Synthesis and Characterization of Recycled-TiC Reinforced AlZnMgCu Powder Metallurgy Composites

 ,
,  , and
, and 
Abstract
:
1. Introduction
2. Experimental Procedure
2.1. Recovery of TiC
2.2. Blending, Compaction, and Sintering
2.3. Metallography and Density
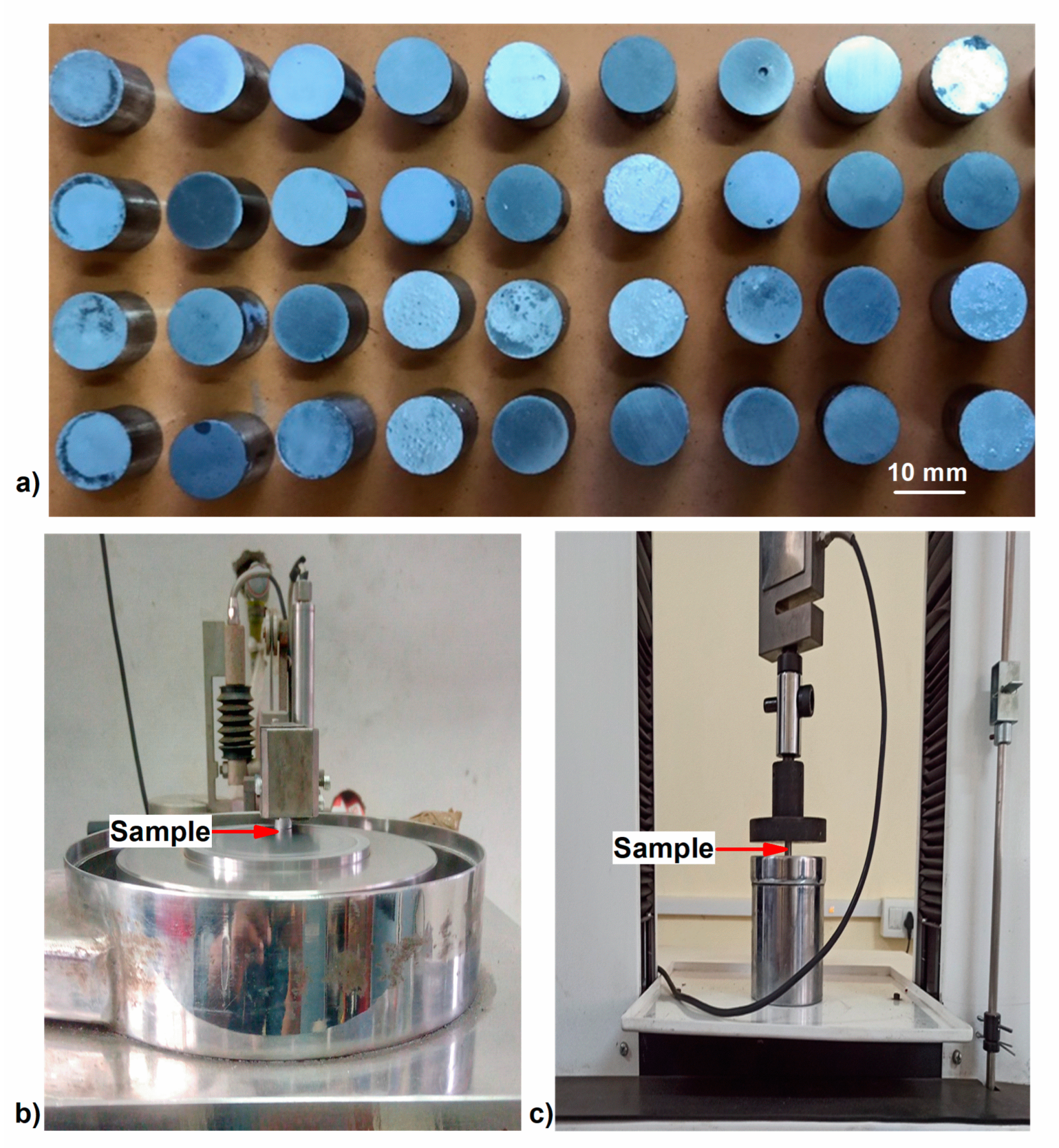
2.4. Hardness, Compression, and Wear Test
2.5. Corrosion Test
3. Result and Discussion
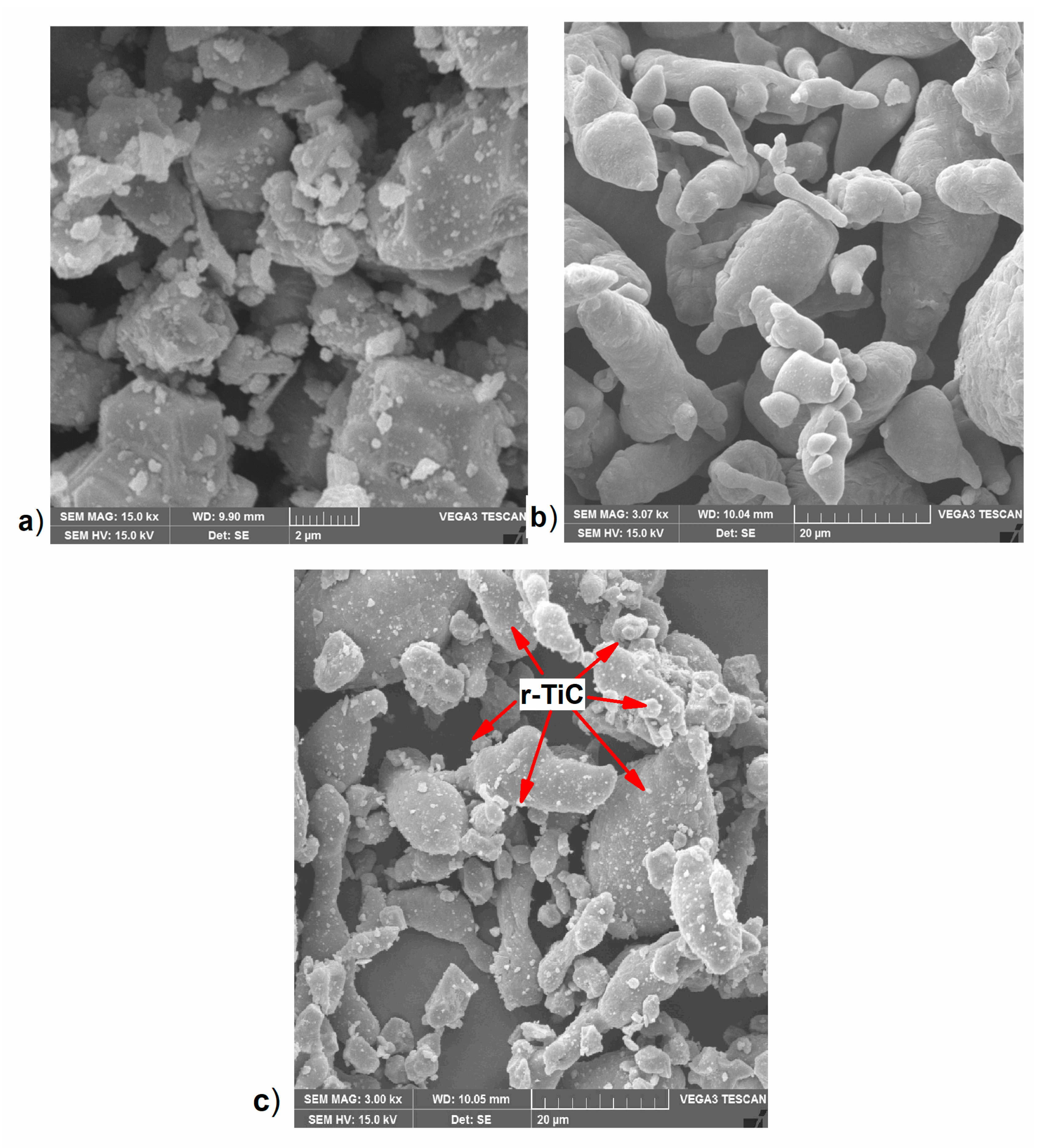
3.1. Metallurgical Characterization of the Extracted r-TiC
3.2. Characterization of the Composite
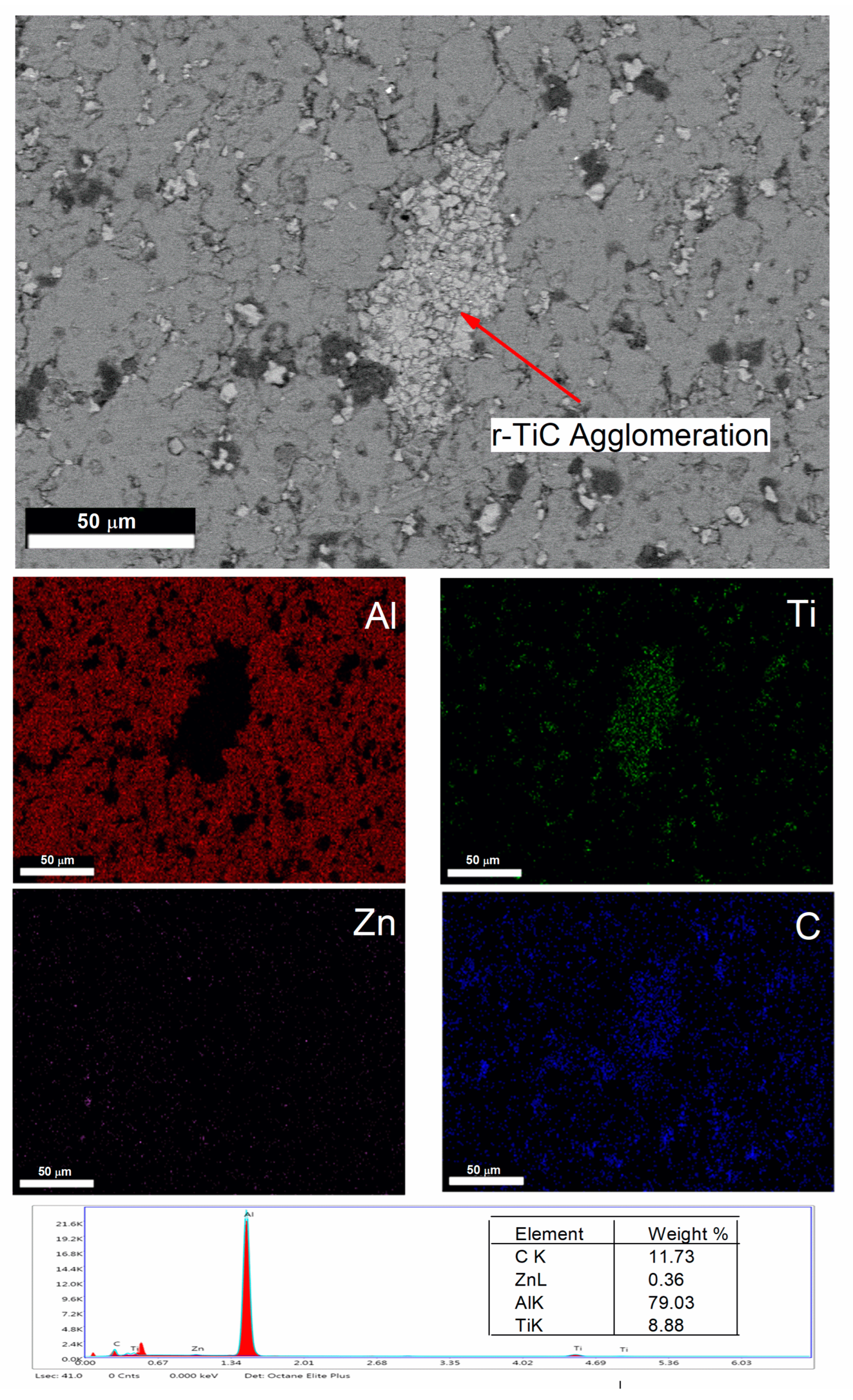
3.2.1. Metallographic Analysis
3.2.2. Density and Porosity
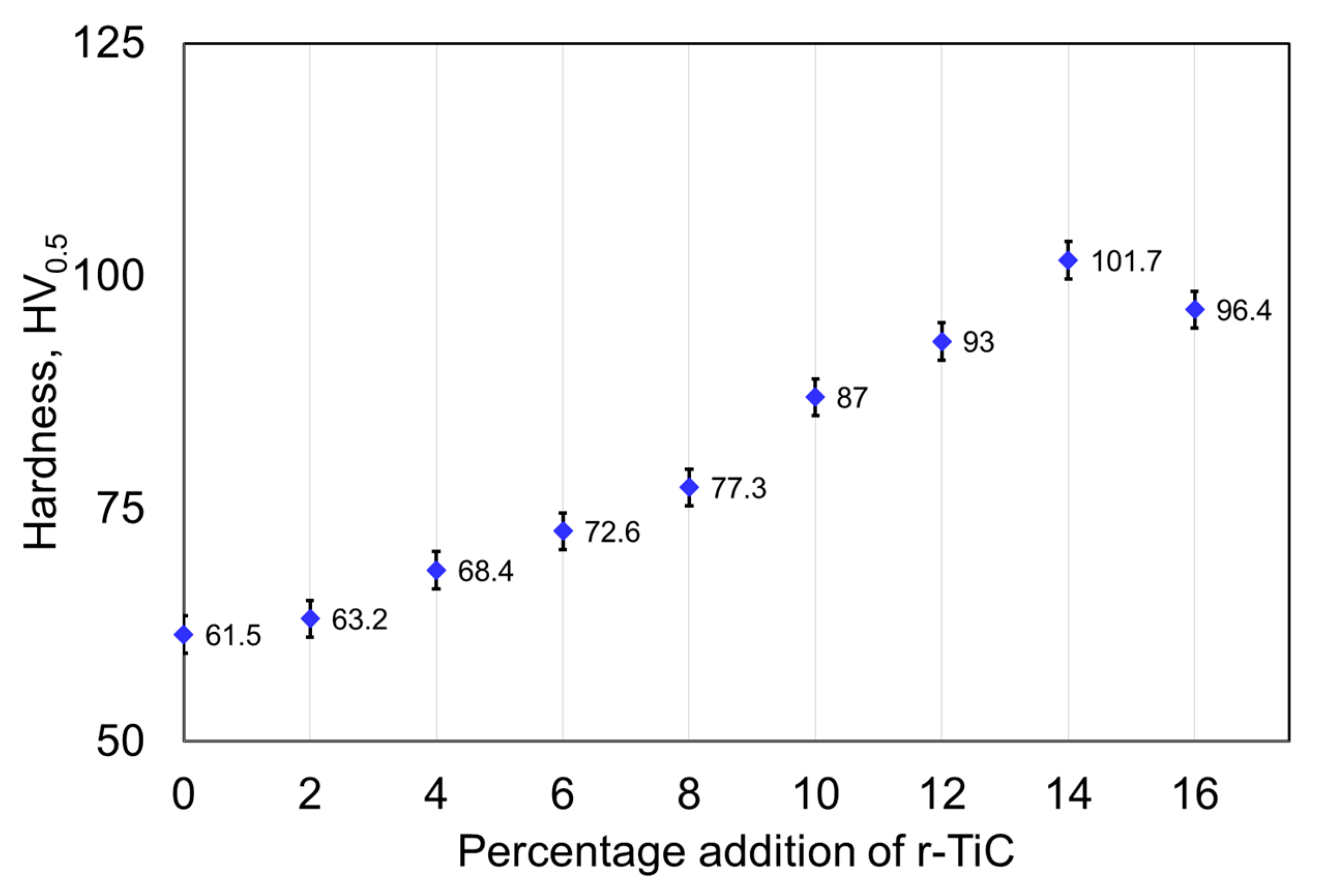
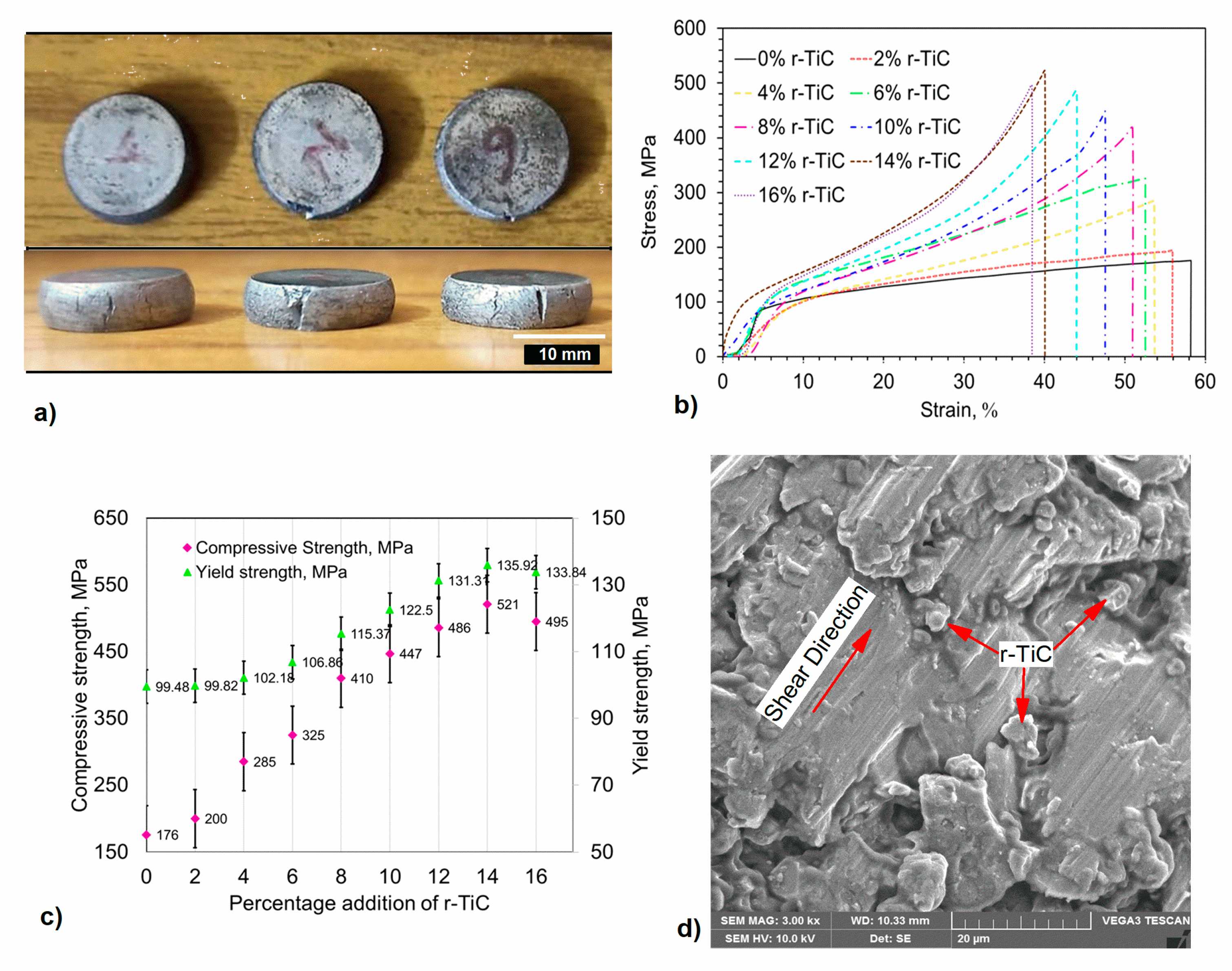
3.2.3. Hardness and Compressive Strength
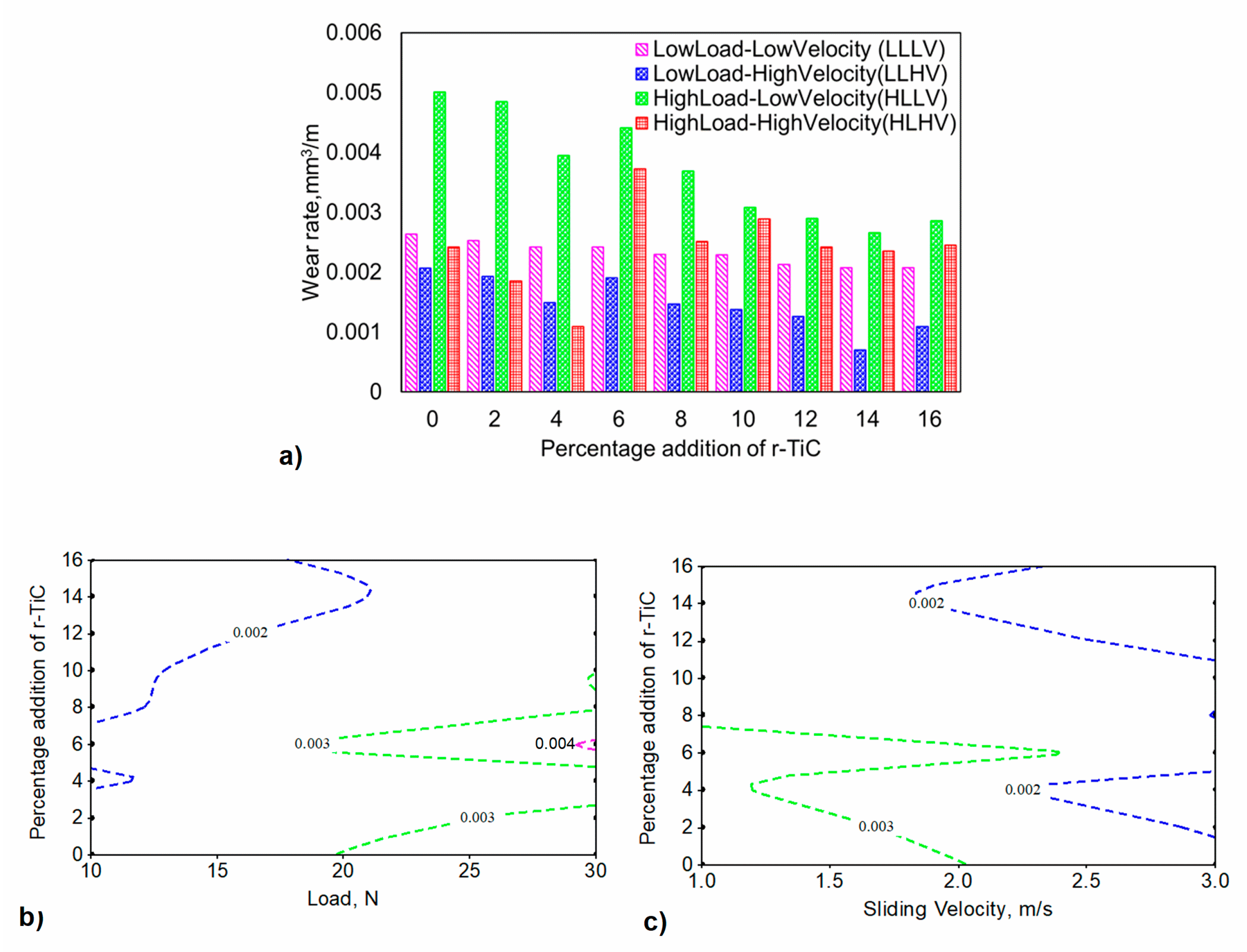
3.2.4. Wear Analysis
3.2.5. Friction Analysis
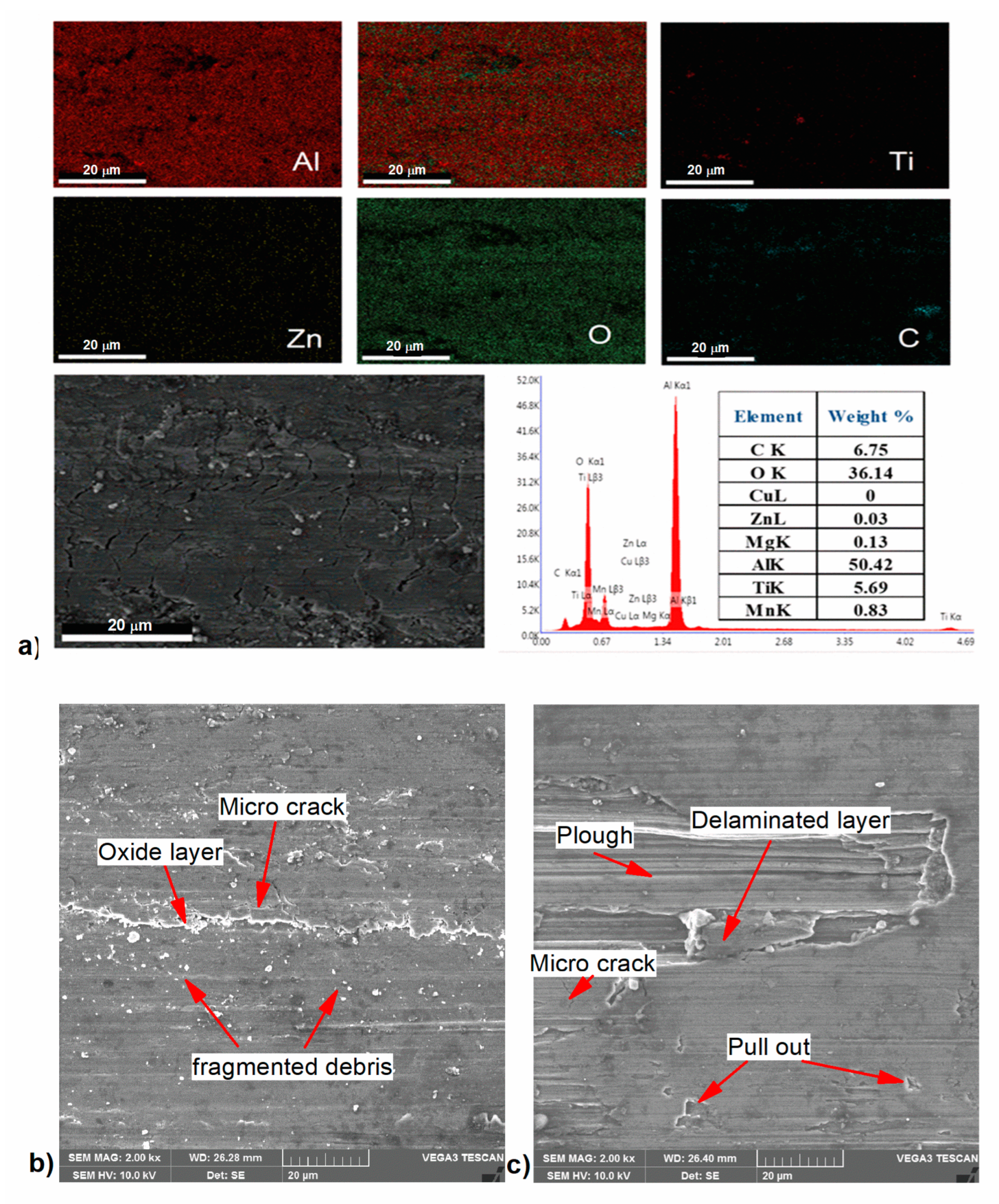
3.2.6. Wear Mechanisms
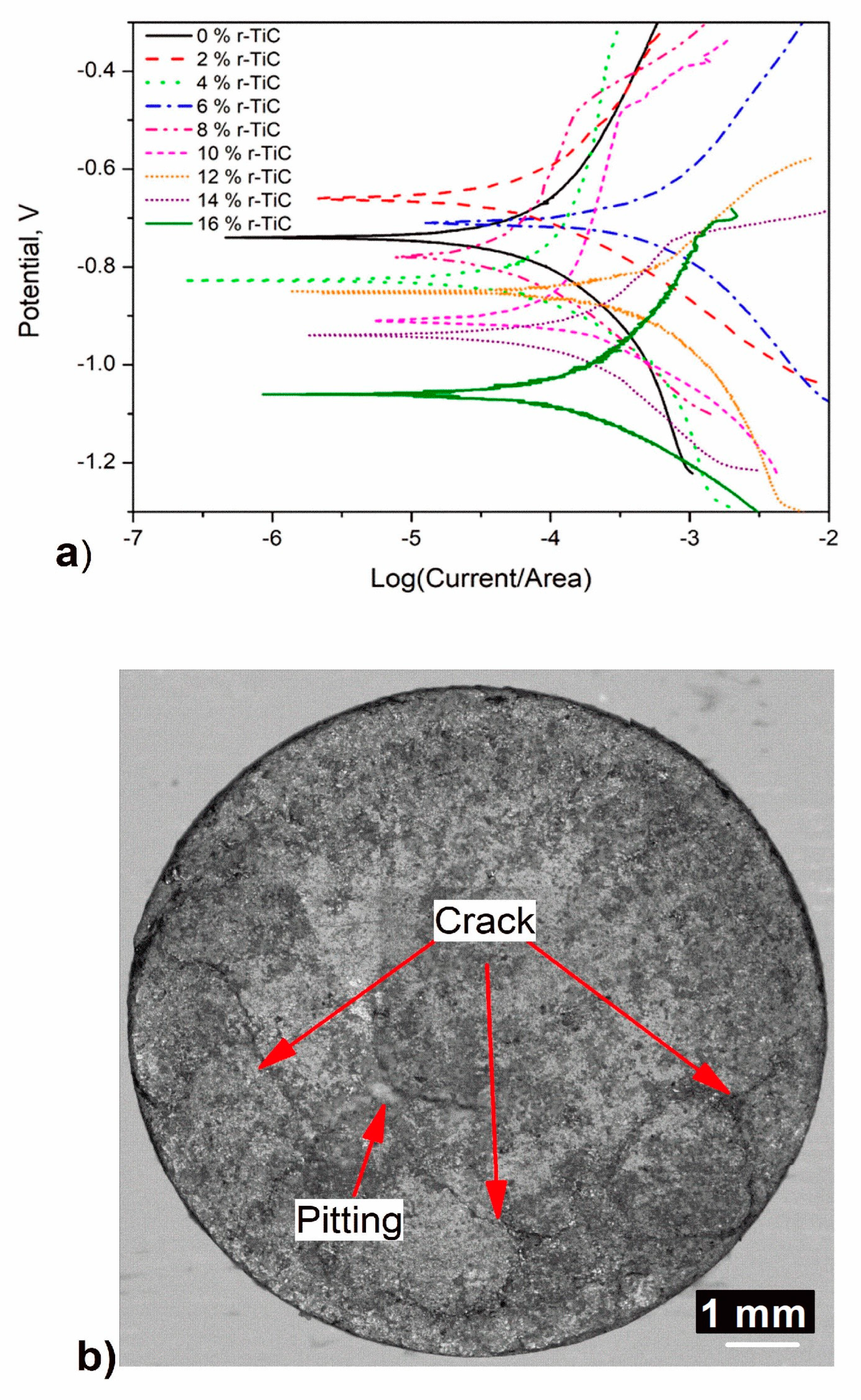
3.2.7. Corrosion Analysis
4. Conclusions
Future Scope
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tejonadha Babu, K.; Muthukumaran, S.; Sathiya, C.; Narayanan, C.S.; Bharat Kumar, C.H. Analysis and characterization of forming behavior on dissimilar joints of AA5052-O to AA6061-T6 using underwater friction stir welding. Surf. Rev. Lett. 2020, 27, 1950121. [Google Scholar] [CrossRef]
- Du, S.; Zhang, S.; Wang, J.; Wang, M.; Lv, Z.; Xu, Z.; Ma, L.; Liu, C.; Wang, J.; Liu, J.; et al. Sustainable recycling of aluminum scraps to recycled aerospace-grade 7075 aluminum alloy sheets. Sustain. Mater. Technol. 2024, 41, e01100. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Luo, B.; Wang, Q.; Attarilar, S. Enhanced Multifaceted Properties of Nanoscale Metallic Multilayer Composites. Materials 2024, 17, 4004. [Google Scholar] [CrossRef]
- Ramam, R.S.; Pujari, S.; Chigilipalli, B.K.; Naik, B.D.; Kottala, R.K.; Kantumuchu, V.C. Fabrication and optimization of acoustic properties of natural fiber reinforced composites. Int. J. Interact. Des. Manuf. 2023, 18, 3681–3689. [Google Scholar] [CrossRef]
- Kocharla, R.P.B.; Bandlamudi, R.K.; Mirza, A.A.; Kolli, M.; Shanmugam, R.; Cheepu, M. Investigation on the Mechanical and Thermal Properties of Jute/Carbon Fiber Hybrid Composites with the Inclusion of Crab Shell Powder. J. Compos. Sci. 2024, 8, 296. [Google Scholar] [CrossRef]
- Khan, M.M.; Nisar, M. Effect of in situ TiC reinforcement and applied load on the high-stress abrasive wear behaviour of zinc–aluminum alloy. Wear 2022, 488, 204082. [Google Scholar] [CrossRef]
- Lee, D.J.; Park, J.H.; Kang, M.C. Optimization of TiC Content during Fabrication and Mechanical Properties of Ni-Ti-Al/TiC Composites Using Mixture Designs. Materials 2018, 11, 1133. [Google Scholar] [CrossRef]
- Dong, B.X.; Yang, H.Y.; Qiu, F.; Li, Q.; Shu, S.L.; Zhang, B.Q.; Jiang, Q.C. Design of TiCx nanoparticles and their morphology manipulating mechanisms by stoichiometric ratios: Experiment and first-principal calculation. Mater. Des. 2019, 181, 107951. [Google Scholar] [CrossRef]
- Onal, M.A.R.; Riano, S.; Binnemans, K. Alkali baking and solvometallurgical leaching of NdFeB magnets. Hydrometallurgy 2020, 191, 105213. [Google Scholar] [CrossRef]
- Zante, G.; Boltoeva, M. Review on hydrometallurgical recovery of metals with deep eutectic solvents. Sustain. Chem. 2020, 1, 238–255. [Google Scholar] [CrossRef]
- Mohr, A.; Röttger, A.; Theisen, W. Wear Resistant Materials Containing Recycled TiC. Int. Conf. Stone Concr. Mach. 2015, 1, 281–290. [Google Scholar]
- Mohr, A.; Rottger, A.; Theisen, W. Characterization of Recycled TiC and Its Influence on the Microstructural, Tribological, and Corrosion Properties of a TiC-Reinforced Metal Matrix Composites. J. Compos. Mater. 2017, 51, 3611–3621. [Google Scholar] [CrossRef]
- Sun, N.; Wang, Z.; Guo, L.; Wang, L.; Guo, Z. Efficient Separation of Reinforcements and Matrix Alloy from Aluminum Matrix Composites by Supergravity Technology. J. Alloys Compd. 2020, 843, 155814. [Google Scholar] [CrossRef]
- Mourad, A.H.I.; Christy, J.V.; Krishnan, P.K.; Mozumder, M.S. Production of novel recycled hybrid metal matrix composites using optimized stir squeeze casting technique. J. Manuf. Process. 2023, 88, 45–58. [Google Scholar] [CrossRef]
- Sankhla, A.M.; Patel, K.M.; Makhesana, M.A.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S.; Khanna, N. Effect of Mixing Method and Particle Size on Hardness and Compressive Strength of Aluminium Based Metal Matrix Composite Prepared through Powder Metallurgy Route. J. Mater. Res. Technol. 2022, 18, 282–292. [Google Scholar] [CrossRef]
- Saravanan, C.; Subramanian, K.; Anandakrishnan, V.; Sathish, S. Tribological Behavior of AA7075-TiC Composites by Powder Metallurgy. Ind. Lubr. Tribol. 2018, 70, 1066–1071. [Google Scholar]
- Kosaraju, S.; Aziz, M.A.; Yadav, V.P.K.; Shiva, B.; Kolli, M.; Cheepu, M. Taguchi optimization of friction stir process parameters for enhancing joint strength of AA8011 reinforced with SiC nano particles. Int. J. Interact. Des. Manuf. 2024, 1–12. [Google Scholar] [CrossRef]
- Morampudi, P.; Venkata Ramana, V.S.N.; Prasad, C.; Sri RamVikas, K.; Rahul, R. Physical, Mechanical and Corrosion Properties of Al6061/ZrB2 Metal Matrix Nano Composites via Powder Metallurgy Process. Mater. Today Proc. 2022, 59, 1708–1713. [Google Scholar] [CrossRef]
- Raabe, D.; Ponge, D.; Uggowitzer, P.J.; Roscher, M.; Paolantonio, M.; Liu, C.; Pogatscher, S. Making sustainable aluminum by recycling scrap: The science of dirty alloys. Prog. Mater. Sci. 2022, 128, 100947. [Google Scholar]
- Manohar, G.; Pandey, K.M.; Maity, S.R. Effect of Microwave Sintering on the Microstructure and Mechanical Properties of AA7075/B4C/ZrC Hybrid Nano Composite Fabricated by Powder Metallurgy Techniques. Ceram. Int. 2021, 47, 32610–32618. [Google Scholar] [CrossRef]
- Maleki, K.; Alizadeh, A.; Hajizamani, M. Compressive Strength and Wear Properties of SiC/Al6061 Composites Reinforced with High Contents of SiC Fabricated by Pressure-Assisted Infiltration. Ceram. Int. 2021, 47, 2406–2413. [Google Scholar] [CrossRef]
- Golla, C.B.; Babar Pasha, M.; Rao, R.N.; Ismail, S.; Gupta, M. Influence of TiC particles on mechanical and tribological characteristics of advanced aluminium matrix composites fabricated through ultrasonic-assisted stir casting. Crystals 2023, 13, 1360. [Google Scholar] [CrossRef]
- Chigilipalli, B.K.; Veeramani, A. Investigations on dry sliding wear behavior of a wire arc additively manufactured nickel-based superalloy. Tribol. T. 2022, 65, 912–923. [Google Scholar] [CrossRef]
- Nallusamy, M.; Sundaram, S.; Kalaiselvan, K. Fabrication, characterization and analysis of improvements in mechanical properties of AA7075/ZrB2 in-situ composites. Measurement 2019, 136, 356–366. [Google Scholar] [CrossRef]
- Samuel, M. Reinforcement of recycled aluminum-alloy scrap with Saffil ceramic fibers. J. Mater. Process. Technol. 2003, 142, 295–306. [Google Scholar] [CrossRef]
- Baskaran, S.; Anandakrishnan, V.; Duraiselvam, M. Investigations on Dry Sliding Wear Behavior of in Situ Casted AA7075-TiC Metal Matrix Composites by Using Taguchi Technique. Mater. Des. 2014, 60, 184–192. [Google Scholar] [CrossRef]
- Wang, W.; Heydari Vini, M.; Daneshmand, S. Mechanical and wear properties of Al/TiC composites fabricated via combined compo-casting and APB process. Crystals 2022, 12, 1440. [Google Scholar] [CrossRef]
- Keerthivasan, N.; Anandakrishnan, V. Effect of recycled TiC addition in the compaction and sintering behavior of Al-Mg-Cu-Zn+ r-TiC powder metallurgy composites. Part. Sci. Technol. 2023, 41, 392–401. [Google Scholar] [CrossRef]
- Manohar, G.; Pandey, K.M.; Maity, S.R. Effect of Sintering Mechanisms on Mechanical Properties of AA7075/B4C Composite Fabricated by Powder Metallurgy Techniques. Ceram. Int. 2021, 47, 15147–15154. [Google Scholar] [CrossRef]
- ASTM E3-11; Standard Guide for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM E9; Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM G102-89; Standard Practice for Calculation of Corrosion Rates and Related Information from Electrochemical Measurements. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM G5–14; Standard Reference Test Method for Making Potentiodynamic Anodic Polarization Measurements. ASTM International: West Conshohocken, PA, USA, 2021; Volume 14, pp. 1–8.
- Bodukuri, A.K.; Eswaraiah, K.; Rajendar, K.; Sampath, V. Fabrication of Al–SiC–B4C Metal Matrix Composite by Powder Metallurgy Technique and Evaluating Mechanical Properties. Perspect. Sci. 2016, 8, 428–431. [Google Scholar] [CrossRef]
- Chinnaiyan, S.; Karuppazhagi, K.; Veeramani, A.; Shanmugam, S. Synthesis and forming behaviour of AA7075-TiC powder-metallurgy composites. Mater. Technol. 2018, 52, 809–812. [Google Scholar]
- Reddy, M.P.; Shakoor, R.A.; Parande, G.; Manakari, V.; Ubaid, F.; Mohamed, A.M.A.; Gupta, M. Enhanced Performance of Nano-Sized SiC Reinforced Al Metal Matrix Nanocomposites Synthesized through Microwave Sintering and Hot Extrusion Techniques. Prog. Nat. Sci. Mater. Int. 2017, 27, 606–614. [Google Scholar] [CrossRef]
- Stalin, B.; Ravichandran, M.; Karthick, A.; Meignanamoorthy, M.; Sudha, G.T.; Karunakaran, S.; Bharani, M. Investigations on Microstructure, Mechanical, Thermal, and Tribological Behavior of Cu-MWCNT Composites Processed by Powder Metallurgy. J. Nanomater. 2021, 1, 15. [Google Scholar] [CrossRef]
- Kumar, V.M.; Venkatesh, C.V. Evaluation of Microstructure, Physical and Mechanical Properties of Al 7079-AlN Metal Matrix Composites. Mater. Res. Express 2019, 6, 126503. [Google Scholar] [CrossRef]
- Kulkarni, H.; Dabhade, V.V.; Blais, C. Analysis of machining green compacts of a sinter-hardenable powder metallurgy steel: A perspective of material removal mechanism. CIRP J Manuf. Sci. Tec. 2023, 41, 430–445. [Google Scholar] [CrossRef]
- Guler, O.; Bagci, N. A Short Review on Mechanical Properties of Graphene Reinforced Metal Matrix Composites. J. Mater. Res. Technol. 2020, 9, 6808–6833. [Google Scholar] [CrossRef]
- Avcu, E. The Influences of ECAP on the Dry Sliding Wear Behaviour of AA7075 Aluminium Alloy. Tribol. Int. 2017, 110, 173–184. [Google Scholar] [CrossRef]
- Girish, G.; Anandakrishnan, V. A Study on the Microstructure, Hardness, and Tribological Behavior of Aluminum-Based Metal–Matrix Composite Fabricated through Recursive Friction Stir Processing. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 671–683. [Google Scholar] [CrossRef]
- Girish, G.; Anandakrishnan, V. Optimization of Dry Sliding Wear Parameters of Recursive Friction Stir Processed Aluminium 7075 Alloy. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 1222–1231. [Google Scholar] [CrossRef]
- Shivaramu, H.T.; Umashankar, K.S. Dry Sliding Wear Behaviour of Multi Walled Carbon Nanotubes Reinforced Aluminium Composites Produced by Powder Metallurgy Technique. Mater. Res. Express 2019, 6, 1150d7. [Google Scholar]
- Shrivastava, V.; Singh, P.; Gupta, G.K.; Srivastava, S.K.; Singh, I.B. Synergistic Effect of Heat Treatment and Reinforcement Content on the Microstructure and Corrosion Behavior of Al-7075 Alloy Based Nanocomposites. J. Alloys Compd. 2021, 857, 157590. [Google Scholar] [CrossRef]
- Aydin, F.; Sun, Y.; Emre Turan, M. Influence of TiC Content on Mechanical, Wear and Corrosion Properties of Hot-Pressed AZ91/TiC Composites. J. Compos. Mater. 2020, 54, 141–152. [Google Scholar] [CrossRef]
- Anbuchezhiyan, G.; Mohan, B.; Senthilkumar, N.; Pugazhenthi, R. Synthesis and Characterization of Silicon Nitride Reinforced Al–Mg–Zn Alloy Composites. Met. Mater. Int. 2021, 27, 3058–3069. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Percentage Reinforcement of r-TiC (wt. %) | Potential, Ecorr (V vs. SCE) | Current Density, Icorr (µA/cm2) | Corrosion Rate, mpy |
|---|---|---|---|---|
| 1 | 0 | −0.740 ± 0.02 | 1.25 ± 0.10 | 0.6119 ± 0.02 |
| 2 | 2 | −0.660 ± 0.01 | 1.02 ± 0.09 | 0.5108 ± 0.01 |
| 3 | 4 | −0.870 ± 0.03 | 4.25 ± 0.18 | 2.0330 ± 0.09 |
| 4 | 6 | −0.710 ± 0.02 | 3.98 ± 0.15 | 2.0386 ± 0.09 |
| 5 | 8 | −0.780 ± 0.02 | 12.5 ± 0.25 | 6.5469 ± 0.12 |
| 6 | 10 | −0.910 ± 0.03 | 29.9 ± 0.42 | 13.9730 ± 0.19 |
| 7 | 12 | −0.850 ± 0.03 | 39.0 ± 0.45 | 20.8811 ± 0.24 |
| 8 | 14 | −0.940 ± 0.04 | 67.3 ± 0.52 | 36.8260 ± 0.45 |
| 9 | 16 | −1.060 ± 0.04 | 102.0 ± 1.25 | 57.0276 ± 0.54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Navaneethakrishnan, K.; Veeramani, A.; Chigilipalli, B.K.; Cheepu, M. Synthesis and Characterization of Recycled-TiC Reinforced AlZnMgCu Powder Metallurgy Composites. Materials 2024, 17, 4773. https://doi.org/10.3390/ma17194773
Navaneethakrishnan K, Veeramani A, Chigilipalli BK, Cheepu M. Synthesis and Characterization of Recycled-TiC Reinforced AlZnMgCu Powder Metallurgy Composites. Materials. 2024; 17(19):4773. https://doi.org/10.3390/ma17194773
Chicago/Turabian StyleNavaneethakrishnan, Keerthivasan, Anandakrishnan Veeramani, Bharat Kumar Chigilipalli, and Muralimohan Cheepu. 2024. "Synthesis and Characterization of Recycled-TiC Reinforced AlZnMgCu Powder Metallurgy Composites" Materials 17, no. 19: 4773. https://doi.org/10.3390/ma17194773