1. Introduction
High strength-to-weight ratios characterize titanium and its alloys for a vast range of operating temperature variations and high corrosion resistance in many chemical environments [
1,
2,
3]. These properties create many opportunities for applications of components manufactured from titanium-based alloys, including aerospace, automotive, chemical and, most importantly, biomedical engineering. Ti-6Al-4V is the most widely used alloy for long-lasting and load-bearing bone implants in biomedical applications. Many studies highlight its high biocompatibility, although this is increasingly questioned due to the presence of vanadium [
4,
5]. To solve this issue, vanadium-free titanium alloys, like Ti-6Al-7Nb, were developed.
Titanium and its alloys belong to a group of materials defined as hard to machine. The challenges associated with traditional machining methods, such as milling, casting, forging or rolling, increase production costs and make manufactured parts more expensive compared to those from Fe-based alloys or Co-Cr-Mo alloys. These problems have been partially solved by additive manufacturing.
The American Society for Testing Materials (ASTM) has introduced a definition of additive manufacturing (AM) as the process of joining successive layers of material (e.g., powder) based on a 3D model of production parts [
6,
7]. An important advantage of additive manufacturing, especially in the case of biomedical applications, is customization. AM allows for the production of medical implants tailored to specific patient requirements [
8]. Although Ti alloys show a lower elastic modulus compared to other implant materials (e.g., Co-Cr-Mo), it is higher than the elastic modulus for the bone tissue being replaced, which can lead to the so-called stress-shielding phenomenon [
9,
10]. The characteristics of AM processes make it possible to fabricate components with complex geometry and spatial porosity (designed based on TPMS topology) and to define the directionality of mechanical properties, designing so-called architectural materials [
11,
12,
13,
14]. As studies show, this approach allows us to reduce the stiffness of the fabricated implant, thus reducing the risk of stress shielding [
15].
Additive manufacturing has drawbacks that limit its application in large-scale and mass production. The most significant issues include: a reduction in mechanical properties due to internal porosity [
16]; the anisotropy of mechanical properties of the produced components [
17,
18]; the dependence of precision and quality on various, often interrelated or mutually exclusive factors, such as the properties of the construction material or process parameters, and the necessity of post-processing to improve dimensional and shape accuracy, mechanical properties, or surface quality [
19].
A widely used process for the additive manufacturing of titanium and its alloys is selective laser melting (SLM). In this technology, a laser is used as a source of thermal energy to melt and fuse a specific volume of powder [
20]. The process is carried out in a protective gas atmosphere to prevent the oxidation of the molten material. The laser beam induces only part of the generation of the heat energy which is absorbed by the powder grains, while the rest of the laser beam is reflected without affecting the melting process. The local generation of thermal energy results in the formation of a molten metal pool, in which phenomena such as conduction melting [
21,
22], keyhole melting [
23], Marangoni convection [
24,
25,
26], alloying element segregation [
19], evaporation and spattering [
27] take place. The occurrence and intensity of the above-mentioned phenomena depend mainly on the volumetric energy density, but also on the conditions in the working chamber (i.e., the residual oxygen content, the temperature of the working platform, or the temperature inside the chamber).
The state of the art on the effect of microstructure on the mechanical properties of additively manufactured Ti-4Al-6V alloy components using SLM technology is readily available thanks to the research results published in numerous publications [
28,
29,
30,
31]. However, research on the Ti-6Al-7Nb alloy has been conducted to a much lesser extent.
Chlebus et al. [
32] found that the Ti-6Al-7Nb alloy produced by SLM technology has a microstructure of columnar grains of primary β phase with long, thin α’ martensite plates. This results in higher tensile and compressive strength but lower ductility compared to the alloy produced by conventional methods. In addition, it was pointed out that the microstructure of the alloy produced by SLM technology depends not only on the process parameters but also on the spatial orientation of the manufactured object relative to the build platform. Similar conclusions were reached by a team led by Xu et al. [
33], who investigated the effect of microstructure on the properties of Ti-6Al-7Nb and Ti-6Al-4V alloys. In their research, the team added a heat treatment process to the Ti-6Al-7Nb alloy. This reduced the tensile strength and hardness while increasing the elongation of the alloy. This would undoubtedly have a positive impact on the use of Ti-6Al-7Nb alloy in the production of medical implants. The referenced studies on the production of the Ti-6Al-7Nb alloy did not account for the variability in manufacturing parameters—the alloy was produced using a single strategy. From the perspective of applying SLM technology to manufacture Ti-6Al-7Nb components for biomedical applications, it seems appropriate to adopt a more comprehensive approach.
Therefore, the purpose of this study, the results of which are presented in this article, was to determine the effect of process parameters (scanning speed and laser power) and thus the variation of the volumetric energy density on the relative density, microstructure, and mechanical properties of samples made of the Ti-6Al-4V and Ti-6Al-7Nb alloys. A comparison was made between the quality and properties of samples produced using the same manufacturing strategies for the materials under investigation. The aim was to identify the optimal (within the studied range) manufacturing strategy. The primary criterion for selecting the values of the process parameters was to maximize the relative density while minimizing the surface roughness, under the assumption that improvements in mechanical properties can be achieved by subsequent heat treatment. The described studies serve as a starting point (preliminary research) for the subsequent research stages, which will involve developing guidelines for heat treatment of the Ti-6Al-7Nb alloy to improve its mechanical properties, as well as guidelines for post-processing to reduce surface roughness.
2. Materials and Methods
2.1. Powders’ Characterization
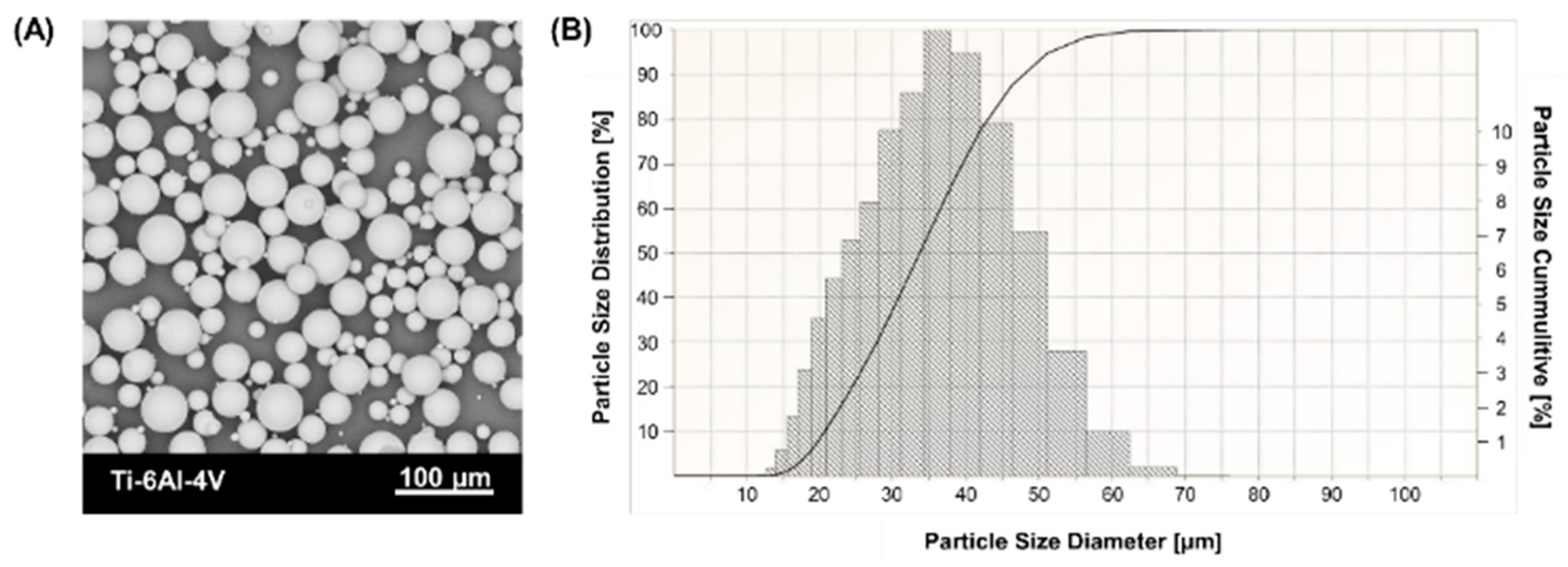
The samples were fabricated from commercial Ti-6Al-4V powder (3D Systems, Rock Hill, SC, USA) and Ti-6Al-7Nb powder (SLM Solution Group Ag, Lubeka, Germany). The chemical composition of the powders is shown in
Table 1. Scanning electron microscope images (
Figure 1A and
Figure 2A) show spherical grain morphology with satellite characteristics for powders produced by gas atomization technology. The particle size distribution of the powder (
Figure 1B and
Figure 2B) was determined using an ANALYSETTE 22 MicroTec Plus laser particle size analyzer (Fritsch GmbH, Amberg, Germany) and presented according to PN-ISO 9276-1 [
34].
2.2. Samples Fabrication
The samples were fabricated on an ORLAS CREATOR® selective laser melting system (O. R. Lasertechnologie GmbH, Dieburg, Germany) with a Ytterbium fiber laser, with beam spot size 40 μm, a maximum power of 250 W and a wavelength of 1070 nm. The protective atmosphere of the working chamber was provided by the use of argon gas, which allowed the process to be performed at residual oxygen levels below 0.1%.
Volumetric energy density (E
V) is regarded as a key metric for evaluating the complex parameters involved in selective laser melting technology, and is defined by the following equation [
35,
36]:
where P—laser power [W], v—scan speed [mm/s], h—hatch distance [mm], and t—layer thickness [mm]. In this work, the combination of values of individual parameters was chosen so that the volumetric energy density was in the range of 55–70 J/mm
3. In this way, 9 manufacturing strategies were developed (
Table 2).
For each manufacturing strategy, 3 cubic samples (with dimensions of 10 × 10 × 10 mm) and 5 tensile samples (dimensions defined by PN-EN ISO 6892-1:2020-05 [
37]) were produced. Post-manufacturing sample preparation included mechanically removing supports and ultrasonically cleaning the samples in distilled water for 10 min.
2.3. Relative Density
The relative density of the manufactured samples was measured using a Mettler Toledo XS105 hydrostatic balance (Mettler Toledo, Columbus, OH, USA). Three measurements were made for each sample, resulting in nine measurements for each manufacturing strategy.
2.4. Surface Morphology
The surface morphology was analyzed using a PHENOM PRO scanning electron microscope (Thermo Fisher Inc., Waltham, MA, USA), with magnification in the range of 160–350,000× and a resolution of ×6 nm. Images of the top surface in the build state were captured for a randomly selected sample from each batch.
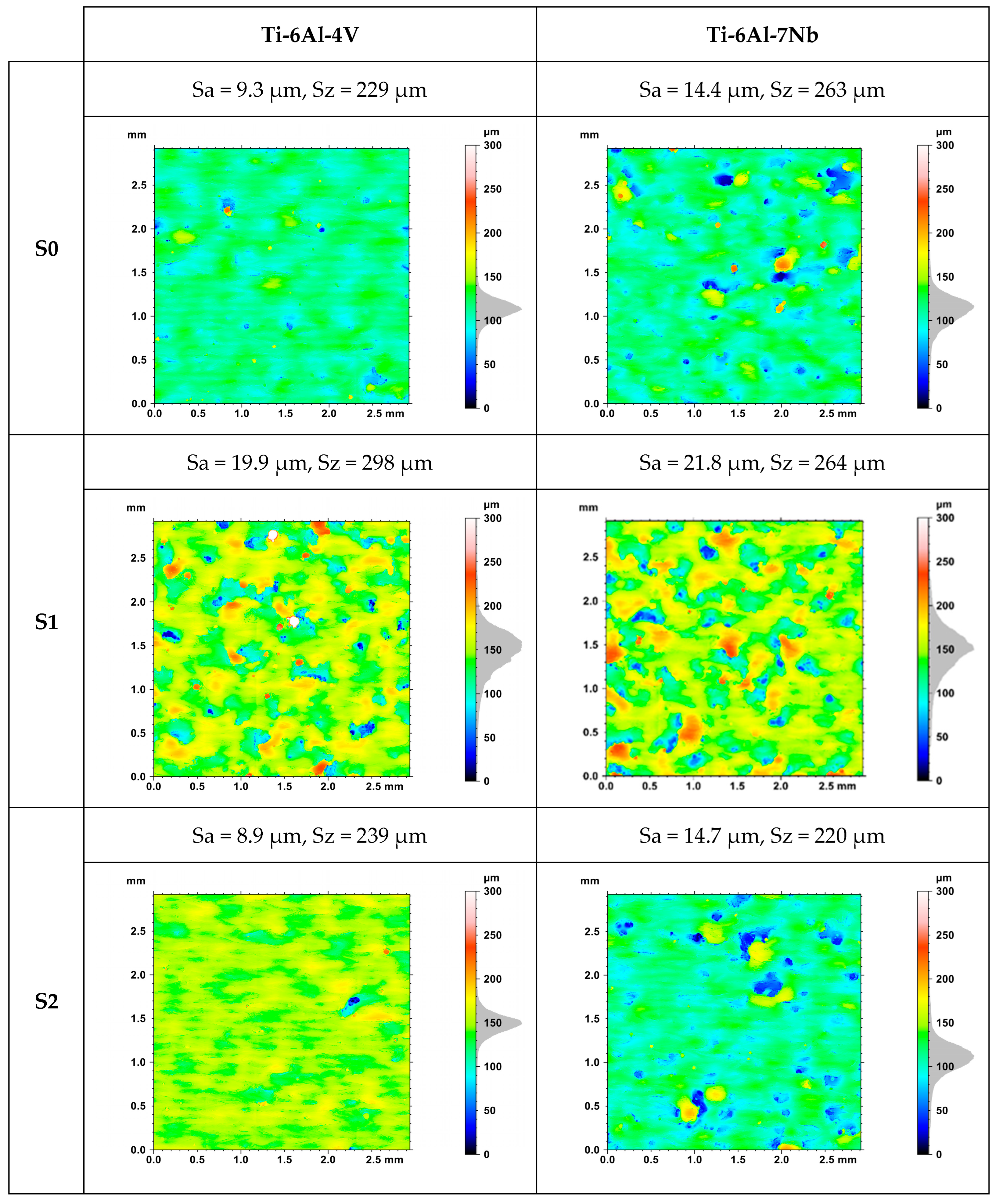
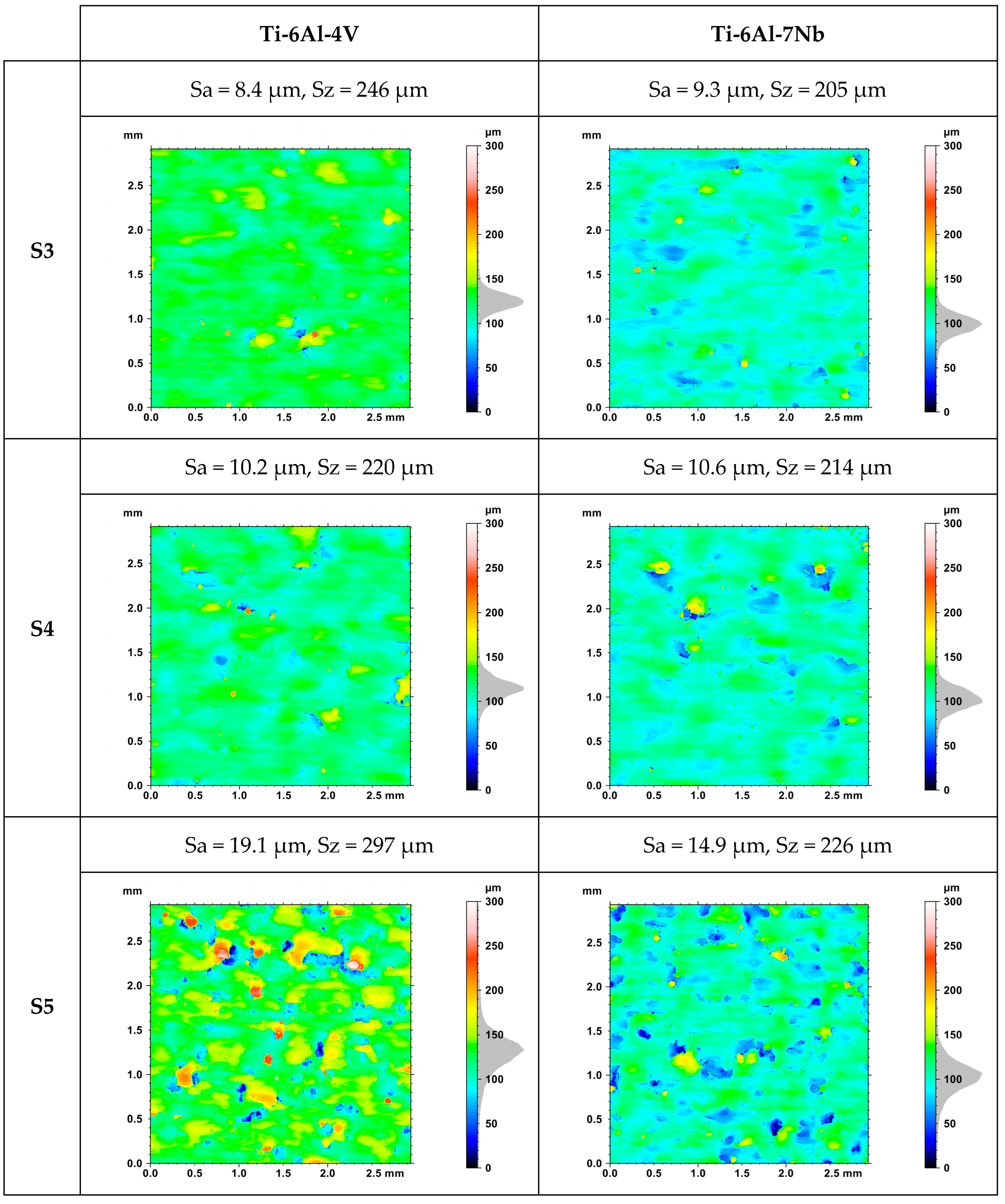
2.5. Surface Topography and Roughness
Surface topography was analyzed using the Olympus LEXT OLS4000 confocal microscope (Olympus, Shinjuku, Tokyo, Japan) for the upper surface of each fabricated specimen. The data acquisition area was set to 3 × 3 mm. Surface topography images were analyzed using TalyMap Platinum v7.4. software (Taylor Hobson, Leicester, UK). The data were filtered using a Gaussian filter with a length of 0.8 mm. The features of the additively manufactured surfaces were evaluated using the parameters of arithmetic mean height (Sa) and maximum height (Sz) (according to ISO 25178-2:2021 [
38]), which are the most frequently used when assessing this type of surface [
39,
40].
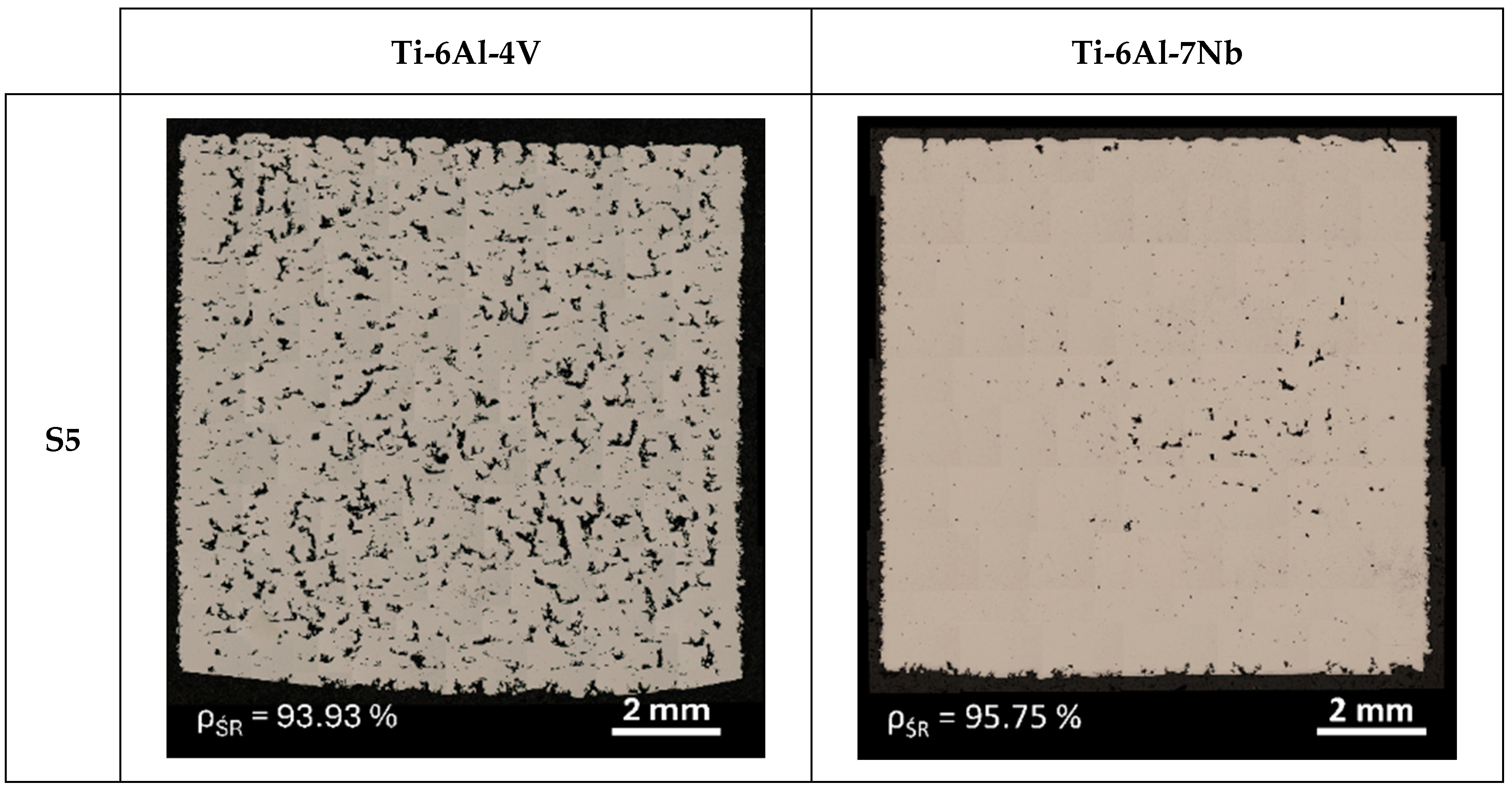
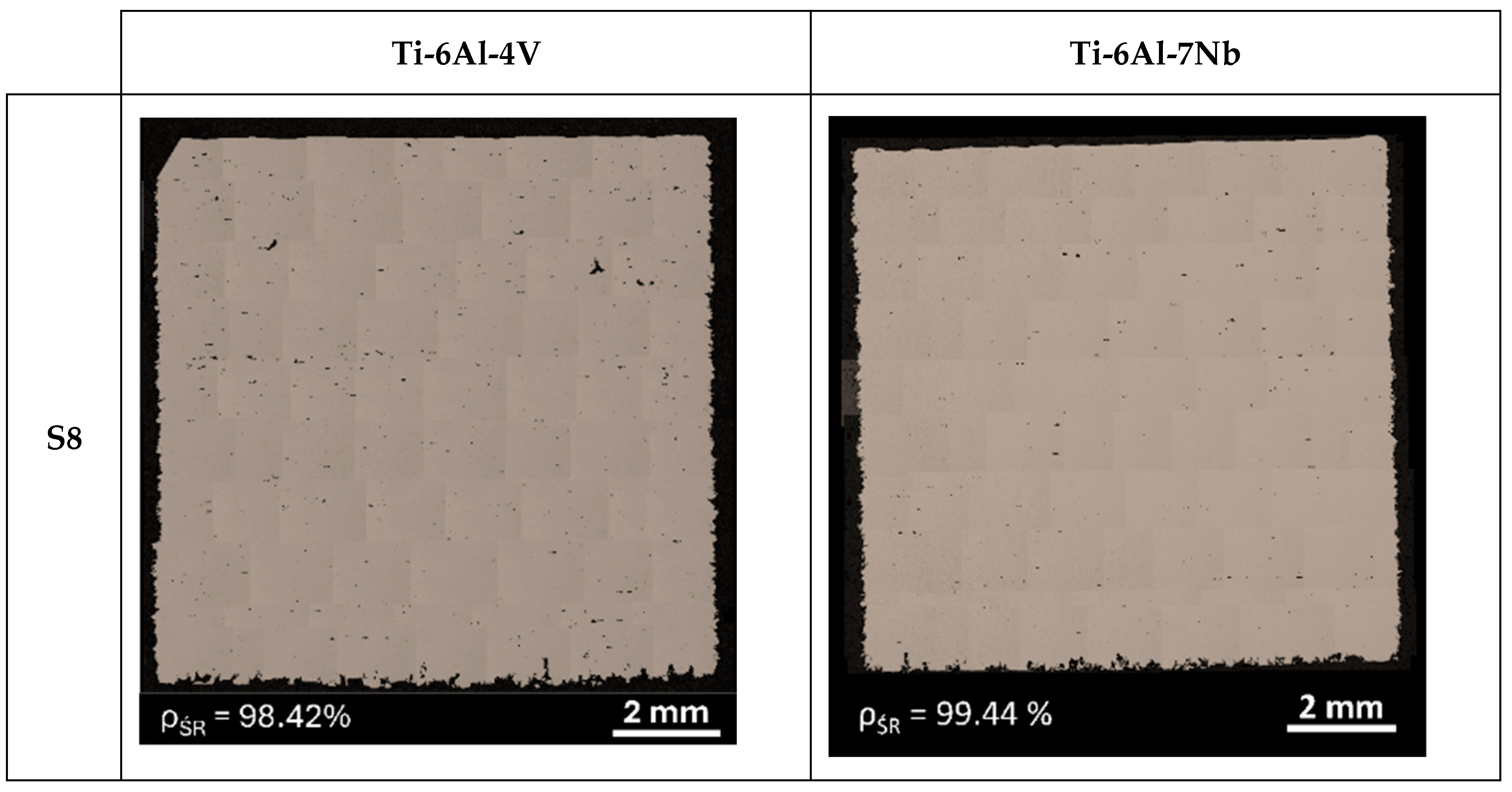
2.6. Microstructure and Structural Defects
The structural defects analysis was conducted using the optical microscope NIKON MA200 (Nikon, Minato, Tokyo, Japan) on resin-embedded vertical cross-sections of randomly selected samples from each series. The samples were cut using a water-cooled diamond blade to prevent the sample’s overheating. The obtained cross-sections were embedded in epoxy resin DuroFast (Struers, Copenhagen, Denmark), giving them a shape suitable for further preparation using the LaboPol-30 grinder–polisher equipped with a semi-automatic LaboForce-100 head (Struers, Copenhagen, Denmark). The preparation was carried out according to the recommendations [
41]. The evaluation of the grinding and polishing process was conducted using the optical microscope NIKON MA200 (Nikon, Minato, Tokyo, Japan). The metallographic specimens were cleaned using automatic cleaning Lavamin (Struers, Copenhagen, Denmark).
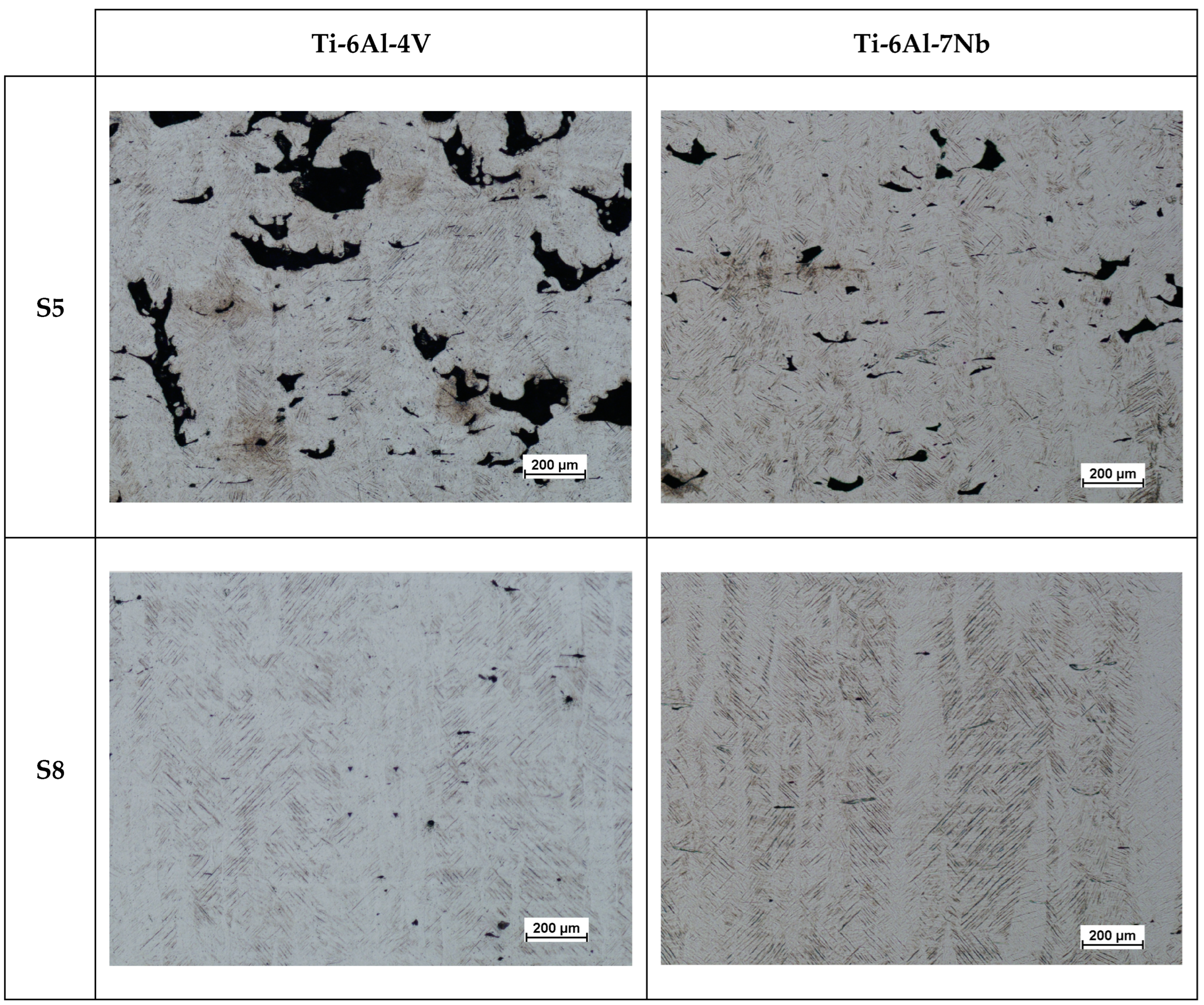
The microstructure characterization was carried out on etched surfaces of metallographic specimens using the optical microscope NIKON MA200. Etching was performed for 15 s with the Kroll’s reagent (Chempur, Piekary Slaskie, Poland).
The identification of phases was performed on metallographic specimens using an Empyrean X-ray diffractometer (Malvern Panalytical Ltd., Malvern, UK) with Cu-Kα (λ = 1.5406 Å) source. The study was conducted using Bragg–Brentano geometry within the 2θ angle range of 30–100°.
2.7. Microhardness Tests
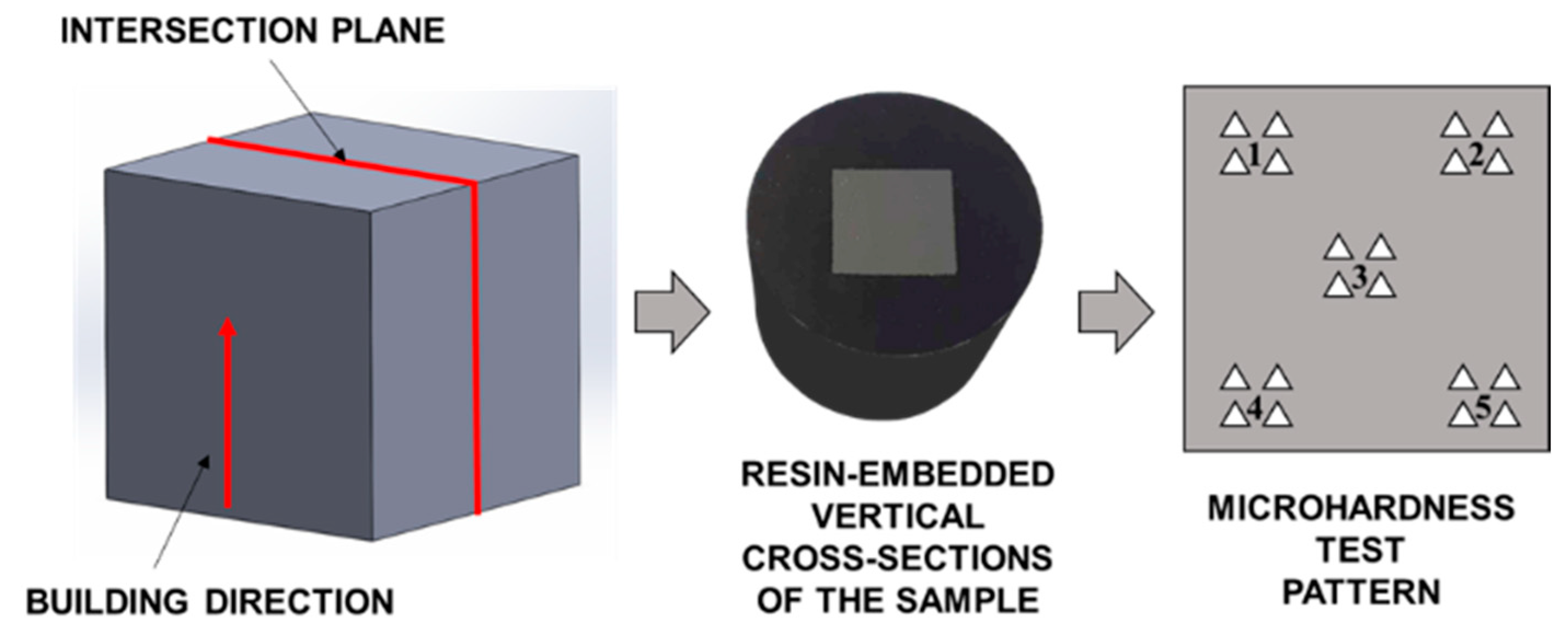
The microhardness tests were conducted using the FISCHERSCOPE HM2000 microhardness tester (Helmut Fischer GmbH, Sindelfingen, Germany) with a test load of F = 0.05 N. The cross-sections of randomly selected specimens were embedded in resin, and the surfaces to be measured were prepared according to the methodology presented. To analyze local hardness values, measurements were carried out for 5 areas of the cross-section. For each area, 4 measurement points were determined, approximately 150 µm apart, as shown in
Figure 3.
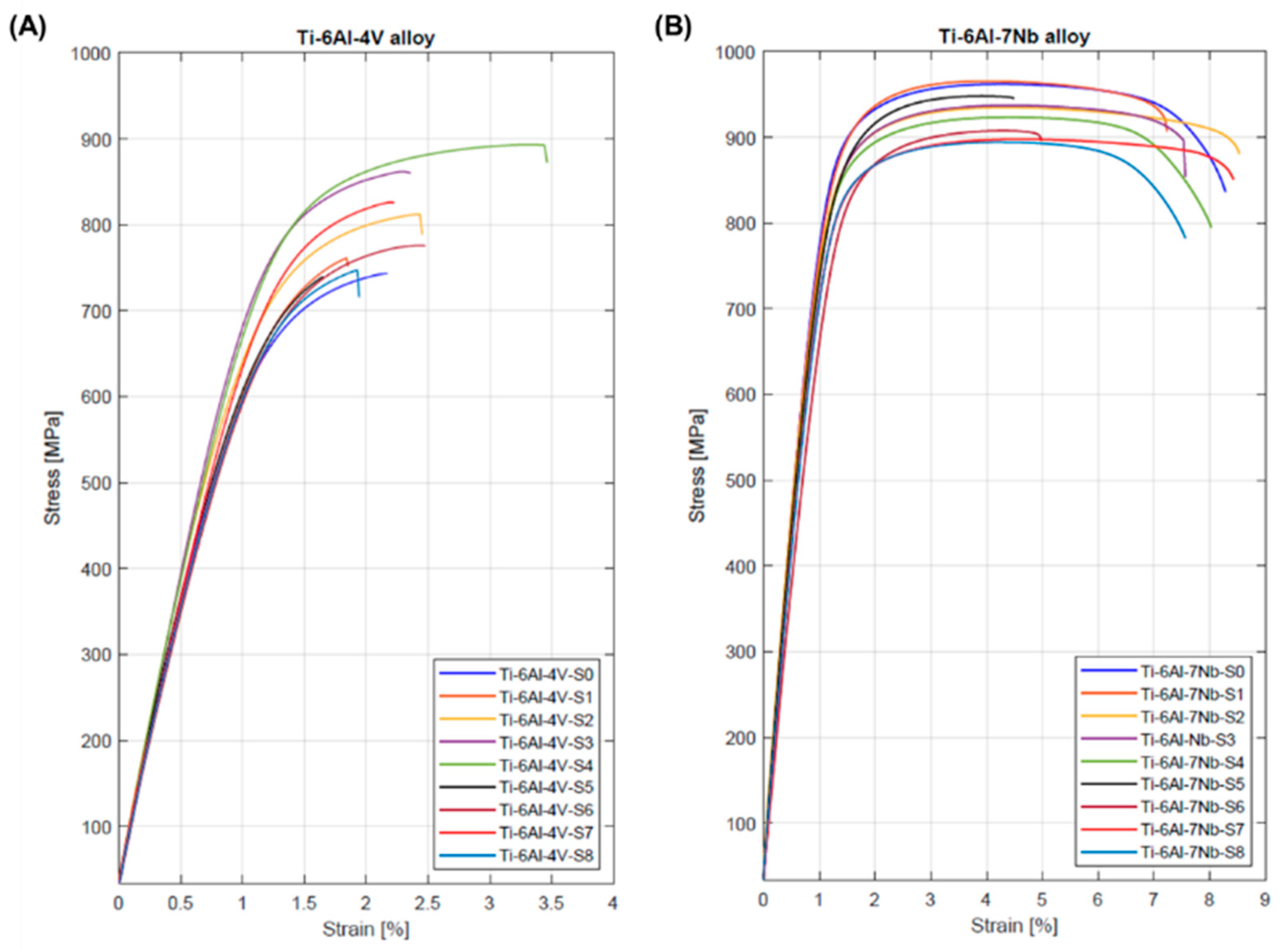
2.8. Uniaxial Tensile Tests
Uniaxial tensile tests were carried out on a Zwick Z400E testing machine with a macroXtens extensometer (ZwickRoell GmbH, Ulm, Germany) at ambient temperature in accordance with PN-EN ISO 6892-1:2020-05 [
37]. The tests were performed for five specimens in each series. The values of tensile strength (R
m), yield strength (R
p0.2), and elastic modulus (E) were determined from stress–strain curves using the testXpert III v1.4 software (ZwickRoell GmbH, Ulm, Germany).
4. Conclusions
The aim of the study was to determine the effect of varying the values of the process parameters (scanning speed and laser power) on the relative density, microstructure and mechanical properties of the Ti-6Al-4V and Ti-6Al-7Nb alloys. A comparison was made between the processability and properties of the two alloys produced using the same process strategies. These studies are particularly important for the Ti-6Al-Nb alloy, which is becoming increasingly popular in medicine. The currently available number of publications definitely does not exhaust the needs of the additive manufacturing industry.
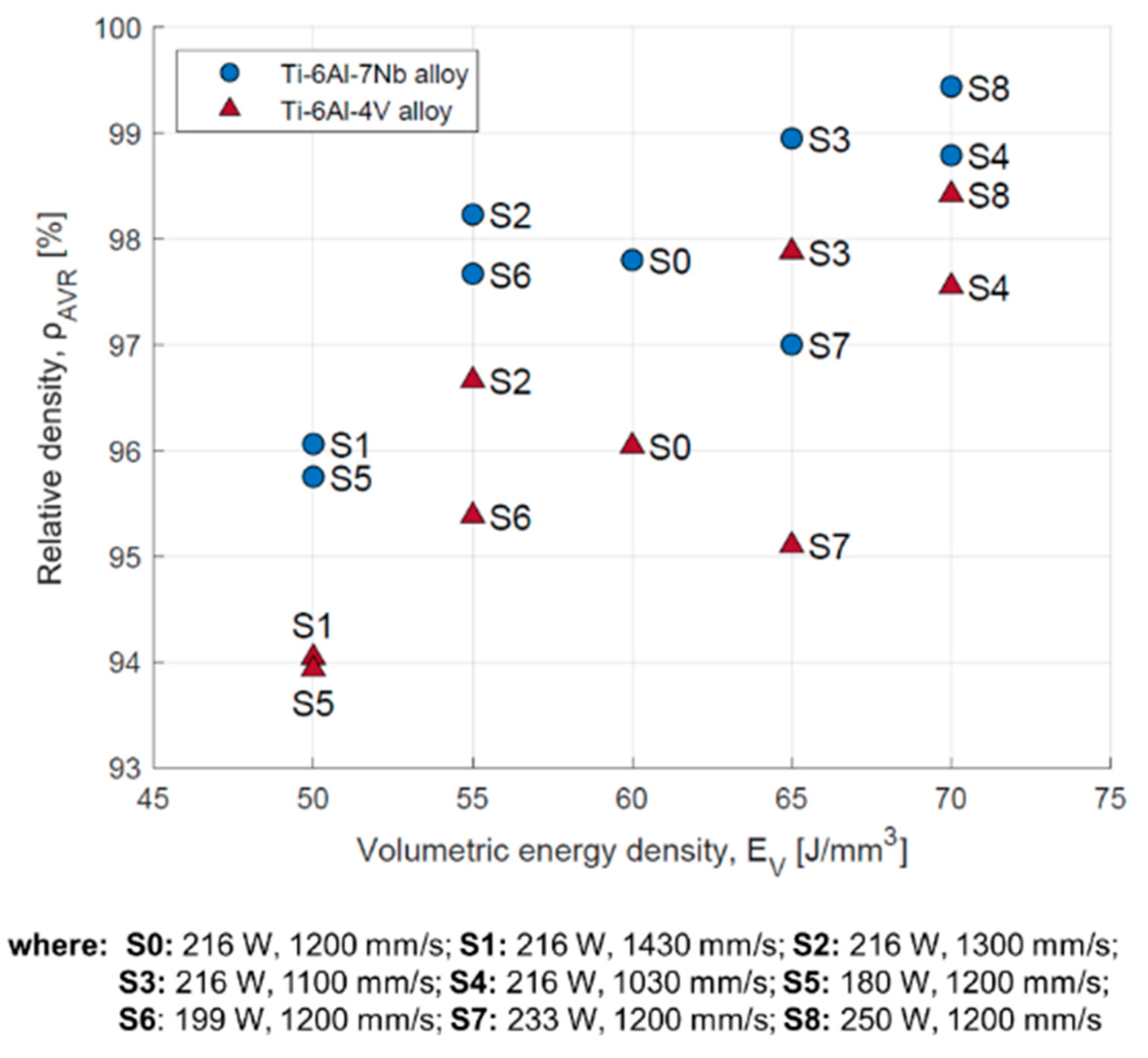
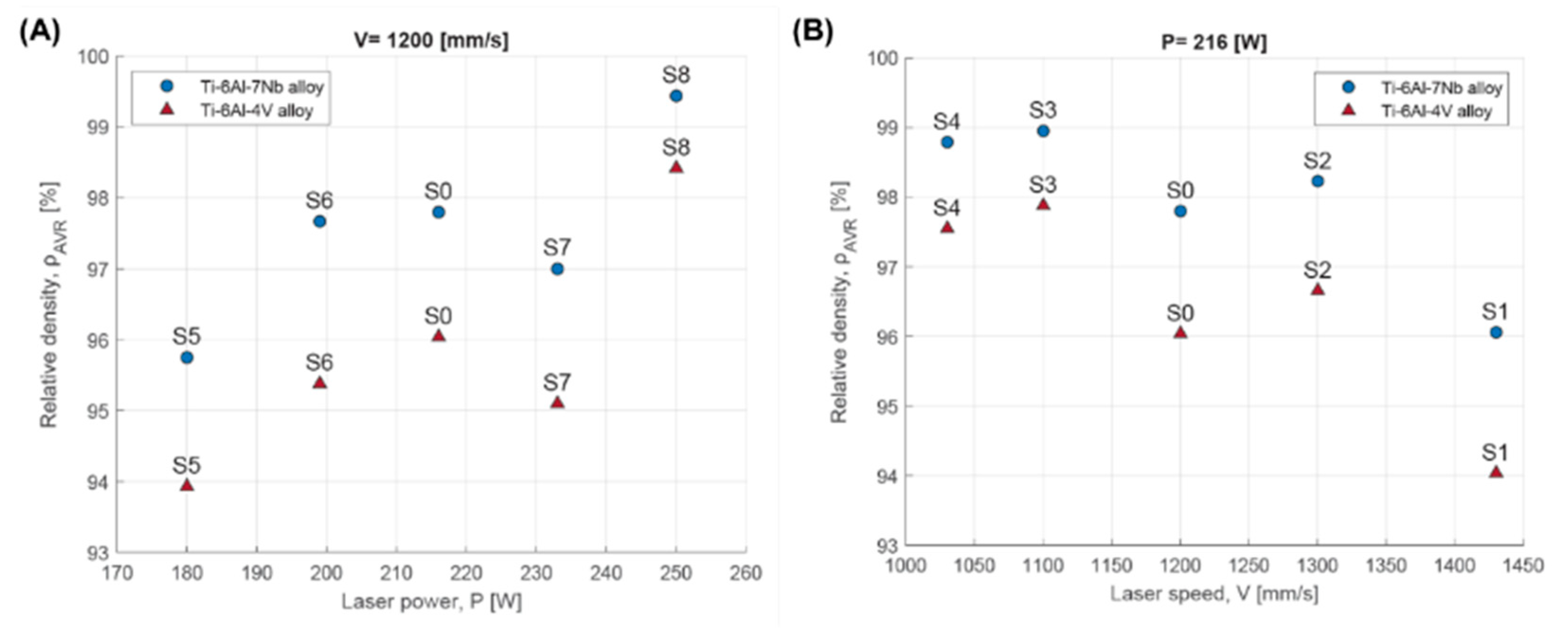
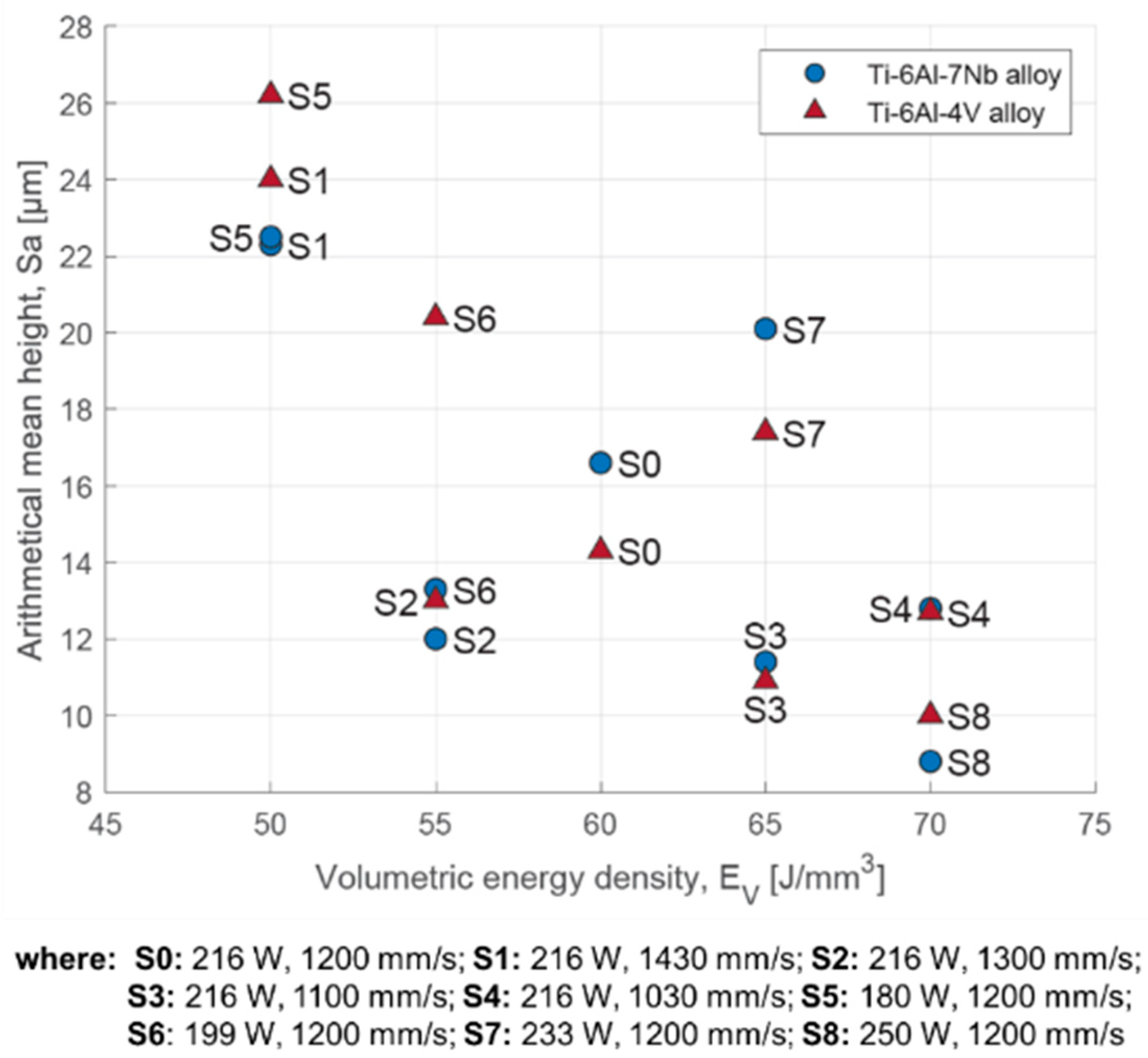
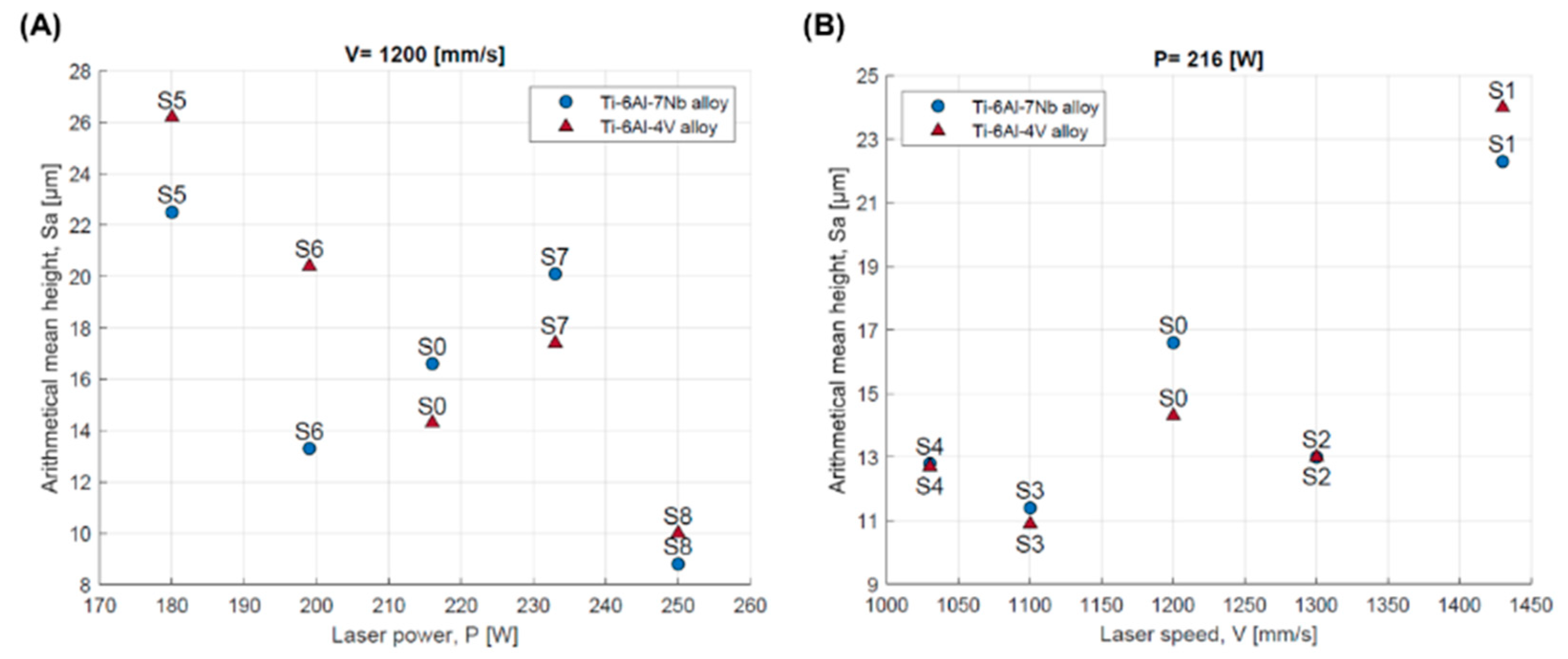
For both tested materials, considering the maximization of relative density and minimization of surface roughness as selection criteria, the best strategy was S8, where the laser energy density was 70 J/mm3 with a laser power of 250 W and a scanning speed of 1200 mm/s. Regardless of the structural material used, the relative density and surface roughness can be controlled by changing the laser power or scanning speed. However, it is more advantageous to increase the laser power in order to increase the relative density while minimizing the surface roughness by adjusting the volumetric energy density.
The microstructures of the two investigated alloys were similar when they were manufactured under similar conditions. In both cases, a typical microstructure for titanium alloys manufactured by SLM technology was obtained, consisting of columnar β phase grains with a needle-like α’ phase inside.
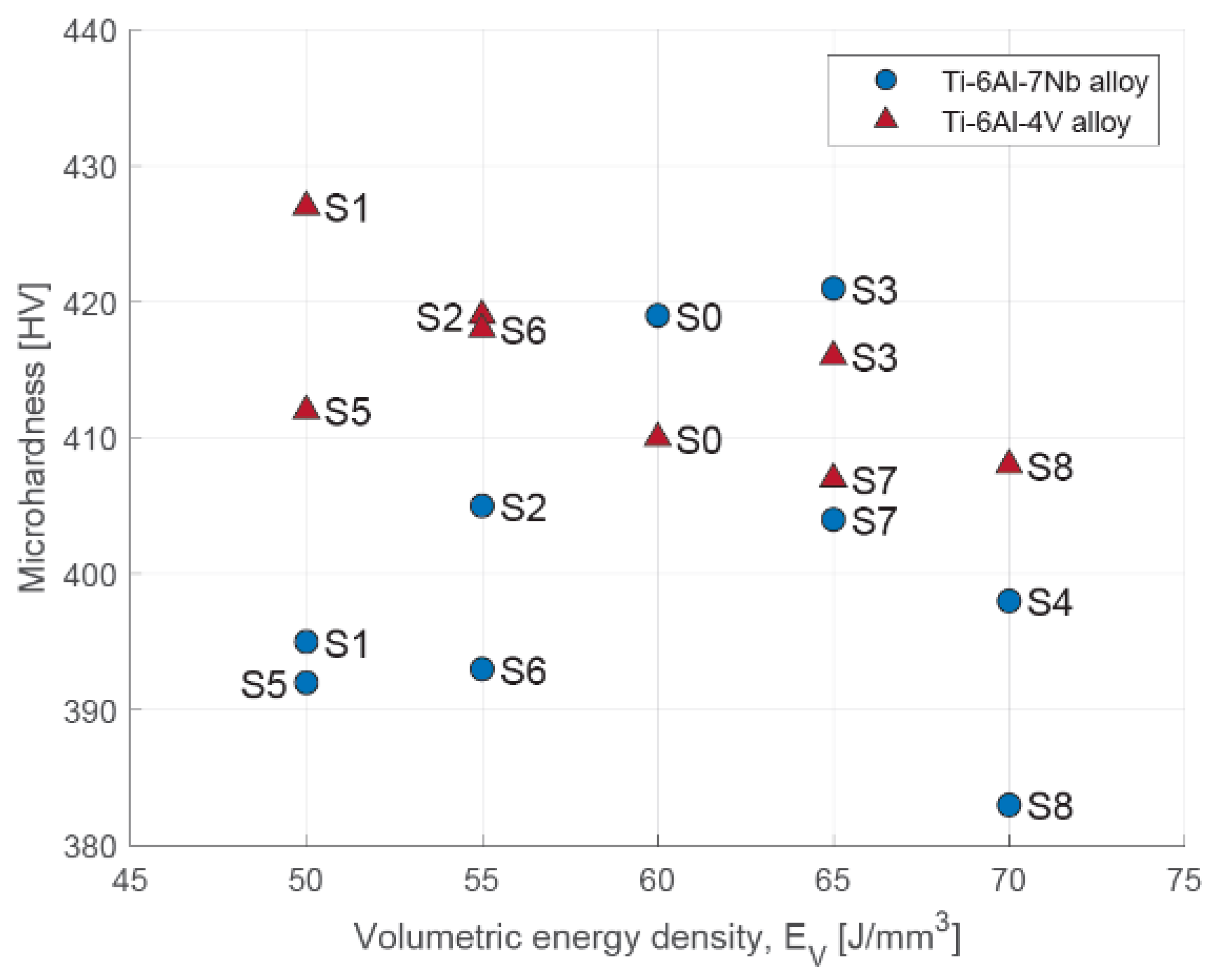
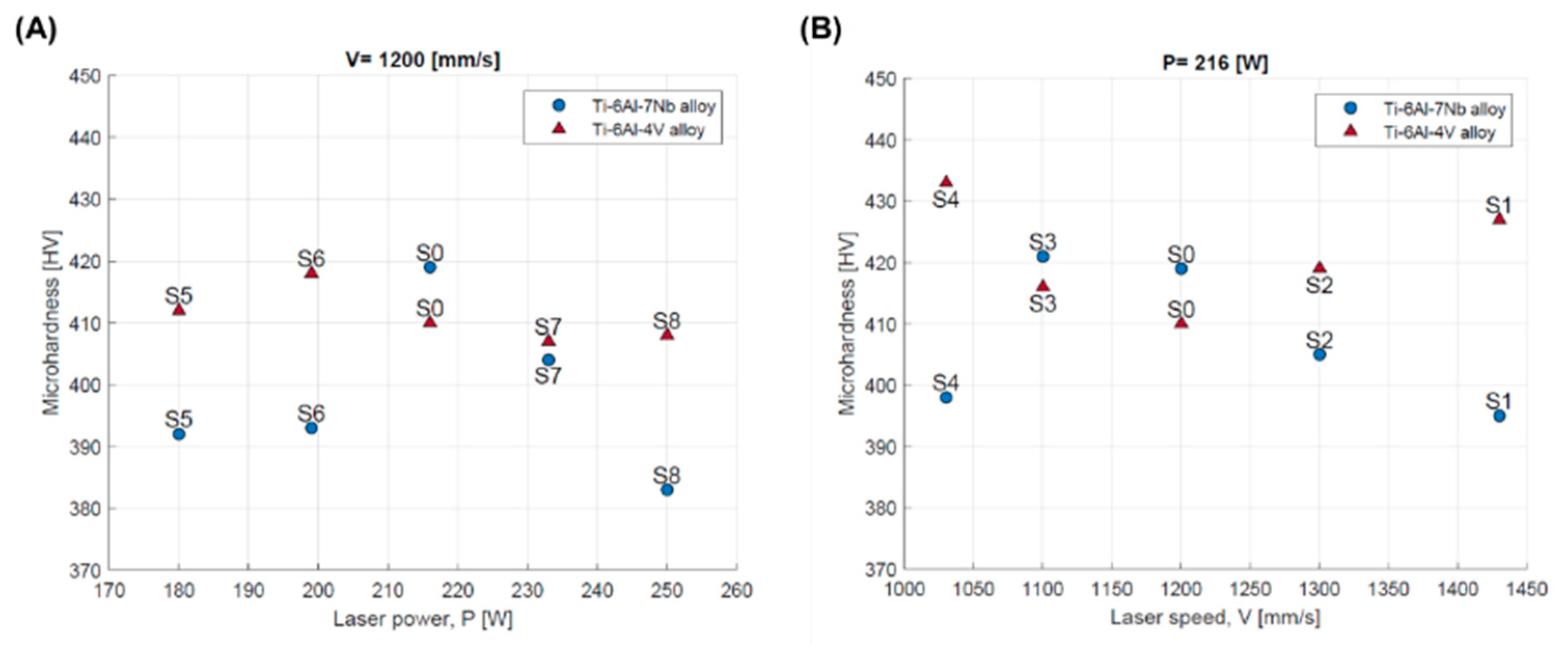
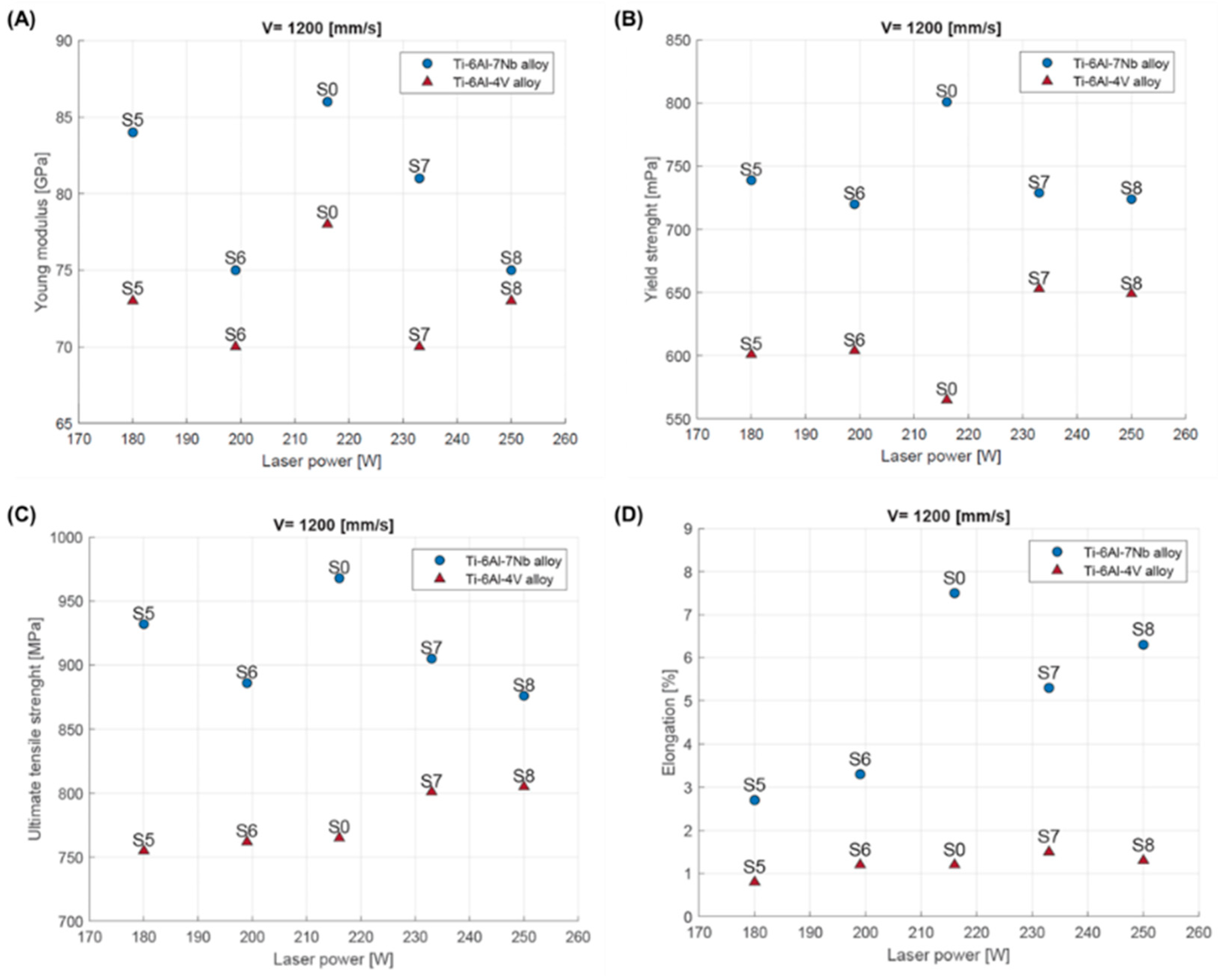
For all manufacturing strategies tested, higher relative density values were obtained for the Ti-6Al-7Nb alloy. In addition, increasing the volumetric energy density increased the tensile strength of the Ti-6Al-4V alloy, while the opposite relationship was observed for the Ti-6Al-7Nb alloy. The investigated Ti-6Al-7Nb alloy exhibited higher elongation values. The core microhardness of the Ti-6Al-7Nb alloy samples was lower than that of the Ti-6Al-4V alloy. The obtained microhardness and elongation results suggest that the Ti-6Al-7Nb alloy solidified with a higher volume of β phase.
The results show that these changes in the parameters of the fabrication process result in different material properties for the Ti-6Al-4V and Ti-6Al-7Nb alloys. The selected criteria for choosing a fabrication strategy are both practical and economical. Increased relative density in the raw state translates into better mechanical properties. Conversely, reduced roughness leads to lower time and financial costs for finishing operations. It should be noted that improvements in the microhardness and mechanical properties, including elongation, of titanium-based alloys produced by SLM technology can be achieved by appropriate heat treatment, which is a future direction of the work of the authors of this publication.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}