
Microstructural Stability of IN625 Reinforced by the Addition of TiC Produced by Laser Powder Bed Fusion after Prolonged Thermal Exposure


 ,
,  ,
,  ,
, 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder Characterization
2.2. Building Process
2.3. Heat Treatments
2.4. Microstructure and Hardness Characterizations
3. Result and Discussion
3.1. Porosity and TiC Homogenization
3.2. Microstructural Features Evaluation of AB Condition
3.3. Microstructural Features Evaluation of Heat-Treated Conditions
3.4. Microhardness Evaluation
4. Conclusions
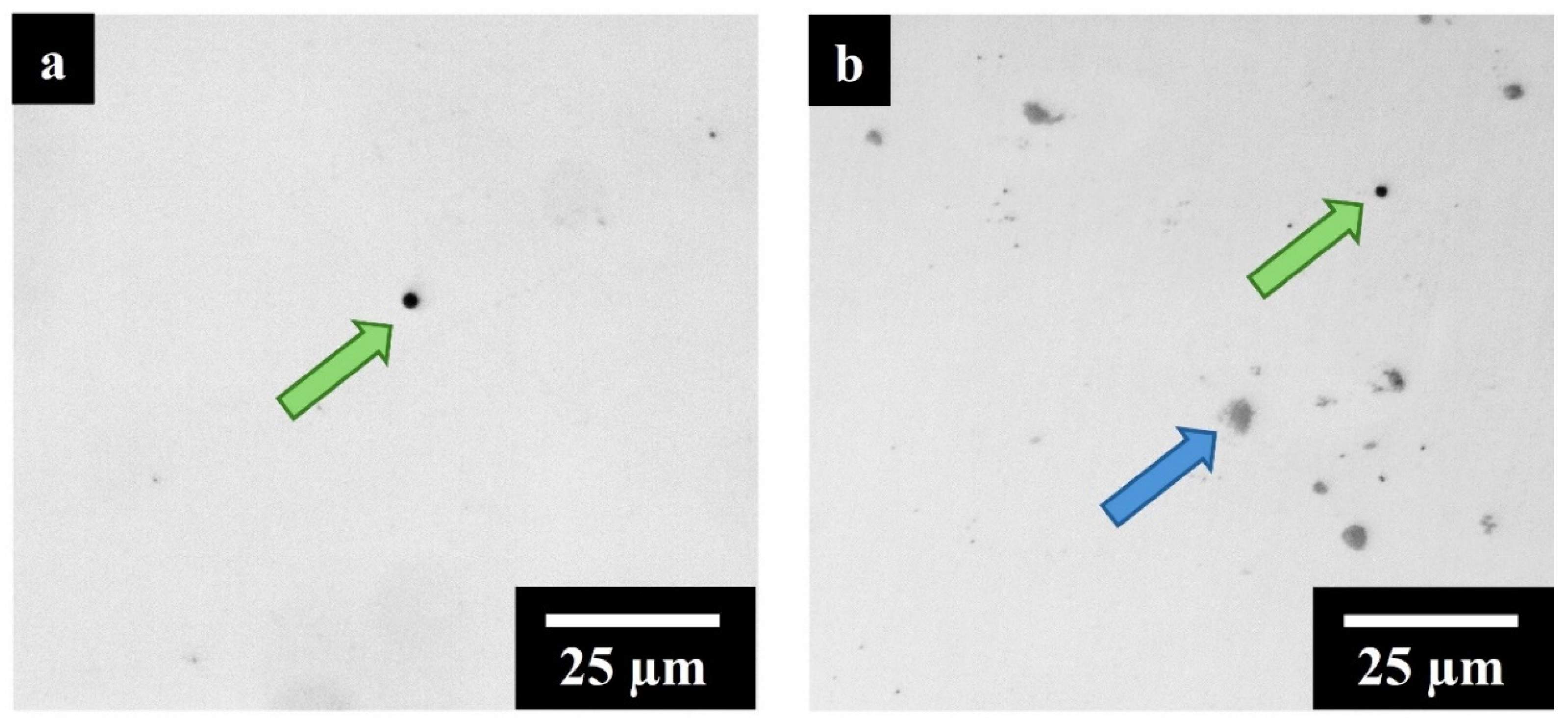
- Despite the slight reduction in the flowability of composite powders, a VED of 99 J/mm3 allowed the production of dense IN625 + TiC samples with a maximum residual porosity of 0.15% comparable with the IN625 alloy. However, TiC segregations were still observable in the as-built composite and preferentially located along the melt pool boundaries.
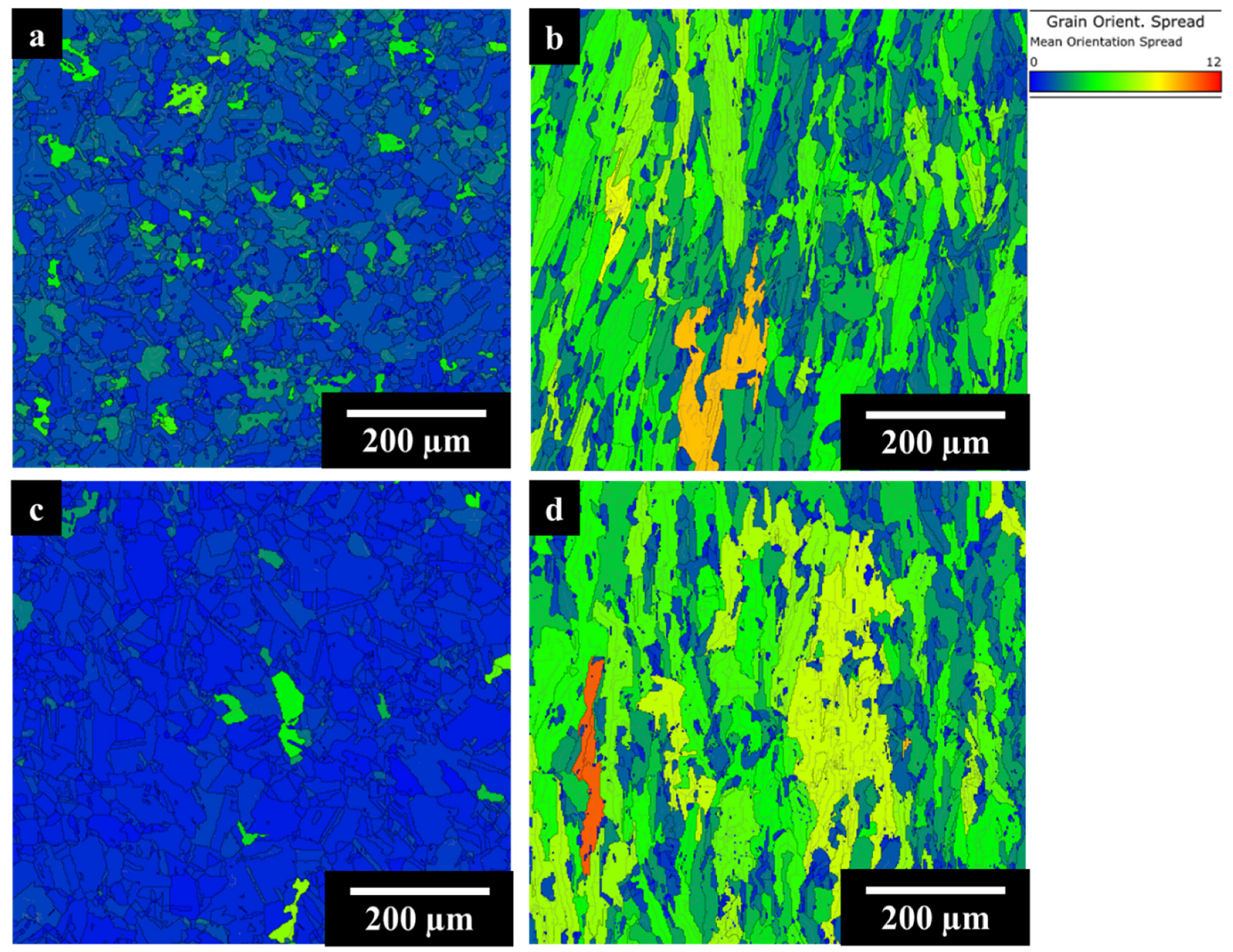
- In the AB condition, both IN625 and IN625 + TiC displayed a highly stressed grain structure with melt pools, fine dendritic structures, and columnar grains elongated to the building direction. A small fraction of recrystallized grains was reported by GOS analysis with values of 20% and 28%, respectively, for the alloy and the composite. The differences could be associated with a beginning grain refinement effect induced by the presence of TiC.
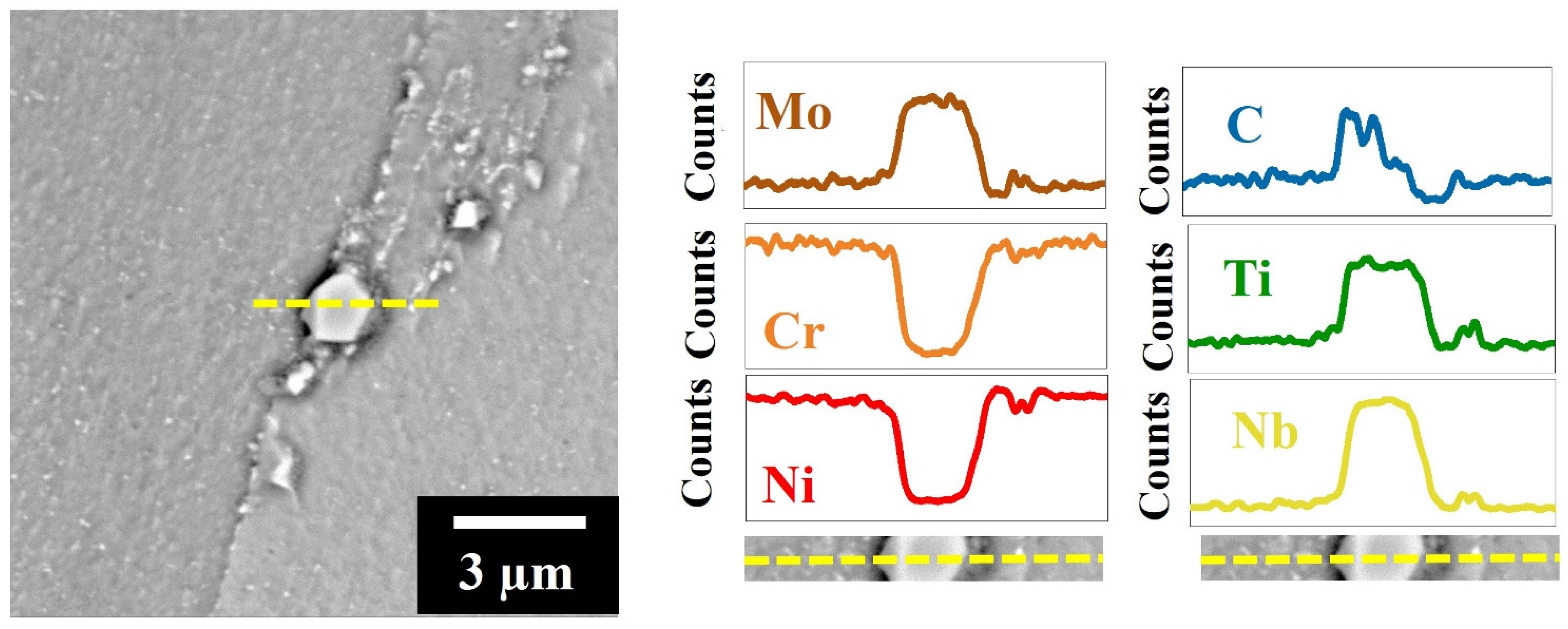
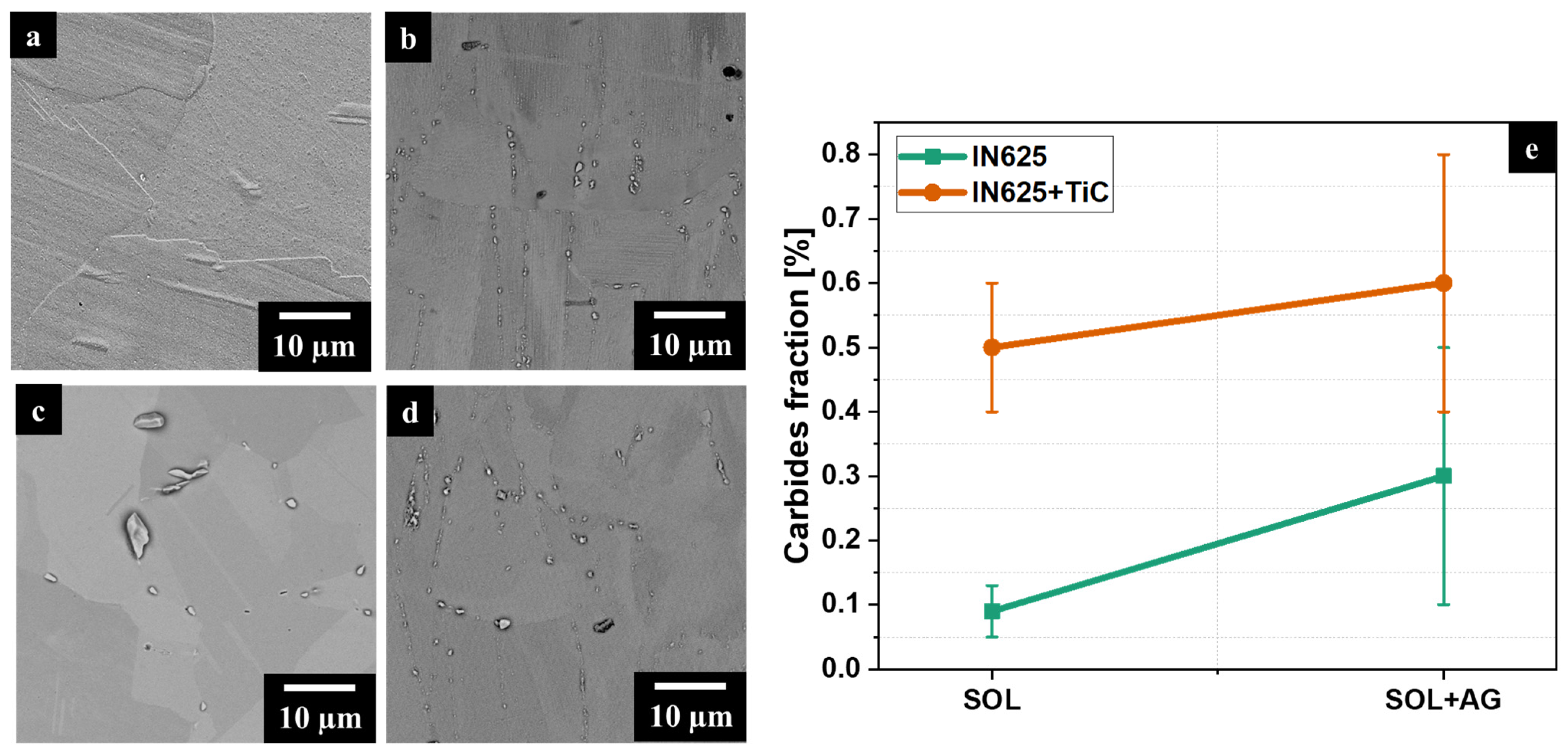
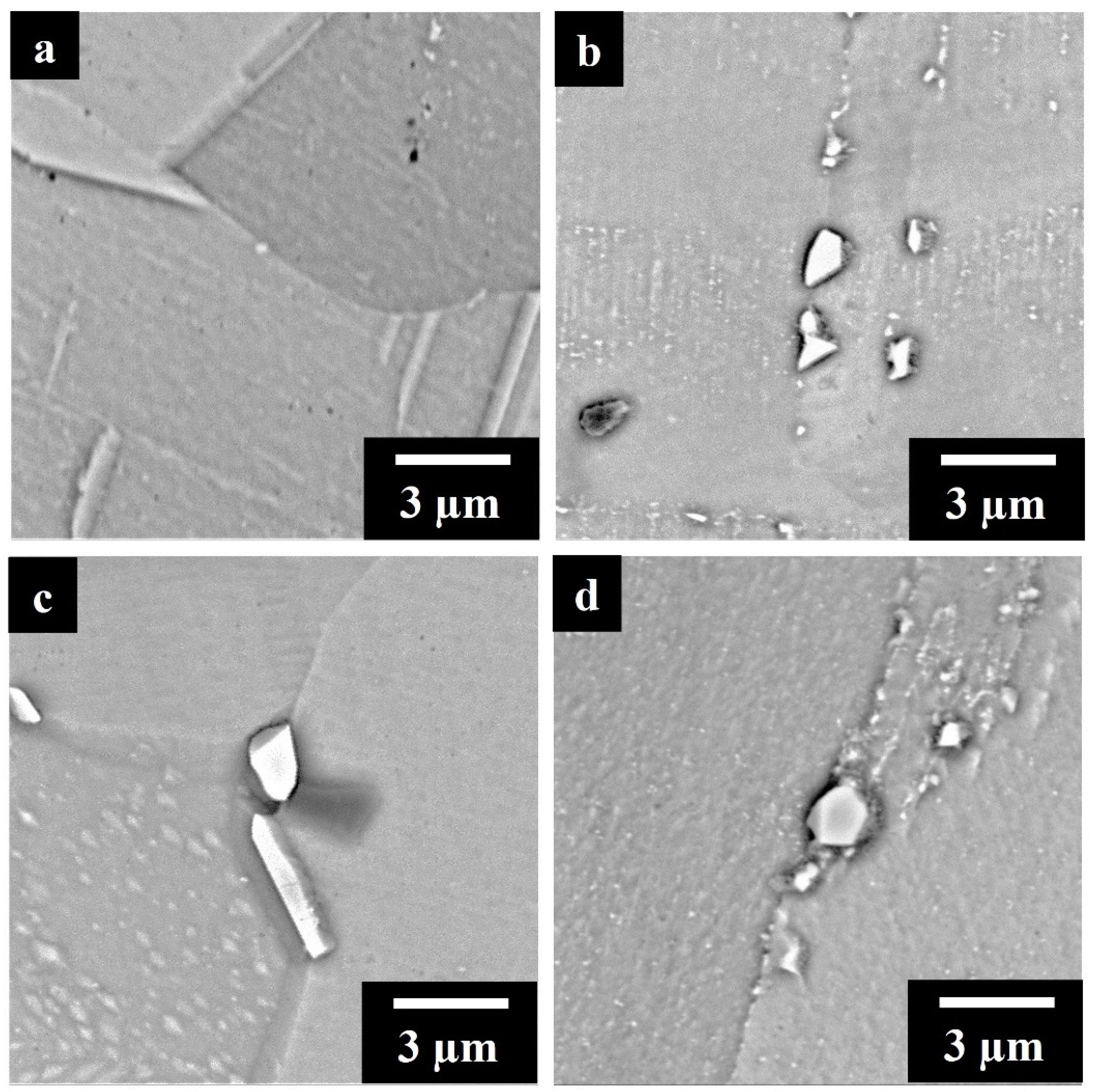
- After SOL, IN625 underwent recrystallization, showing equiaxial grains. The fraction of recrystallized grains increased by 90%, and sub-micrometrical carbide precipitation was reported. The composite retained the AB features with columnar grains and a recrystallized grain fraction of 26%. At high magnification, the dendritic structures were still visible combined with micrometric and sub-micrometric carbides. The largest carbides were Nb- and Ti-rich MC carbides formed along the grain boundaries.
- After prolonged thermal exposures (SOL + AG condition), the IN625 and IN625 + TiC did not show the presence of remarkable grain growth. The SOL + AG IN625 displayed equiaxed grains with a fraction of recrystallized grains of 95%, while the composite revealed columnar grains still highly stressed with a recrystallization fraction steady at 25%. At high magnification, SOL + AG IN625 showed intense carbide precipitation and growth of micrometric carbides. On the other hand, the SOL + AG IN625 + TiC reported dimensions and concentrations of carbides similar to the SOL state. This observation suggested that a high quantity of carbon was already used to form carbides during the SOL heat treatment, and consequently, there is a limited growth of carbides during prolonged thermal exposure.
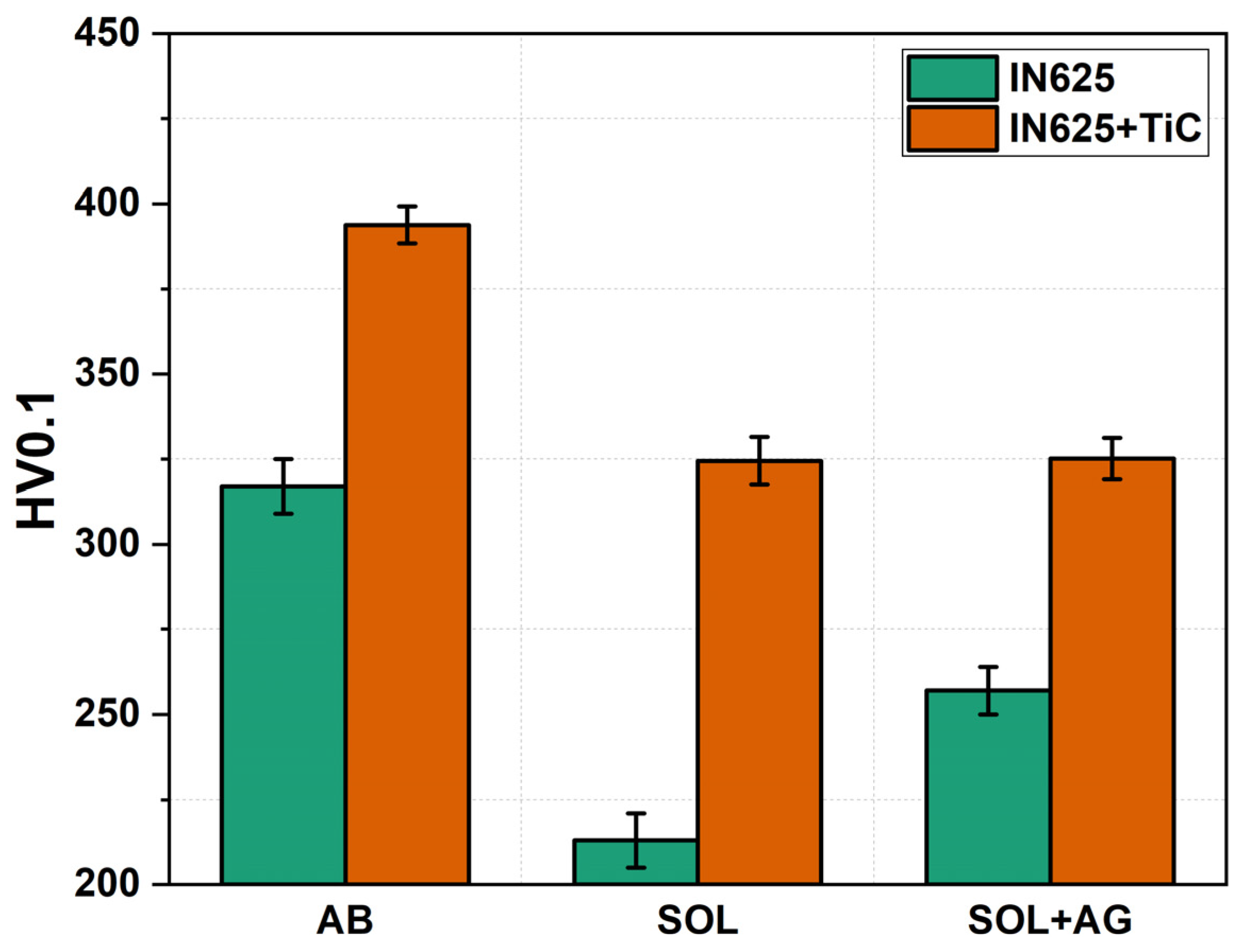
- The composite showed higher hardness in the AB, SOL, and SOL + AG conditions with respect to the IN625 alloy. It is interesting to note that the alloy is subjected to more hardness variations compared to the composite. In fact, the SOL IN625 suffered a strong softening due to the recrystallization, and then the carbide formation during SOL + AG increased the hardness. On the other hand, the IN625 + TiC retained elevated hardness values in the SOL and SOL + AG states due to a reduced microstructure variation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A


References
- Liu, Z.; Zhao, D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.; Lu, J.; Lu, Z. Additive Manufacturing of Metals: Microstructure Evolution and Multistage Control. J. Mater. Sci. Technol. 2022, 100, 224–236. [Google Scholar] [CrossRef]
- Sanchez, S.; Smith, P.; Xu, Z.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.A.; Chen, H.; Clare, A.T. Powder Bed Fusion of Nickel-Based Superalloys: A Review. Int. J. Mach. Tools Manuf. 2021, 165, 103729. [Google Scholar] [CrossRef]
- Mahesh, K.; Philip, J.T.; Joshi, S.N.; Kuriachen, B. Machinability of Inconel 718: A Critical Review on the Impact of Cutting Temperatures. Mater. Manuf. Process. 2021, 36, 753–791. [Google Scholar] [CrossRef]
- Akhtar, W.; Sun, J.; Sun, P.; Chen, W.; Saleem, Z. Tool Wear Mechanisms in the Machining of Nickel Based Super-Alloys: A Review. Front. Mech. Eng. 2014, 9, 106–119. [Google Scholar] [CrossRef]
- Tian, Z.; Zhang, C.; Wang, D.; Liu, W.; Fang, X.; Wellmann, D.; Zhao, Y.; Tian, Y. A Review on Laser Powder Bed Fusion of Inconel 625 Nickel-Based Alloy. Appl. Sci. 2020, 10, 81. [Google Scholar] [CrossRef]
- Marques, A.; Cunha, Â.; Silva, M.R.; Osendi, M.I.; Silva, F.S.; Carvalho, Ó.; Bartolomeu, F. Inconel 718 Produced by Laser Powder Bed Fusion: An Overview of the Influence of Processing Parameters on Microstructural and Mechanical Properties. Int. J. Adv. Manuf. Technol. 2022, 121, 5651–5675. [Google Scholar] [CrossRef]
- Babu, S.S.; Raghavan, N.; Raplee, J.; Foster, S.J.; Frederick, C.; Haines, M.; Dinwiddie, R.; Kirka, M.K.; Plotkowski, A.; Lee, Y.; et al. Additive Manufacturing of Nickel Superalloys: Opportunities for Innovation and Challenges Related to Qualification. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 3764–3780. [Google Scholar] [CrossRef]
- Soni, H.; Gor, M.; Singh Rajput, G.; Sahlot, P. A Comprehensive Review on Effect of Process Parameters and Heat Treatment on Tensile Strength of Additively Manufactured Inconel-625. Mater. Today Proc. 2021, 47, 4866–4871. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Bains, P.S.; Sidhu, S.S.; Payal, H.S. Fabrication and Machining of Metal Matrix Composites: A Review. Mater. Manuf. Process. 2016, 31, 553–573. [Google Scholar] [CrossRef]
- Sufiiarov, V.; Erutin, D.; Borisov, E.; Popovich, A. Selective Laser Melting of Inconel 718/TiC Composite: Effect of TiC Particle Size. Metals 2022, 12, 1729. [Google Scholar] [CrossRef]
- Kim, S.H.; Shin, G.H.; Kim, B.K.; Kim, K.T.; Yang, D.Y.; Aranas, C.; Choi, J.P.; Yu, J.H. Thermo-Mechanical Improvement of Inconel 718 Using Ex Situ Boron Nitride-Reinforced Composites Processed by Laser Powder Bed Fusion. Sci. Rep. 2017, 7, 14359. [Google Scholar] [CrossRef] [PubMed]
- Cooper, D.E.; Blundell, N.; Maggs, S.; Gibbons, G.J. Additive Layer Manufacture of Inconel 625 Metal Matrix Composites, Reinforcement Material Evaluation. J. Mater. Process. Technol. 2013, 213, 2191–2200. [Google Scholar] [CrossRef]
- Huczkowski, P.; Lehnert, W.; Angermann, H.H.; Chyrkin, A.; Pillai, R.; Grüner, D.; Hejrani, E.; Quadakkers, W.J. Effect of Gas Flow Rate on Oxidation Behaviour of Alloy 625 in Wet Air in the Temperature Range 900–1000 °C. Mater. Corros. 2017, 68, 159–170. [Google Scholar] [CrossRef]
- Chyrkin, A.; Gunduz, K.O.; Fedorova, I.; Sattari, M.; Visibile, A.; Halvarsson, M.; Froitzheim, J.; Stiller, K. High-Temperature Oxidation Behavior of Additively Manufactured IN625: Effect of Microstructure and Grain Size. Corros. Sci. 2022, 205, 110382. [Google Scholar] [CrossRef]
- Suave, L.M.; Cormier, J.; Villechaise, P.; Soula, A.; Hervier, Z.; Bertheau, D.; Laigo, J. Microstructural Evolutions during Thermal Aging of Alloy 625: Impact of Temperature and Forming Process. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2014, 45, 2963–2982. [Google Scholar] [CrossRef]
- Floreen, S.; Fuchs, G.E.; Yang, W.J. The Metallurgy of Alloy 625. In Superallys 718,625,706 and Various Derivatives; Pennsylvania State University: University Park, PA, USA, 1994; pp. 13–37. [Google Scholar]
- Donachie, M.J.; Donachie, S.J. Superalloys, 2nd ed.; ASM International Materials Parck: Novelty, OH, USA, 2002. [Google Scholar]
- Huebner, J.; Kata, D.; Rutkowski, P.; Petrzak, P.; Kusiński, J. Grain-Boundary Interaction between Inconel 625 and WC during Laser Metal Deposition. Materials 2018, 11, 1797. [Google Scholar] [CrossRef]
- Zhang, B.; Bi, G.; Nai, S.; Sun, C.N.; Wei, J. Microhardness and Microstructure Evolution of TiB2 Reinforced Inconel 625/TiB2 Composite Produced by Selective Laser Melting. Opt. Laser Technol. 2016, 80, 186–195. [Google Scholar] [CrossRef]
- Ghodsi, M.Z.; Khademzadeh, S.; Marzbanrad, E.; Razmpoosh, M.H.; De Marchi, N.; Toyserkani, E. Development of Yttria-Stabilized Zirconia Reinforced Inconel 625 Metal Matrix Composite by Laser Powder Bed Fusion. Mater. Sci. Eng. A 2021, 827, 142037. [Google Scholar] [CrossRef]
- Shen, M.Y.; Tian, X.J.; Liu, D.; Tang, H.B.; Cheng, X. Microstructure and Fracture Behavior of TiC Particles Reinforced Inconel 625 Composites Prepared by Laser Additive Manufacturing. J. Alloys Compd. 2018, 734, 188–195. [Google Scholar] [CrossRef]
- Lee, T.; Jeong, W.; Chung, S.H.; Ryu, H.J. Effects of TiC on the Microstructure Refinement and Mechanical Property Enhancement of Additive Manufactured Inconel 625/TiC Metal Matrix Composites Fabricated with Novel Core-Shell Composite Powder. J. Mater. Sci. Technol. 2023, 164, 13–26. [Google Scholar] [CrossRef]
- Chen, L.; Sun, Y.; Li, L.; Ren, X. Microstructure Evolution, Mechanical Properties, and Strengthening Mechanism of TiC Reinforced Inconel 625 Nanocomposites Fabricated by Selective Laser Melting. Mater. Sci. Eng. A 2020, 792, 139655. [Google Scholar] [CrossRef]
- Chen, L.; Sun, Y.; Li, L.; Ren, X. Effect of Heat Treatment on the Microstructure and High Temperature Oxidation Behavior of TiC/Inconel 625 Nanocomposites Fabricated by Selective Laser Melting. Corros. Sci. 2020, 169, 108606. [Google Scholar] [CrossRef]
- Marchese, G.; Aversa, A.; Bassini, E. Microstructure and Hardness Evolution of Solution Annealed Inconel 625/Tic Composite Processed by Laser Powder Bed Fusion. Metals 2021, 11, 929. [Google Scholar] [CrossRef]
- Lerda, S.; Marchese, G.; Bassini, E.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Understanding the Microstructure and Mechanical Performance of Heat-Treated Inconel 625/TiC Composite Produced by Laser Powder Bed Fusion. Mater. Sci. Eng. A 2023, 883, 145508. [Google Scholar] [CrossRef]
- ASTM B446-19; Standard Specification for Nickel-Chromium-Molybdenum-Columbium Alloy (UNS N06625), Nickel-Chromium-Molybdenum-Silicon Alloy (UNS N06219), and Nickel-Chromium-Molybdenum-Tungsten Alloy (UNS N06650) Rod and Bar. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM B964-23; Standard Test Methods for Flow Rate of Metal Powders Using the Carney Funnel. ASTM International: West Conshohocken, PA, USA, 2023. [CrossRef]
- Chandler, H. Heat Treater’s Guide: Practices and Procedures for Nonferrous Alloys; ASM International: Novelty, OH, USA, 1996; ISBN 0871705656. [Google Scholar]
- Al-Hammadi, R.A.; Zhang, R.; Cui, C.; Zhou, Z.; Zhou, Y. Effect of Strain Rate on Microstructure Evolution of a Fine-Grained γ + γ′ Ni-Co-Base Superalloy during Superplasticity. Mater. Charact. 2023, 203, 113112. [Google Scholar] [CrossRef]
- Li, C.; Tian, Y.; Chen, Y.; Hodgson, P.; Wu, X.; Zhu, Y.; Huang, A. Hierarchical Layered and Refined Grain Structure of Inconel 718 Superalloy Produced by Rolling-Assisted Directed Energy Deposition. Addit. Manuf. Lett. 2021, 1, 100009. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Mokdad, F.; Wells, M.A.; Chen, D.L. A New Grain Orientation Spread Approach to Analyze the Dynamic Recrystallization Behavior of a Cast-Homogenized Mg-Zn-Zr Alloy Using Electron Backscattered Diffraction. Mater. Sci. Eng. A 2018, 709, 285–289. [Google Scholar] [CrossRef]
- ASTM E92-23; Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2023. [CrossRef]
- Li, J.; Qu, H.; Bai, J. Grain Boundary Engineering during the Laser Powder Bed Fusion of TiC/316L Stainless Steel Composites: New Mechanism for Forming TiC-Induced Special Grain Boundaries. Acta Mater. 2022, 226, 117605. [Google Scholar] [CrossRef]
- Karmuhilan, M.; Kumanan, S. A Review on Additive Manufacturing Processes of Inconel 625. J. Mater. Eng. Perform. 2022, 31, 2583–2592. [Google Scholar] [CrossRef]
- Calandri, M.; Manfredi, D.; Calignano, F.; Ambrosio, E.P.; Biamino, S.; Lupoi, R.; Ugues, D. Solution Treatment Study of Inconel 718 Produced by SLM Additive Technique in View of the Oxidation Resistance. Adv. Eng. Mater. 2018, 20, 1800351. [Google Scholar] [CrossRef]
- Cobbinah, P.V.; Nzeukou, R.A.; Onawale, O.T.; Matizamhuka, W.R. Laser Powder Bed Fusion of Potential Superalloys: A Review. Metals 2021, 11, 58. [Google Scholar] [CrossRef]
- Chen, L.; Sun, Y.; Li, L.; Ren, Y.; Ren, X. In Situ TiC/Inconel 625 Nanocomposites Fabricated by Selective Laser Melting: Densification Behavior, Microstructure Evolution, and Wear Properties. Appl. Surf. Sci. 2020, 518, 145981. [Google Scholar] [CrossRef]
- Marchese, G.; Lorusso, M.; Parizia, S.; Bassini, E.; Lee, J.W.; Calignano, F.; Manfredi, D.; Terner, M.; Hong, H.U.; Ugues, D.; et al. Influence of Heat Treatments on Microstructure Evolution and Mechanical Properties of Inconel 625 Processed by Laser Powder Bed Fusion. Mater. Sci. Eng. A 2018, 729, 64–75. [Google Scholar] [CrossRef]
- Keller, T.; Lindwall, G.; Ghosh, S.; Ma, L.; Lane, B.M.; Zhang, F.; Kattner, U.R.; Lass, E.A.; Heigel, J.C.; Idell, Y.; et al. Application of Finite Element, Phase-Field, and CALPHAD-Based Methods to Additive Manufacturing of Ni-Based Superalloys. Acta Mater. 2017, 139, 244–253. [Google Scholar] [CrossRef]
- Reed, R.C. Superalloys—Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006; pp. 33–120. ISBN 13978-0-521-85904-2. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Mo | Fe | Nb | Co | Si | Ti | Al | C |
|---|---|---|---|---|---|---|---|---|---|
| Bal. | 22.3 | 8.4 | 0.9 | 3.6 | 0.5 | 0.2 | 0.3 | 0.2 | 0.020 |
| Powder | Carney Flow Rate [s/150 g] |
|---|---|
| IN625 [27] | 8.7 ± 0.1 |
| IN625 1 wt.% TiC micrometric (1–5 µm) [26] | 14.5 ± 0.5 |
| IN625 2 wt.% TiC micrometric (1–5 µm) [26] | / |
| IN625 1 wt.% TiC sub-micrometric (mean size 200 nm) [27] | 11.8 ± 0.3 |
| IN625 2 wt.% TiC sub-micrometric (mean size 200 nm) | 12.7 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lerda, S.; Marchese, G.; Bassini, E.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Microstructural Stability of IN625 Reinforced by the Addition of TiC Produced by Laser Powder Bed Fusion after Prolonged Thermal Exposure. Materials 2024, 17, 4532. https://doi.org/10.3390/ma17184532
Lerda S, Marchese G, Bassini E, Lombardi M, Ugues D, Fino P, Biamino S. Microstructural Stability of IN625 Reinforced by the Addition of TiC Produced by Laser Powder Bed Fusion after Prolonged Thermal Exposure. Materials. 2024; 17(18):4532. https://doi.org/10.3390/ma17184532
Chicago/Turabian StyleLerda, Serena, Giulio Marchese, Emilio Bassini, Mariangela Lombardi, Daniele Ugues, Paolo Fino, and Sara Biamino. 2024. "Microstructural Stability of IN625 Reinforced by the Addition of TiC Produced by Laser Powder Bed Fusion after Prolonged Thermal Exposure" Materials 17, no. 18: 4532. https://doi.org/10.3390/ma17184532