
Study on Dynamic Recrystallization under Thermal Cycles in the Process of Direct Energy Deposition for 316 L Austenitic Stainless Steel


Abstract
1. Introduction
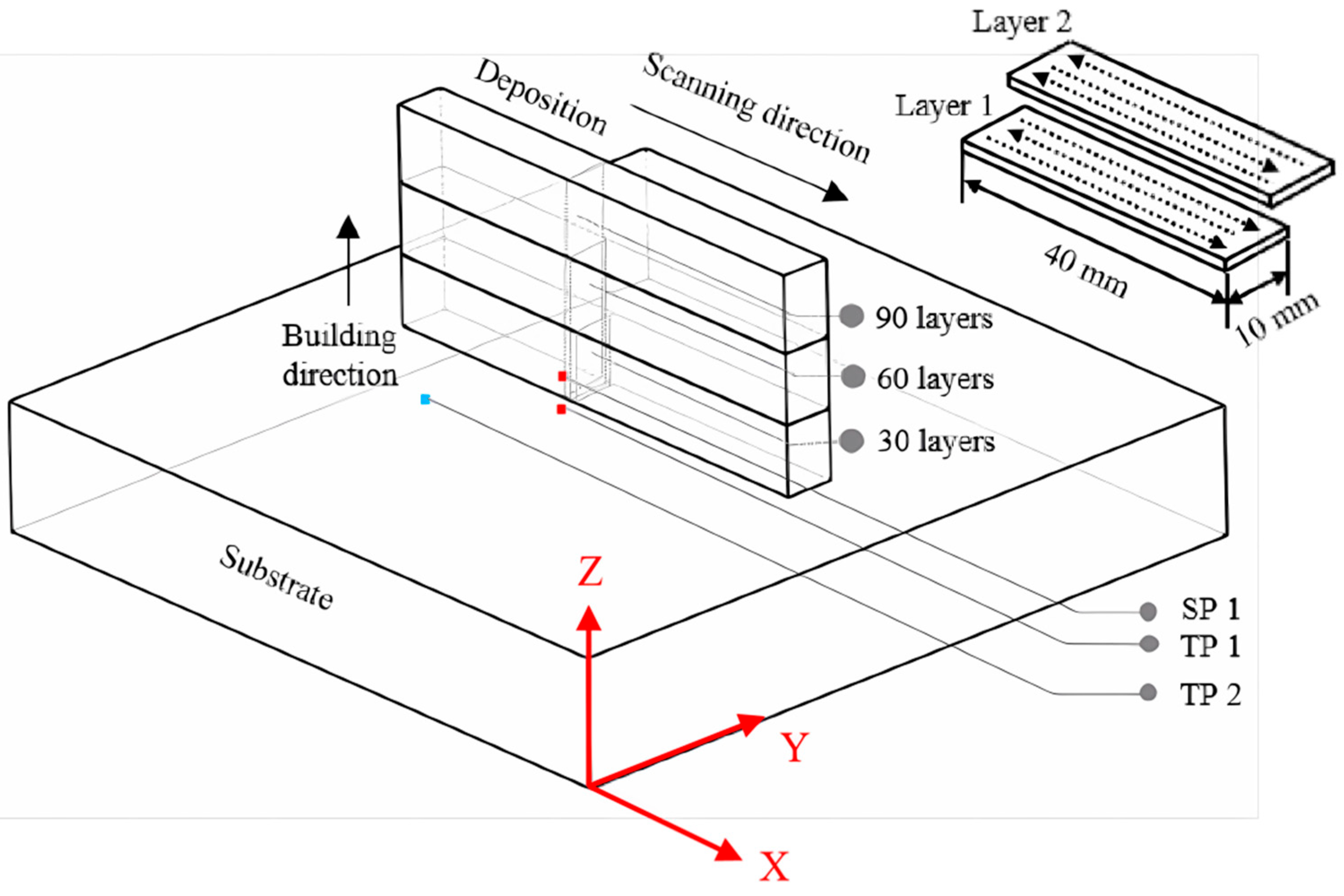
2. Materials and Methods
3. Results
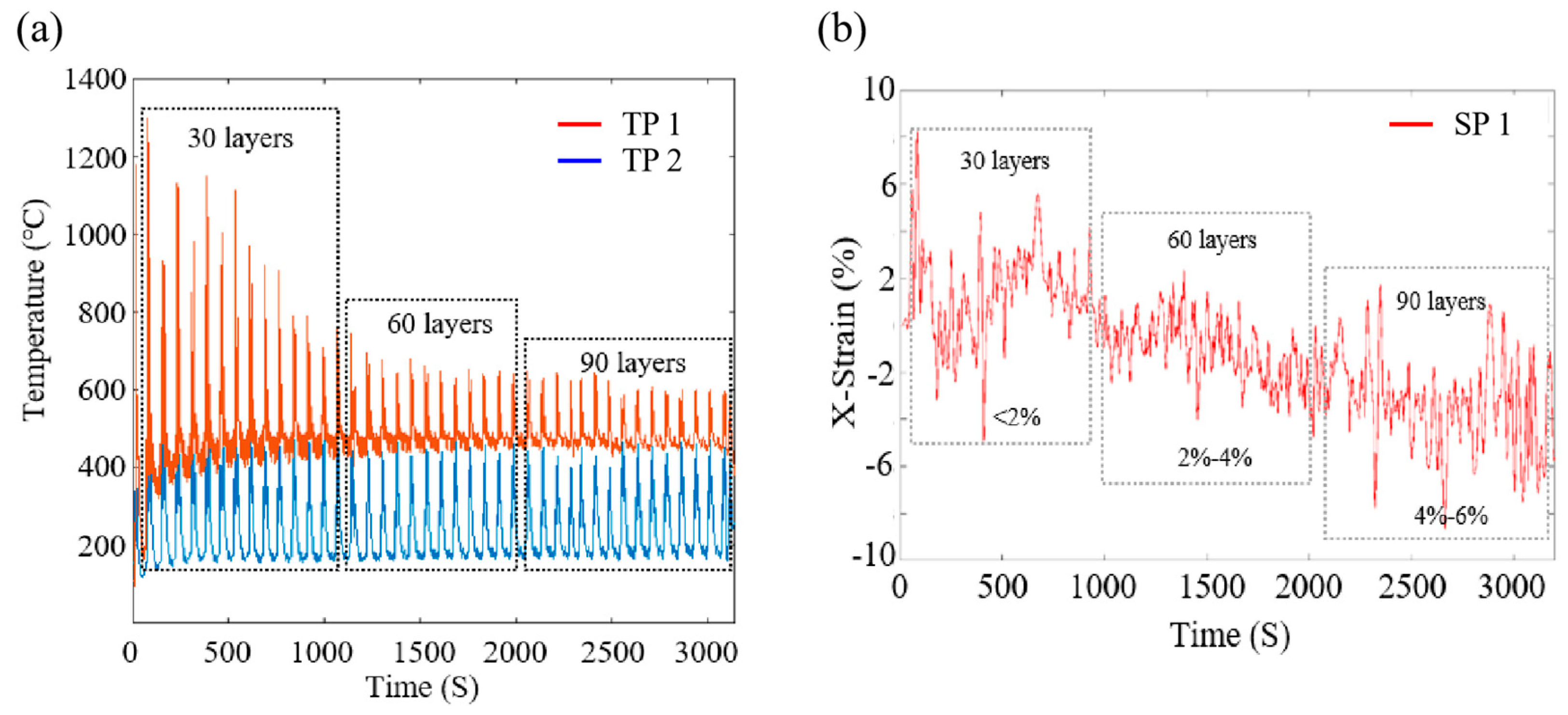
3.1. In Situ Temperature and Strain Measurement
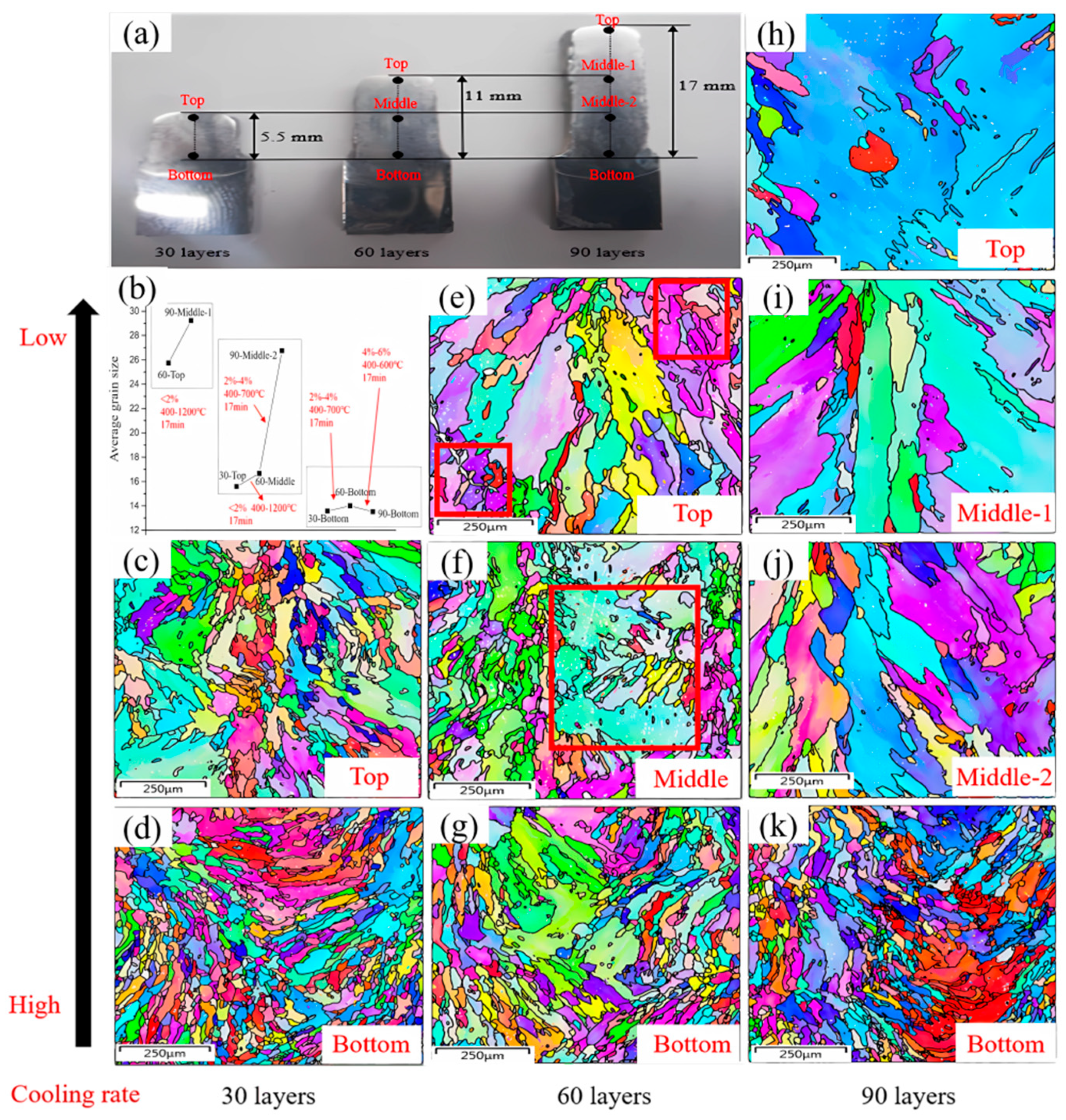
3.2. As-Deposited Grain Size
3.3. As-Deposited GND
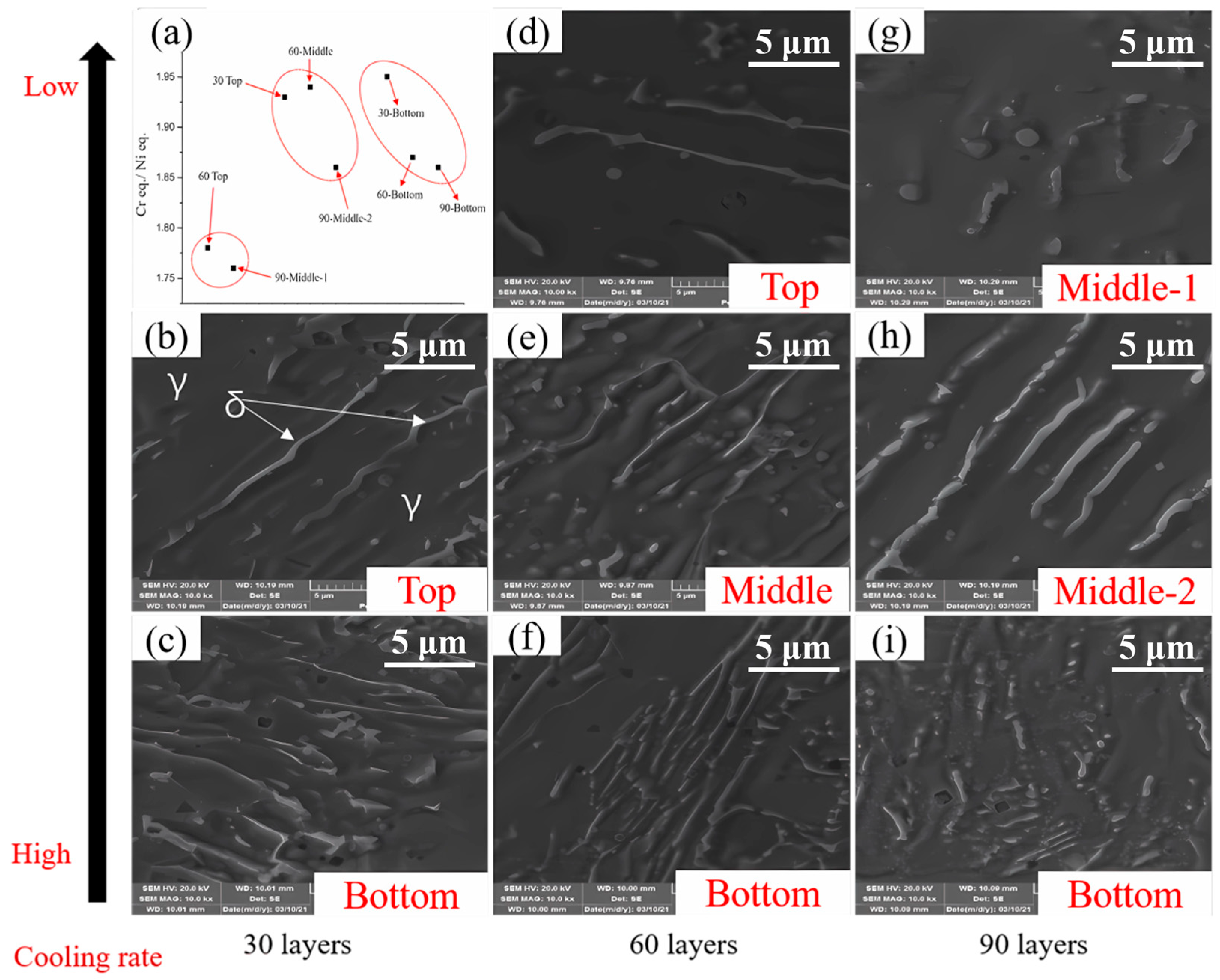
3.4. As-Deposited Microstructures
4. Discussion
4.1. Conditions for the Activation of Dynamic Recrystallization Caused by Thermal Cycles
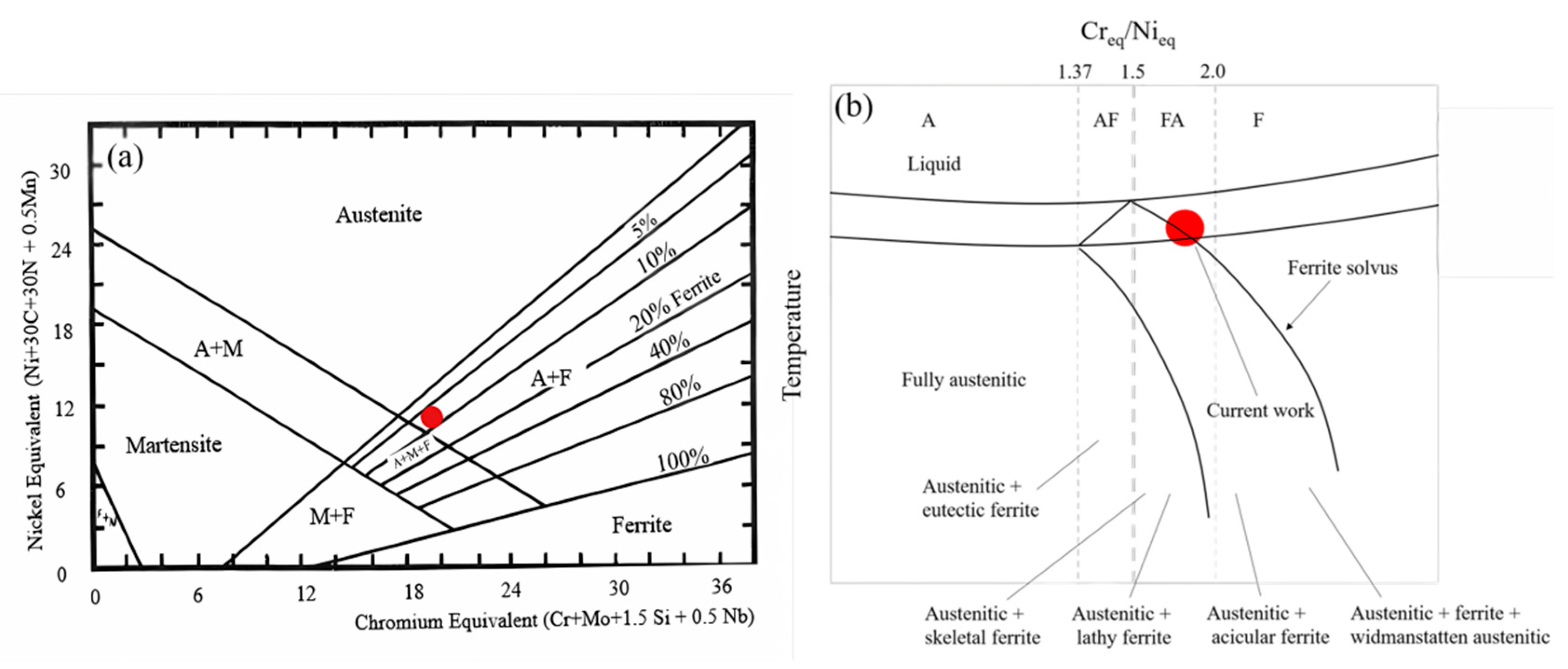
4.2. Solidification Mode of 316 L
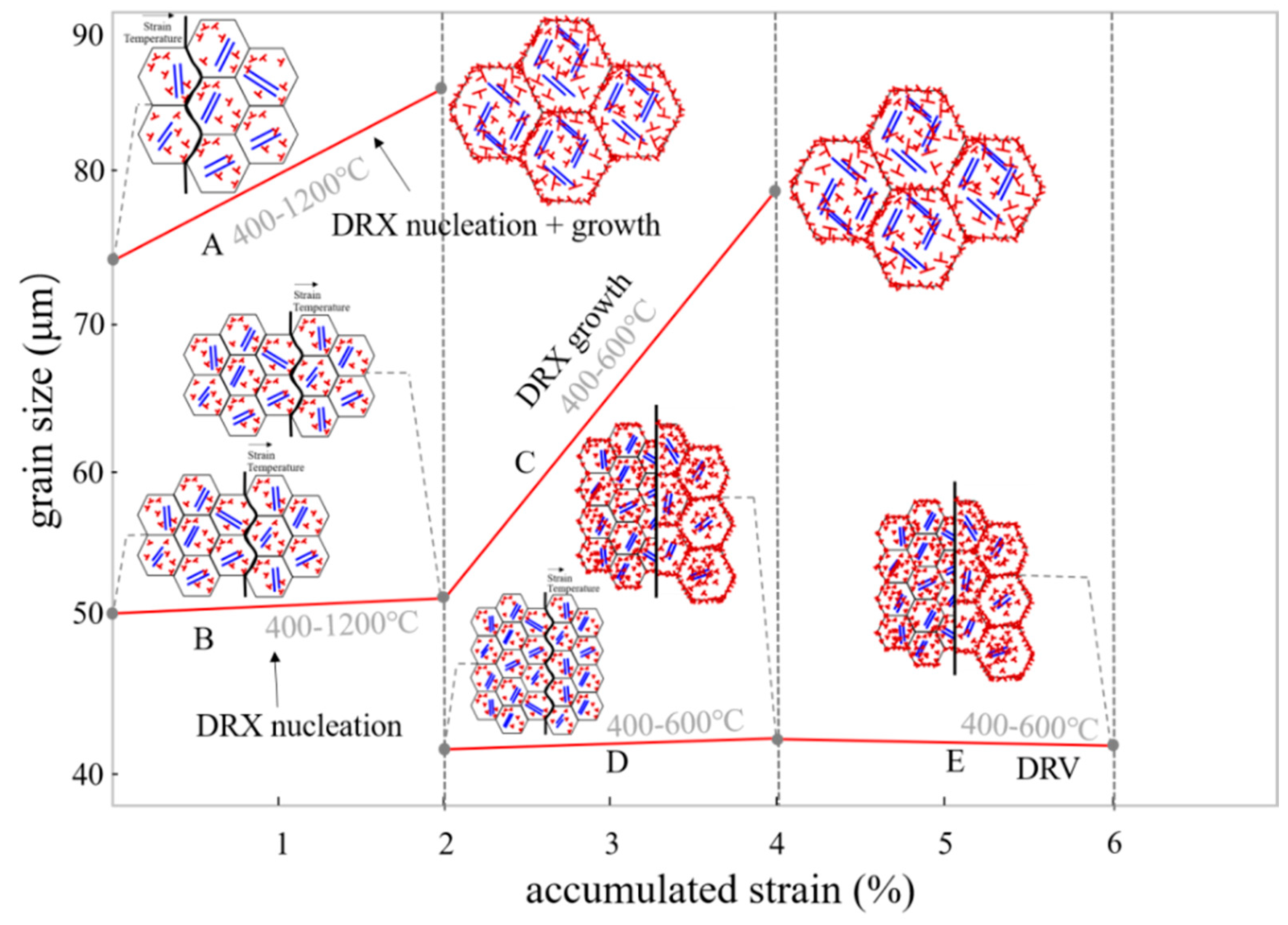
4.3. Evolution of the Grain Size and Geometric Dislocation Density
5. Conclusions
- (1)
- The initial grain size is inversely proportional to the cooling rate.
- (2)
- The critical strain of dynamic recrystallization is determined by the accumulated strain and temperature during thermal cycling.
- (3)
- Once the actual strain is greater than the critical strain, dynamic recrystallization occurs, and the grain size after dynamic recrystallization is related to the initial grain size, strain and temperature. The initial grain size affects the number of nucleation sites and the nucleation rate during the nucleation stage. Temperature affects the grain growth rate after nucleation by affecting the grain boundary mobility during the grain growth stage. Strain affects both the nucleation rate during the nucleation stage and the grain growth rate during the grain growth stage.
- (4)
- Temperature, accumulated strain, and the amount of δ-ferrite affect the formation of sub-grains during dynamic recrystallization caused by thermal cycles. High temperatures can promote dislocation movement, and precipitated δ-ferrite can pin moving dislocations. The trapped dislocations form new sub-grains though thermal cycles, which leads to the increase in GND.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Poprawe, R.; Kelbassa, I.; Hagedorn, Y. Laser Additive Manufacturing LAM–Fundamentals of Selective Laser Melting SLM and Laser Material Deposition LMD. In CLEO: Science and Innovations; Optical Society of America: Washington, DC, USA, 2014; p. STu1O-1. [Google Scholar]
- Hitzler, L.; Merkel, M.; Hall, W.; Öchsner, A. A Review of Metal Fabricated with Laser- and Powder-Bed Based Additive Manufacturing Techniques: Process, Nomenclature, Materials, Achievable Properties, and its Utilization in the Medical Sector. Adv. Eng. Mater. 2018, 20, 1700658. [Google Scholar] [CrossRef]
- Fayed, E.M.; Brailovski, V.; Jahazi, M.; Medraj, M. Stability of the microstructure and elevated-temperature mechanical properties of additively manufactured Inconel 718 superalloy subjected to long-term in-service thermal cycling. Mater. Sci. Eng. A 2022, 838, 142790. [Google Scholar] [CrossRef]
- Xiao, Y.; Cagle, M.; Mujahid, S.; Liu, P.; Wang, Z.; Yang, W.; Chen, L. A gleeble-assisted study of phase evolution of Ti-6Al-4V induced by thermal cycles during additive manufacturing. J. Alloys Compd. 2021, 860, 158409. [Google Scholar] [CrossRef]
- Zhang, T.; Li, H.; Gong, H.; Wu, Y.; Chen, X.; Zhang, X. Study on location-related thermal cycles and microstructure variation of additively manufactured inconel 718. J. Mater. Res. Technol. 2022, 18, 3056–3072. [Google Scholar] [CrossRef]
- Zou, X.; Yan, Z.; Zou, K.; Liu, W.; Song, L.; Li, S.; Cha, L. Grain refinement by dynamic recrystallization during laser direct energy deposition of 316L stainless steel under thermal cycles. J. Manuf. Process. 2022, 76, 646–655. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Li, D.; Garmestani, H.; Liang, S.Y. Residual stress modeling considering microstructure evolution in metal additive manufacturing. J. Manuf. Process. 2021, 68, 383–397. [Google Scholar] [CrossRef]
- Galindo-Fernández, M.A.; Mumtaz, K.; Rivera-Díaz-del-Castillo, P.E.J.; Galindo-Nava, E.I.; Ghadbeigi, H. A microstructure sensitive model for deformation of Ti-6Al-4V describing Cast-and-Wrought and Additive Manufacturing morphologies. Mater. Des. 2018, 160, 350–362. [Google Scholar] [CrossRef]
- Souza, R.C.; Silva, E.S.; Jorge, A.M.; Cabrera, J.M.; Balancin, O. Dynamic recovery and dynamic recrystallization competition on a Nb- and N-bearing austenitic stainless steel biomaterial: Influence of strain rate and temperature. Mater. Sci. Eng. A 2013, 582, 96–107. [Google Scholar] [CrossRef]
- Bao, Y.Z.; Adachi, Y.; Toomine, Y.; Xu, P.G.; Suzuki, T.; Tomota, Y. Dynamic recrystallization by rapid heating followed by compression for a 17Ni–0.2C martensite steel. Scr. Mater. 2005, 53, 1471–1476. [Google Scholar] [CrossRef]
- Jiang, H.; Dong, J.; Zhang, M.; Yao, Z. A Study on the Effect of Strain Rate on the Dynamic Recrystallization Mechanism of Alloy 617B. Metall. Mater. Trans. A 2016, 47, 5071–5087. [Google Scholar] [CrossRef]
- Qin, F.; Zhu, H.; Wang, Z.; Zhao, X.; He, W.; Chen, H. Dislocation and twinning mechanisms for dynamic recrystallization of as-cast Mn18Cr18N steel. Mater. Sci. Eng. A 2017, 684, 634–644. [Google Scholar] [CrossRef]
- Jafari, M.; Najafizadeh, A. Correlation between Zener–Hollomon parameter and necklace DRX during hot deformation of 316 stainless steel. Mater. Sci. Eng. A 2009, 501, 16–25. [Google Scholar] [CrossRef]
- Hu, Y.L.; Lin, X.; Lu, X.F.; Zhang, S.Y.; Yang, H.O.; Wei, L.; Huang, W.D. Evolution of solidification microstructure and dynamic recrystallisation of Inconel 625 during laser solid forming process. J. Mater. Sci. 2018, 53, 15650–15666. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Y.; Bayat, M.; Tan, Q.; Yin, Y.; Fan, Z.; Liu, S.; Hattel, J.H.; Dargusch, M.; Zhang, M.-X. Achieving high ductility in a selectively laser melted commercial pure-titanium via in-situ grain refinement. Scr. Mater. 2021, 191, 155–160. [Google Scholar] [CrossRef]
- Sabzi, H.E.; Aboulkhair, N.T.; Liang, X.; Li, X.-H.; Simonelli, M.; Fu, H.; Rivera-Díaz-del-Castillo, P.E.J. Grain refinement in laser powder bed fusion: The influence of dynamic recrystallization and recovery. Mater. Des. 2020, 196, 109181. [Google Scholar] [CrossRef]
- Sabzi, H.E.; Hernandez-Nava, E.; Li, X.-H.; Fu, H.; San-Martín, D.; Rivera-Díaz-del-Castillo, P.E.J. Strengthening control in laser powder bed fusion of austenitic stainless steels via grain boundary engineering. Mater. Des. 2021, 212, 110246. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Wang, X.; Deng, D.; Yi, H.; Xu, H.; Yang, S.; Zhang, H. Influences of pulse laser parameters on properties of AISI316L stainless steel thin-walled part by laser material deposition. Opt. Laser Technol. 2017, 92, 5–14. [Google Scholar] [CrossRef]
- Shao, J.; Yu, G.; He, X.; Li, S.; Chen, R.; Zhao, Y. Grain size evolution under different cooling rate in laser additive manufacturing of superalloy. Opt. Laser Technol. 2019, 119, 105662. [Google Scholar] [CrossRef]
- Hu, G.X.; Cai, X.; Rong, Y.H. Fundamentals of Materials Science, 3rd ed.; Shanghai Jiao Tong University Press: Shanghai, China, 2016. [Google Scholar]
- Biegler, M.; Graf, B.; Rethmeier, M. In-situ distortions in LMD additive manufacturing walls can be measured with digital image correlation and predicted using numerical simulations. Addit. Manuf. 2018, 20, 101–110. [Google Scholar] [CrossRef]
- Xie, R.; Chen, G.; Zhao, Y.; Zhang, S.; Yan, W.; Lin, X.; Shi, Q. In-situ observation and numerical simulation on the transient strain and distortion prediction during additive manufacturing. J. Manuf. Process. 2019, 38, 494–501. [Google Scholar] [CrossRef]
- Shigeo, F.; Toshimitsu., O.; Takateru., U.; Wilfried, K. Crystallographic Relationships between δ-Ferrite and γ-Austenite during Unidirectional Solidification of Fe–Cr–Ni Alloys. ISIJ Int. 2000, 40, 677–684. [Google Scholar]
- Saboori, A.; Aversa, A.; Bosio, F.; Bassini, E.; Librera, E.; De Chirico, M.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2019, 766, 138360. [Google Scholar] [CrossRef]
- Guo, P.; Zou, B.; Huang, C.; Gao, H. Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J. Mater. Process. Technol. 2017, 240, 12–22. [Google Scholar] [CrossRef]
- Farshidianfar, M.H.; Khajepour, A.; Gerlich, A.P. Effect of real-time cooling rate on microstructure in Laser Additive Manufacturing. J. Mater. Process. Technol. 2016, 231, 468–478. [Google Scholar] [CrossRef]
- Emamian, A.; Alimardani, M.; Khajepour, A. Effect of cooling rate and laser process parameters on additive manufactured Fe–Ti–C metal matrix composites microstructure and carbide morphology. J. Manuf. Process. 2014, 16, 511–517. [Google Scholar] [CrossRef]
- Chae, H.; Huang, E.W.; Woo, W.; Kang, S.H.; Jain, J.; An, K.; Lee, S.Y. Unravelling thermal history during additive manufacturing of martensitic stainless steel. J. Alloys Compd. 2021, 857, 157555. [Google Scholar] [CrossRef]
- Lin, J.; Lv, Y.; Guo, D.; Wu, X.; Li, Z.; Liu, C.; Guo, B.; Xu, G.; Xu, B. Enhanced strength and ductility in thin Ti-6Al-4V alloy components by alternating the thermal cycle strategy during plasma arc additive manufacturing. Mater. Sci. Eng. A 2019, 759, 288–297. [Google Scholar] [CrossRef]
- Rankouhi, B.; Bertsch, K.M.; de Bellefon, G.M.; Thevamaran, M.; Thoma, D.J.; Suresh, K. Experimental validation and microstructure characterization of topology optimized, additively manufactured SS316L components. Mater. Sci. Eng. A 2020, 776, 139050. [Google Scholar] [CrossRef]
- Smith, T.R.; Sugar, J.D.; Marchi, C.S.; Schoenung, J.M. Microstructural development in DED stainless steels: Applying welding models to elucidate the impact of processing and alloy composition. J. Mater. Sci. 2020, 56, 762–780. [Google Scholar] [CrossRef]
- Yamanaka, K.; Saito, W.; Mori, M.; Matsumoto, H.; Sato, S.; Chiba, A. Abnormal grain growth in commercially pure titanium during additive manufacturing with electron beam melting. Materialia 2019, 6, 100281. [Google Scholar] [CrossRef]
- Liu, L.; Ding, Q.; Zhong, Y.; Zou, J.; Wu, J.; Chiu, Y.-L.; Li, J.; Zhang, Z.; Yu, Q.; Shen, Z. Dislocation network in additive manufactured steel breaks strength–ductility trade-off. Mater. Today 2018, 21, 354–361. [Google Scholar] [CrossRef]
- Suzuki, Y.; Ueno, K.; Murasawa, K.; Kusuda, Y.; Takamura, M.; Hakoyama, T.; Hama, T.; Suzuki, S. Effect of surface area of grain boundaries on stress relaxation behavior in pure copper over wide range of grain sizes. Mater. Sci. Eng. A 2020, 794, 139585. [Google Scholar] [CrossRef]
- Li, Z.; Li, Z.; Tan, Z.; Xiong, D.-B.; Guo, Q. Stress relaxation and the cellular structure-dependence of plastic deformation in additively manufactured AlSi10Mg alloys. Int. J. Plast. 2020, 127, 102640. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- Witzen, W.A.; Polonsky, A.T.; Pollock, T.M.; Beyerlein, I.J. Three-dimensional maps of geometrically necessary dislocation densities in additively manufactured Ni-based superalloy IN718. Int. J. Plast. 2020, 131, 102709. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Puli, R.; Ram, G.D.J. Dynamic recrystallization in friction surfaced austenitic stainless steel coatings. Mater. Charact. 2012, 74, 49–54. [Google Scholar] [CrossRef]
- Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Microstructure and Mechanical Properties of Austenitic Stainless Steels after Dynamic and Post-Dynamic Recrystallization Treatment. Adv. Eng. Mater. 2018, 20, 1700960. [Google Scholar] [CrossRef]
- Babu, K.A.; Mozumder, Y.H.; Saha, R.; Sarma, V.S.; Mandal, S. Hot-workability of super-304H exhibiting continuous to discontinuous dynamic recrystallization transition. Mater. Sci. Eng. A 2018, 734, 269–280. [Google Scholar] [CrossRef]
- Mozumder, Y.H.; Babu, K.A.; Saha, R.; Sarma, V.S.; Mandal, S. Dynamic microstructural evolution and recrystallization mechanism during hot deformation of intermetallic-hardened duplex lightweight steel. Mater. Sci. Eng. A 2020, 788, 139613. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, L.; Qi, R.; Chen, L.; Jin, M.; Guo, B.F. Prediction of critical conditions for dynamic recrystallization in 316LN austenitic steel. J. Iron Steel Res. Int. 2016, 23, 238–243. [Google Scholar] [CrossRef]
- Sato, S.; Wagatsuma, K.; Suzuki, S.; Kumagai, M.; Imafuku, M.; Tashiro, H.; Kajiwara, K.; Shobu, T. Relationship between dislocations and residual stresses in cold-drawn pearlitic steel analyzed by energy-dispersive X-ray diffraction. Mater. Charact. 2013, 83, 152–160. [Google Scholar] [CrossRef]
- Li, C.; Lu, S.; Vitos, L. Predicting grain boundary energies of complex alloys from ab initio calculations. Scr. Mater. 2021, 203, 114118. [Google Scholar] [CrossRef]
- Paggi, A.; Angella, G.; Donnini, R. Strain induced grain boundary migration effects on grain growth of an austenitic stainless steel during static and metadynamic recrystallization. Mater. Charact. 2015, 107, 174–181. [Google Scholar] [CrossRef]
- Gao, S.; Hu, Z.; Duchamp, M.; Krishnan, P.S.S.R.; Tekumalla, S.; Song, X.; Seita, M. Recrystallization-based grain boundary engineering of 316L stainless steel produced via selective laser melting. Acta Mater. 2020, 200, 366–377. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Mo | C | Mn | N | Si | Fe |
|---|---|---|---|---|---|---|---|---|
| Percentage (%) | 16.28 | 12.05 | 2.1 | 0.021 | 1.54 | 0.005 | 0.68 | Bal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, M.; Zou, X.; Chang, T.; Liu, L. Study on Dynamic Recrystallization under Thermal Cycles in the Process of Direct Energy Deposition for 316 L Austenitic Stainless Steel. Materials 2024, 17, 4860. https://doi.org/10.3390/ma17194860
Cheng M, Zou X, Chang T, Liu L. Study on Dynamic Recrystallization under Thermal Cycles in the Process of Direct Energy Deposition for 316 L Austenitic Stainless Steel. Materials. 2024; 17(19):4860. https://doi.org/10.3390/ma17194860
Chicago/Turabian StyleCheng, Manping, Xi Zou, Tengfei Chang, and Lehui Liu. 2024. "Study on Dynamic Recrystallization under Thermal Cycles in the Process of Direct Energy Deposition for 316 L Austenitic Stainless Steel" Materials 17, no. 19: 4860. https://doi.org/10.3390/ma17194860
APA StyleCheng, M., Zou, X., Chang, T., & Liu, L. (2024). Study on Dynamic Recrystallization under Thermal Cycles in the Process of Direct Energy Deposition for 316 L Austenitic Stainless Steel. Materials, 17(19), 4860. https://doi.org/10.3390/ma17194860