
Frost Resistance and Microscopic Properties of Recycled Coarse Aggregate Concrete Containing Chemical Admixtures


Abstract
1. Introduction
2. Materials and Experimental Methods
2.1. Materials
2.2. Mix Proportion
2.3. Configuration Process and Maintenance Conditions
2.4. Testing Methods
3. Results and Discussion
3.1. Compressive Strength
3.2. Freeze Resistance Performance
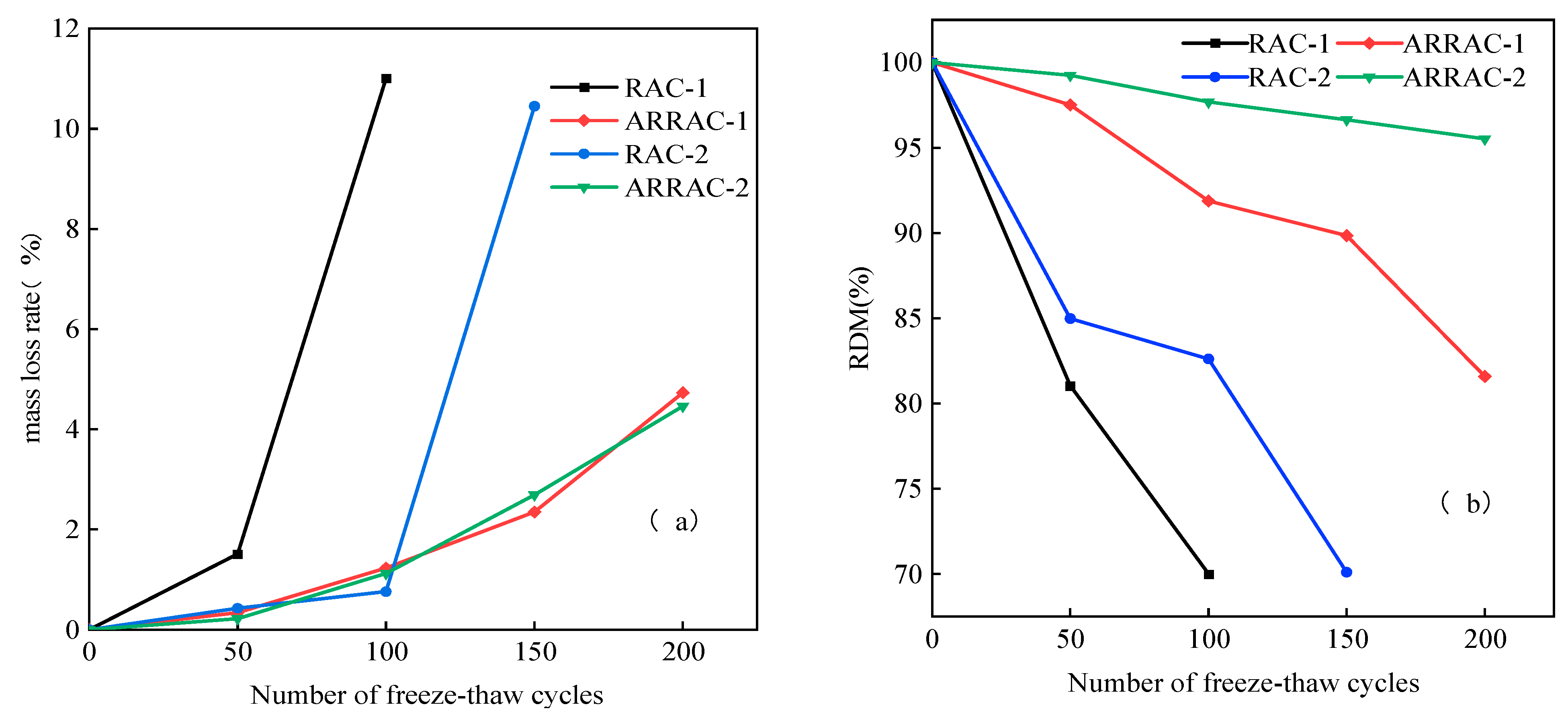
3.2.1. Antifreeze-Type Water-Reducing Admixture
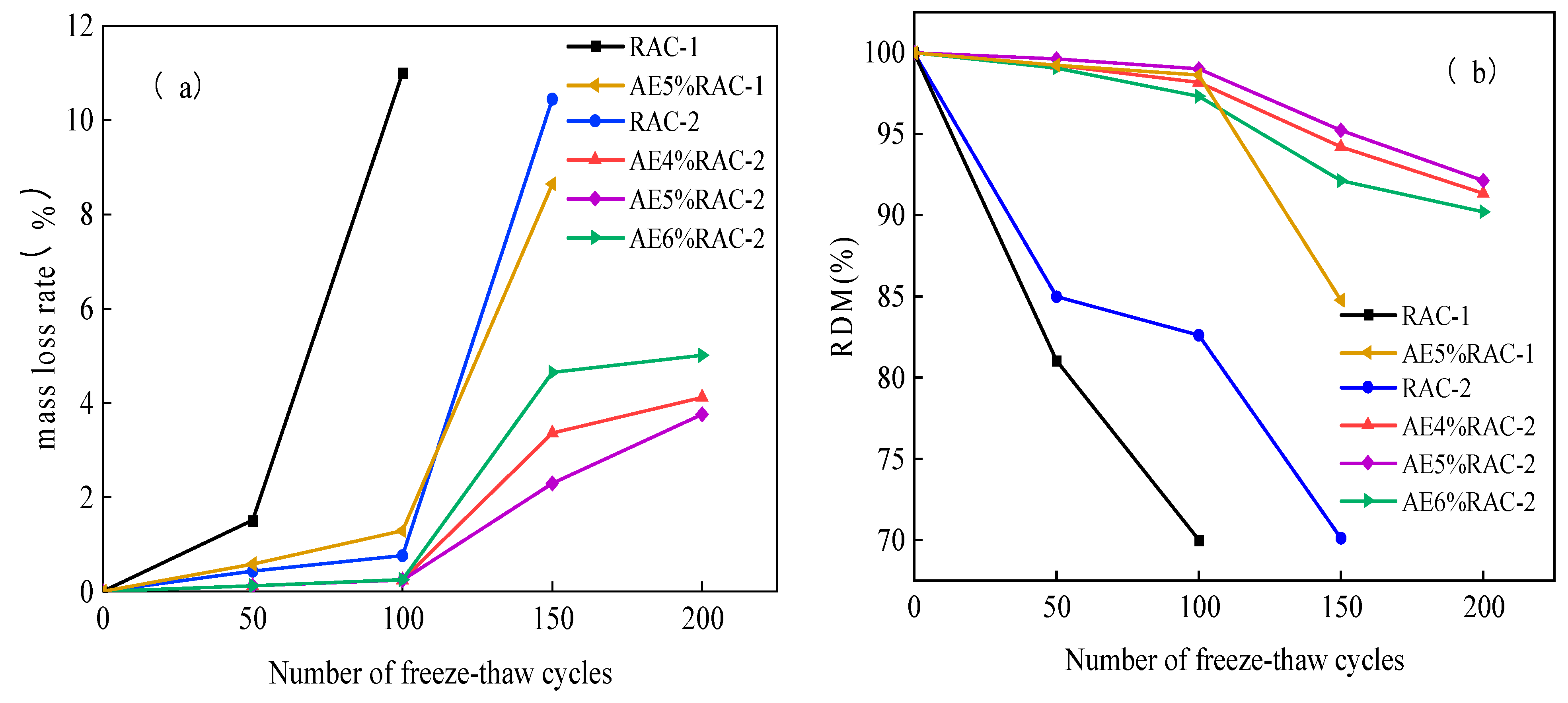
3.2.2. Air-Entraining Admixture
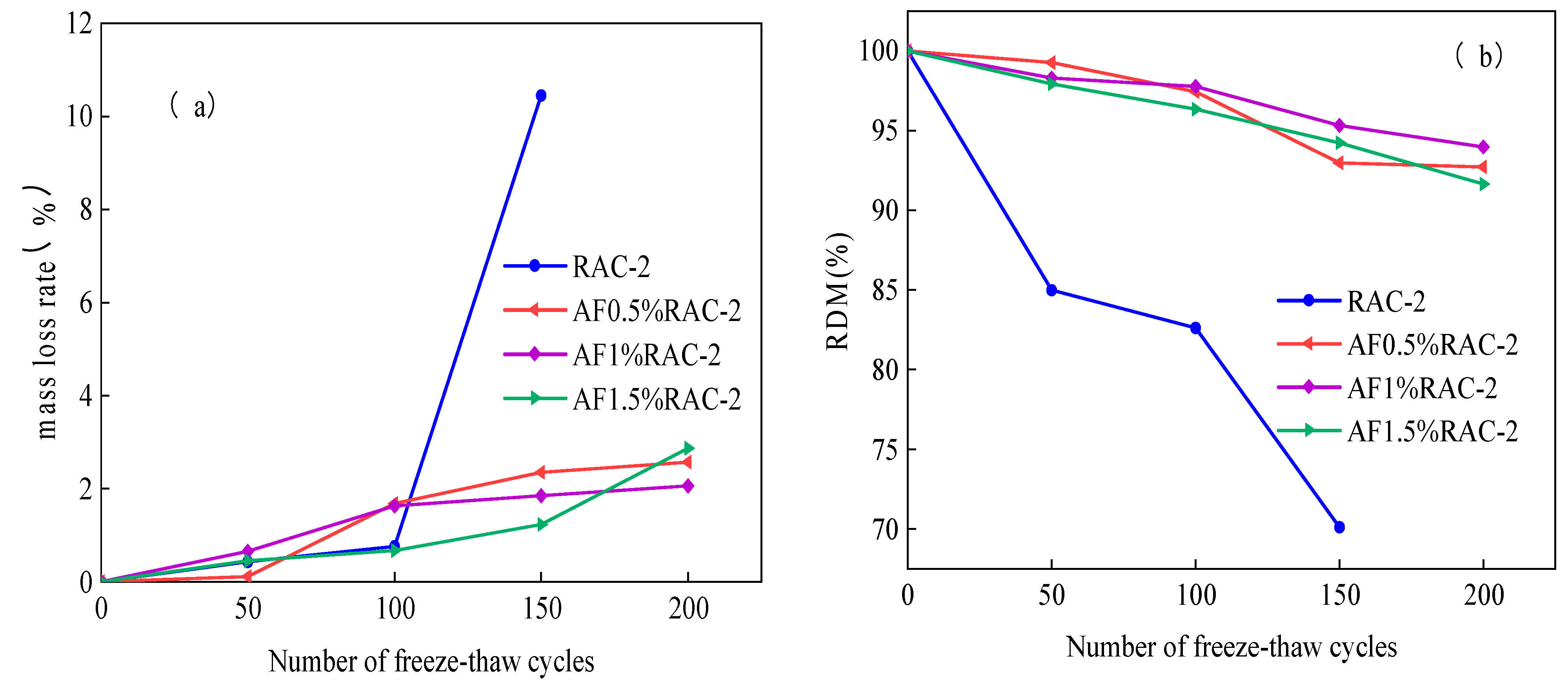
3.2.3. Antifreeze Admixture
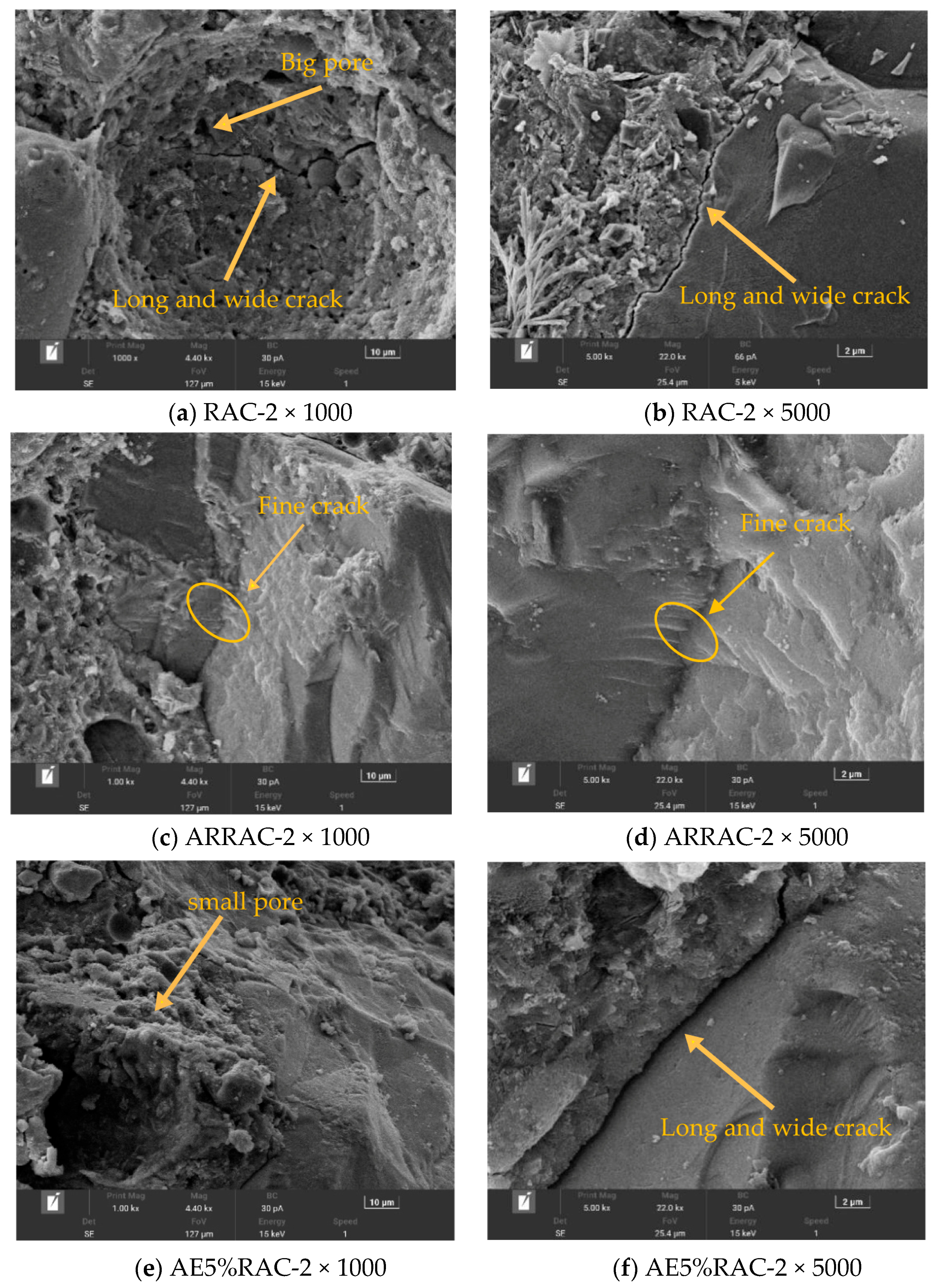
3.3. SEM
3.3.1. Interface Structure
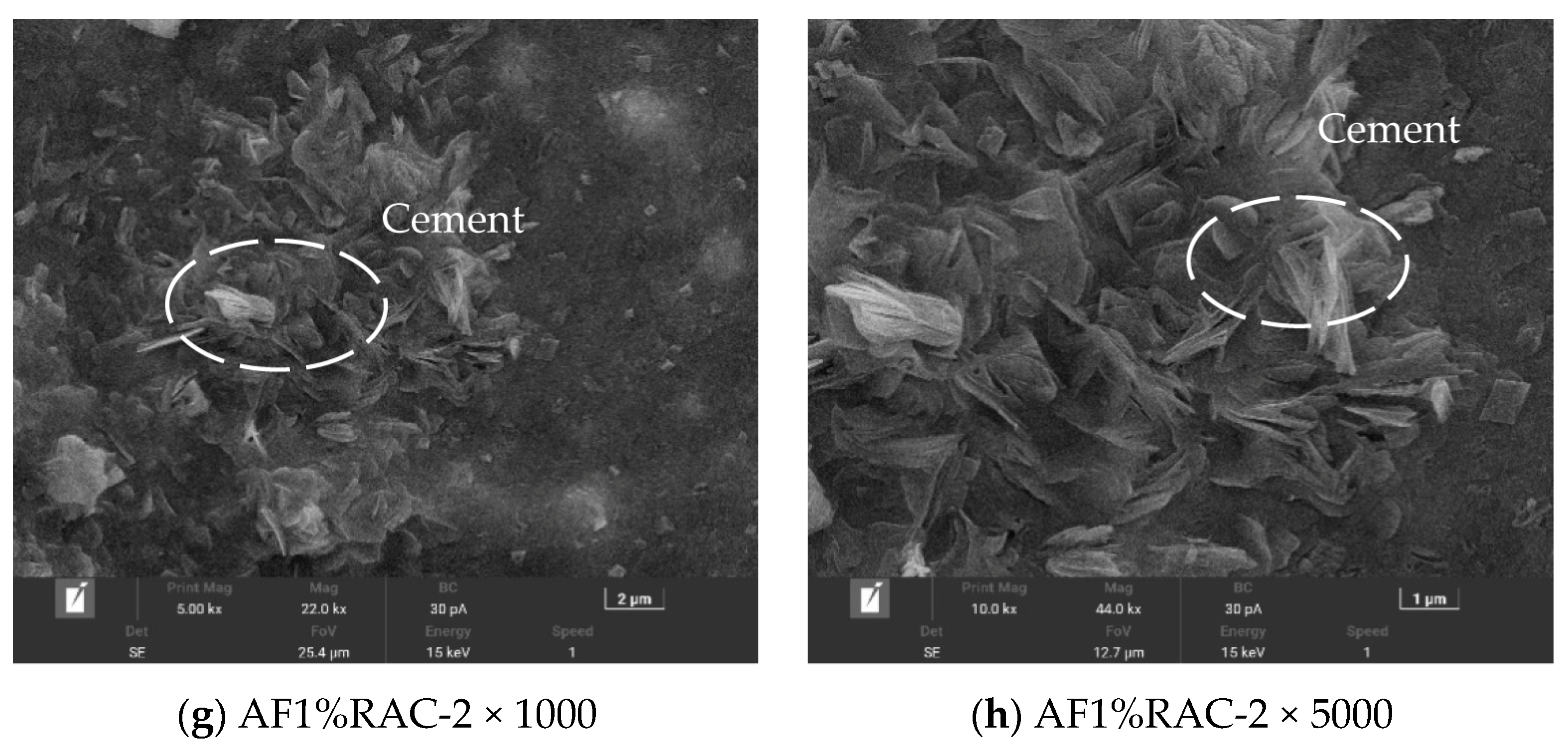
3.3.2. Hydrated
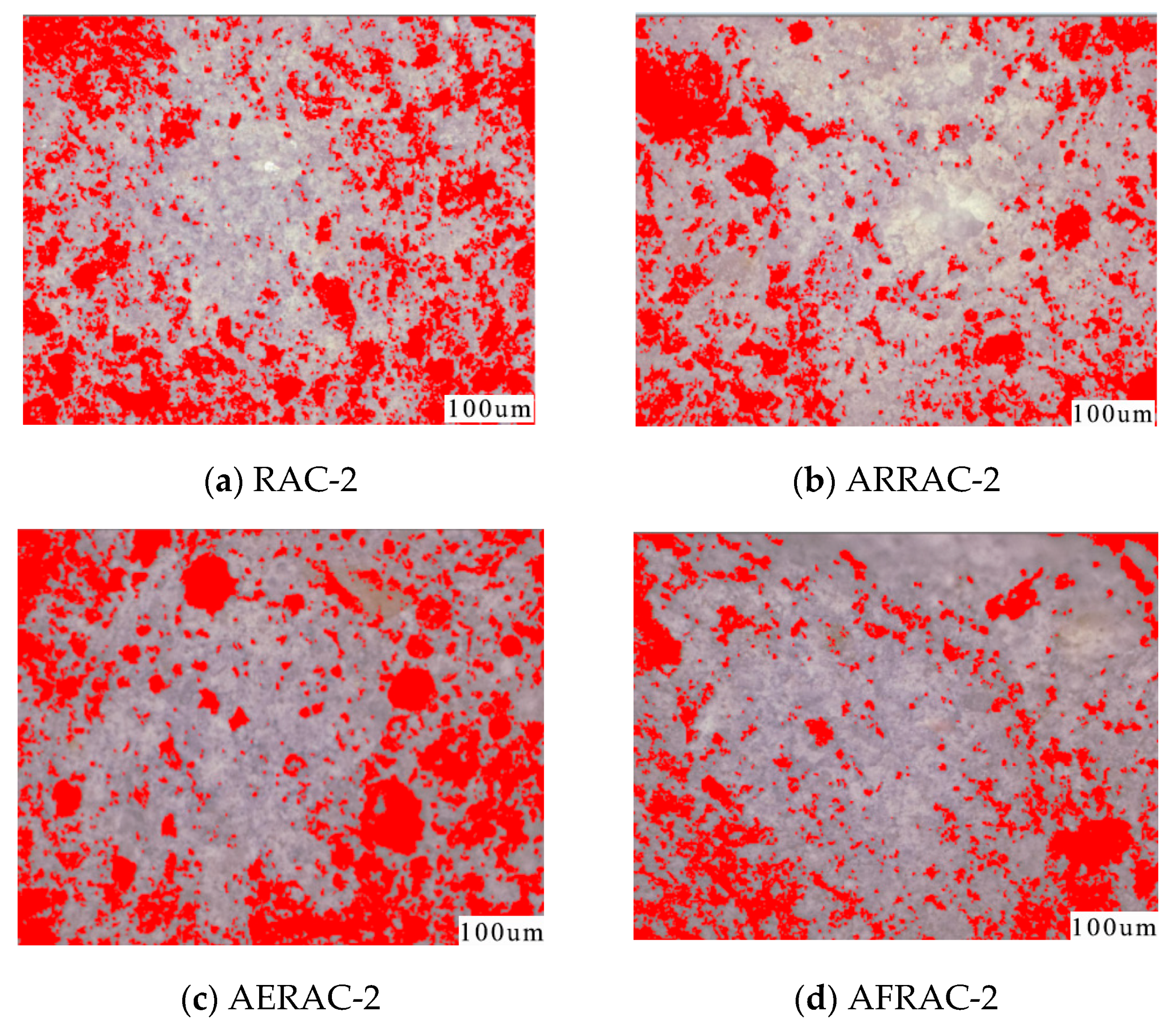
3.4. Super-Depth-of-Field Microscope
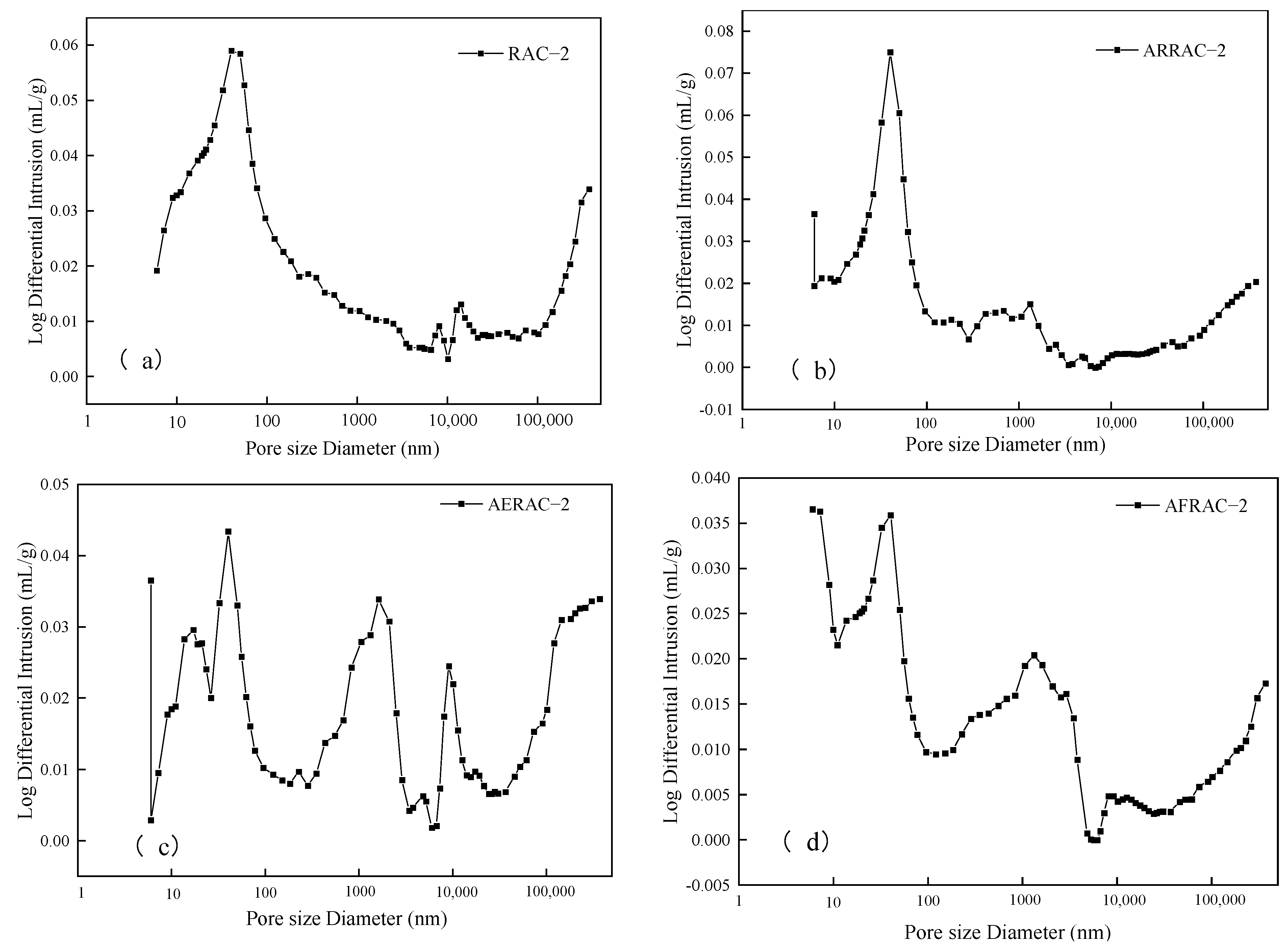
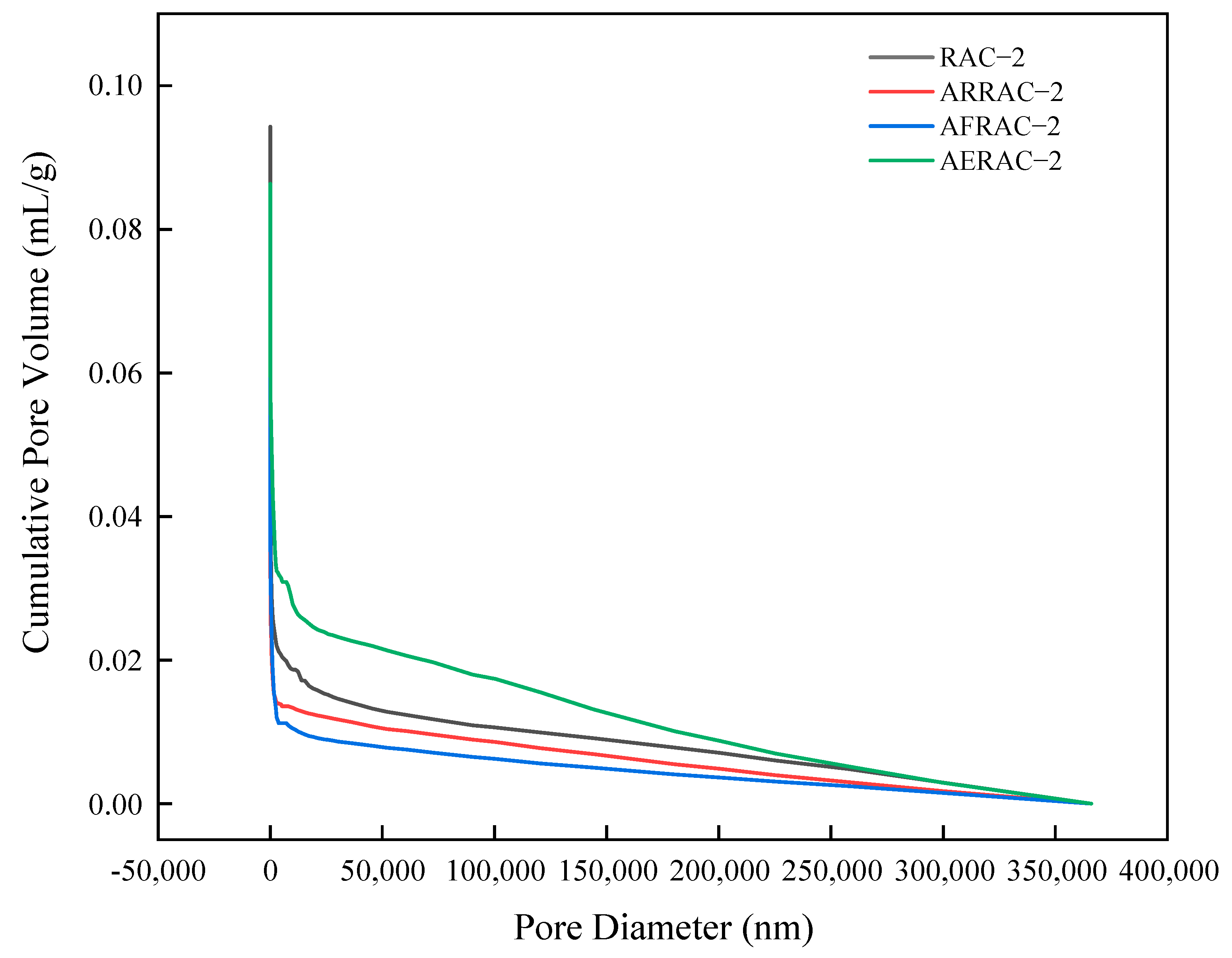
3.5. Mercury Injection
4. Conclusions
- Concrete with antifreeze and antifreeze-type water-reducing admixtures had relatively high compressive strength at early ages, while concrete with air-entraining admixtures had relatively low compressive strength at all ages.
- When adding antifreeze-type water-reducing admixture, air-entraining admixture, and antifreeze admixture to concrete, the freeze–thaw resistance of recycled coarse aggregate concrete improves. After more than 100 freezing and thawing cycles, the mass loss rate and relative dynamic modulus of elasticity loss of the recycled concrete with air-entraining admixture were significantly reduced compared with the baseline group, in which the recycled concrete with a water–cement ratio of 0.41 and an air-entraining admixture dosage of 5% had the best freezing-resistant effect. In recycled concrete with different types of admixtures, following 100 freeze–thaw cycles, recycled coarse aggregate concrete with a water-to-cement ratio of 0.41 and antifreeze (1% dosage) has the best 28 d compressive strength, the lowest mass loss rate, and a clear reduction in the loss of relative dynamic modulus of elasticity. The aggregate is closely bonded with the paste, and the pore structure has been obviously improved, which shows excellent ability to improve the antifreeze performance.
- Compared with the control group, the recycled concrete with antifreeze-type water-reducing admixture, air-entraining admixture, and antifreeze admixture has a denser internal structure, the aggregate and paste are tightly bonded, the number of cracks and pores is reduced, and its freezing resistance has been significantly improved.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, D.; Lu, C.; Zhu, Z.; Zhang, Z.; Liu, S.; Ji, Y.; Xing, Z. Mechanical performance of recycled aggregate concrete in green civil engineering: Review. Case Stud. Constr. Mater. 2023, 19, e02384. [Google Scholar] [CrossRef]
- Akpinar, P.; Al Attar, H. A case study on the viability of using increased quantities of recycled concrete aggregates in structural concrete for extending environmental conservation in North Cyprus. Environ. Earth Sci. 2021, 80, 367. [Google Scholar] [CrossRef]
- Mao, Y.; Liu, J.; Shi, C. Autogenous shrinkage and drying shrinkage of recycled aggregate concrete: A review. J. Clean. Prod. 2021, 295, 126435. [Google Scholar] [CrossRef]
- Danish, A.; Mosaberpanah, M.A.; Ozbakkaloglu, T.; Salim, M.U.; Khurshid, K.; Bayram, M.; Amran, M.; Fediuk, R.; Qader, D.N. A compendious review on the influence of e-waste aggregates on the properties of concrete. Case Stud. Constr. Mater. 2023, 18, e01740. [Google Scholar] [CrossRef]
- Opon, J.; Henry, M. An indicator framework for quantifying the sustainability of concrete materials from the perspectives of global sustainable development. J. Clean. Prod. 2019, 218, 718–737. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhan, Y.; Zhu, M.; Wang, S.; Liu, J.; Ning, N. A Review of the Effects of Raw Material Compositions and Steam Curing Regimes on the Performance and Microstructure of Precast Concrete. Materials 2022, 15, 2859. [Google Scholar] [CrossRef]
- Xiao, J.; Zhang, Q.; Zhang, P.; Shen, L.; Qiang, C. Mechanical behavior of concrete using seawater and sea-sand with recycled coarse aggregates. Struct. Concr. 2019, 20, 1631–1643. [Google Scholar] [CrossRef]
- Zhou, Q.; Zhou, Y.; Guan, Z.; Xing, F.; Guo, M.; Hu, B. Mechanical Performance and Constitutive Model Analysis of Concrete Using PE Fiber-Strengthened Recycled Coarse Aggregate. Polymers 2022, 14, 3964. [Google Scholar] [CrossRef]
- Liu, G.; Li, Q.; Song, J.; Wang, L.; Liu, H.; Guo, Y.; Yue, G. Quantitative Analysis of Surface Attached Mortar for Recycled Coarse Aggregate. Materials 2021, 15, 257. [Google Scholar] [CrossRef]
- Zhou, Y.; Hu, J.; Li, M.; Sui, L.; Xing, F. FRP-Confined Recycled Coarse Aggregate Concrete: Experimental Investigation and Model Comparison. Polymers 2016, 8, 375. [Google Scholar] [CrossRef]
- Forero, J.A.; de Brito, J.; Evangelista, L.; Pereira, C. Improvement of the Quality of Recycled Concrete Aggregate Subjected to Chemical Treatments: A Review. Materials 2022, 15, 2740. [Google Scholar] [CrossRef] [PubMed]
- Bhasya, V.; Bharatkumar, B. Mechanical and durability properties of concrete produced with treated recycled concrete aggregate. ACI Mater. J. 2018, 115, 209–217. [Google Scholar] [CrossRef]
- Revilla-Cuesta, V.; Evangelista, L.; de Brito, J.; Skaf, M.; Manso, J.M. Shrinkage prediction of recycled aggregate structural concrete with alternative binders through partial correction coefficients. Cem. Concr. Compos. 2022, 129, 104506. [Google Scholar] [CrossRef]
- Peng, J.-L.; Du, T.; Zhao, T.-S.; Song, X.; Tang, J.-J. Stress–strain relationship model of recycled concrete based on strength and replacement rate of recycled coarse aggregate. J. Mater. Civ. Eng. 2019, 31, 04019189. [Google Scholar] [CrossRef]
- Pedro, D.; de Brito, J.; Evangelista, L. Structural concrete with simultaneous incorporation of fine and coarse recycled concrete aggregates: Mechanical, durability and long-term properties. Constr. Build. Mater. 2017, 154, 294–309. [Google Scholar] [CrossRef]
- Tang, W.; Khavarian, M.; Yousefi, A.; Chan, R.W.; Cui, H. Influence of surface treatment of recycled aggregates on mechanical properties and bond strength of self-compacting concrete. Sustainability 2019, 11, 4182. [Google Scholar] [CrossRef]
- Limbachiya, M.; Meddah, M.S.; Ouchagour, Y. Use of recycled concrete aggregate in fly-ash concrete. Constr. Build. Mater. 2012, 27, 439–449. [Google Scholar] [CrossRef]
- Elansary, A.A.; Ashmawy, M.M.; Abdalla, H.A. Effect of recycled coarse aggregate on physical and mechanical properties of concrete. Adv. Struct. Eng. 2021, 24, 583–595. [Google Scholar] [CrossRef]
- Kang, J.; Chen, X.; Yu, Z. Effect of polypropylene fiber on frost resistance and carbonation resistance of manufactured sand concrete. Structures 2023, 56, 104896. [Google Scholar] [CrossRef]
- Zaharieva, R.; Buyle-Bodin, F.; Wirquin, E. Frost resistance of recycled aggregate concrete. Cem. Concr. Res. 2004, 34, 1927–1932. [Google Scholar] [CrossRef]
- Wu, B.; Li, Z. Mechanical properties of compound concrete containing demolished concrete lumps after freeze-thaw cycles. Constr. Build. Mater. 2017, 155, 187–199. [Google Scholar] [CrossRef]
- Xu, Y.; Yuan, Q.; Schutter, G.D.; Wang, F.; Li, H. Detecting the damage of concrete subjected to fatigue load coupled with freeze-thaw cycles using alternating current electric impedance spectroscopy. Cem. Concr. Compos. 2023, 142, 105224. [Google Scholar] [CrossRef]
- Sun, C.; Zhu, B.; Luo, T.; Liu, K.; Wei, T.; Yang, S. Uniaxial compressive mechanical properties and stress–strain model for roller-compacted concrete with initial damage subjected to freeze–thaw cycles. Constr. Build. Mater. 2024, 411, 134256. [Google Scholar] [CrossRef]
- Salem, R.M.; Burdette, E.G. Role of Chemical and Mineral Admixtures on the Physical Properties and Frost-Resistance of Recycled Aggregate Concrete. Mater. J. 1998, 95, 558–563. [Google Scholar] [CrossRef]
- Kardos, A.J.; Durham, S.A. Strength, durability, and environmental properties of concrete utilizing recycled tire particles for pavement applications. Constr. Build. Mater. 2015, 98, 832–845. [Google Scholar] [CrossRef]
- Richardson, A.; Coventry, K.; Bacon, J. Freeze/thaw durability of concrete with recycled demolition aggregate compared to virgin aggregate concrete. J. Clean. Prod. 2011, 19, 272–277. [Google Scholar] [CrossRef]
- Wang, Y.; Xie, M.; Zhang, J. Mechanical properties and damage model of modified recycled concrete under freeze-thaw cycles. J. Build. Eng. 2023, 78, 107680. [Google Scholar] [CrossRef]
- Wang, H.; Zhu, P.; Yan, X.; Liu, H.; Zhu, L.; Wang, X. Effect of silica fume on frost resistance and recyclability potential of recycled aggregate concrete under freeze–thaw environment. Constr. Build. Mater. 2023, 409, 134109. [Google Scholar] [CrossRef]
- Gokce, A.; Nagataki, S.; Saeki, T.; Hisada, M. Freezing and thawing resistance of air-entrained concrete incorporating recycled coarse aggregate: The role of air content in demolished concrete. Cem. Concr. Res. 2004, 34, 799–806. [Google Scholar] [CrossRef]
- Çullu, M.; Arslan, M. The effects of antifreeze use on physical and mechanical properties of concrete produced in cold weather. Compos. Part B Eng. 2013, 50, 202–209. [Google Scholar] [CrossRef]
- Paulini, P. Reaction mechanisms of concrete admixtures. Cem. Concr. Res. 1990, 20, 910–918. [Google Scholar] [CrossRef]
- GB/T 25177-2010; Recycled Coarse Aggregate for Concrete. China Standards Press: Beijing, China, 2010.
- GB/T 14684-2022; Sand for Construction. China Standards Press: Beijing, China, 2022.
- ASTM C618; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM: West Conshohocken, PA, USA, 2022.
- ASTM C311; Standard Test Methods for Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete. ASTM: West Conshohocken, PA, USA, 2022.
- GB/T 50080-2016; Test Method for Properties of Plain Cast-in-Place Concrete. China Standards Press: Beijing, China, 2016.
- GB/T 50081-2019; Standard Test Method for Mechanical Properties of Ordinary Concrete. China Standards Press: Beijing, China, 2019.
- GB/T 50082-2009; China Academy of Building Research. Standard Test Method for Long-Term Performance and Durability of Ordinary Concrete. China Architecture & Building Press: Beijing, China, 2009.
- Han, F.; Huang, K.; Wei, Y.; Han, J.; Xu, Y. The Mechanical Properties and Water-Reducing and Retarding Mechanism of a Xylonic Cement Admixture. Materials 2023, 16, 7096. [Google Scholar] [CrossRef] [PubMed]
- Adams, M.P.; Ideker, J.H. Influence of aggregate type on conversion and strength in calcium aluminate cement concrete. Cem. Concr. Res. 2017, 100, 284–296. [Google Scholar] [CrossRef]
- Salih, A.; Rafiq, S.; Mahmood, W.; Hind, A.-D.; Noaman, R.; Ghafor, K.; Qadir, W. Systemic multi-scale approaches to predict the flowability at various temperature and mechanical properties of cement paste modified with nano-calcium carbonate. Constr. Build. Mater. 2020, 262, 120777. [Google Scholar] [CrossRef]
- Kerienė, J.; Antonovič, V.; Stonys, R.; Boris, R. The influence of the ageing of calcium aluminate cement on the properties of mortar. Constr. Build. Mater. 2019, 205, 387–397. [Google Scholar] [CrossRef]
- Zeng, X.; Lan, X.; Zhu, H.; Liu, H.; Umar, H.A.; Xie, Y.; Long, G.; Ma, C. A Review on Bubble Stability in Fresh Concrete: Mechanisms and Main Factors. Materials 2020, 13, 1820. [Google Scholar] [CrossRef]
- Yoon, J.; Kim, H.; Sim, S.-H.; Pyo, S. Characterization of Porous Cementitious Materials Using Microscopic Image Processing and X-ray CT Analysis. Materials 2020, 13, 3105. [Google Scholar] [CrossRef]
- Ge, X.; Ke, M.; Liu, W.; Wang, H.; Lu, C.; Mei, G.; Yang, H. Effect of the Internal Humidity of Concrete on Frost Resistance and Air Void Structure under Different Low Temperature Conditions. Materials 2022, 15, 5225. [Google Scholar] [CrossRef]
- Karagol, F.; Demirboga, R.; Khushefati, W.H. Behavior of fresh and hardened concretes with antifreeze admixtures in deep-freeze low temperatures and exterior winter conditions. Constr. Build. Mater. 2015, 76, 388–395. [Google Scholar] [CrossRef]
- Wang, Z.; Bai, E.; Xu, J.; Du, Y.; Zhu, J. Effect of nano-SiO2 and nano-CaCO3 on the static and dynamic properties of concrete. Sci. Rep. 2022, 12, 907. [Google Scholar] [CrossRef]
- Li, Y.; Shen, A.; Wu, H. Fractal Dimension of Basalt Fiber Reinforced Concrete (BFRC) and Its Correlations to Pore Structure, Strength and Shrinkage. Materials 2020, 13, 3238. [Google Scholar] [CrossRef] [PubMed]
- Jin, W.; Jiang, L.; Han, L. Influence of curing temperature on freeze-thaw resistance of limestone powder hydraulic concrete. Case Stud. Constr. Mater. 2022, 17, e01322. [Google Scholar] [CrossRef]
- Guo, Y.; Zhang, P.; Ding, H.; Le, C. Experimental Study on the Permeability of SAP Modified Concrete. Materials 2020, 13, 3368. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.; Zhang, R.; Zhang, Y.; He, F. The fractal characteristics of pore size distribution in cement-based materials and its effect on gas permeability. Sci. Rep. 2019, 9, 17191. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fine Aggregate | Amount of Residue [g] | |||||
|---|---|---|---|---|---|---|
| 2.36 mm | 1.18 mm | 0.6 mm | 0.3 mm | 0.15 mm | Sieve Bottom | |
| Natural river sand | 111 | 50.7 | 128 | 77.4 | 105.1 | 27.8 |
| PC | FA | |
|---|---|---|
| chemical analyses, percentage | ||
| SiO2 (%) | 20.68 | 37.65 |
| Al2O3 (%) | 7.76 | 44.06 |
| Fe2O3 (%) | 3.26 | 9.79 |
| CaO (%) | 60.09 | 6.19 |
| MgO (%) | 3.01 | 0.28 |
| K2O (%) | - | 0.58 |
| SO3 (%) | 3.31 | 0.39 |
| Insoluble residue | 1.89 | 1.06 |
| Pozzolanic activity index ASTM C618 [34]-ASTM C311 [35] | 0.81 | |
| Compressive strength (MPa) days | ||
| 3 d | 20.2 | |
| 28 d | 52.9 | |
| Flexural strength (MPa) days | ||
| 3 d | 4.7 | |
| 28 d | 9.1 | |
| Physical tests | ||
| Density (g/cm3) | 3.2 | 2.19 |
| Passing 45 µm, percent | 85 | 90.3 |
| Initial setting time (min) | 155 | |
| Final setting time (min) | 305 |
| Al2O3 | CaO | Br | Y2O3 | Pd | Ag2O | Other |
|---|---|---|---|---|---|---|
| 59.3 | 14.53 | 13.32 | 6.38 | 3.31 | 0.99 | 2.17 |
| Solid Content/% | Density g/cm3 | pH | Water Reduction Rate/% | Air Content/% | 28 d Compressive Strength/MPa |
|---|---|---|---|---|---|
| 37.12 | 1.193 | 4.02 | 30 | 3.3 | 148 |
| Water Cement Ratio | Cement (kg/m3) | Fly Ash (kg/m3) | Sand (kg/m3) | RCA * (kg/m3) | Water (kg/m3) |
|---|---|---|---|---|---|
| 0.56 | 242 | 104 | 823 | 1006 | 194 |
| 0.41 | 306 | 131 | 750 | 1000 | 181 |
| Admixture | Water Cement Ratio | Specimen No. | Compressive Strength/MPa | |||
|---|---|---|---|---|---|---|
| 3 d | 7 d | 28 d | 90 d | |||
| 0.56 | RAC 1-1 | 18 | 22 | 30 | 36 | |
| 0.41 | RAC-2 | 28.5 | 29 | 44 | 50 | |
| Antifreeze-type water-reducing admixture | 0.56 | AR 2RAC-1 | 19 | 18.5 | 28.5 | 33 |
| 0.41 | ARRAC-2 | 26 | 30 | 41 | 47 | |
| Air-entraining admixture | 0.56 | AE 35%RAC-1 | 12.5 | 12.5 | 19.5 | 26 |
| 0.41 | AE4%RAC-2 | 22 | 24 | 36 | 41.5 | |
| 0.41 | AE5%RAC-2 | 20 | 20 | 32.5 | 34.5 | |
| 0.41 | AE6%RAC-2 | 11.5 | 12.5 | 16 | 21 | |
| Antifreeze admixture | 0.41 | AF 40.5%RAC-2 | 29 | 29.5 | 44.5 | 43 |
| 0.41 | AF1%RAC-2 | 31 | 32 | 45 | 46 | |
| 0.41 | AF1.5%RAC-2 | 23 | 25 | 38 | 43 | |
| Number | RAC-2 | ARRAC-2 | AERAC-2 | AFRAC-2 |
|---|---|---|---|---|
| Min area/nm2 | 10 | 10 | 10 | 10 |
| Max area/nm2 | 126,643 | 84,559 | 126,778 | 109,906 |
| Mean | 383.3 | 372.7 | 630 | 431.8 |
| Total Pore Number | 656,932 | 480,725 | 675,622 | 483,537 |
| No. | RAC-2 | ARRAC-2 | AFRAC-2 | AERAC-2 |
|---|---|---|---|---|
| Total porosity/% | 17.27 | 12.70 | 13.37 | 17.05 |
| Total pore volume/mL/g | 0.09 | 0.07 | 0.07 | 0.08 |
| most probable pore diameter/nm | 44.30 | 41.28 | 40.27 | 40.25 |
| Average pore size/nm | 38.35 | 36.67 | 33.26 | 62.61 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, Y.; Zhou, W.; Zhang, C.; Yang, C. Frost Resistance and Microscopic Properties of Recycled Coarse Aggregate Concrete Containing Chemical Admixtures. Materials 2024, 17, 4687. https://doi.org/10.3390/ma17194687
Song Y, Zhou W, Zhang C, Yang C. Frost Resistance and Microscopic Properties of Recycled Coarse Aggregate Concrete Containing Chemical Admixtures. Materials. 2024; 17(19):4687. https://doi.org/10.3390/ma17194687
Chicago/Turabian StyleSong, Yongyuan, Wenjuan Zhou, Chen Zhang, and Can Yang. 2024. "Frost Resistance and Microscopic Properties of Recycled Coarse Aggregate Concrete Containing Chemical Admixtures" Materials 17, no. 19: 4687. https://doi.org/10.3390/ma17194687
APA StyleSong, Y., Zhou, W., Zhang, C., & Yang, C. (2024). Frost Resistance and Microscopic Properties of Recycled Coarse Aggregate Concrete Containing Chemical Admixtures. Materials, 17(19), 4687. https://doi.org/10.3390/ma17194687