
Effect of Casting Process and Thermal Exposure on Microstructure and Mechanical Properties of Al-Si-Cu-Ni Alloy

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
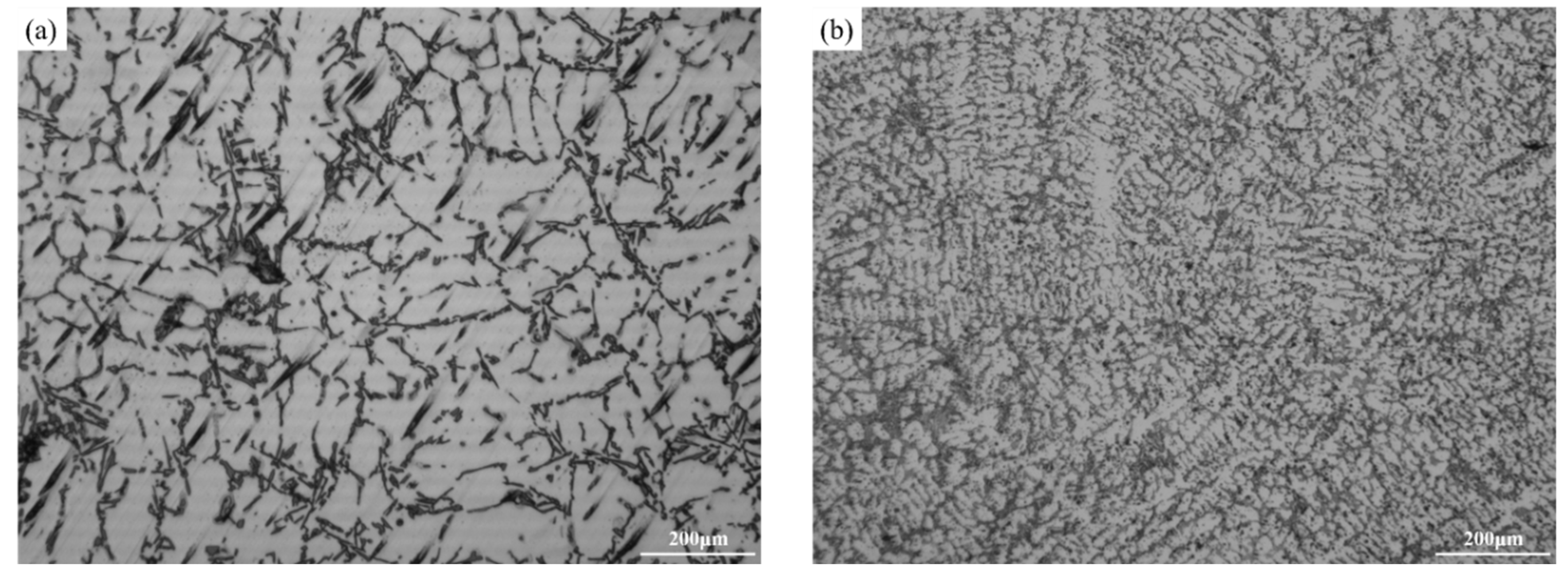
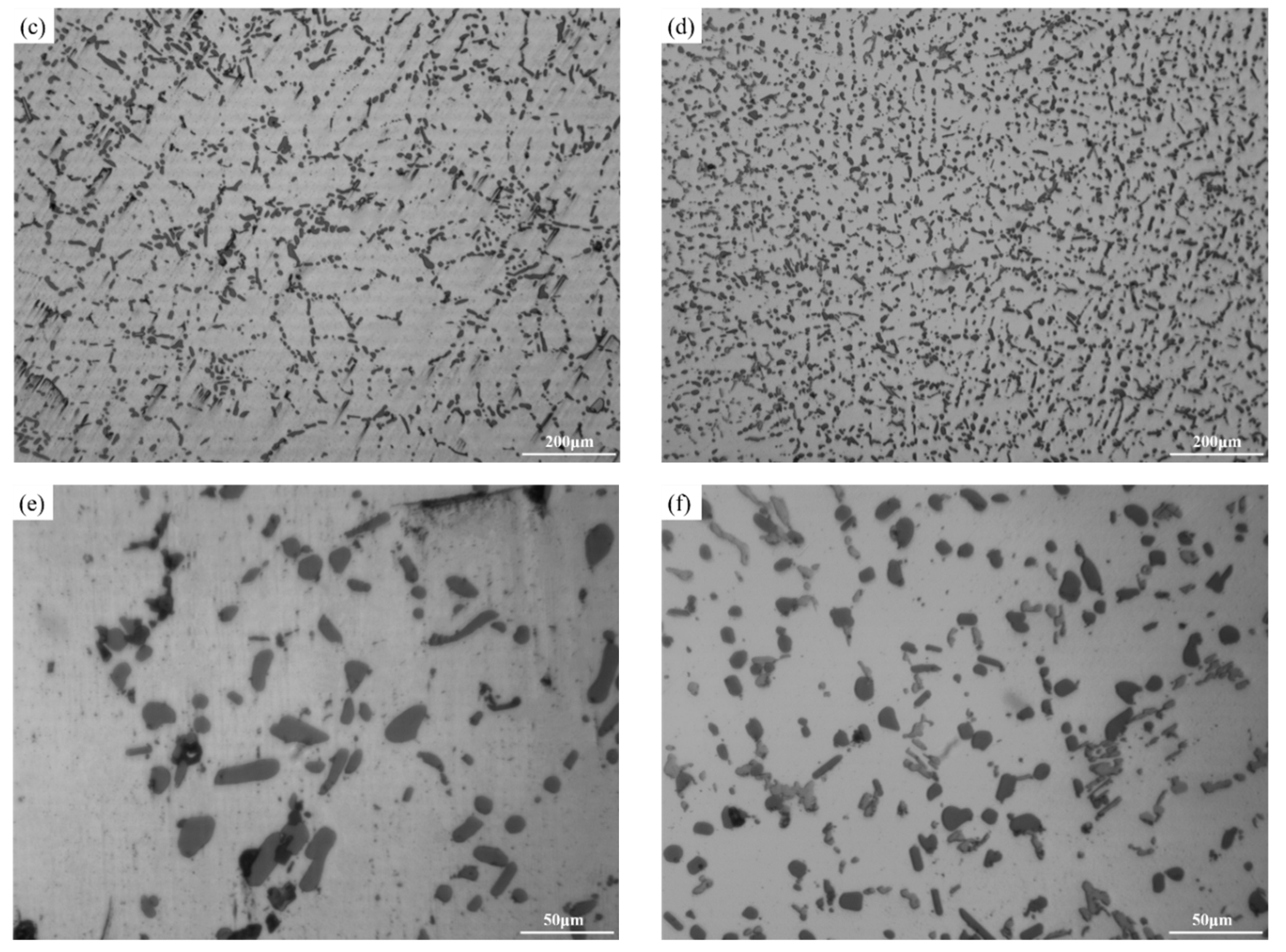
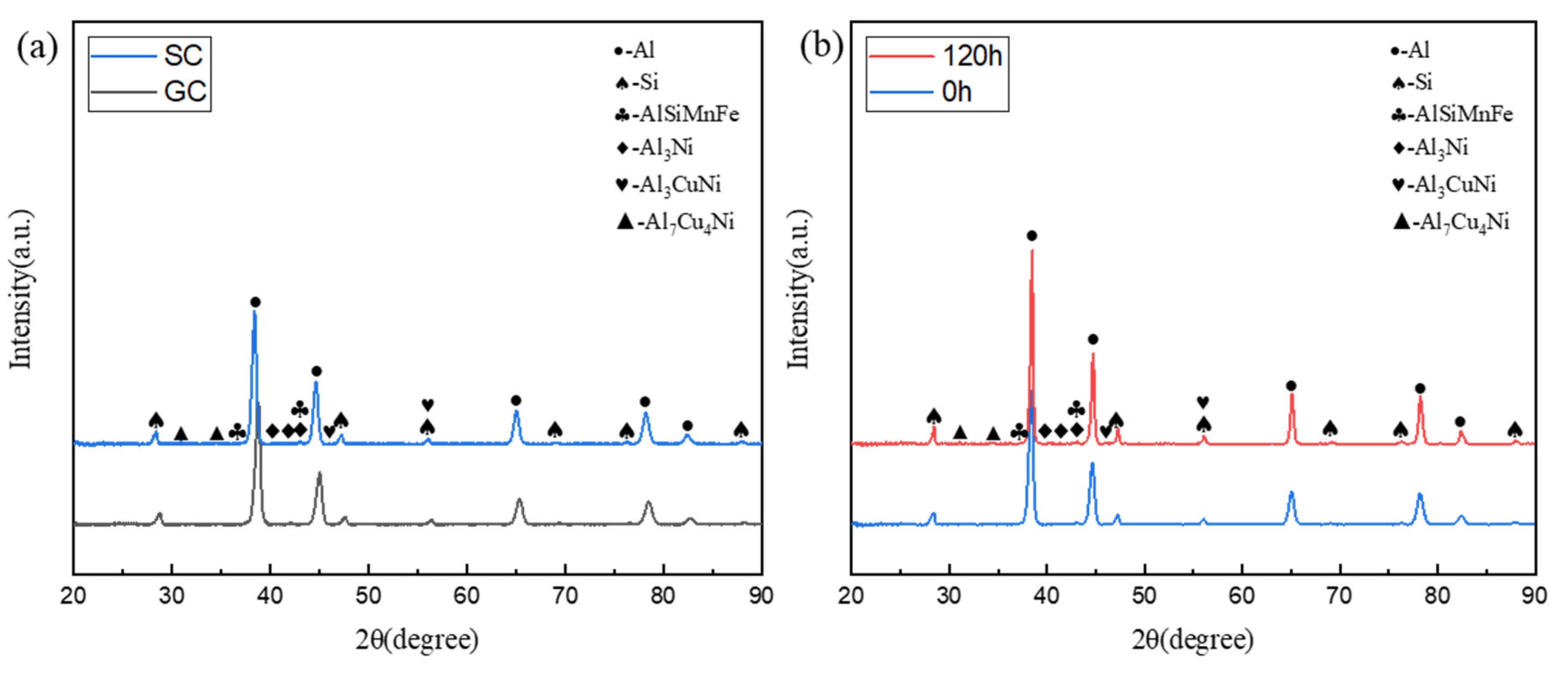
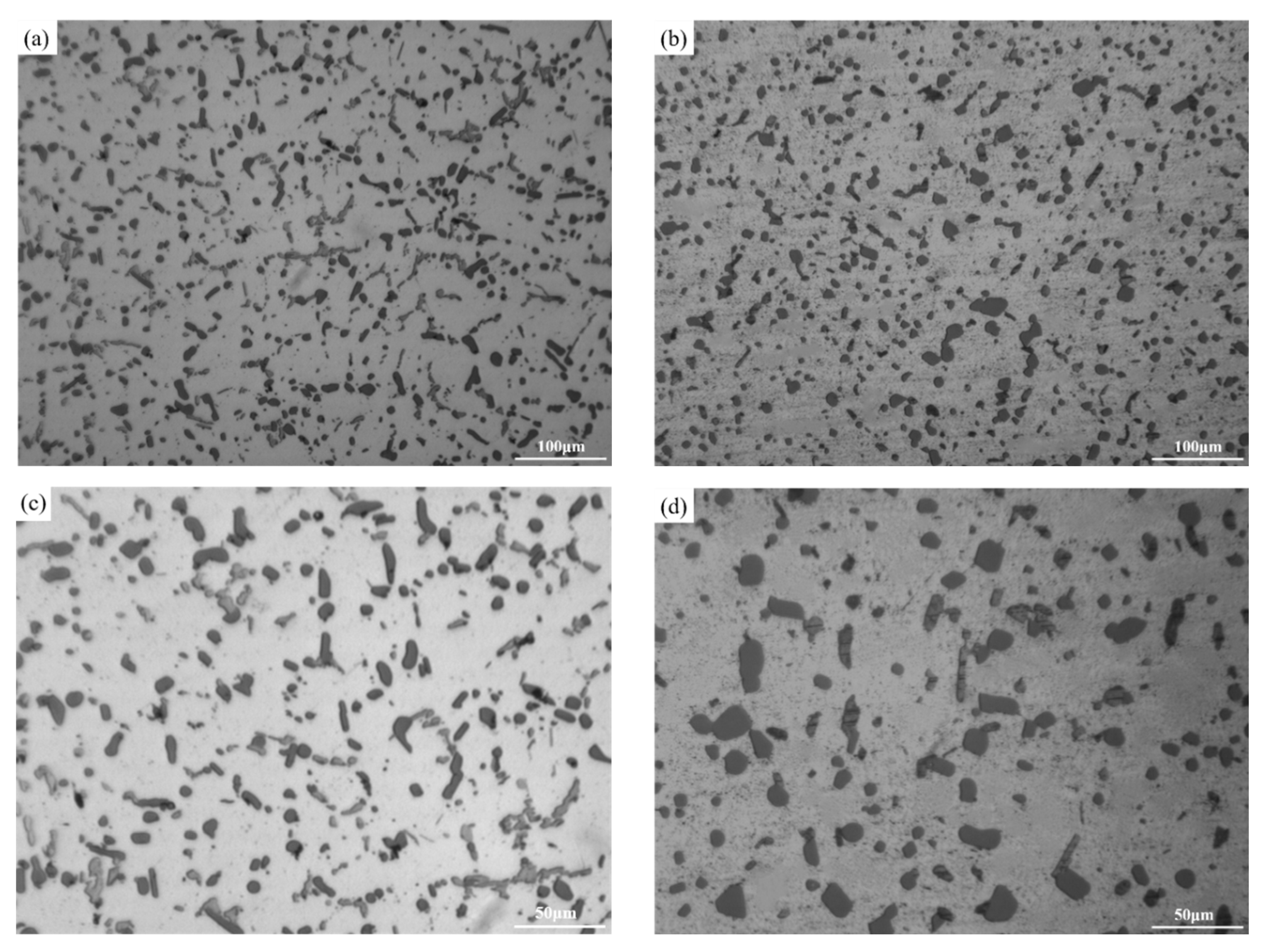
3.1. Effect of Forming Process on the Microstructure of Al-Si-Cu-Ni Alloy
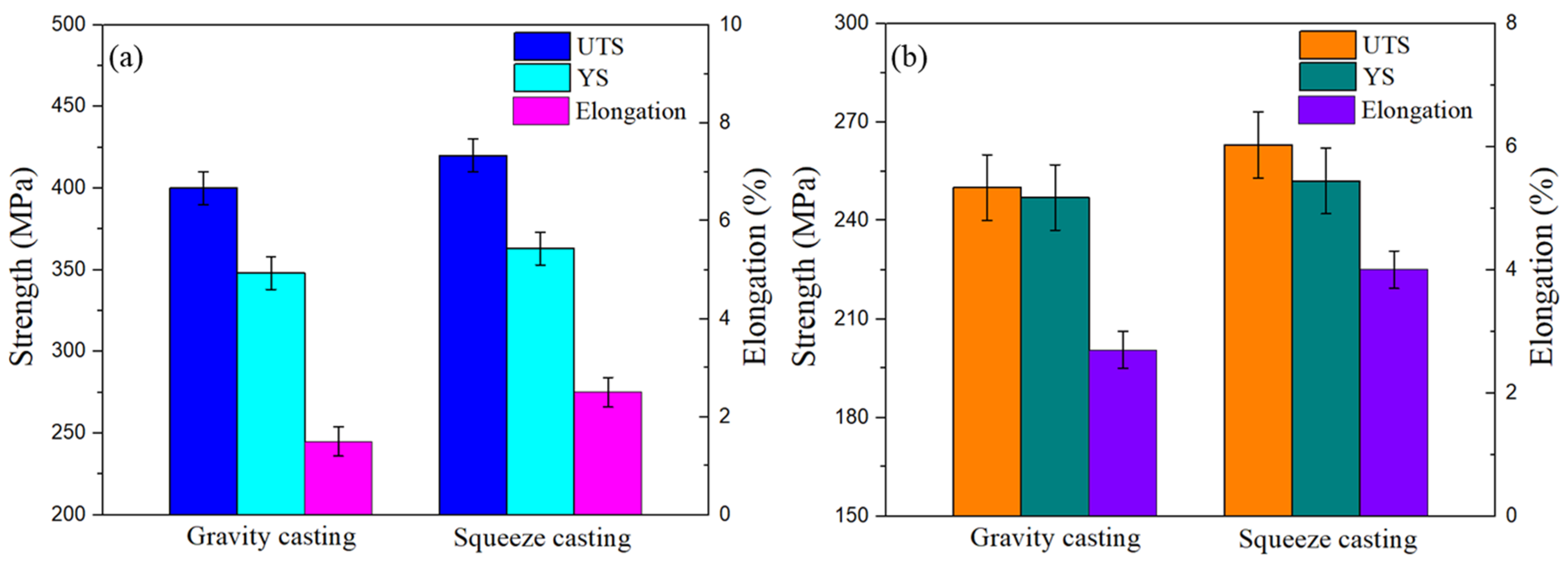
3.2. Effect of Forming Process on Mechanical Properties of Al-Si-Cu-Ni Alloy
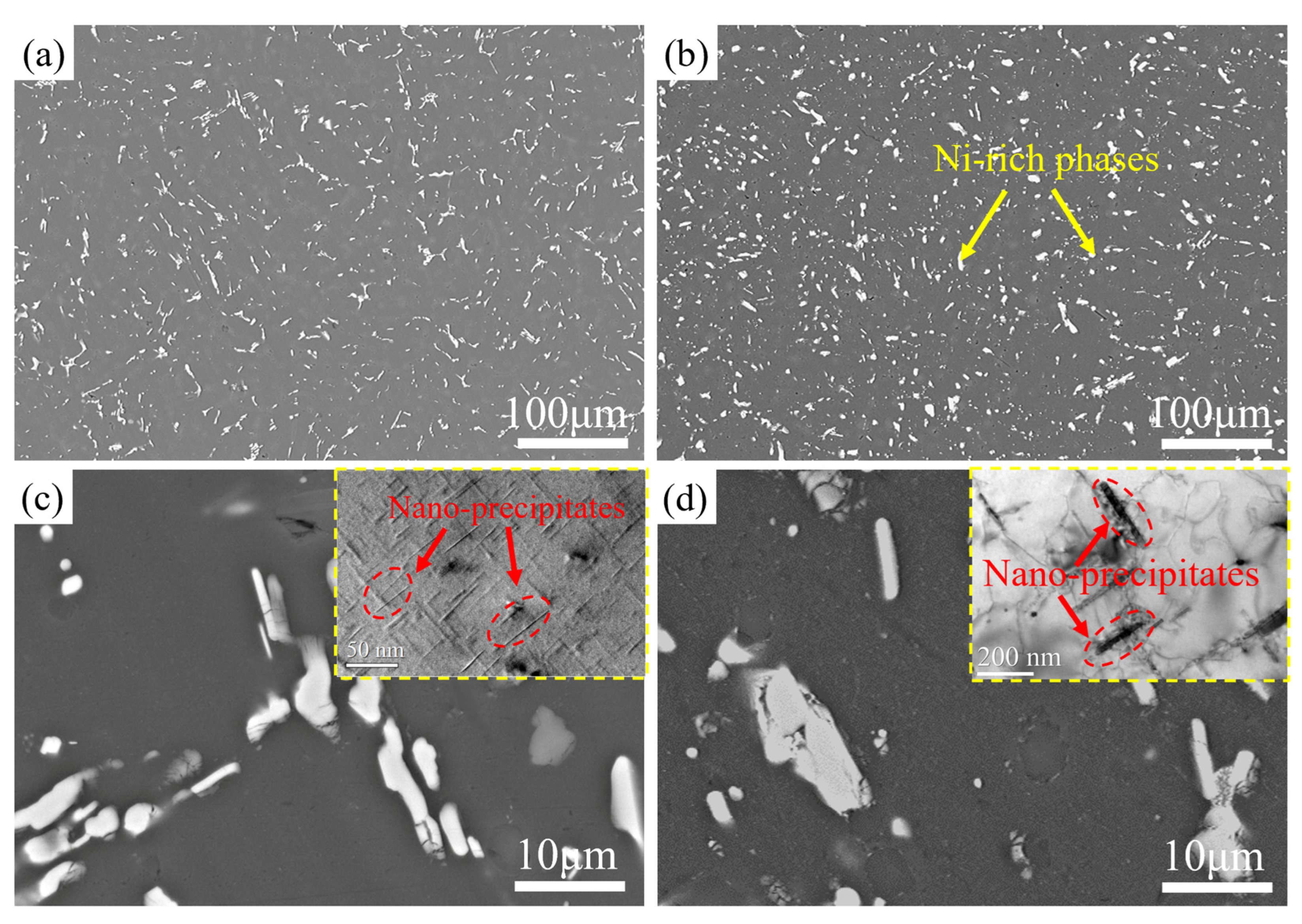
3.3. Effects of Heat Exposure on the Microstructure and Properties of the SC Alloy
4. Conclusions
- (1)
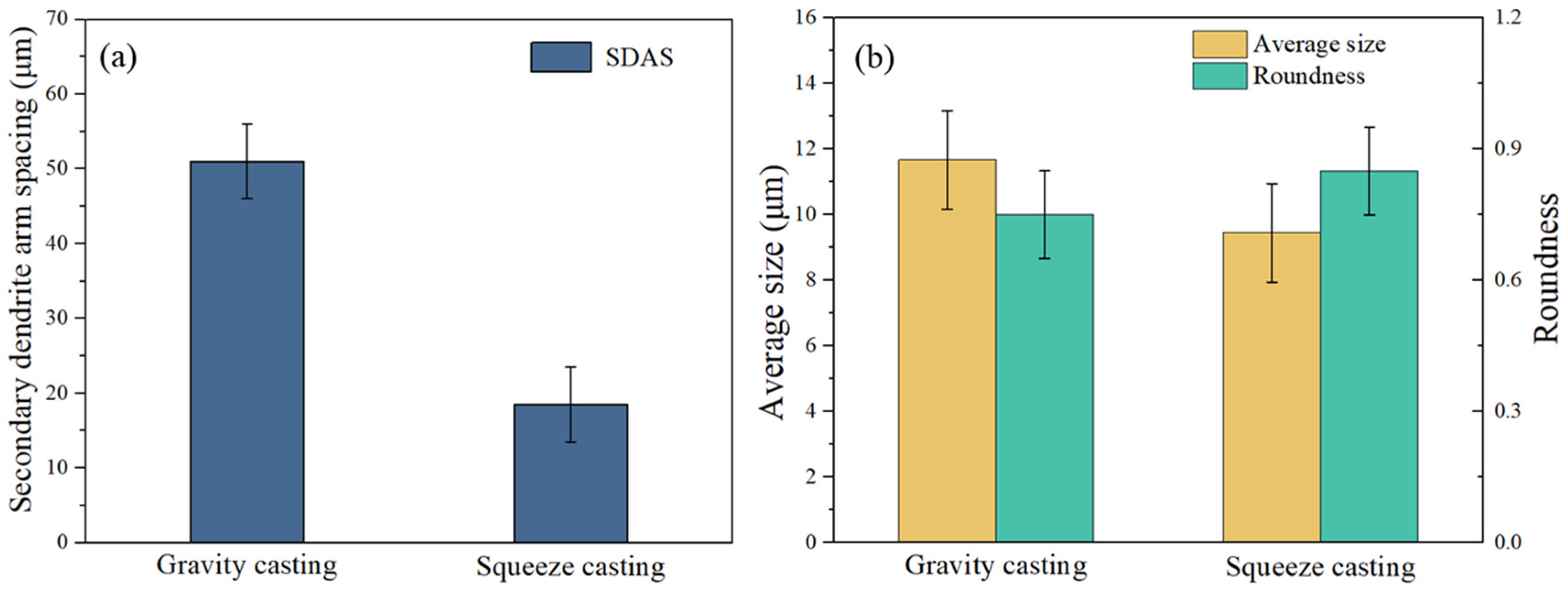
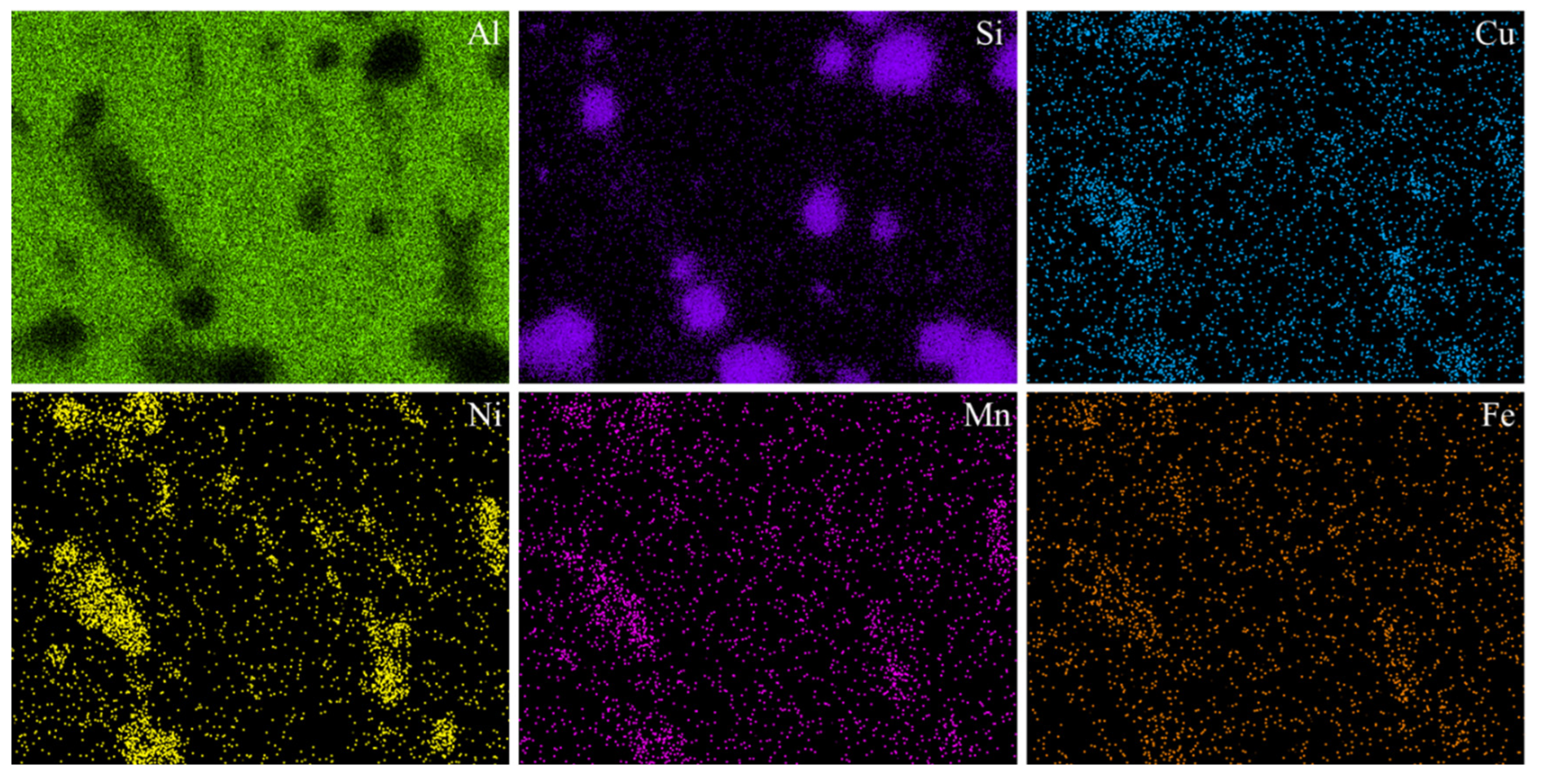
- The squeeze-casting process can significantly improve the microstructure of the alloy. Compared to gravity casting, the secondary dendrite arm spacing of the as-cast SC alloy is refined from 50.5 μm to 18.5 μm. Meanwhile, the size and roundness of the eutectic Si phase in the T6-treated SC alloy are optimized from 11.7 μm and 0.75 μm to 9.5 μm and 0.85 μm, respectively. Additionally, squeeze casting can reduce porosity in the alloy, making it denser and ensuring a more uniform distribution of the second phase.
- (2)
- Squeeze casting can enhance the room/high temperature mechanical properties of the alloy. The ultimate tensile strength (UTS) of the T6-treated SC alloy at room temperature and at 250 °C are 420 MPa and 263 MPa, respectively, which is 5% and 4.9% higher than that of GC alloy, and its elongation at both temperatures shows significant improvement.
- (3)
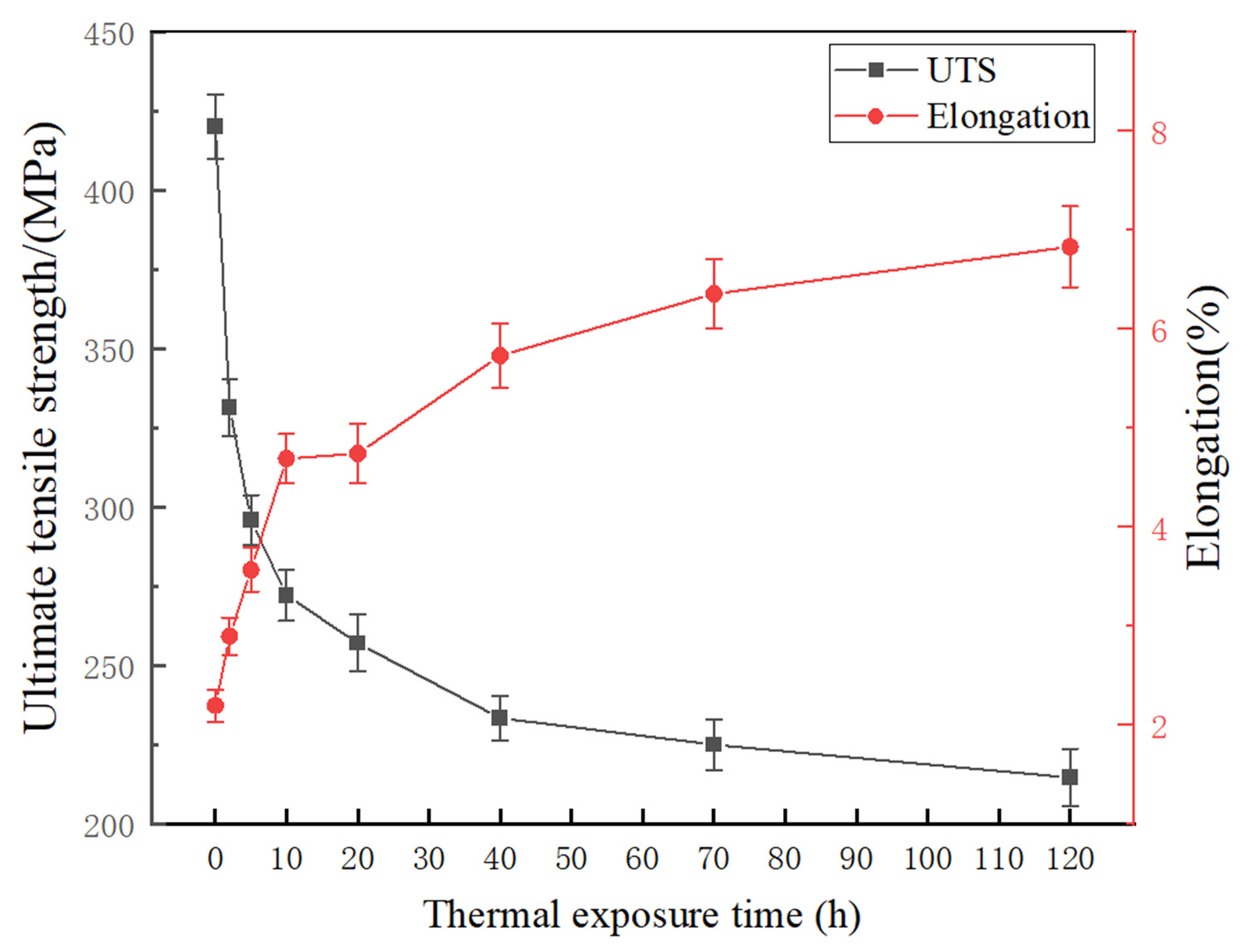
- After thermal exposure at 250 °C for 120 h, the morphology of the residual second phase at the grain boundaries in the SC alloy becomes more rounded, but the eutectic Si and nano-sized precipitates undergo significant coarsening. With the increase of the thermal exposure time from 0 h to 120 h, the UTS of the alloy decreases from 420 MPa to 214 MPa, a total decrease of 49%, while its elongation gradually increases, with the rate of change slowing down and eventually stabilizing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, K.; Chen, X.G. Improvement in elevated-temperature properties of Al–13% Si piston alloys by dispersoid strengthening via Mn addition. J. Mater. Res. 2018, 33, 3430–3438. [Google Scholar] [CrossRef]
- Jin, L.; Liu, K.; Chen, X.G. Improved Elevated Temperature Properties in Al–13%Si Piston Alloys by Mo Addition. J. Mater. Eng. Perform. 2020, 29, 126–134. [Google Scholar] [CrossRef]
- Javidani, M.; Larouche, D. Application of cast Al–Si alloys in internal combustion engine components. Int. Mater. Rev. 2014, 59, 132–158. [Google Scholar] [CrossRef]
- Zhang, H.W.; Liu, Y.; Fan, T.X. Progress and prospect of cast heat-resistant aluminum alloy. Mater. Rep. 2022, 36, 20120048. [Google Scholar]
- Aziz, A.M.; Omar, M.Z.; Sajuri, Z. Strength of Thixoprepared A319 Alloy at Elevated Temperature. Met. Mater. Int. 2021, 27, 2416–2429. [Google Scholar] [CrossRef]
- Schöbel, M.; Baumgartner, G.; Gerth, S.; Bernardi, J.; Hofmann, M. Microstresses and crack formation in AlSi7MgCu and AlSi17Cu4 alloys for engine components. Acta Mater. 2014, 81, 401–408. [Google Scholar] [CrossRef]
- Irizalp, S.G.; Saklakoglu, N. Effect of Fe-rich intermetallics on the microstructure and mechanical properties of thixoprepared A380 aluminum alloy. Eng. Sci. Technol. Int. J. 2014, 17, 58–62. [Google Scholar]
- Cai, Q.; Lordan, E.; Wang, S.; Liu, G.; Mendis, C.L.; Chang, I.T.H.; Ji, S. Die-cast multicomponent near-eutectic and hypoeutectic Al–Si–Ni–Fe–Mn alloys: Microstructures and mechanical properties. Mater. Sci. Eng. A 2023, 872, 144977. [Google Scholar] [CrossRef]
- Qin, Y.S.; Yan, Z.X.; Wu, Q.H.; Jiang, A.L.; Li, Y.J.; Ma, S.X.; Lü, S.L.; Li, J.Y. Development of a novel high strength Al-Si-Cu-Ni alloy by combining microalloying and squeeze casting. J. Alloys Compd. 2023, 967, 171780. [Google Scholar] [CrossRef]
- Lü, S.L.; Li, S.L.; Yan, Z.X.; Wu, S.S.; Li, J.Y.; Ji, X.Y. Preparation of a novel ultra-high strength Al–Si–Cu–Ni alloy at room/elevated temperature by squeeze casting combined with a new heat treatment process. Prog. Nat. Sci.-Mater. 2024, 34, 690–701. [Google Scholar] [CrossRef]
- Chen, H.P.; Wu, S.S.; Li, J.Y.; Zhao, D.J.; Lü, S.L. Effects of low nickel content on microstructure and high-temperature mechanical properties of Al-7Si-1.5Cu-0.4Mg aluminum alloy. Metals 2024, 14, 223. [Google Scholar] [CrossRef]
- Zuo, L.; Ye, B.; Feng, J.; Zhang, H.; Kong, X.; Jiang, H. Effect of ε-Al3Ni phase on mechanical properties of Al-Si-Cu-Mg-Ni alloys at elevated temperature. Mater. Sci. Eng. A 2020, 772, 138794. [Google Scholar] [CrossRef]
- Li, J.; Lü, S.; Chen, L.; Liao, Q.; Guo, W.; Wu, S. Influence of squeeze casting pressure on nanoparticle distribution and mechanical properties of nano-SiCp/Al−Cu composites assisted with ultrasonic vibration. Trans. Nonferrous Met. Soc. China 2023, 33, 1977–1987. [Google Scholar] [CrossRef]
- Jahangiri, A.; Marashi, S.P.H.; Mohammadaliha, M.; Ashofte, V. The effect of pressure and pouring temperature on the porosity microstructure, hardness and yield stress of AA2024 aluminum alloy during the squeeze casting process. J. Mater. Process. Technol. 2017, 245, 1–6. [Google Scholar] [CrossRef]
- Li, J.Y.; Pan, Y.; Zhao, D.J.; Lü, S.L.; Wu, S.S.; Guo, W. Development of a novel high strength and toughness Al–Cu–Li alloy casting billet with a new process. Mater. Sci. Eng. A 2022, 854, 143827. [Google Scholar] [CrossRef]
- Hao, J.F.; Luo, H.X.; Bian, J.C.; Shi, Y.J.; Yu, B.Y.; Li, R.X. The effect of squeeze casting process on the microstructure, mechanical properties and wear properties of hypereutectic Al-Si-Cu-Mg alloy. Int. J. Metalcast. 2022, 16, 153–165. [Google Scholar] [CrossRef]
- Pratheesh, K.; Kanjirathinkal, A.; Joseph, M.A.; Ravi, M. Study on the Effects of Squeeze Pressure on Mechanical Properties and Wear Characteristics of near-Eutectic Al-Si-Cu-Mg-Ni Piston Alloy with Variable Cu Content. Int. J. Metalcast. 2017, 11, 831–842. [Google Scholar] [CrossRef]
- Lin, C.; Wu, S.S.; Lü, S.L.; Wu, H.B.; Chen, H.X. Influence of high pressure and manganese addition on Fe-rich phases and mechanical properties of hypereutectic Al-Si alloy with rheo-squeeze casting. Trans. Nonferrous Met. Soc. China 2019, 29, 253–262. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, G.; Liu, W.; Zhang, L.; Pang, S.; Wang, Y.; Ding, W. Effects of processing parameters and Ca content on microstructure and mechanical properties of squeeze casting AZ91-Ca alloys. Mater. Sci. Eng. A 2014, 595, 109–117. [Google Scholar] [CrossRef]
- Wang, Z.L.; Wei, Z.J.; Wang, H.W.; Cao, L. Effects of high pressure on the microstructure and the phases of Al-Mg-Zn alloy. Int. J. Cast. Metals Res. 2006, 19, 269–273. [Google Scholar] [CrossRef]
- Ding, L.; Orekhov, A.; Weng, Y.; Jia, Z.; Idrissi, H.; Schryvers, D.; Muraishi, S.; Hao, L.; Liu, Q. Study of the Q′ (Q)-phase precipitation in Al-Mg-Si-Cu alloys by quantification of atomic-resolution transmission electron microscopy images and atom probe tomography. J. Mater. Sci. 2019, 54, 7943–7952. [Google Scholar] [CrossRef]
- Gazizov, M.; Marioara, C.D.; Friis, J.; Wenner, S.; Holmestad, R.; Kaibyshev, R. Precipitation behavior in an Al-Cu-Mg-Si alloy during ageing. Mater. Sci. Eng. A 2019, 767, 138369. [Google Scholar] [CrossRef]
- Cui, Z.X.; Tan, Y.C. Metallurgy and Heat Treatment, 2nd ed.; China Machine Press: Beijing, China, 2011. [Google Scholar]
- Lee, J.H.; Kim, H.S.; Won, C.W.; Cantor, B. Effect of the gap distance on the cooling behavior and the microstructure of indirect squeeze cast and gravity die cast 5083 wrought Al alloy. Mater. Sci. Eng. A 2002, 338, 182–190. [Google Scholar] [CrossRef]
- Yang, L.J. The effect of solidification time in squeeze casting of aluminum and zinc alloys. J. Mater. Process Technol. 2007, 192, 114–120. [Google Scholar] [CrossRef]
- Jiang, J.F.; Li, M.X.; Wang, Y. Research development of squeeze casting technology of aluminum alloy. J. Nonferrous Met. 2021, 39, 2313–2329. [Google Scholar]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. Jpn. 1953, 174, 25–28. [Google Scholar]
- Taha, A.S.; Hammad, F.H. Application of the Hall−Petch relation to microhardness measurements on Al, Cu, Al-MD 105, and Al−Cu alloys. Phys. Status Solidi 2010, 119, 455–462. [Google Scholar] [CrossRef]
- El-Khair, M.T.A. Microstructure characterization and tensile properties of squeeze-cast AlSiMg alloys. Mater. Lett. 2005, 59, 894–900. [Google Scholar] [CrossRef]
- Chandra, V.S.; Blessto, B.; Divya, S.; Dhanasekaran, S.; Ravi, M.; Microstructural, K.S. Mechanical and Tribological Behavior of Gravity- and Squeeze-Cast Novel Al-Si-Cu-Mg-Fe Alloy. Trans. Indian Inst. Met. 2020, 73, 1409–1415. [Google Scholar] [CrossRef]
- Pratheesh, K.; Monikandan, V.V.; Kumar, N. Effect of Squeeze Pressure and Strontium Addition on Tribological and Mechanical Properties of Al-Si Piston Alloy with Varying Amount of Ni. Trans. Indian Inst. Met. 2023, 76, 2343–2351. [Google Scholar] [CrossRef]
- Wang, D.; Liu, S.; Zhang, X.; Li, X.; Zhang, H.; Nagaumi, H. Fast aging strengthening by hybrid precipitates in high pressure die-cast Al-Si-Cu-Mg-Zn alloy. Mater. Char. 2021, 179, 111312. [Google Scholar] [CrossRef]
- Sui, Y.D.; Han, L.N.; Wang, Q.D. Effects of thermal exposure on the microstructure and mechanical properties of Al-Si-Cu-Ni-Mg-Gd alloy. J. Mater. Eng. Perform. 2019, 28, 908–915. [Google Scholar] [CrossRef]
- Teixeira, J.D.C.; Cram, D.G.; Bourgeois, L.; Bastow, T.J.; Hill, A.J.; Hutchinson, C.R. On the strengthening response of aluminum alloys containing shear-resistant plate-shaped precipitates. Acta Mater. 2008, 56, 6109–6122. [Google Scholar] [CrossRef]
- Lin, B.; Fan, T.; Li, H.Y.; Zhao, Y.L.; Zhang, W.W.; Liu, K. Microstructure and high temperature tensile properties of A1-Si-Cu-Mn-Fe alloys prepared by semi-solid thixoforming, Trans. Nonferrous Met. Soc. China 2021, 31, 2232–2249. [Google Scholar]
- Li, Y.G. The Study of Elevated-Temperature Strengthening Phase of Al-Si-Cu Ni-Mg Piston Alloys; Shandong University: Jinan, China, 2011. [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, P.; Xu, S.; Chen, L.; Liu, Y.; Li, J.; Xiao, Z.; Meng, X. Effect of Casting Process and Thermal Exposure on Microstructure and Mechanical Properties of Al-Si-Cu-Ni Alloy. Materials 2024, 17, 4598. https://doi.org/10.3390/ma17184598
Xiao P, Xu S, Chen L, Liu Y, Li J, Xiao Z, Meng X. Effect of Casting Process and Thermal Exposure on Microstructure and Mechanical Properties of Al-Si-Cu-Ni Alloy. Materials. 2024; 17(18):4598. https://doi.org/10.3390/ma17184598
Chicago/Turabian StyleXiao, Peijie, Shiwei Xu, Longbao Chen, Yu Liu, Jianyu Li, Zhi Xiao, and Xianming Meng. 2024. "Effect of Casting Process and Thermal Exposure on Microstructure and Mechanical Properties of Al-Si-Cu-Ni Alloy" Materials 17, no. 18: 4598. https://doi.org/10.3390/ma17184598