Time-Dependent Evolution of Al–Al4C3 Composite Microstructure and Hardness during the Sintering Process


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructural Analysis
3.2. Hardness Analysis
4. Discussion
5. Conclusions
- -
- The strengthening effect, as determined from the CMWP and Taylor equations for the green state samples:
- -
- The strengthening effect for samples sintered for 2, 4, and 6 h was evaluated using the CMWP and Taylor equations:
- -
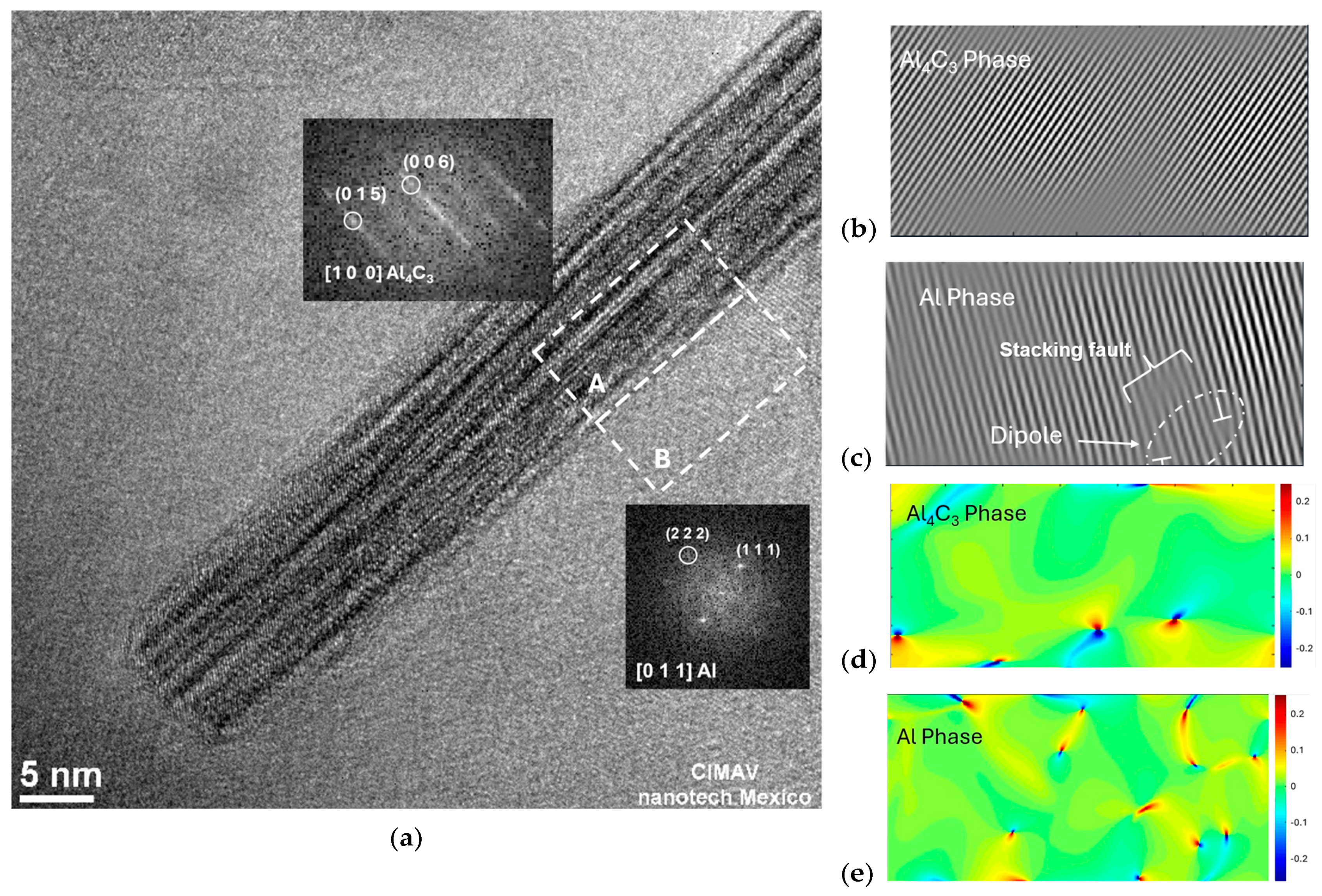
- HRTEM analysis combined with geometric phase analysis (GPA):
- -
- Microstructural parameters determined from CMWP program:
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pan, S.; Wang, T.; Jin, K.; Cai, X. Understanding and designing metal matrix nanocomposites with high electrical conductivity: A review. J. Mater. Sci. 2022, 57, 6487–6523. [Google Scholar] [CrossRef]
- Saboori, A.; Moheimani, S.K.; Dadkhah, M.; Pavese, M.; Badini, C.; Fino, P. An Overview of Key Challenges in the Fabrication of Metal Matrix Nanocomposites Reinforced by Graphene Nanoplatelets. Metals 2018, 8, 172. [Google Scholar] [CrossRef]
- Rohatgi, P.K.; M., A.D.; Schultz, B.F.; Ferguson, J.B. Synthesis and Properties of Metal Matrix Nanocomposites (MMNCS), Syntactic Foams, Self Lubricating and Self-Healing Metals. In Proceedings of the 8th Pacific Rim International Congress on Advanced Materials and Processing; Marquis, F., Ed.; Springer: Cham, Switzerland, 2013. [Google Scholar] [CrossRef]
- Patro, L. Role of mechanical milling on the synthesis and ionic transport properties of fast fluoride ion conducting materials. J. Solid State Electrochem. 2020, 24, 2219–2232. [Google Scholar] [CrossRef]
- Sambathkumar, M.; Gukendran, R.; Mohanraj, T.; Karupannasamy, D.K.; Natarajan, N.; Christopher, D.S. A Systematic Review on the Mechanical, Tribological, and Corrosion Properties of Al 7075 Metal Matrix Composites Fabricated through Stir Casting Process. Adv. Mater. Sci. Eng. 2023, 2023, 5442809. [Google Scholar] [CrossRef]
- Anuar, N.F.B.W.; Salleh, M.S.; Omar, M.Z.; Zamri, W.F.H.W.; Ali, A.M.; Samat, S. Wear properties of graphene-reinforced aluminium metal matrix composite: A review. Rev. Adv. Mater. Sci. 2023, 62, 20220326. [Google Scholar] [CrossRef]
- Velgosová, O.; Besterci, M.; Balloková, B. Influence of Al4C3 nanophase on structural stability and mechanical properties of Al-Al4C3 composites after thermal exposure. Metall. Res. Technol. 2018, 115, 606. [Google Scholar] [CrossRef]
- Zhou, W.; Zhou, Z.; Kubota, K.; Ono, H.; Nomura, N.; Kawasaki, A. Design of high-performance Al4C3/Al matrix composites for electric conductor. Mater. Sci. Eng. A 2020, 798, 140331. [Google Scholar] [CrossRef]
- Hernández, F.R.; Calderon, H. Nanostructured Al/Al4C3 composites reinforced with graphite or fullerene and manufactured by mechanical milling and spark plasma sintering. Mater. Chem. Phys. 2012, 132, 815–822. [Google Scholar] [CrossRef]
- Kulkov, S.N.; Vorozhtsov, S.A. Structure and mechanical behavior of Al–Al4C3 composites. Russ. Phys. J. 2011, 53, 1153–1157. [Google Scholar] [CrossRef]
- Vorozhtsov, S.; Vorozhtsov, A.; Kulkov, S. The structure, phase composition and mechanical properties of hot metal matrix nanocomposites Al-Al4C3. TMS Light Metals 2014, 2014, 1431–1435. [Google Scholar] [CrossRef]
- Zhang, Z.; Ódor, É.; Farkas, D.; Jóni, B.; Ribárik, G.; Tichy, G.; Nandam, S.-H.; Ivanisenko, J.; Preuss, M.; Ungár, T. Dislocations in Grain Boundary Regions: The Origin of Heterogeneous Microstrains in Nanocrystalline Materials. Met. Mater. Trans. A 2020, 51, 513–530. [Google Scholar] [CrossRef]
- Pinate, S.; Ghassemali, E.; Zanella, C. Strengthening mechanisms and wear behavior of electrodeposited Ni–SiC nanocomposite coatings. J. Mater. Sci. 2022, 57, 16632–16648. [Google Scholar] [CrossRef]
- Ståhlkrantz, A.; Hedström, P.; Sarius, N.; Borgenstam, A. Influence of Austempering Conditions on Hardness and Microstructure of Bainite in Low-Alloyed Steel. Met. Mater. Trans. A 2024, 55, 209–217. [Google Scholar] [CrossRef]
- Ribárik, G.; Jóni, B.; Ungár, T. The Convolutional Multiple Whole Profile (CMWP) Fitting Method, a Global Optimization Procedure for Microstructure Determination. Crystals 2020, 10, 623. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef]
- Borbély, A.; Dragomir-Cernatescu, J.; Ribárik, G.; Ungár, T. Computer program ANIZC for the calculation of diffraction contrast factors of dislocations in elastically anisotropic cubic, hexagonal and trigonal crystals. J. Appl. Crystallogr. 2003, 36, 160–162. [Google Scholar] [CrossRef]
- Wilkens, M. The determination of density and distribution of dislocations in deformed single crystals from broadened X-ray diffraction profiles. Phys. Status Solidi 1970, 2, 359–370. [Google Scholar] [CrossRef]
- Santos-Beltrán, A.; Goytia-Reyes, R.; Morales-Rodriguez, H.; Gallegos-Orozco, V.; Santos-Beltrán, M.; Baldenebro-Lopez, F.; Martínez-Sánchez, R. Characterization of Al–Al4C3 nanocomposites produced by mechanical milling. Mater. Charact. 2015, 106, 368–374. [Google Scholar] [CrossRef]
- Klinger, M. CrysTBox—Crystallographic Toolbox; Institute of Physics of the Czech Academy of Sciences: Prague, Czechia, 2015; ISBN 978-80-905962-3-8. Available online: http://www.fzu.cz/~klinger/crystbox.pdf (accessed on 26 June 2023).
- Hÿtch, M.; Snoeck, E.; Kilaas, R. Quantitative measurement of displacement and strain fields from HREM micrographs. Ultramicroscopy 1998, 74, 131–146. [Google Scholar] [CrossRef]
- Ungár, T.; Gubicza, J.; Ribárik, G.; Borbély, A. Crystallite size distribution and dislocation structure determined by diffraction profile analysis: Principles and practical application to cubic and hexagonal crystals. J. Appl. Crystallogr. 2001, 34, 298–310. [Google Scholar] [CrossRef]
- Cahn, R.W.; Haasen, P.; Argon, A.S. Physical metallurgy. In Mechanical Properties of Single-Phase Crystalline Media, Deformation at Low Temperature, 4th ed.; Elsevier Science B.V.: Amsterdam, The Netherlands, 1996; pp. 1878–1955. [Google Scholar]
- Orozco, V.G.; Beltrán, A.S.; Beltrán, M.S.; Prieto, H.M.; Orozco, C.G.; Guel, I.E. Effect on Microstructure and Hardness of Reinforcement in Al–Cu with Al4C3 Nanocomposites. Metals 2021, 11, 1203. [Google Scholar] [CrossRef]
- Feijoo, I.; Pena, G.; Cristóbal, M.J.; Cabeza, M.; Rey, P. Effect of Carbon Nanotube Content and Mechanical Milling Conditions on the Manufacture of AA7075/MWCNT Composites. Metals 2022, 12, 1020. [Google Scholar] [CrossRef]
- Lee, W.-R.; Kim, M.G.; Choi, J.-R.; Park, J.-I.; Ko, S.J.; Oh, S.J.; Cheon, J. Redox−Transmetalation Process as a Generalized Synthetic Strategy for Core−Shell Magnetic Nanoparticles. J. Am. Chem. Soc. 2005, 127, 16090–16097. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Lopez, H.; Kongshaug, D.; Schultz, B.; Rohatgi, P. Revised Orowan Strengthening: Effective Interparticle Spacing and Strain Field Considerations. Met. Mater. Trans. A 2012, 43, 2110–2115. [Google Scholar] [CrossRef]
- Kim, J.; Ghaffarian, H.; Kang, K. The lattice dislocation trapping mechanism at the ferrite/cementite interface in the Isaichev orientation relationship. Sci. Rep. 2021, 11, 9324. [Google Scholar] [CrossRef] [PubMed]
- Charleston, J.; Agrawal, A.; Mirzaeifar, R. Effect of interface configuration on the mechanical properties and dislocation mechanisms in metal graphene composites. Comput. Mater. Sci. 2020, 178, 109621. [Google Scholar] [CrossRef]
- Jayaseelan, J.; Pazhani, A.; Michael, A.X.; Paulchamy, J.; Batako, A.; Guruswamy, P.K.H. Characterization Studies on Graphene-Aluminium Nano Composites for Aerospace Launch Vehicle External Fuel Tank Structural Application. Materials 2022, 15, 5907. [Google Scholar] [CrossRef]
- Hou, Y.N.; Yang, K.M.; Song, J.; Wang, H.; Liu, Y.; Fan, T.X. A crystal plasticity model for metal matrix composites considering thermal mismatch stress induced dislocations and twins. Sci. Rep. 2021, 11, 16053. [Google Scholar] [CrossRef]
- Wong, C.S.; Pramanik, A.; Basak, A.K. Residual stress generation in metal matrix composites after cooling. Mater. Sci. Technol. 2018, 34, 1388–1400. [Google Scholar] [CrossRef]
- Tochigi, E.; Nakamura, A.; Shibata, N.; Ikuhara, Y. Dislocation Structures in Low-Angle Grain Boundaries of α-Al2O3. Crystals 2018, 8, 133. [Google Scholar] [CrossRef]
- Föll, H.; Ast, D. TEM observations on grain boundaries in sintered silicon. Philos. Mag. A 1979, 40, 589–610. [Google Scholar] [CrossRef]
- Belov, A.; Scholz, R.; Scheerschmidt, K. Dissociation of screw dislocations in (001) low-angle twist boundaries: A source of the 30 o partial dislocations in silicon. Philos. Mag. Lett. 1999, 79, 531–538. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, M.P.; Da Yu, Y.; Skaret, P.C.; Roven, H.J. Microstructural Characterization of an Al-Mg-Si Aluminum Alloy Processed by Equal Channel Angular Pressing. Mater. Sci. Forum 2013, 745–746, 303–308. [Google Scholar] [CrossRef]
- Gilman, J.J. Influence of dislocation dipoles on physical properties. Discuss. Faraday Soc. 1964, 38, 123–137. [Google Scholar] [CrossRef]
- Cao, Y.; Zhu, P.; Yang, Y.; Shi, W.; Qiu, M.; Wang, H.; Xie, P. Dislocation Mechanism and Grain Refinement of Surface Modification of NV E690 Cladding Layer Induced by Laser Shock Peening. Materials 2022, 15, 7254. [Google Scholar] [CrossRef] [PubMed]
- Ni, K.; Wang, H.; Guo, Q.; Wang, Z.; Liu, W.; Huang, Y. The Construction of a Lattice Image and Dislocation Analysis in High-Resolution Characterizations Based on Diffraction Extinctions. Materials 2024, 17, 555. [Google Scholar] [CrossRef] [PubMed]
- Kroupa, F. Dislocation Dipoles and Dislocation Loops. J. Phys. Colloq. 1966, 27, C3-154–C3-167. [Google Scholar] [CrossRef]
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nomenclature | Al (wt.%) | Mix, Mixture Powder (wt.%) | Sintering Time (h) |
|---|---|---|---|
| Al-10 | 99 | 1 | 0 |
| Al-12 | 99 | 1 | 2 |
| Al-14 | 99 | 1 | 4 |
| A-16 | 99 | 1 | 6 |
| Al-20 | 98 | 2 | 0 |
| Al-22 | 98 | 2 | 2 |
| Al-24 | 98 | 2 | 4 |
| Al-26 | 98 | 2 | 6 |
| Composition | Dislocations ρ (1014 m−2) | <x>area (nm) | m (nm) | σ | q | M | Re (nm) |
|---|---|---|---|---|---|---|---|
| Al-10 | 28.6 | 55.3 | 41.1 | 0.34 | 1.41 | 0.44 | 8.26 |
| Al-12 | 4.7 | 172.5 | 21.0 | 0.91 | 1.56 | 0.44 | 20.33 |
| Al-14 | 2.9 | 154.0 | 36.1 | 0.76 | 1.11 | 0.34 | 20.02 |
| A1-16 | 1.8 | 184.3 | 55.0 | 0.69 | 1.58 | 1.37 | 102.38 |
| Al-20 | 17.1 | 48.6 | 40.2 | 0.27 | 1.10 | 0.76 | 18.34 |
| Al-22 | 4.6 | 139.2 | 34.2 | 0.75 | 1.55 | 0.31 | 14.50 |
| Al-24 | 4.16 | 199.3 | 53.7 | 0.72 | 1.03 | 0.34 | 16.81 |
| Al-26 | 3.87 | 271.8 | 101.5 | 0.62 | 1.29 | 0.38 | 19.72 |
| Sample | HL | HC | HD | HL + HC + HD | HP HEXP − (HL + HC + HD) | HEXP | Std Dev. |
|---|---|---|---|---|---|---|---|
| A1-10 | 29.4 | 23.6 | 79.6 | 132.6 | 4.03 | 129.2 | 24.4 |
| Al-12 | 25.3 | 7.5 | 32.4 | 65.2 | −0.02 | 224.3 | 8.7 |
| Al-14 | 25.3 | 8.4 | 25.5 | 59.2 | 2.6 | 115.8 | 12.3 |
| Al-16 | 25.3 | 7.1 | 19.9 | 52.3 | 57.1 | 115.3 | 25.7 |
| Al-20 | 29.4 | 26.8 | 61.6 | 117.8 | 44.3 | 143.8 | 7.8 |
| Al-22 | 25.3 | 9.3 | 32.1 | 66.7 | 21.5 | 297.7 | 2.0 |
| Al-24 | 25.3 | 6.5 | 30.4 | 62.2 | 43.3 | 165.3 | 3.4 |
| Al-26 | 25.3 | 4.8 | 29.3 | 59.4 | 55.3 | 109.1 | 23.2 |
| Composition | Tensile Strength σmax (Mpa) | Microhardness (VH) | Method | Refs. |
|---|---|---|---|---|
| Al-1/2 wt.% of Mix | ~224/~298 | MM and sintering | This work | |
| Al-4 wt.% of Al4C3 | ~295 | ~40.2 | MM and extrusion | [7] |
| Al-0.2/0.4 wt.% of Al4C3 | 166.2/183.1 | ~40/~45 | SPS and Hot extrusion | [8] |
| Al~7.5 wt.% of C and 7.5 wt.% of Fullerene | ~188/~292 | SPS and MM | [9] | |
| Al-5/10 wt.% of Al4C3 | ~190/300 | ~63 */~100 * | Hot pressing | [10] |
| Al-5/10 wt.% of C | 400/600 | ~130 */~200 * | Hot pressing | [11] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santos Beltrán, A.; Gallegos Orozco, V.; Santos Beltrán, M.; Medrano Prieto, H.; Estrada Guel, I.; Gallegos Orozco, C.; Martínez Sánchez, R. Time-Dependent Evolution of Al–Al4C3 Composite Microstructure and Hardness during the Sintering Process. Materials 2024, 17, 4818. https://doi.org/10.3390/ma17194818
Santos Beltrán A, Gallegos Orozco V, Santos Beltrán M, Medrano Prieto H, Estrada Guel I, Gallegos Orozco C, Martínez Sánchez R. Time-Dependent Evolution of Al–Al4C3 Composite Microstructure and Hardness during the Sintering Process. Materials. 2024; 17(19):4818. https://doi.org/10.3390/ma17194818
Chicago/Turabian StyleSantos Beltrán, Audel, Verónica Gallegos Orozco, Miriam Santos Beltrán, Hansel Medrano Prieto, Ivanovich Estrada Guel, Carmen Gallegos Orozco, and Roberto Martínez Sánchez. 2024. "Time-Dependent Evolution of Al–Al4C3 Composite Microstructure and Hardness during the Sintering Process" Materials 17, no. 19: 4818. https://doi.org/10.3390/ma17194818
APA StyleSantos Beltrán, A., Gallegos Orozco, V., Santos Beltrán, M., Medrano Prieto, H., Estrada Guel, I., Gallegos Orozco, C., & Martínez Sánchez, R. (2024). Time-Dependent Evolution of Al–Al4C3 Composite Microstructure and Hardness during the Sintering Process. Materials, 17(19), 4818. https://doi.org/10.3390/ma17194818