
Application of 3D Printing Technology in Furniture Construction



Abstract
:
1. Introduction
1.1. 3D Printing: An Opportunity to Prototype and Experiment with Different Structural Joints
1.2. Studies to Establish the Strength and Deformation Characteristics of 3D-Printed Joints
2. Materials and Methods
2.1. Material and Technology for Manufacturing 3D-Printed Connecting Elements
- -
- Temperature of ceramic plate (bed)—65 °C
- -
- XY positioning accuracy—6 µ
- -
- Z positioning accuracy—0.4 µ
- -
- Material used—PLA (Polylactic Acid)
- -
- Diameter of material used—1.75 mm
- -
- Nozzle temperature—210 °C
- -
- Nozzle diameter—0.4 mm
- -
- Layer height—0.25 mm
- -
- Speed of filling material application—70 mm/s
- -
- Printing speed of lower and upper layers—45 mm/s
- -
- Printing speed of outer part walls—30 mm/s
- -
- Printing speed of inner walls—40 mm/s
- -
- Cavity filling—20%
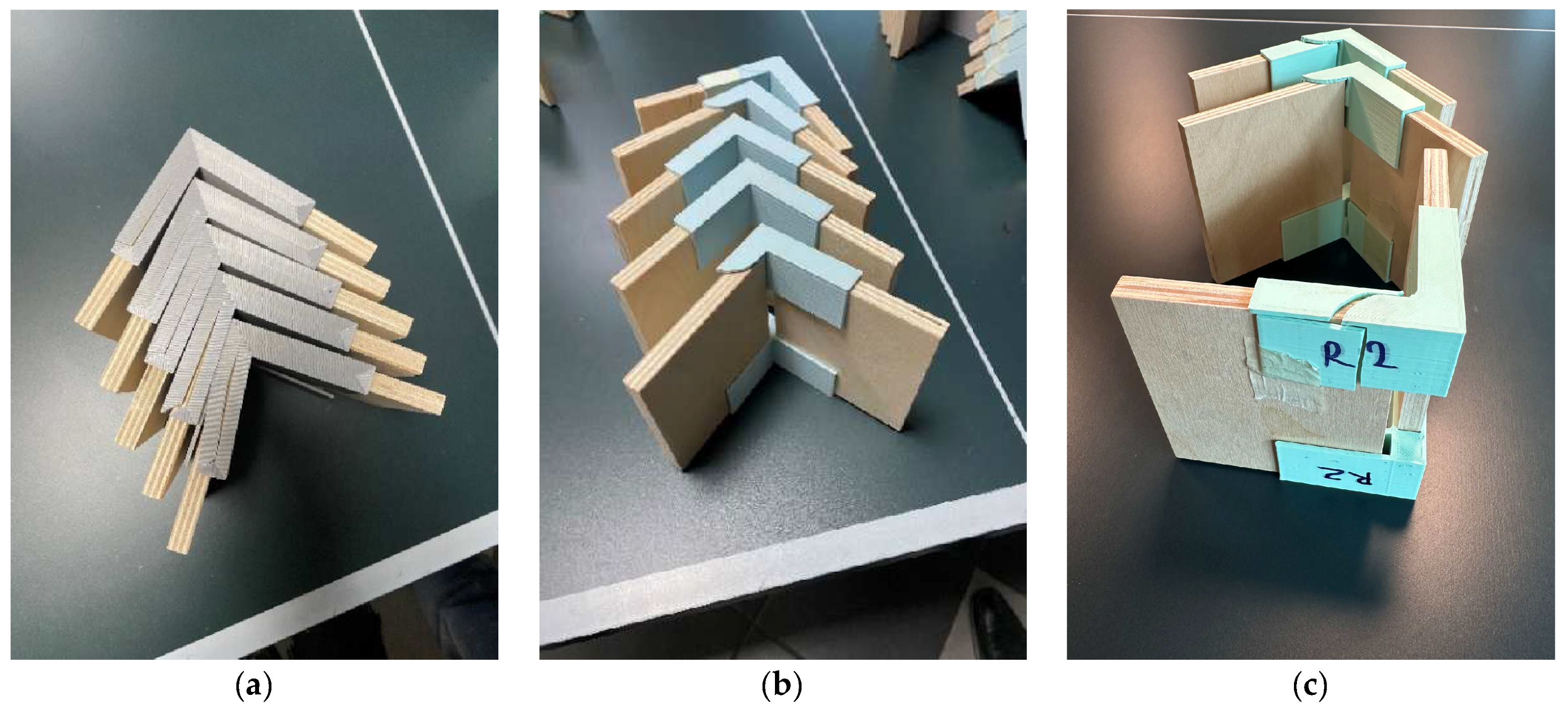
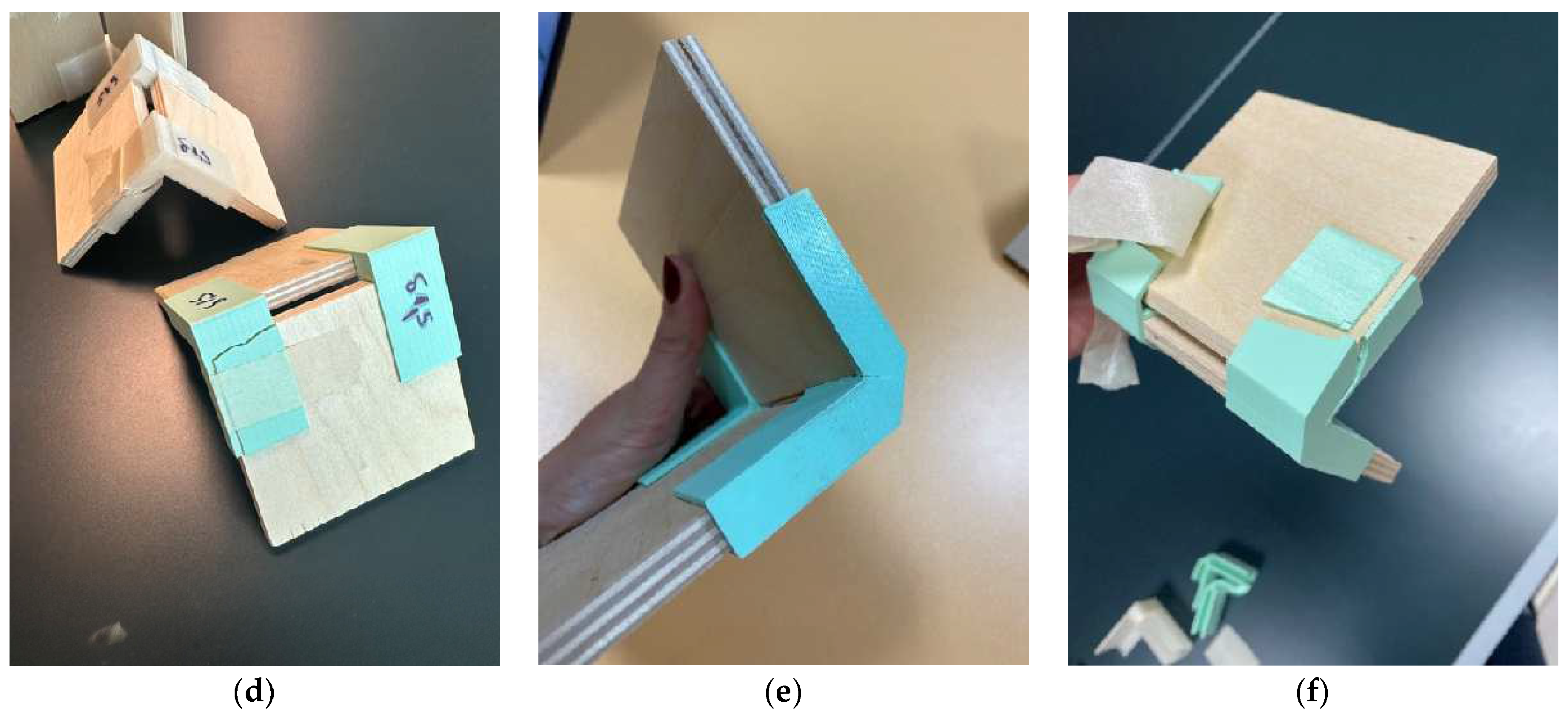
2.2. Design Concept of the Joints for Thin and Ultrathin Structural Elements Made by 3D Printing
2.3. Type and Dimensions of the Joints
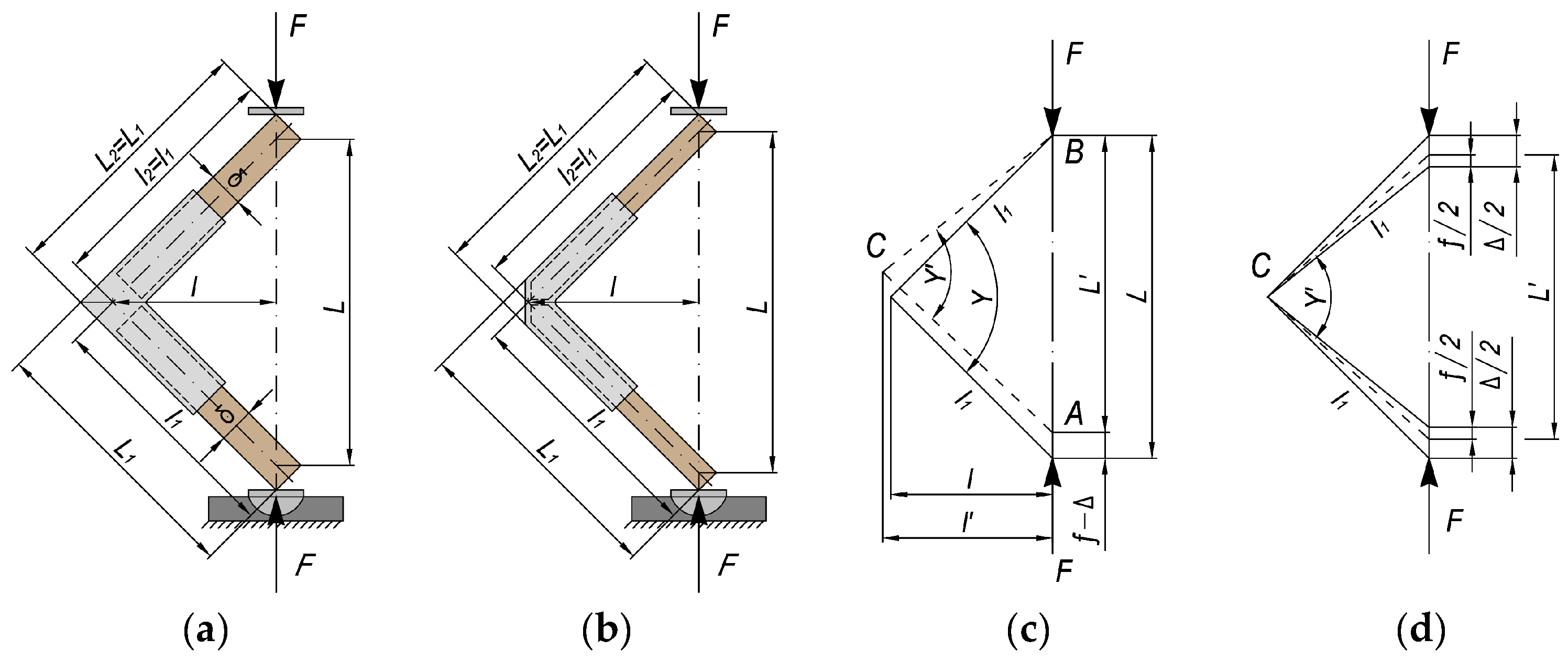
2.4. Test Methods
2.5. Statistical Processing
3. Results
3.1. Bending Moments of the Joints
3.2. Stiffness of the Joints
4. Discussion
5. Conclusions
- All 3D-printed connecting elements give the joints a very high bending strength when loaded in arm compression.
- The stiffness coefficients of joints with 3D-printed connecting elements are higher than those of conventional detachable mitre joints but lower than those of glued ones.
- The difference in the bending moment of the joints of 9 mm- and 12 mm-thick plywood with the exact parameters of the 3D-printed connecting elements was 19.7%, and in the stiffness coefficients it was 11.95%.
- The cross-filling of the hollow section of the connecting elements increases the joints’ strength and stiffness.
- Reducing the width of the connecting elements from 40 mm to 30 mm does not significantly affect the joints’ strength and stiffness coefficients.
- Reducing the wall thickness of the connecting elements from 2 to 1.5 mm reduces strength by almost 32% and stiffness coefficients by 42%.
- No significant difference was found in the strength and stiffness coefficients of joints where the inner radius between the arms of the connecting element was 1 or 2 mm.
6. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Felek, S.O. A New Era in Furniture Production: 3D Printer. In Proceedings of the VIth International Conference on Knowledge & Innovation in Engineering, Science and Technology, Budapest, Hungary, 6–8 March 2020. [Google Scholar]
- Saad, R.M. The revolution of materials used in 3D Printing applications in Furniture & Interior Design. Int. Des. J. 2016, 6, 143–163. [Google Scholar]
- Svoboda, J.; Tauber, J.; Zach, M. 3D Print application in furniture manufacturing. In Proceedings of the Digitalisation and Circular Economy: Forestry and Forestry Based Industry Implications, 12th WoodEMA Annual International Scientific Conference on Digitalisation and Circular Economy: Forestry and Forestry Based Industry Implications, Varna, Bulgaria, 11–13 September 2019; pp. 131–140. [Google Scholar]
- Jarza, L.; Cavlovic, A.O.; Pervan, S.; Spanic, N.; Klaric, M.; Prekrat, S. Additive Technologies and Their Applications in Furniture Design and Manufacturing. Drv. Ind. 2023, 74, 115–128. [Google Scholar] [CrossRef]
- Yang, S.; Du, P. The application of 3D printing technology in furniture design. Sci. Program. 2022, 2022, 1960038. [Google Scholar] [CrossRef]
- Nasir, O.; Iqbal, M.F.; Kamal, M.A. An Appraisal of 3D Printing Technology in Interior Architecture and Product Design. Archit. Eng. Sci. 2022, 3, 188–197. [Google Scholar] [CrossRef]
- Aiman, A.F.; Sanusi, H.; Haidiezul, A.H.M.; Cheong, H.Y. Design and structural analysis of 3D-printed modular furniture joints. IOP Conf. Ser. Mater. Sci. Eng. 2020, 932, 012101. [Google Scholar] [CrossRef]
- Branowski, B.; Zablocki, M.; Sydor, M. Experimental analysis of new furniture joints. BioResources 2018, 13, 370–382. [Google Scholar] [CrossRef]
- Branowski, B.; Starczewski, K.; Zablocki, M.; Sydor, M. Design issues of innovative furniture fasteners for wood-based boards. BioResources 2020, 15, 8472. [Google Scholar] [CrossRef]
- Jivkov, V.; Petrova, B. Challenges for Furniture Design with Thin Structural Materials. In Proceeding of VI International Furniture Congress, “Furniture: Design & Production”, KTU Trabzon, Trabzon, Turkey, 2–5 November 2021; pp. 117–127. [Google Scholar]
- Smardzewski, J.; Rzepa, B.; Kilic, H. Mechanical properties of externally invisible furniture joints made of wood-based composites. BioResources 2016, 11, 1224–1239. [Google Scholar] [CrossRef]
- Krzyzaniak, L.; Smardzewski, J. Strength and stiffness of new designed externally invisible and demountable joints for furniture cases. Eng. Struct. 2019, 199, 109674. [Google Scholar] [CrossRef]
- Podskarbi, M.; Smardzewski, J. Numerical modelling of new demountable fasteners for frame furniture. Eng. Struct. 2019, 185, 221–229. [Google Scholar] [CrossRef]
- Petrova, B.; Jivkov, V. Certificate for “Utility model” registration №4316 U1, Application №5486/10.03.2022. Multifunctional connecting element for standard and thin panel structural elements, doors and backs in furniture. Published in PV Bulletin No. 202209. 15 September 2022. [Google Scholar]
- Abdullah, M.E.Z.; Hamid, N.H.A.; Jaafar, J.; Sukri, S.N.D.; Anwar, M.F.M. FLUX 2.0: Sustainable Furniture Production with Revolutionary Modular 3D Printed Joinery System. BIO Web Conf. 2023, 73, 05007. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Islam, M.A.; Mobarak, M.H.; Rimon, M.I.H.; Al Mahmud, M.Z.; Ghosh, J.; Ahmed, M.M.S.; Hossain, N. Additive manufacturing in polymer research: Advances, synthesis, and applications. Polym. Test. 2024, 132, 108364. [Google Scholar] [CrossRef]
- Lamm, M.E.; Wang, L.; Kishore, V.; Tekinalp, H.; Kunc, V.; Wang, J.; Gardner, D.J.; Ozcan, S. Material Extrusion Additive Manufacturing of Wood and Lignocellulosic Filled Composites. Polymers 2020, 12, 2115. [Google Scholar] [CrossRef]
- Krapež Tomec, D.; Kariž, M. Use of Wood in Additive Manufacturing: Review and Future Prospects. Polymers 2022, 14, 1174. [Google Scholar] [CrossRef]
- Available online: https://committee.iso.org/sites/tc261/home/projects.html (accessed on 25 June 2024).
- Schmid, M.; Amado, A.; Wegener, K. Materials perspective of polymers for additive manufacturing with selective laser sintering. J. Mater. Res. 2014, 29, 1824–1832. [Google Scholar] [CrossRef]
- Wimmer, R.; Steyrer, B.; Woess, J.; Koddenberg, T.; Mundigler, N. 3D printing and wood. Pro Ligno 2015, 11, 144–149. [Google Scholar]
- Bonenberger, P. The First Snap-Fit Handbook: Creating and Managing Attachments for Plastics Parts, 3rd ed.; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2016; 412p, ISBN 978-1-56990-596-8. [Google Scholar]
- Klahn, C.; Singer, D.; Meboldt, M. Design guidelines for additive manufactured snap-fit joints. Procedia CIRP 2016, 50, 264–269. [Google Scholar] [CrossRef]
- Santana, L. Avaliacao das Capacidades da Impressao 3D de Baixo Custo na Fabricacao de Snap-Fits: Uma Relacao de Reconhecimento Usuario-Sistema de Impressao. Ph.D. Thesis, Faculdade de Engenharia da Universidade do Porto, Porto, Portugal, 2019. [Google Scholar]
- Amaya, J.L.; Ramirez, E.A.; Maldonado, G.F.; Hurel, J. Detailed design process and assembly considerations for snap-fit joints using additive manufacturing. Procedia CIRP 2019, 84, 680–687. [Google Scholar] [CrossRef]
- Arrigo, R.; Frache, A. FDM Printability of PLA Based-Materials: The Key Role of the Rheological Behavior. Polymers 2022, 14, 1754. [Google Scholar] [CrossRef] [PubMed]
- Santana, L.; Alves, J.L.; Netto, A.D.C.S. A study of parametric calibration for low cost 3D printing: Seeking improvement in dimensional quality. Mater. Des. 2017, 135, 159–172. [Google Scholar] [CrossRef]
- Torossian, K.; Bourell, D. Experimental study of snap-fits using additive manufacturing. In Proceedings of the 26th Annual International Solid Freeform Fabrication (SFF) Symposium, Austin, TX, USA, 10–12 August 2015; pp. 1794–1803. [Google Scholar]
- Varnavsky, A.N. Development of models for forecasting and classification of a printing quality of a low cost 3D printer. J. Phys. Conf. Ser. 2019, 1210, 012156. [Google Scholar] [CrossRef]
- Chen, C.; Yang, W.; Teng, H.; Liao, S.; Tsao, C. Study on the application of 3D printing to wooden furniture connectors. J. Phys. Conf. Ser. 2023, 2631, 012006. [Google Scholar] [CrossRef]
- Santana, L.; Alves, J.L.; Sabino Netto, A.D.C.; Merlini, C. A comparative study between PETG and PLA for 3D Printing through thermal, chemical and mechanical characterization. Materia 2018, 23, e12267. [Google Scholar] [CrossRef]
- Krzyzaniak, L.; Smardzewski, J.; Prekrat, S. Numerical Modelling of Stiffness of RTA Furniture with New Externally Invisible and Dismountable Joints. Wood Ind. Drv. Ind. 2020, 71, 209–214. [Google Scholar] [CrossRef]
- Podskarbi, M.; Smardzewski, J.; Molinski, K.; Molinska-Glura, M. Design Methodology of New Furniture Joints. Wood Ind. Drv. Ind. 2016, 67, 371–380. [Google Scholar] [CrossRef]
- Kasal, A.; Smardzewski, J.; Kuşkun, T.; Güray, E. Analyses of L-Type Corner Joints Connected with Auxetic Dowels for Case Furniture. Materials 2023, 16, 4547. [Google Scholar] [CrossRef]
- Top, N.; Sahin, I.; Gökce, H.A.R.U.N. Topology optimization for furniture connection part and production with 3D printer technology. In Proceeding of the XXIX-TH International Conference Research for Furniture Industry, Ankara, Turkey, 19–20 September 2019; pp. 671–678. [Google Scholar]
- Kuskun, T.; Smardzewski, J.; Kasal, A. Experimental and numerical analysis of mounting force of auxetic dowels for furniture joints. Eng. Struct. 2021, 226, 111351. [Google Scholar] [CrossRef]
- Ren, X.; Shen, J.; Tran, P.; Ngo, T.D.; Xie, Y.M. Auxetic nail: Design and experimental study. Compos. Struct. 2018, 184, 288–298. [Google Scholar] [CrossRef]
- Yao, Y.; Wang, L.; Li, J.; Tian, S.; Zhang, M.; Fan, Y. A novel auxetic structure based bone screw design: Tensile mechanical characterization and pullout fixation strength evaluation. Mater. Des. 2020, 188, 108424. [Google Scholar] [CrossRef]
- Aydin, T.Y. Do it yourself furniture: Part A—Designing fittings for an easy to manufacture hybrid chair. Mobilya Ve Ahsap Malzeme Arastirmalari Derg. 2022, 5, 50–60. [Google Scholar] [CrossRef]
- Nicolau, A.; Pop, M.A.; Cosereanu, C. 3D Printing Application in Wood Furniture Components Assembling. Materials 2022, 15, 2907. [Google Scholar] [CrossRef] [PubMed]
- Hajdarevic, S.; Mesic, E.; Obucina, M.M.; Martinovic, S. Stress and strain of the frontal parallel joints with 3D printed connectors. In Proceeding of the 29th DAAAM International Symposium on Intelligent Manufacturing and Automation, Zadar, Croatia, 21–28 October 2018; pp. 361–368. [Google Scholar] [CrossRef]
- Demirel, S.; Kuvel, N.T.; Çava, K.; Aslan, M. The performance of 3d printed dowel with three different surface designs in furniture joints. Turk. J. For. 2024, 25, 100–106. [Google Scholar] [CrossRef]
- Jivkov, V.; Elenska-Valchanova, D. Mechanical Properties of Some Thin Furniture Structural Composite Materials. In Proceedings of the 30th International Conference on Wood Science and Technology (ICWST), 70th Anniversary of Drvna industrija Journal, Implementation of Wood Science in Woodworking Sector, Proceedings, Zagreb, Croatia, 12–13 December 2019; pp. 86–94, ISBN 978-953-292-062-8. [Google Scholar]
- Trivedi, A.K.; Gupta, M.K.; Singh, H. PLA Based Biocomposites for Sustainable Products: A Review. Adv. Ind. Eng. Polym. Res. 2023, 6, 382–395. [Google Scholar] [CrossRef]
- Jivkov, V.; Petrova, B.; Yavorov, N. Comparative Analysis of Physical and Mechanical Properties of Some Thin and Ultra-Thin Wood-Based and Non-Wood-Based Furniture Panels. Innovati on in Woodworking Industry and Engineering Design. In Proceedings of the Eleventh International Scientific and Technical Conference “Innovations in Forest Industry and Engineering Design” Inno 2022, Borovets, Bulgaria, 3–5 October 2022; pp. 83–98, ISBN 978-619-7703-01-6. [Google Scholar]
- Simeonova, R. Bending strength of t-shape corner detachable joints of structural elements made of plywood. Innov. Woodwork. Ind. Eng. Des. 2016, 2, 33–38. [Google Scholar]
- Koynov, D.; Antov, P.; Valyova, M.; Savov, V.; Dochev, I.; Lee, S.H. Properties of Hybrid Plywood Produced by Utilisation of Peeler Cores. Forests 2024, 15, 582. [Google Scholar] [CrossRef]
- Kyuchukov, G.; Jivkov, V. Furniture Construction. In Structural Elements and Furniture Joints, 1st ed.; Bismar: Sofia, Bulgaria, 2016; 452p. [Google Scholar]
- Imirzi, H.O.; Ozkaya, K.; Efe, H. Determination of the strength of L-type corner joints obtained from wood-based board materials using different joining techniques. For. Prod. J. 2016, 66, 214–224. [Google Scholar] [CrossRef]
- Joscak, P.; Cernok, A. Load-Carrying Capacity of Demountable Furniture Joints of Chipboards; NÁBYTOK 2002; Technical University in Zvolen: Zvolen, Slovakia, 2002; ISBN 80-228-93-9. [Google Scholar]
- Karaman, A.; Yildirim, M.; Yaşar, Ş.S. Determination of the Effect of Connection Elements Produced in Three Dimensional Printers on the Moment Capacity of “L” Type Furniture Corner Connections. Gümüşhane Univ. J. Inst. Sci. 2020, 10, 1057–1065. [Google Scholar]
- Langova, N.; Joščák, P. Mechanical properties of confirmat screws corner joints made of native wood and wood-based composites. For. Wood Technol. 2019, 105, 76–84. [Google Scholar] [CrossRef]
- Simek, M.; Haviarova, E.; Slaven, I. Cam Connectors Stiffness and Load Capacity of Furniture Corner Joints. Symposium Furniture 2008; Technical University-Zvolen: Zvolen, Slovakia, 2008; ISBN 978-80-228-1839-1. [Google Scholar]
- Tankut, A.N.; Tankut, N. Effect of some factors on the strength of furniture corner joints constructed with wood biscuits. Turk. J. Agric. For. 2004, 28, 301–309. [Google Scholar]
- Tankut, A.N.; Tankut, N. Investigations the effects of fastener, glue, and composite material types on the strength of corner joints in case-type furniture construction. Mater. Des. 2009, 30, 4175–4182. [Google Scholar] [CrossRef]
- Tankut, A.N.; Tankut, N. Evaluation the effects of edge banding type and thickness on the strength of corner joints in case-type furniture. Mater. Des. 2010, 31, 2956–2963. [Google Scholar] [CrossRef]
- Available online: https://www.xlstat.com/en (accessed on 12 August 2024).
- Petrova, B.; Jivkov, V.; Yavorov, N. Possibilities for Efficient Furniture Construction Made of Thin and Ultra-Thin Materials by Using Mitre Joints. Materials 2023, 16, 6855. [Google Scholar] [CrossRef]
- Sabev, P. Plastic Products and Injection Moulds. Materials, Designs, Simulations, 2nd ed.; Haicad Infotech: Plovdiv, Bulgaria, 2018; 558p. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| № | Material Type | Thickness, mm | Joint Type | Filling of Hollow Section | Dimensions of the Connecting Element, mm | Index of the Joints |
|---|---|---|---|---|---|---|
| 1 | Plywood | 9 | without chamfer | zig-zag | 66.5 × 66.5 × 40 | 1_Ply_9_X120×40 |
| 2 | Plywood | 9 | without chamfer | cross | 66.5 × 66.5 × 40 | 2_Ply_9_X120×40C |
| 3 | Plywood | 9 | without chamfer without chamfer | cross | 66.5 × 66.5 × 30 | 3_Ply_9_X120×30C |
| 4 | Plywood | 9 | cross | 56.5 × 56.5 × 30 | 4_Ply_9_X100×30C | |
| 5 | MDF | 6 | without chamfer without chamfer | cross | 56.5 × 56.5 × 30 | 5_MDF_6_X100×30C |
| 6 | Plywood | 12 | cross | 66.5 × 66.5 × 40 | 6_Ply_12_X120×40C | |
| 7 | Plywood | 9 | without chamfer without chamfer | cross | 56.5 × 56.5 × 30 | 7_Ply_9_X100×30C_R1 |
| 8 | Plywood | 9 | cross | 56.5 × 56.5 × 30 | 8_Ply_9_X100×30C_R2 | |
| 9 | Plywood | 9 | without chamfer with chamfer | cross | 56.5 × 56.5 × 30 | 9_Ply_9_X100×30C_δ1,5 |
| 10 | Plywood | 9 | - | 56.5 × 56.5 × 30 | 10_Ply_9_+X100×30_R2 |
| No | Index of the Joints | M, N·m | Standard Error, N·m | Homogeneity Groups | ||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | ||||
| 1 | 6_Ply_12_X120×40C | 44.16 | 1.51 | A | ||
| 2 | 2_Ply_9_X120×40C | 36.88 | 1.79 | A | B | |
| 3 | 3_Ply_9_X120×30C | 35.88 | 2.31 | B | ||
| 4 | 8_Ply_9_X100×30C_R2 | 34.01 | 1.51 | B | ||
| 5 | 7_Ply_9_X100×30C_R1 | 33.94 | 1.79 | B | ||
| 6 | 4_Ply_9_X100×30C | 33.27 | 1.51 | B | ||
| 7 | 10_Ply_9_+X100×30_R2 | 28.90 | 1.51 | B | C | |
| 8 | 9_Ply_9_X100×30C_δ1,5 | 24.53 | 2.31 | C | ||
| 9 | 5_MDF_6_X100×30C | 24.24 | 1.63 | C | ||
| 10 | 1_Ply_9_X120×40 | 24.02 | 1.79 | C | ||
| No | Index of the Joints | c, N·m/rad | Standard Error, N·m/rad | Homogeneity Groups | |||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||||
| 1 | 6_Ply_12_X120×40C | 348.12 | 1.77 | A | |||
| 2 | 2_Ply_9_X120×40C | 310.98 | 1.77 | A | B | ||
| 3 | 3_Ply_9_X120×30C | 289.20 | 1.77 | A | B | ||
| 4 | 4_Ply_9_X100×30C | 250.19 | 1.98 | B | C | ||
| 5 | 7_Ply_9_X100×30C_R1 | 249.05 | 1.77 | B | C | ||
| 6 | 8_Ply_9_X100×30C_R2 | 241.61 | 1.62 | B | C | ||
| 7 | 10_Ply_9_+X100×30_R2 | 178.23 | 1.77 | C | D | ||
| 8 | 1_Ply_9_X120×40 | 164.48 | 1.77 | C | D | ||
| 9 | 5_MDF_6_X100×30C | 147.07 | 2.80 | C | D | ||
| 10 | 9_Ply_9_X100×30C_δ1,5 | 145.32 | 1.77 | D | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petrova, B.; Jivkov, V. Application of 3D Printing Technology in Furniture Construction. Materials 2024, 17, 4848. https://doi.org/10.3390/ma17194848
Petrova B, Jivkov V. Application of 3D Printing Technology in Furniture Construction. Materials. 2024; 17(19):4848. https://doi.org/10.3390/ma17194848
Chicago/Turabian StylePetrova, Boryana, and Vassil Jivkov. 2024. "Application of 3D Printing Technology in Furniture Construction" Materials 17, no. 19: 4848. https://doi.org/10.3390/ma17194848
APA StylePetrova, B., & Jivkov, V. (2024). Application of 3D Printing Technology in Furniture Construction. Materials, 17(19), 4848. https://doi.org/10.3390/ma17194848