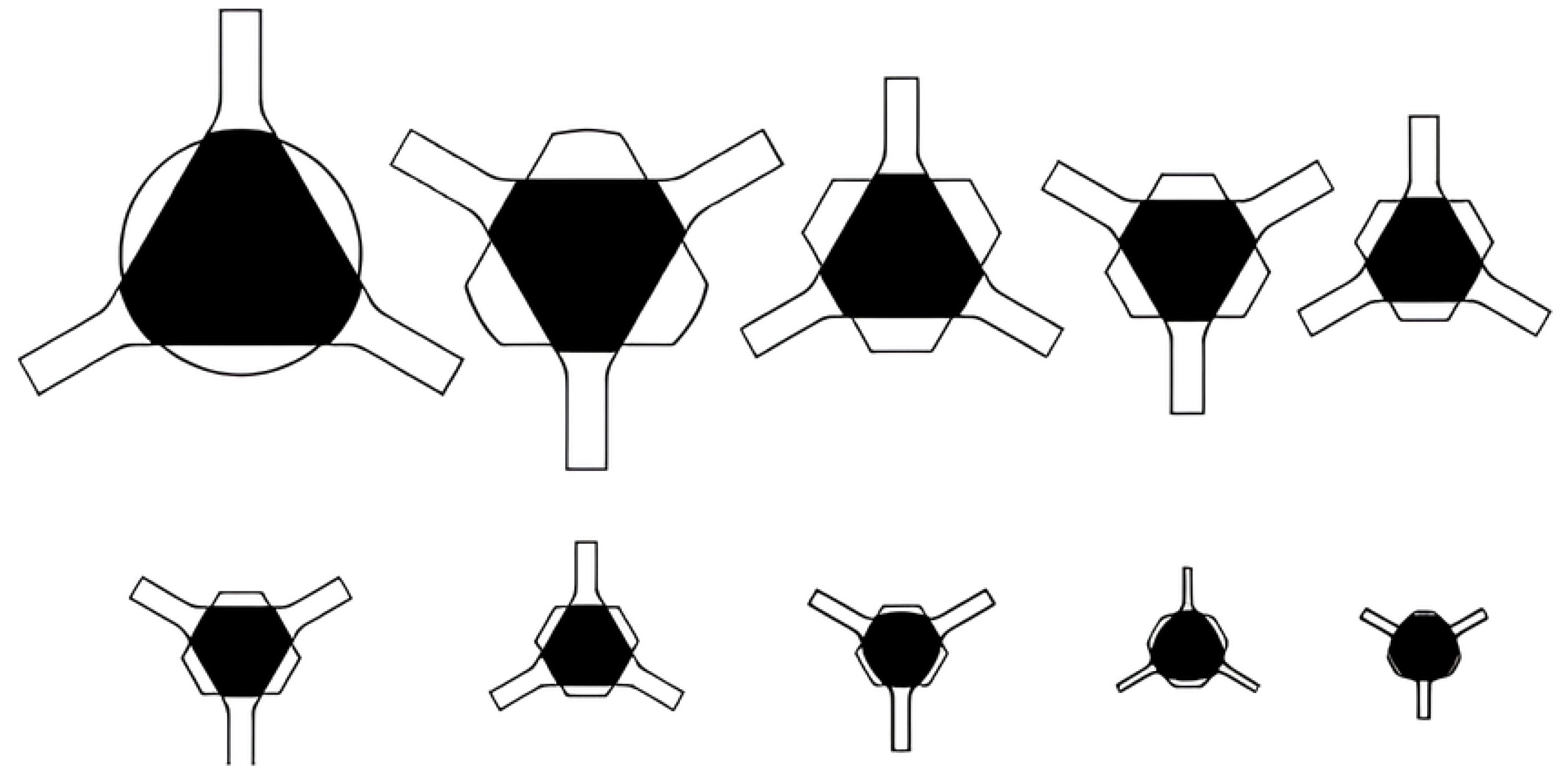
3.2. Three-Roll Rolling Mill and Pass Design
3.3. Roll Service Environment and Damage
4. Effect of Process Parameters on Continuous Rolling
4.1. Effect of Pass Press Amount on Continuous Rolling
4.2. Effect of Rolling Temperature on Continuous Rolling
4.3. Effect of Rolling Method on Continuous Rolling
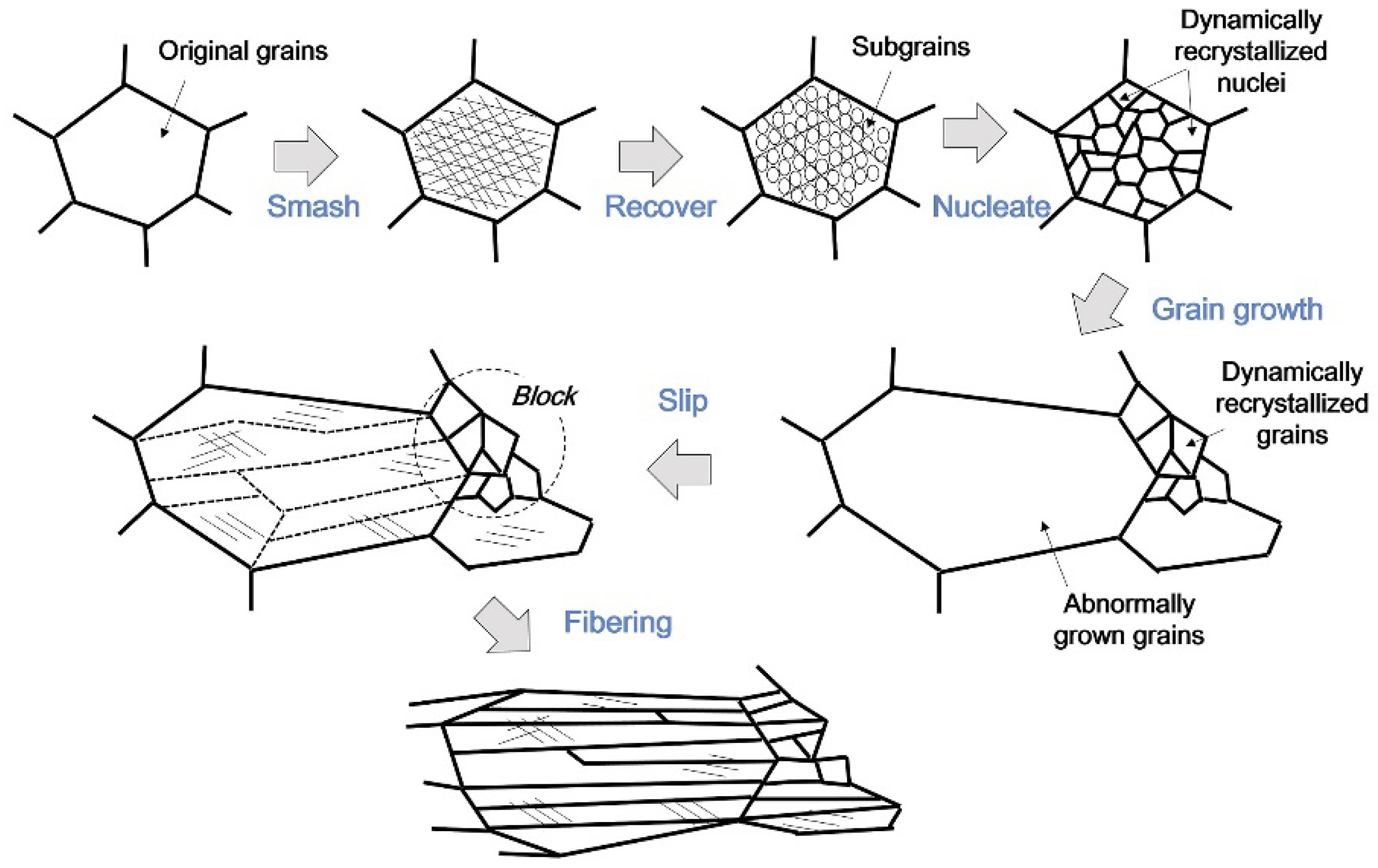
4.4. Evolution Mechanism of Heat Treatment on the Microstructure of Deformed Metals
5. Texture Evolution and Property Analysis of Tungsten and Its Alloys after Hot Continuous Rolling and Annealing
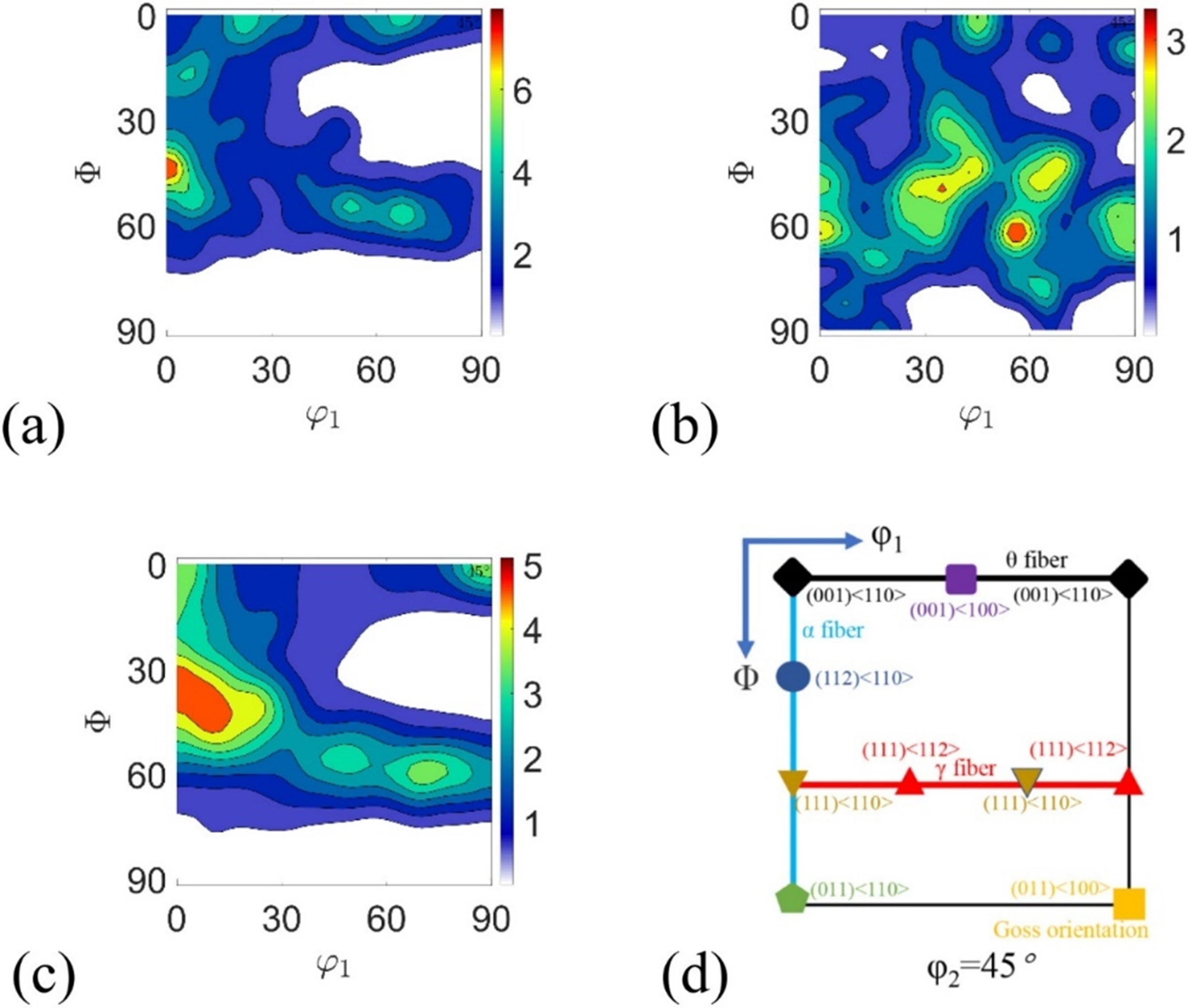
- (1)
- α-Fiber (crystallographic fiber axis <110>parallel to the rolling direction, including major components: {001}<110>;{112}<110>;{111}<110>).
- (2)
- ε-Fiber (crystallographic fiber axis<011> parallel to the transversal direction, including major components: {001}<011>;{112}<111>;{111}<112>; {011}<100>).
- (3)
- ϒ-Fiber (crystallographic fiber axis<111> parallel to the normal direction, including major components: {110}<110>;{111}<112>).
- (4)
- η-Fiber (crystallographic fiber axis<100> parallel to the rolling direction, including major components: {001}<100>;{011}<100>).
- (5)
- θ-Fiber (crystallographic fiber axis<001> parallel to the normal direction, including major components: {001}<100>;{001}<110>).
- (6)
- ξ-Fiber (crystallographic fiber axis<011> parallel to the normal direction, including major components: {011}<100>;{011}<211>;{011}<111>; {011}<011>).
6. Summary
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xie, K. Research progress on the application and preparation technology of refractory metal tungsten and molybdenum pipes. Hard Alloy 2018, 35, 219–225. [Google Scholar]
- Liu, F.; Luo, G.; Li, Q.; Wang, W.J. Research on the application of tungsten in nuclear fusion reactors. China Tungsten Ind. 2017, 32, 41–48+55. [Google Scholar]
- Ouyang, W. Advantages and applications of tungsten-based high-density alloy technology. Sci. Technol. Outlook 2016, 26, 69. [Google Scholar]
- Boda, A.; Sk, M.A.; Shenoy, K.T.; Mohan, S. Diffusion, permeation and solubility of hydrogen, deuterium and tritium in crystalline tungsten: First principles DFT simulations. Int. J. Hydrogen Energy 2020, 45, 29095–29109. [Google Scholar] [CrossRef]
- Chen, H.Y.; Luo, L.M.; Chen, J.B.; Zan, X.; Zhu, X.Y.; Xu, Q.; Luo, G.N.; Chen, J.L.; Wu, Y.C. Effects of zirconium element on the microstructure and deuterium retention of W-Zr/Sc2O3 composites. Sci. Rep. 2016, 6, 32678. [Google Scholar] [CrossRef]
- Puyang, S.A.; Lyu, Y.M.; Nian, F.F.; Xu, Y.P.; Yang, Z.S.; Zhou, H.S.; Luo, G.-N. Deuterium retention and surface morphology modification in oxidized tungsten exposed to D plasma. Int. J. Hydrogen Energy 2021, 46, 31346–31352. [Google Scholar] [CrossRef]
- Zhou, H.; Yu, J.G.; Chen, C.G.; Zhu, K.G. Effect of pre-damage induced by argon ions on the deuterium blister formation in tungsten-tantalum alloys exposed to deuterium plasma. Int. J. Hydrogen Energy 2019, 44, 23320–23329. [Google Scholar] [CrossRef]
- Wurster, S.; Baluc, N.; Battabyal, M.; Crosby, T.; Du, J.; García-Rosales, C.; Hasegawa, A.; Hoffmann, A.; Kimura, A.; Kurishita, H.; et al. Recent progress in R&D on tungsten alloys for divertor structural and plasma-facing materials. J. Nucl. Mater. 2013, 442, S181–S189. [Google Scholar]
- Rieth, M.; Dudarev, S.; de Vicente, S.G.; Aktaa, J.; Ahlgren, T.; Antusch, S.; Armstrong, D.; Balden, M.; Baluc, N.; Barthe, M.-F.; et al. Recent progress in research on tungsten materials for nuclear fusion applications in Europe. J. Nucl. Mater. 2013, 432, 482–500. [Google Scholar] [CrossRef]
- Ueda, Y.; Coenen, J.; De Temmerman, G.; Doerner, R.; Linke, J.; Philipps, V.; Tsitrone, E. Research status and issues of tungsten plasma facing materials for ITER and beyond. Fusion Eng. Des. 2014, 89, 901–906. [Google Scholar] [CrossRef]
- Stork, D.; Agostini, P.; Boutard, J.; Buckthorpe, D.; Diegele, E.; Dudarev, S.; English, C.; Federici, G.; Gilbert, M.; Gonzalez, S.; et al. Developing structural, high-heat flux and plasma facing materials for a near-term DEMO fusion power plant: The EU assessment. J. Nucl. Mater. 2014, 455, 277–291. [Google Scholar] [CrossRef]
- Neu, R.; Maier, H.; Balden, M.; Elgeti, S.; Gietl, H.; Greuner, H.; Herrmann, A.; Houben, A.; Rohde, V.; Sieglin, B.; et al. Investigations on tungsten heavy alloys for use as plasma facing material. Fusion Eng. Des. 2017, 124, 450–454. [Google Scholar] [CrossRef]
- Gumbsch, P. Brittle fracture and the brittle-to-ductile transition of tungsten. J. Nucl. Mater. 2003, 323, 304–312. [Google Scholar] [CrossRef]
- Gludovatz, B.; Wurster, S.; Weingärtner, T.; Hoffmann, A.; Pippan, R. Influence of impurities on the fracture behavior of tungsten. Philos. Mag. 2011, 91, 3006–3020. [Google Scholar] [CrossRef]
- Gludovatz, B.; Wurster, S.; Hoffmann, A.; Pippan, R. Fracture toughness of polycrystalline tungsten alloys. Int. J. Refract. Met. Hard Mater. 2010, 28, 674–678. [Google Scholar] [CrossRef]
- Wang, S.J.; Wang, H.; Du, K.; Zhang, W.; Sui, M.L.; Mao, S.X. Deformation-induced structural transition in body-centered cubic molybdenum. Nat. Commun. 2014, 5, 3433. [Google Scholar]
- Li, H.; Wurster, S.; Motz, C.; Romaner, L.; Ambrosch-Draxl, C.; Pippan, R. Dislocation-core symmetry and slip planes in tungsten alloys: Ab initio calculations and microcantilever bending experiments. Acta Mater. 2012, 60, 748–758. [Google Scholar] [CrossRef]
- Cheng, G.; Xu, W.; Jian, W.; Yuan, H.; Tsai, M.; Zhu, Y.; Zhang, Y.; Millett, P. Dislocations with edge components in nanocrystalline bcc Mo. J. Mater. Res. 2013, 28, 1820–1826. [Google Scholar] [CrossRef]
- Xie, Z.; Liu, R.; Fang, Q.; Zhang, T.; Jiang, Y.; Wang, X.; Liu, C. Microstructure and Mechanical Properties of Nano-Size Zirconium Carbide Dispersion Strengthened Tungsten Alloys Fabricated by Spark Plasma Sintering Method. Plasma Sci. Technol. 2015, 17, 1066–1071. [Google Scholar] [CrossRef]
- Liu, R.; Xie, Z.; Hao, T.; Zhou, Y.; Wang, X.; Fang, Q.; Liu, C. Fabricating high-performance tungsten alloys through zirconium micro-alloying and nano-sized yttria dispersion strengthening. J. Nucl. Mater. 2014, 451, 35–39. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, G.J.; Jiang, F.; Ding, X.D.; Sun, Y.J.; Sun, J.; Ma, E. Nanostructured high-strength molybdenum alloys with unprecedented tensile ductility. Nat. Mater. 2013, 12, 344–350. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Ganeev, A.V.; Wang, J.T.; Liu, J.Q.; Alexandrov, I.V. Observations on the ductile-to-brittle transition in ultrafine-grained tungsten of commercial purity. Mater. Sci. Eng. 2009, 503, 37–40. [Google Scholar] [CrossRef]
- Dong, Z.; Liu, N.; Ma, Z.; Liu, C.; Guo, Q.; Liu, Y. Preparation of ultra-fine grain W-YO alloy by an improved wet chemical method and two-step spark plasma sintering. J. Alloys Compd. 2017, 695, 2969–2973. [Google Scholar] [CrossRef]
- Reiser, J.; Hoffmann, J.; Jäntsch, U.; Klimenkov, M.; Bonk, S.; Bonnekoh, C.; Rieth, M.; Hoffmann, A.; Mrotzek, T. Ductilisation of tungsten (W): On the shift of the brittle-to-ductile transition(BDT) to lower temperatures through cold rolling. Int. J. Refract. Met. Hard Mater. 2016, 54, 351–369. [Google Scholar] [CrossRef]
- Petaccia, M.G.; Gervasoni, J.L. Nano-yttria in oxide dispersion strengthened tungsten under alpha particle irradiation. Nucl. Mater. Energy 2019, 20, 100681. [Google Scholar] [CrossRef]
- Kertsch, L.; Helm, D. A thermodynamically consistent model for elastoplasticity, recovery, recrystallization and grain coarsening. Int. J. Solids Struct. 2018, 152–153, 185–195. [Google Scholar] [CrossRef]
- Raffo, P.L. Yielding and fracture in tungsten and tungsten-rhenium alloys. J. Less Common Met. 1969, 17, 133–149. [Google Scholar] [CrossRef]
- Wurster, S.; Gludovatz, B.; Pippan, R. High temperature fracture experiments on tungsten–rhenium alloys. Int. J. Refract. Met. Hard Mater. 2010, 28, 692–697. [Google Scholar] [CrossRef]
- Riesch, J.; Höschen, T.; Linsmeier, C.; Wurster, S.; You, J.H. Enhanced toughness and stable crack propagation in a novel tungsten fiber-reinforced tungsten composite produced by chemical vapour infiltration. Phys. Scr. 2014, T159, 014031. [Google Scholar] [CrossRef]
- Jasper, B.; Coenen, J.W.; Riesch, J.; Höschen, T.; Bram, M.; Linsmeier, C. Powder metallurgical tungsten fiber-reinforced tungsten. Mater. Sci. Forum 2015, 825–826, 125–133. [Google Scholar] [CrossRef]
- Nikolic, V.; Wurster, S.; Firneis, D.; Pippan, R. Improved fracture behavior and microstructural characterization of thin tungsten foils. Nucl. Mater. Energy 2016, 9, 181–188. [Google Scholar] [CrossRef]
- Nikolić, V.; Wurster, S.; Firneis, D.; Pippan, R. Fracture toughness evaluation of UFG tungsten foil. Int. J. Refract. Met. Hard Mater. 2018, 76, 214–225. [Google Scholar] [CrossRef]
- Faleschini, M.; Kreuzer, H.; Kiener, D.; Pippan, R. Fracture toughness investigations of tungsten alloys and SPD tungsten alloys. J. Nucl. Mater. 2007, 367–370, 800–805. [Google Scholar] [CrossRef]
- Miao, S.; Xie, Z.M.; Yang, X.D.; Liu, R.; Gao, R.; Zhang, T.; Wang, X.P.; Fang, Q.F.; Liu, C.N.; Luo, G.; et al. Effect of hot rolling and annealing on the mechanical properties and thermal conductivity of W-0.5 wt%TaC alloys. Int. J. Refract. Met. Hard Mater. 2015, 56, 8–17. [Google Scholar] [CrossRef]
- Kharchenko, V.K.; Bukhanovskii, V.V. High-temperature strength of refractory metals, alloys and composite materials based on them. Part 1. tungsten, its alloys, and composites. Strength Mater. 2012, 44, 512–517. [Google Scholar] [CrossRef]
- Leonhardt, T. Properties of tungsten-rhenium and tungsten-rhenium with hafnium carbide. JOM 2009, 61, 68–71. [Google Scholar] [CrossRef]
- Rieth, M.; Dafferner, B. Limitations of W and W–1%La2O3 for use as structural materials. J. Nucl. Mater. 2005, 342, 20–25. [Google Scholar] [CrossRef]
- Song, G.-M.; Wang, Y.-J.; Zhou, Y. The mechanical and thermophysical properties of ZrC/W composites at elevated temperature. Mater. Sci. Eng. A 2002, 334, 223–232. [Google Scholar] [CrossRef]
- Wesemann, I.; Spielmann, W.; Heel, P.; Hoffmann, A. Fracture strength and microstructure of ODS tungsten alloys. Int. J. Refract. Met. Hard Mater. 2010, 28, 687–691. [Google Scholar] [CrossRef]
- Hu, Y.J.; Fellinger, M.R.; Butler, B.G.; Wang, Y.; Darling, K.A.; Kecskes, L.J.; Trinkle, D.R.; Liu, Z.K. Solute-induced solid-solution softening and hardening in bcc tungsten. Acta Mater. 2017, 141, 304–316. [Google Scholar] [CrossRef]
- Butler, B.G.; Paramore, J.D.; Ligda, J.P.; Ren, C.; Fang, Z.Z.; Middlemas, S.C.; Hemker, K.J. Mechanisms of deformation and ductility in tungsten—A review. Int. J. Refract. Met. Hard Mater. 2018, 75, 248–261. [Google Scholar] [CrossRef]
- Wurster, S.; Gludovatz, B.; Hoffmann, A.; Pippan, R. Fracture behavior of tungsten–vanadium and tungsten–tantalum alloys and composites. J. Nucl. Mater. 2011, 413, 166–176. [Google Scholar] [CrossRef]
- Rieth, M.; Reister, J.; Dafferner, B.; Baumgärtner, S. The Impact of Refractory Material Properties on the Helium Cooled Divertor Design. Fusion Sci. Technol. 2012, 61, 381–384. [Google Scholar] [CrossRef]
- Aguirre, M.V.; Martín, A.; Pastor, J.Y.; Llorca, J.; Monge, M.A.; Pareja, R. Mechanical Behavior of W-Y2O3 and W-Ti Alloys from 25 °C to 1000 °C. Metall. Mater. Trans. A 2009, 40A, 2283–2290. [Google Scholar] [CrossRef]
- Wang, Y.J.; Yan, Q.Z. Grain boundary strengthened W-ZrB alloy via freeze-drying technique and spark plasma sintering. Fusion Eng. Des. 2019, 149, 111333. [Google Scholar] [CrossRef]
- Liu, R.; Zhou, Y.; Hao, T.; Zhang, T.; Wang, X.; Liu, C.; Fang, Q. Microwave synthesis and properties of fine-grained oxides dispersion strengthened tungsten. J. Nucl. Mater. 2012, 424, 171–175. [Google Scholar] [CrossRef]
- Battabyal, M.; Schäublin, R.; Spätig, P.; Walter, M.; Rieth, M.; Baluc, N. Microstructure and mechanical properties of a W–2 wt%YO composite produced by sintering and hot forging. J. Nucl. Mater. 2013, 442, 225–228. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, L.; Wei, S.; Pan, K.; Wu, X.; Li, Q. Preparation, microstructure, and constitutive equation of W-0.25 wt%Al2O3 alloy. Mater. Sci. Eng. A 2019, 744, 79–85. [Google Scholar] [CrossRef]
- Zhao, M.; Zhou, Z.; Zhong, M.; Tan, J.; Lian, Y.; Liu, X. Thermal shock behavior of fine-grained W–Y2O3 materials fabricated via two different manufacturing technologies. J. Nucl. Mater. 2016, 470, 236–243. [Google Scholar] [CrossRef]
- Yao, L.Y.; Wei, S.Z.; Zhou, Y.H.; Xu, L.J.; Chen, C.; Sun, T.L.; Shi, P.P. Preparation and characterization of Mo/ZrO–YO composites. Int. J. Refract. Met. Hard Mater. 2018, 75, 202–210. [Google Scholar] [CrossRef]
- Xu, L.; Sun, T.; Zhou, Y.; Xiao, F.; Zhang, M.; Wei, S. Evaluating compressive property and hot deformation behavior of molybdenum alloy reinforced by nanoscale zirconia particles. J. Alloys Compd. 2021, 860, 158289. [Google Scholar] [CrossRef]
- Wang, C.; Dong, X.; Liu, Y.; Wei, S.; Pan, K.; Zhang, C.; Xiong, M.; Mao, F.; Jiang, T.; Yu, H.; et al. Microstructure and Mechanical Properties of W-Al2O3 Alloy Plates Prepared by a Wet Chemical Method and Rolling Process. Materials 2022, 22, 7910. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Xu, L.; Wei, S.; Chen, C.; Xiao, F. Fabrication and mechanical properties of tungsten alloys reinforced with c-ZrO2 particles. J. Alloys Compd. 2018, 769, 694–705. [Google Scholar] [CrossRef]
- Kikuchi, Y.; Sakuma, I.; Kitagawa, Y.; Asai, Y.; Onishi, K.; Fukumoto, N.; Nagata, M.; Ueda, Y.; Kurishita, H. Surface modifications on toughened, fine-grained, recrystallized tungsten with repetitive ELM-like pulsed plasma irradiation. J. Nucl. Mater. 2015, 463, 206–209. [Google Scholar] [CrossRef]
- Oya, M.; Uekita, K.; Lee, H.T.; Ohtsuka, Y.; Ueda, Y.; Kurishita, H.; Kreter, A.; Coenen, J.W.; Philipps, V.; Brezinsek, S.; et al. Deuterium retention in Toughened, Fine-Grained Recrystallized Tungsten. J. Nucl. Mater. 2013, 438, 1052–1054. [Google Scholar] [CrossRef]
- Rieth, M.; Hoffmann, A. Fracture behavior of tungsten based alloys depending on microstructure and notch fabrication method. Fusion Sci. Technol. 2009, 56, 1018–1022. [Google Scholar] [CrossRef]
- Rieth, M.; Hoffmann, A. Influence of microstructure and notch fabrication on impact bending properties of tungsten materials. Int. J. Refract. Met. Hard Mater. 2010, 28, 679–686. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.Z.; Koopman, M.; Butler, B.; Paramore, J.; Middlemas, S. Methods for improving ductility of tungsten—A review. Int. J. Refract. Met. Hard Mater. 2018, 503, 28–31. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.Z.; Xu, L.; Ligda, J.P.; Paramore, J.D.; Butler, B.G. An investigation of the microstructure and ductility of annealed cold-rolled tungsten. Acta Mater. 2019, 162, 202–213. [Google Scholar] [CrossRef]
- Bonk, S.; Reiser, J.; Hoffmann, J.; Hoffmann, A. Cold rolled tungsten (W) plates and foils: Evolution of the microstructure. Int. J. Refract. Met. Hard Mater. 2016, 60, 92–98. [Google Scholar] [CrossRef]
- Zhao, B.; Xia, Y.; Zhang, L.; Ke, J.; Cheng, X.; Xie, Z.; Liu, R.; Miao, S.; Hao, T.; Wu, X.; et al. Effects of rolling reduction on microstructural evolution and mechanical properties of W-0.5 wt%ZrC alloys. Mater. Sci. Eng. 2022, 830, 142310. [Google Scholar] [CrossRef]
- Liu, R.; Xie, Z.M.; Zhang, T.; Fang, Q.F.; Wang, X.P.; Hao, T.; Liu, C.S.; Dai, Y. Mechanical properties and microstructures of W-1%Y2O3 micro-alloyed with Zr. Mater. Sci. Eng. 2016, 660, 19–23. [Google Scholar] [CrossRef]
- Shen, T.; Dai, Y.; Lee, Y. Microstructure and tensile properties of tungsten at elevated temperatures. J. Nucl. Mater. 2016, 468, 348–354. [Google Scholar] [CrossRef]
- Wei, Q.; Zhang, H.; Schuster, B.; Ramesh, K.; Valiev, R.; Kecskes, L.; Dowding, R.; Magness, L.; Cho, K. Microstructure and mechanical properties of super-strong nanocrystalline tungsten processed by high-pressure torsion. Acta Mater. 2006, 54, 4079–4089. [Google Scholar] [CrossRef]
- Xue, K.; Guo, Y.; Shi, J.; Wei, X.; Li, P. The brittle-to-ductile transition of pure tungsten processed by closed dual equal channel angular pressing process. Mater. Sci. Eng. 2022, 832, 142513. [Google Scholar] [CrossRef]
- Hao, T.; Fan, Z.; Zhang, T.; Luo, G.; Wang, X.; Liu, C.; Fang, Q. Strength and ductility improvement of ultrafine-grained tungsten produced by equal-channel angular pressing. J. Nucl. Mater. 2014, 455, 595–599. [Google Scholar] [CrossRef]
- Zhu, Y.C.; Qin, J.P.; Li, Z.L.; Tian, Y.Q. Development of calculation interface for pass design of continuous rolling mill for difficult-to-deform metal bars and wires. Rare Met. Express 2008, 8, 38–40. [Google Scholar]
- Li, P.; Hua, R.; Xue, K.M.; Liang, C.; Song, Q.C.; Wu, Y.C. Research progress in plastic processing of tungsten and its alloys. Rare Met. Mater. Eng. 2016, 45, 529–536. [Google Scholar]
- Guo, H.Y.; Xia, M.; Chan, L.C.; Wang, K.; Zhang, X.X.; Yan, Q.Z.; He, M.C.; Lu, J.; Ge, C.C. Author Correction: Nanostructured laminar tungsten alloy with improved ductility by surface mechanical attrition treatment. J. Sci. Rep. 2018, 8, 6871. [Google Scholar] [CrossRef]
- Wu, Y. The routes and mechanism of plasma facing tungsten materials to improve ductility. Acta Met. Sin. 2019, 55, 171. [Google Scholar]
- Yadav, T.P.; Yadav, R.M.; Singh, D.P. Mechanical milling: A top-down approach for the synthesis of nanomaterials and nanocomposites. Nano Sci. Nanotechnol. 2012, 2, 22. [Google Scholar]
- Ivanov, E.Y.; Suryanarayana, C.; Bryskin, B.D. Synthesis of a nanocrystalline W-25 wt%Re alloy by mechanical alloying. Mater. Sci. Eng. A 1998, 251, 255. [Google Scholar] [CrossRef]
- Wang, Z.; Yuan, Y.; Arshad, K.; Wang, J.; Zhou, Z.; Tang, J.; Lu, G.H. Effects of tantalum concentration on the microstructures and mechanical properties of tungsten-tantalum alloys. Fusion Eng. Des. 2017, 125, 496. [Google Scholar] [CrossRef]
- Arshad, K.; Zhao, M.Y.; Yuan, Y.; Zhang, Y.; Zhao, Z.H.; Wang, B.; Zhou, Z.J.; Lu, G.H. Effects of vanadium concentration on the densification, microstructures and mechanical properties of tungsten vanadium alloys. J. Nucl. Mater. 2014, 455, 96. [Google Scholar] [CrossRef]
- Tan, X.Y.; Li, P.; Luo, L.M.; Chen, H.Y.; Zhan, X.; Zhu, X.Y.; Luo, G.N.; Wu, Y.C. Effect of mechanical milling on the microstructure of tungsten under He+ irradiation condition. Fusion Eng. Des. 2015, 100, 571. [Google Scholar] [CrossRef]
- Chen, Z.; Qin, M.; Yang, J.; Zhang, L.; Jia, B.; Qu, X. Effect of La2O3 addition on the synthesis of tungsten nano-powder via combustion-based method. J. Mater. Sci. Technol. 2020, 58, 24–33. [Google Scholar] [CrossRef]
- Cockeram, B.V. The mechanical properties and fracture mechanisms of wrought low carbon arc cast (LCAC), molybdenum–0.5pct titanium–0.1pct zirconium (TZM), and oxide dispersion strengthened (ODS) molybdenum flat products. Mater. Sci. Eng. A 2006, 418, 120–136. [Google Scholar] [CrossRef]
- Zhang, X.; Yan, Q.; Lang, S.; Wang, Y.; Ge, C. Evolution of hot rolling texture in pure tungsten and lanthanum oxide doped tungsten with various reductions. Mater. Des. 2016, 109, 443–455. [Google Scholar] [CrossRef]
- Ye, J.; Xu, L.; Zhao, Y.; Li, Z.; Yu, H.; Wei, S.; Shen, H. DBTT and tensile properties of as-sintered tungsten alloys reinforced by yttrium-zirconium oxide. J. Nucl. Mater. 2023, 578, 154318. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, K.H.; Kim, E.P.; Cheong, D.I.; Hong, S.H. Fabrication of high temperature oxides dispersion strengthened tungsten composites by spark plasma sintering process. Int. J. Refract. Met. Hard Mater. 2009, 27, 842–846. [Google Scholar] [CrossRef]
- Li, B.; Sun, Z.; Hou, G.; Ding, F.; Hu, P.; Yuan, F. The effects of alumina reinforcement and nickel activated sintering on nanosized tungsten matrix. J. Alloys Compd. 2017, 692, 420–426. [Google Scholar] [CrossRef]
- Zhao, Y.; Xu, L.; Li, Z.; Guo, M.; Wang, C.; Li, X.; Wei, S. Effect of different crystal forms of ZrO2 on the microstructure and properties of tungsten alloys. Int. J. Refract. Met. Hard Mater. 2023, 114, 106258. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, C.; Li, K.; Li, M.; Sun, S.; Zhang, S.; Ma, J.; Liu, W. Effect of TaC addition on microstructure and microhardness of additively manufactured tungsten. J. Alloys Compd. 2022, 897, 162978. [Google Scholar] [CrossRef]
- Cheng, X.; Jing, K.; Xie, Z.; Liu, R.; Wu, X.; Wang, X.; Fang, Q.; Liu, C. Microstructure and mechanical properties of in-situ formed ZrC nanoparticles dispersion-strengthened tungsten alloy. Int. J. Refract. Met. Hard Mater. 2022, 107, 105912. [Google Scholar] [CrossRef]
- Lang, E.; Madden, N.; Smith, C.; Krogstad, J.; Allain, J. Microstructural and compositional effects of transition metal carbide additions on dispersion-strengthened tungsten fabricated via spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2018, 75, 279–286. [Google Scholar] [CrossRef]
- Dong, L.; Li, J.; Wang, J.; Wang, C.; Zhang, J.; Xiao, L.; Luo, K. Fabrication and reduction process of dispersive Er2O3 doped Mo super-fine powders comparing with La2O3 doped Mo powders. Powder Technol. 2019, 346, 78–84. [Google Scholar] [CrossRef]
- Zhang, J.; Luo, L.-M.; Zhu, X.-Y.; Chen, H.-Y.; Chen, J.-L.; Zan, X.; Cheng, J.-G.; Wu, Y.-C. Effect of doped Lu2O3 on the microstructures and properties of tungsten alloy prepared by spark plasma sintering. J. Nucl. Mater. 2014, 456, 316–320. [Google Scholar] [CrossRef]
- Yar, M.A.; Wahlberg, S.; Bergqvist, H.; Salem, H.G.; Johnsson, M.; Muhammed, M. Chemically produced nanostructured ODS–lanthanum oxide–tungsten composites sintered by spark plasma. J. Nucl. Mater. 2010, 408, 129–135. [Google Scholar] [CrossRef]
- Liu, R.; Xie, Z.; Fang, Q.; Zhang, T.; Wang, X.; Hao, T.; Liu, C.; Dai, Y. Nanostructured yttria dispersion-strengthened tungsten synthesized by sol–gel method. J. Alloys Compd. 2016, 657, 73–80. [Google Scholar] [CrossRef]
- Wang, J.; Lai, C.; Liu, W.; Yang, F.; Zhang, X.; Cui, Y.; Zhou, M. Effect of scandia doping method on the emission uniformity of scandate cathode with Sc2O3–W matrix. Mater. Res. Bull. 2013, 48, 3594–3600. [Google Scholar] [CrossRef]
- Xiao, F.; Miao, Q.; Wei, S.; Liang, W.; Fan, X.; Pan, K.; Xu, L. Hydrothermal synthesis of nanoplates assembled hierarchical h-WO3 microspheres and phase evolution in preparing cubic Zr(Y)O2-doped tungsten powders. Adv. Powder Technol. 2018, 29, 2633–2643. [Google Scholar] [CrossRef]
- Xiao, F.; Miao, Q.; Wei, S.; Barriere, T.; Cheng, G.; Zuo, S.; Xu, L. Uniform nanosized oxide particles dispersion strengthened tungsten alloy fabricated involving hydrothermal method and hot isostatic pressing. J. Alloys Compd. 2020, 824, 153894. [Google Scholar] [CrossRef]
- Xia, M.; Yan, Q.; Xu, L.; Guo, H.; Zhu, L.; Ge, C. Bulk tungsten with uniformly dispersed La2O3 nanoparticles sintered from co-precipitated La2O3/W nanoparticles. J. Nucl. Mater. 2012, 434, 85–89. [Google Scholar] [CrossRef]
- Xiao, F.; Xu, L.; Zhou, Y.; Pan, K.; Li, J.; Liu, W.; Wei, S. Preparation, microstructure, and properties of tungsten alloys reinforced by ZrO2 particles. Int. J. Refract. Met. Hard Mater. 2017, 64, 40–46. [Google Scholar] [CrossRef]
- Yang, J.J.; Chen, G.; Chen, Z.; Mu, X.D.; Yu, Y.; Zhang, L.; Li, X.Y.; Qu, X.H.; Qin, M.L. Effects of doping route on microstructure and mechanical properties of W–1.0wt.%La2O3 alloys. Trans. Nonferrous Met. Soc. China 2020, 30, 3296–3306. [Google Scholar] [CrossRef]
- Qin, M.; Chen, Z.; Chen, P.; Zhao, S.; Li, R.; Ma, J.; Qu, X. Fabrication of tungsten nano-powder by combustion-based method. Int. J. Refract. Met. Hard Mater. 2017, 68, 145–150. [Google Scholar] [CrossRef]
- Slosman, A.I.; Aparov, N.N.; Aparova, L.S.; Martrenin, S.V. Effect of preliminary treatment on the process properties of plasma chemical oxide powders. Refractories 1994, 35, 4. [Google Scholar] [CrossRef]
- Mamen, B.; Song, J.; Barriere, T.; Gelin, J.C. Experimental and numerical analysis of the particle size effect on the densification behavior of metal injection molded tungsten parts during sintering. Powder Technol. 2015, 270, 230. [Google Scholar] [CrossRef]
- German, R.M. Prediction of sintered density for bimodal powder mixtures. Metal Trans. A 1992, 23A, 1455. [Google Scholar] [CrossRef]
- Omori, M. Sintering, consolidation, reaction and crystal growth by the spark plasma system(SPS). Mater. Sci. Eng. A 2000, 287, 183. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763. [Google Scholar] [CrossRef]
- Zhou, Z.; Tan, J.; Qu, D.; Pintsuk, G.; Rodig, M.; Linke, J. Basic characterization of oxide dispersion strengthened fine-grained tungsten based materials fabricated by mechanical alloying and spark plasma sintering. J. Nucl. Mater. 2012, 431, 202. [Google Scholar] [CrossRef]
- Zhou, Z.; Pintsuk, G.; Linke, J.; Hirai, T.; Rodig, M.; Ma, Y.; Ge, C.C. Transient high heat load tests on pure ultra-fine grained tungsten fabricated by resistance sintering under ultra-high pressure. Fusion Eng. Des. 2010, 85, 115. [Google Scholar] [CrossRef]
- Zhang, X.; Yan, Q.; Lang, S.; Xia, M.; Ge, C.C. Thermal shock performance of sintered pure tungsten with various grain sizes under transient high heat flux test. J. Fusion Eng. 2016, 35, 666. [Google Scholar] [CrossRef]
- Sun, F.J.; Qu, S.G.; Su, F.; Deng, Z.H.; Li, X.Q. Effect of micro-void on surface integrity after machining of Ti-6Al-4V workpieces prepared by HIP and forging. Int. J. Adv. Manuf. Technol. 2018, 98, 3167. [Google Scholar] [CrossRef]
- Kurishita, H.; Amano, Y.; Kobayashi, S.; Nakai, K.; Arakawa, H.; Hiraoka, Y.; Takida, T.; Takebe, K.; Matsui, H. Development of ultra-fine grained W-TiC and their mechanical properties for fusion applications. J. Nucl. Mater. 2007, 367–370 Pt B, 1453. [Google Scholar] [CrossRef]
- Yao, G.; Tan, X.Y.; Fu, M.Q.; Luo, L.M.; Zhan, X.; Xu, Q.; Liu, J.Q.; Zhu, X.Y.; Cheng, J.G.; Wu, Y.C. Isotopic thermal conductivity in rolled large-sized W-Y2O3 bulk material prepared by powder metallurgy route and rolling deformation technology. Fusion Eng. Des. 2018, 137, 325. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.Z.; Zhang, H.; Koopman, M. The study on low temperature sintering of nano-tungsten powders. Int. J. Refract. Method H 2016, 61, 273. [Google Scholar] [CrossRef]
- Wu, Z.; Xu, Y.; Li, M. Research status of high density tungsten alloys. Hot Work. Process 2014, 43, 5–7+11. [Google Scholar]
- Wang, J. Research status of preparation technology of high performance tungsten alloy. Non-Ferr. Met. Mater. Eng. 2019, 40, 53–60. [Google Scholar]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912. [Google Scholar] [CrossRef] [PubMed]
- Kou, H.; Lu, J.; Li, Y. High-strength and high-ductility nanostructured and amorphous metallic materials. Adv. Mater. 2016, 26, 5518. [Google Scholar] [CrossRef] [PubMed]
- Reiser, J.; Hoffmann, J.; Jäntsch, U.; Klimenkov, M.; Bonk, S.; Bonnekoh, C.; Hoffmann, A.; Mrotzek, T.; Rieth, M. Ductilisation of tungsten (W): On the increase of strength and room-temperature tensile ductility through cold-rolling. J. Refract. Met. H. 2017, 64, 261. [Google Scholar] [CrossRef]
- Zhao, M.; Zhou, Z.; Zhong, M.; Tan, J. Effect of hot rolling on the microstructure and fracture behavior of a bulk fine-grained W-Y2O3 alloy. Mater. Sci. Eng. A 2015, 646, 19. [Google Scholar] [CrossRef]
- Rupp, D.; Mönig, R.; Gruber, P.; Weygand, S.M. Fracture toughness and microstructural characterization of polycrystalline. J. Refract. Met. H 2010, 28, 669. [Google Scholar] [CrossRef]
- Fan, J. Tungsten Alloy and Its Preparation Technology; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Liu, M. Deformation strengthening of high specific gravity W-Ni-Fe alloy. J. Iron Steel Res. 1995, 1, 29–33. [Google Scholar]
- Li, Y. Current status and analysis of tungsten billet production by rolling mills at home and abroad. Rare Met. Cem. Carbides 1990, 4, 48–51. [Google Scholar]
- Alexander, J.M. On the Theory of Rolling. Proceedings of the Royal Society of London. Ser. A Math. Phys. Sci. 1972, 326, 535–563. [Google Scholar]
- Hu, Z. Processing technology and new applications of refractory metal alloys. Rare Met. Express 2003, 3, 23–24. [Google Scholar]
- Chen, Y.; Zhao, H.; Weng, K. Nonferrous Metal Rolling Technology; Chemical Industry Press: Beijing, China, 2007. [Google Scholar]
- Xiao, S.; Zhou, L.; Wang, G.; Du, L.; Ju, J. Research on rolling force model of tungsten plate rolling. Rare Met. Mater. Eng. 2007, 7, 1219–1223. [Google Scholar]
- Shen, H.; Wu, L. Research on hot rolling of tungsten plate based on DEFORM. Tool Technol. 2011, 45, 81–83. [Google Scholar]
- Shen, H.; Deng, Y. Finite element analysis of the process of rolling tungsten plate by Smart Crown roller. Tool Technol. 2011, 45, 67–69. [Google Scholar]
- Liu, N.; Dan, X.; Zhang, Y.; Guo, R. Effect of rolling process on microstructure and properties of hot-rolled tungsten sheet. Rare Met. Express 2008, 8, 34–37. [Google Scholar]
- Gao, X. Study on Severe Plastic Deformation of Pure Tungsten. Master’s Thesis, Nanjing University of Science and Technology, Nanjing, China, 2008. [Google Scholar]
- Liu, Q. Control and Optimization of Powder Metallurgy Pure Tungsten Plate Rolling Process. Master’s Thesis, Taiyuan University of Technology, Taiyuan, China, 2012. [Google Scholar]
- Yang, X.; Li, G.; Wang, F.; Wu, N. Research on rolling process of large-size tungsten plates. Equip. Manuf. Technol. 2014, 10, 69–70. [Google Scholar]
- Yang, Z.; Wang, F.; Li, S. Research on deformation and failure of tungsten alloy under high strain rate compression load. J. North China Inst. Technol. 1996, 4, 3–8. [Google Scholar]
- Gumbsch, P.; Riedle, J.; Hartmaier, A.; Fischmeister, H.F. Controlling Factors for the Brittle-to-Ductile Transition in Tungsten Single Crystals. Science 1998, 282, 1293–1295. [Google Scholar] [CrossRef]
- Riedle, J.; Gumbsch, P.; Fischmeister, H.F. Cleavage Anisotropy in Tungsten Single Crystals. Phys. Rev. Lett. 1996, 76, 3594–3597. [Google Scholar] [CrossRef]
- Rupp, D.; Weygand, S.M. Experimental investigation of the fracture toughness of polycrystalline tungsten in the brittle and semi-brittle regime. J. Nucl. Mater. 2009, 386, 591–593. [Google Scholar] [CrossRef]
- Gludovatz, B.; Wurster, S.; Hoffmann, A.; Pippan, R. A study into the crack propagation resistance of pure tungsten. Eng. Fract. Mech. 2013, 100, 76–85. [Google Scholar] [CrossRef]
- Alfonso, A.; Jensen, D.J.; Luo, G.N.; Pantleon, W. Thermal stability of a highly-deformed warm-rolled tungsten plate in the temperature range 1100–1250 °C. Fusion Eng. Des. 2015, 98–99, 1924–1928. [Google Scholar] [CrossRef]
- Zhang, X.; Yan, Q.; Lang, S.; Xia, M.; Ge, C. Texture evolution and basic thermal–mechanical properties of pure tungsten under various rolling reductions. J. Nucl. Mater. 2016, 468, 339–347. [Google Scholar] [CrossRef]
- Wei, Q.; Kecskes, L.J. Effect of low-temperature rolling on the tensile behavior of commercially pure tungsten. Mater. Sci. Eng. A 2008, 491, 62–69. [Google Scholar] [CrossRef]
- Thiebaut, C.; Morey, J.M. Application of a F.E.M. code to the evaluation of the friction law of a tungsten part at high temperatures. J. Mater. Process. Technol. 1996, 60, 475–479. [Google Scholar] [CrossRef]
- Hu, H.; Sun, J.; Zhu, W.; Liu, Y. Finite element simulation and experiment of Y-type three-roll rolling deformation process. J. Univ. Sci. Technol. Beijing 1999, 4, 372–375. [Google Scholar]
- Feng, Y. Computer-Aided Pass Design and Simulation Analysis of Three-Roll Y-Type Tungsten-Molybdenum Hot Rolling Mill. Master’s Thesis, Yanshan University, Qinhuangdao, China, 2011. [Google Scholar]
- Zhang, Y.; Li, F.; Rong, S. A new type of rod and wire rolling technology. Chin. Soc. Met. 2012, 4, 189–192. [Google Scholar]
- Properzi, G.; Trainier, J. Producing steel wire the micro-rolling process. Wire J. Int. 1983, 16, 64–68. [Google Scholar]
- Kaiser, W.; Brauer, H. A new mill for specialty steel precision bar products. Iron Iteel Eng. 1984, 61, 72–79. [Google Scholar]
- Xiao, N. Finite Element Simulation and Optimization of Six-Pass Cold Rolling Process of Stainless Steel Wire Rod. Master’s Thesis, Shandong University, Jinan, China, 2009. [Google Scholar]
- Yuan, S.-Y.; Zhang, L.-W.; Liao, S.-L.; Qi, M.; Zhen, Y.; Guo, S.-Q. 3D FE Analysis of Thermal Behavior of Billet in Rod and Wire Hot Continuous Rolling Process. J. Iron Steel Res. Int. 2007, 14, 29–32. [Google Scholar] [CrossRef]
- Yang, Y.; Zhao, B.; Su, H.; Wu, J.; Zhao, H.; Guo, D. New technology for short-process preparation of titanium rods and wires. Prog. Titan. Ind. 2009, 26, 39–43. [Google Scholar]
- Hui, B. Research on the production process of round molybdenum rods for Y250 rolling mill. China Molybdenum Ind. 2009, 33, 48–50. [Google Scholar]
- Li, Z.; Liu, Y.; Ye, W. Research on improving the rolling stability of Y-type three-roll cold rolling mill. Met. Prod. 2002, 1, 30–32+57. [Google Scholar]
- Liu, Z.; Gao, A. Y-type rolling mill pass design. Mech. Eng. 2005, 9, 104–105. [Google Scholar]
- Shuai, M. Discussion on the process of continuous rolling of small diameter metal pipes by Y-type rolling mill. Shanxi Metall. 2005, 28, 21–23. [Google Scholar]
- Gokyu, I. On the flow and Pressure distribution during rolling wire rods by the three-roll system. Proceeding ICSTIS Suppl. Trans. ISIJ 1971, 11. [Google Scholar]
- Yamada, Y. Applications of dieless drawing to Ni-Ti wire and tapered steel wire manufacture. Kobe Res. Dev. 1992, 42, 93–96. [Google Scholar]
- Mauk, P.J.; Overhagen, C. Models for Rod and Bar Rolling Mills with 2-roll, 3-roll, and 4-roll Stands. BHM Berg-Und Hüttenmännische Monatshefte 2016, 161, 405–414. [Google Scholar] [CrossRef]
- Zhong, G.; Liu, J.; Shi, L. Rolling pass design of three-roll Y-type rolling mill for tungsten-molybdenum bar blanking. Forg. Technol. 1994, 5, 36–42. [Google Scholar]
- Lü, Y.; Liu, D.; Bian, H. Design and adjustment of Y-type rolling mill pass. Light Alloy Process. Technol. 2000, 5, 35–37. [Google Scholar]
- Kang, J. New pass design of domestic 15-pass three-roll aluminum rod continuous rolling mill. Light Alloy Process. Technol. 2007, 3, 29–35+56. [Google Scholar]
- Zhao, X.; Li, W.; Liu, D.; Zhao, Y. Development of cold rolling roll materials and manufacturing technology. Large Cast. Forg. 2004, 3, 38–42+48. [Google Scholar]
- Sun, G.; Liu, C.; Chen, S.; Tao, X. Roller failure and repair technology. Mater. Guide 2007, 6, 100–103. [Google Scholar]
- Zang, C.; Liu, C.; Zhang, X.; Zhao, P.; Xia, Y. Research progress of laser treatment technology for roller surface. Mater. Rev. 2010, 24, 6–10. [Google Scholar]
- Li, Y. Review of roller surface cooling technology. Mod. Ind. Econ. Informatiz. 2015, 5, 79–80. [Google Scholar]
- Weidlich, F.; Braga, A.P.V.; da Silva Lima, L.G.D.B.; Júnior, M.B.; Souza, R.M. The influence of rolling mill process parameters on roll thermal fatigue. Int. J. Adv. Manuf. Technol. 2019, 102, 5–8. [Google Scholar] [CrossRef]
- Fan, X.B.; Zang, Y.; Jin, K. Rolling process and its influence analysis on hot continuous rolling mill vibration. Appl. Phys. A 2016, 122, 1008. [Google Scholar] [CrossRef]
- Yan, X.Q.; Qi, J.B.; Wang, X.X. An active method suppressing rolling mill vibration: Disturbance estimation and compensation algorithm. J. Iron Steel Res. Int. 2019, 26, 697–703. [Google Scholar] [CrossRef]
- Gorbatyuk, S.M.; Sedykh, L.V. Improving The Durability Of Rolling-Mill Rolls. Metallurgist 2010, 54, 5–6. [Google Scholar] [CrossRef]
- Wang, P. Research on Multi-Pass Rolling Process and Quality Control of Sintered Tungsten Plate. Master’s Thesis, Shandong University, Jinan, China, 2014. [Google Scholar]
- Zhang, X.; Yan, Q.; Lang, S.; Wang, Y.; Ge, C. Preparation of pure tungsten via various rolling methods and their influence on macro-texture and mechanical properties. Mater. Des. 2017, 126, 1–11. [Google Scholar] [CrossRef]
- Bai, J.H.; Xiong, X.D.; Luo, J.F.; Xu, G.J.; Li, Y.J. Progress of Microstructure and Texture of High Purity Tantalum Sputtering Target. Mater. Sci. Forum 2021, 1035, 704–711. [Google Scholar] [CrossRef]
- Deng, C.; Liu, S.; Ji, J.; Hao, X.; Zhang, Z.; Liu, Q. Texture evolution of high purity tantalum under different rolling paths. J. Mater. Process. Technol. 2014, 214, 462–469. [Google Scholar] [CrossRef]
- Li, X.; Zhang, L.; Wang, G.; Long, Y.; Yang, J.; Qin, M.; Qu, X.; So, K.P. Microstructure evolution of hot-rolled pure and doped tungsten under various rolling reductions. J. Nucl. Mater. 2020, 533, 152074. [Google Scholar] [CrossRef]
- Gao, H.; He, Y.; Zhang, W.; Huang, B. Effect of preparation process on plasticity of recycled high-density tungsten alloy. Rare Met. Mater. Eng. 2007, 5, 892–895. [Google Scholar]
- Reddy, K.V.; Pal, S. Atomistic Simulation of Nano-Rolling Process for Nanocrystalline Tungsten. JOM 2020, 72, 3977–3986. [Google Scholar] [CrossRef]
- Wang, J.; Zhao, G.; Li, M. Establishment of processing map and analysis of microstructure on multi-crystalline tungsten plastic deformation process at elevated temperature. Mater. Des. 2016, 103, 268–277. [Google Scholar] [CrossRef]
- Domazet, Ž.; Lukša, F.; Stanivuk, T. The influence of rolling speed on the fatigue life of rolls with grooves. Int. J. Damage Mech. 2013, 23, 523–536. [Google Scholar] [CrossRef]
- Deng, Z.; Guo, L.; Zhao, J.; Jin, B.; Huang, X.; Yang, M. Effect of rolling process on microstructure and properties of warm-rolled molybdenum sheet for deep processing. Rare Met. Cem. Carbides 2008, 3, 24–26. [Google Scholar]
- Deng, Z.; Zhao, J.; Yang, M. Effect of rolling process on microstructure and properties of deep drawn molybdenum strip. Rare Met. Express 2008, 4, 18–21. [Google Scholar]
- Xiong, Y.; Shu, K.-H.; Li, Y.; Chen, Z.-G.; Zha, X.-Q.; He, T.-T.; Wang, S.-B. Excellent strength-ductility synergy in a ultra-high strength Ni-W-Co-Ta medium-heavy alloy by orthogonal rolling. J. Mater. Process. Technol. 2023, 316, 117968. [Google Scholar] [CrossRef]
- Cui, Z.; Qin, Y. Metallurgy and Heat Treatment; Machinery Industry Press: Beijing, China, 2009. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Vandermeer, R.A.; Jensen, D.J. The Migration of High Angle Grain Boundaries during Recrystallization. Interface Sci. 1998, 6, 95–104. [Google Scholar] [CrossRef]
- Mittemeijer, E.J. Fundamentals of Materials Science: The Microstructure-Property Relationship Using Metals as Model Systems; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Kocks, U.F.; Tomé, C.N.; Wenk, H. Texture and Anisotropy: Preferred Orientations in Polycrystals and Their Effect on Materials Properties; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Liu, F.; Ren, H.; Peng, S.; Zhu, K. Effect of crystal orientation on low flux helium and hydrogen ion irradiation in polycrystalline tungsten. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2014, 333, 120–123. [Google Scholar] [CrossRef]
- Ran, G.; Wu, S.; Liu, X.; Wu, J.; Li, N.; Zu, X.; Wang, L. The effect of crystal orientation on the behavior of a polycrystalline tungsten surface under focused Ga+ ion bombardment. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2012, 289, 39–42. [Google Scholar] [CrossRef]
- Xu, H.; Zhang, Y.; Yuan, Y.; Fu, B.; Godfrey, A.; De Temmerman, G.; Liu, W.; Huang, X. Observations of orientation dependence of surface morphology in tungsten implanted by low energy and high flux D plasma. J. Nucl. Mater. 2013, 443, 452–457. [Google Scholar] [CrossRef]
- Parish, C.; Hijazi, H.; Meyer, H.; Meyer, F. Effect of tungsten crystallographic orientation on He-ion-induced surface morphology changes. Acta Mater. 2014, 62, 173–181. [Google Scholar] [CrossRef]
- Ohno, N.; Hirahata, Y.; Yamagiwa, M.; Kajita, S.; Takagi, M.; Yoshida, N.; Yoshihara, R.; Tokunaga, T.; Tokitani, M. Influence of crystal orientation on damages of tungsten exposed to helium plasma. J. Nucl. Mater. 2013, 438, S879–S882. [Google Scholar] [CrossRef]
- Fu, B.; Lai, W.; Yuan, Y.; Xu, H.; Liu, W. Study of interaction between low energetic hydrogen and tungsten surface by molecular dynamics simulations. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2013, 303, 162–164. [Google Scholar] [CrossRef]
- Fu, B.; Lai, W.; Yuan, Y.; Xu, H.; Liu, W. Calculation and analysis of lattice thermal conductivity in tungsten by molecular dynamics. J. Nucl. Mater. 2012, 427, 268–273. [Google Scholar] [CrossRef]
- Mao, W.; Zhang, X. Quantitative Analysis of Crystal Material Texture; Metallurgical Industry Press: Beijing, China, 1993. [Google Scholar]
- Raabe, D.; Lücke, K. Annealing textures of BCC metals. Scr. Metall. Mater. 1994, 157–162, 597–610. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R.; Mohtadi-Bonab, M.; Edris, H.; Szpunar, J.A.; Salmani, M.R. Comparison of microparticles and nanoparticles effects on deformation texture of steel-based composite and nanocomposite fabricated by the ARB process. Mater. Sci. Eng. A 2014, 607, 173–187. [Google Scholar] [CrossRef]
- Kestens, L.A.I.; Pirgazi, H. Texture formation in metal alloys with cubic crystal structures. Mater. Sci. Technol. 2016, 32, 1303–1315. [Google Scholar] [CrossRef]
- Wang, K.; Ren, D.; Zan, X.; Luo, L.; Pantleon, W.; Wu, Y. Evolution of microstructure and texture in a warm-rolled yttria dispersion-strengthened tungsten plate during annealing in the temperature range between 1200 °C and 1350 °C. J. Alloys Compd. 2021, 883, 160767. [Google Scholar] [CrossRef]
- Kumar, M.; Gurao, N.P.; Upadhyaya, A. Evolution of microstructure and crystallographic texture during cold rolling of liquid phase sintered tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 2022, 105, 105849. [Google Scholar] [CrossRef]
- Zeng, X.; Hartmaier, A. Modeling size effects on fracture toughness by dislocation dynamics. Acta Mater. 2010, 58, 301–310. [Google Scholar] [CrossRef]
- Nogami, S.; Hasegawa, A.; Fukuda, M.; Rieth, M.; Reiser, J.; Pintsuk, G. Mechanical properties of tungsten: Recent research on modified tungsten materials in Japan. J. Nucl. Mater. 2021, 543, 152506. [Google Scholar] [CrossRef]
- Luo, L.; Zhao, Z.; Yao, G.; Wu, Y. Recent progress on preparation routes and performance evaluation of ODS/CDS-W alloys for plasma facing materials in fusion devices. J. Nucl. Mater. 2021, 548, 152857. [Google Scholar] [CrossRef]
- Zhao, Z.; Yao, G.; Luo, L.; Zan, X.; Xu, Q.; Wu, Y. Tensile fracture behavior and texture evolution of a hot-rolled W–Y2(Zr)O3 alloy. J. Nucl. Mater. 2021, 554, 153080. [Google Scholar] [CrossRef]
- Gurao, N.P.; Suwas, S. Study of texture evolution in metastable β-Ti alloy as a function of strain path and its effect on α transformation texture. Mater. Sci. Eng. A 2009, 504, 24–35. [Google Scholar] [CrossRef]
- Shao, Z.-J.; Liu, H.-P.; He, X.-C.; Zhou, B.; Li, Y.; Zhang, S.-Z.; Li, M.-J.; Li, S.-J. Microstructure and finite element analysis of hot continuous rolling of doped tungsten rod. Int. J. Miner. Metall. Mater. 2019, 26, 369–376. [Google Scholar] [CrossRef]
- Kwon, H.-C.; Im, Y.-T. Process design for refinement and homogenization of microstructure in bar rolling. J. Mater. Process. Technol. 2005, 167, 273–282. [Google Scholar] [CrossRef]
- Lang, S.; Yan, Q.; Sun, N.; Zhang, X.; Deng, L.; Wang, Y.; Ge, C. Microstructure, basic thermal–mechanical and Charpy impact properties of W-0.1 wt%TiC alloy via chemical method. J. Alloys Compd. 2016, 660, 184–192. [Google Scholar] [CrossRef]
- Weygand, S.M.; Riedel, H.; Eberhard, B.; Wouters, G. Numerical simulation of the drawing process of tungsten wires. Int. J. Refract. Met. Hard Mater. 2006, 24, 338–342. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Rolling Reduction | Average Grain Size (ND, μm) | Average Grain Size (RD, μm) | Aspect Ration | Vicke, Hardness (Hv) | NDT (°C) |
|---|---|---|---|---|---|---|
| WZC01 | 96% | 0.48 | - | - | 508.9 ± 10.6 | 100 |
| WZC06 | 77% | 3.89 | 14.4 | 3.7 | 486.1 ± 9.7 | 150 |
| WZC8 | 69% | 4.26 | 13.6 | 3.2 | 466.9 ± 9.7 | 150 |
| WZC14 | 46% | 12.5 | 26.2 | 2.1 | 440.2 ± 8.9 | 200 |
| Macro-Level | Micro-Level | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Pre-Rolling Process | Rolling Process | Recovery | Recrystallization | Grain Growth | ||||||
| Tungsten and Its Alloys | process | Additives | Micro-powder manufacturing | Powder densification | Rolling Mill | Two-roll rolling mill | Three-roll rolling mill | Dislocation annihilation and sub-grain boundary formation | Deformation-free nucleus formation and nucleus growth | High-angle grain boundary formation and abnormal grain growth |
| technology | Alloying elements, rare earth oxides, ceramic oxides, carbides, etc. | mechanical mixing method, chemical method, etc. | SPS, UHP, HIP, HP, and PLS, etc. | Hole Type | Square, diamond, oval, and circle, etc. | Arc triangle, flat triangle, and arc triangle-circle, etc. | ||||
| Process parameters | Pass press amount, rolling temperature, rolling method, etc. | |||||||||
| theory | Particle strengthening and Fine grain strengthening | Deformation strengthening, dispersion strengthening, grain boundary strengthening | Heat treatment strengthening | |||||||
| Performance | Improves processing plasticity, toughness, and material hardness | Improves material strength, plasticity, and toughness | Hardness and strength increase. plasticity and toughness decrease | |||||||
| Characterization techniques | OM, SEM, TEM, EDX, EBSD, PF, IPF, LAM, and ODF, etc. | |||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, J.; Xia, J.; Shen, X.; Song, K.; Zhou, Y.; Cui, C. Research Progress on Rolling Forming of Tungsten Alloy. Materials 2024, 17, 4531. https://doi.org/10.3390/ma17184531
Cao J, Xia J, Shen X, Song K, Zhou Y, Cui C. Research Progress on Rolling Forming of Tungsten Alloy. Materials. 2024; 17(18):4531. https://doi.org/10.3390/ma17184531
Chicago/Turabian StyleCao, Jun, Jie Xia, Xiaoyu Shen, Kexing Song, Yanjun Zhou, and Chengqiang Cui. 2024. "Research Progress on Rolling Forming of Tungsten Alloy" Materials 17, no. 18: 4531. https://doi.org/10.3390/ma17184531