
Influence of Annealing and Aging Parameters on the Microstructure and Properties of 1200 MPa Grade Cold-Rolled Dual-Phase Steel



Abstract
:1. Introduction
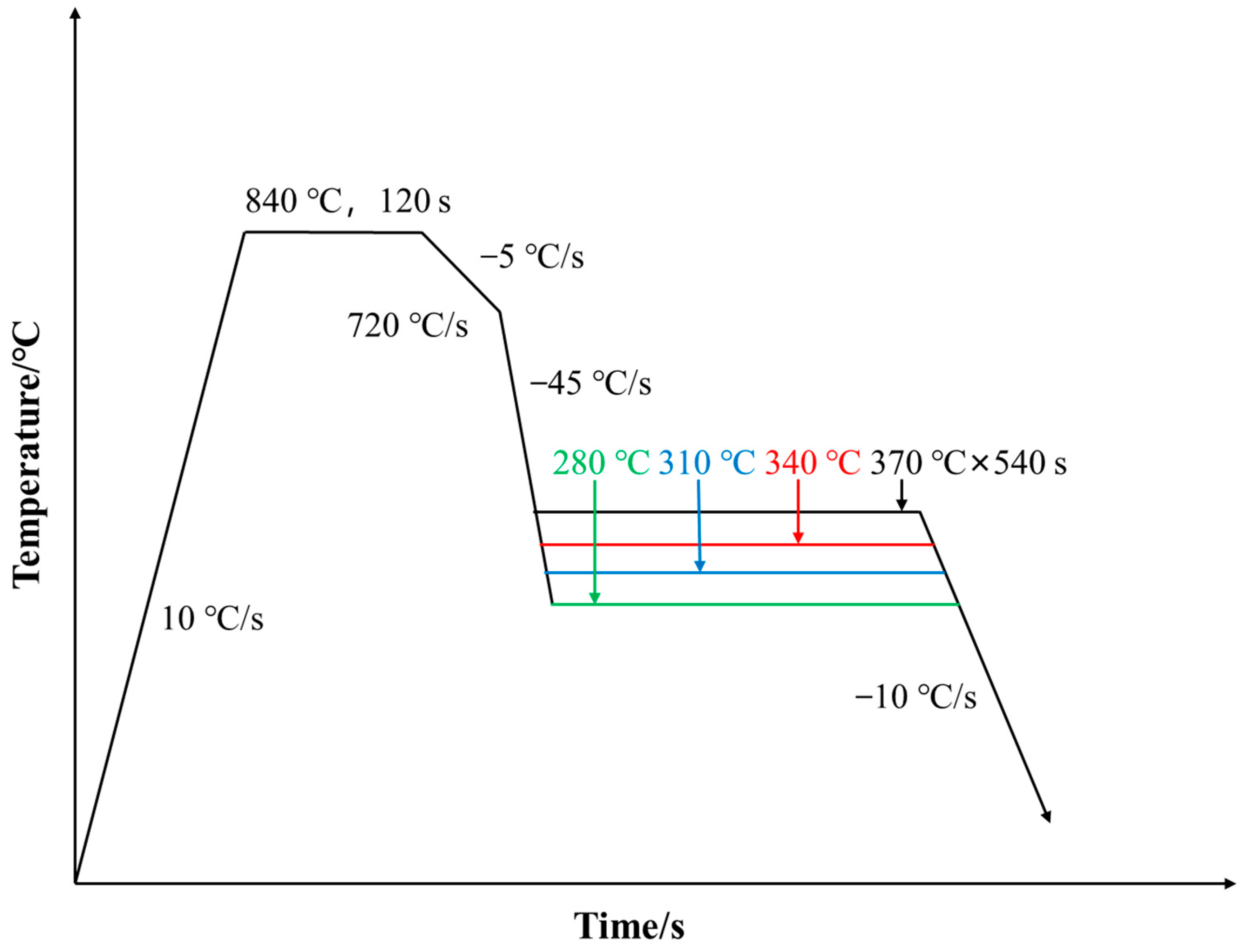
2. Materials and Methods
3. Results and Discussion
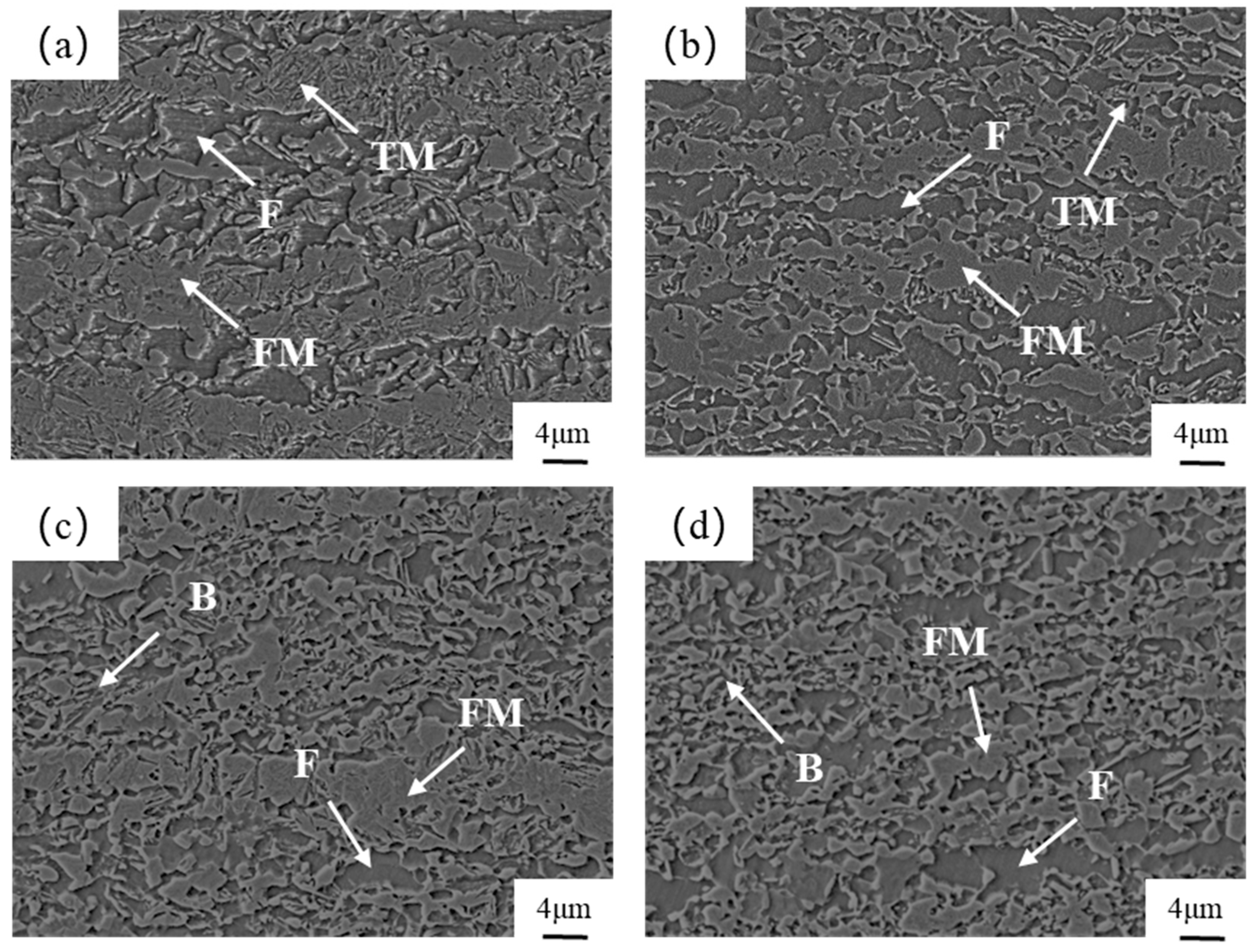
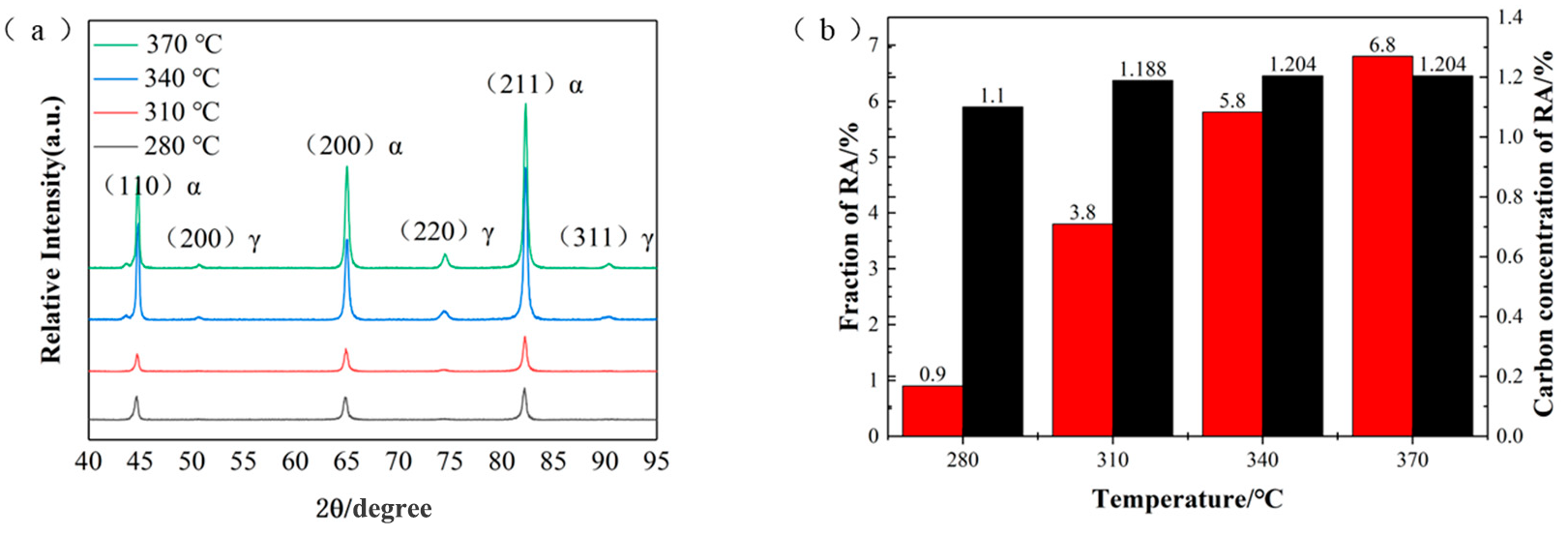
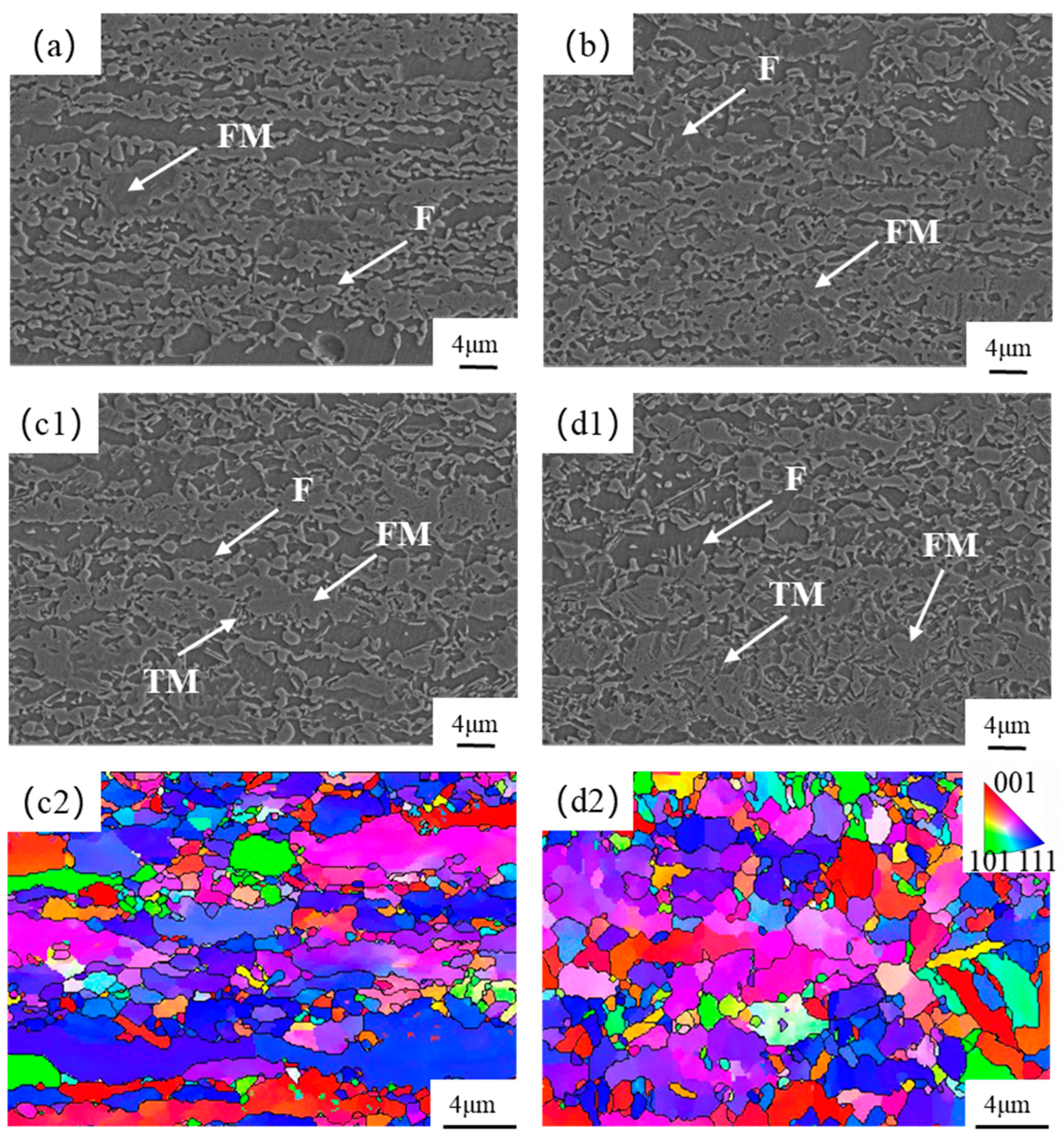
3.1. Effect of Over-Aging Temperature on Microstructure
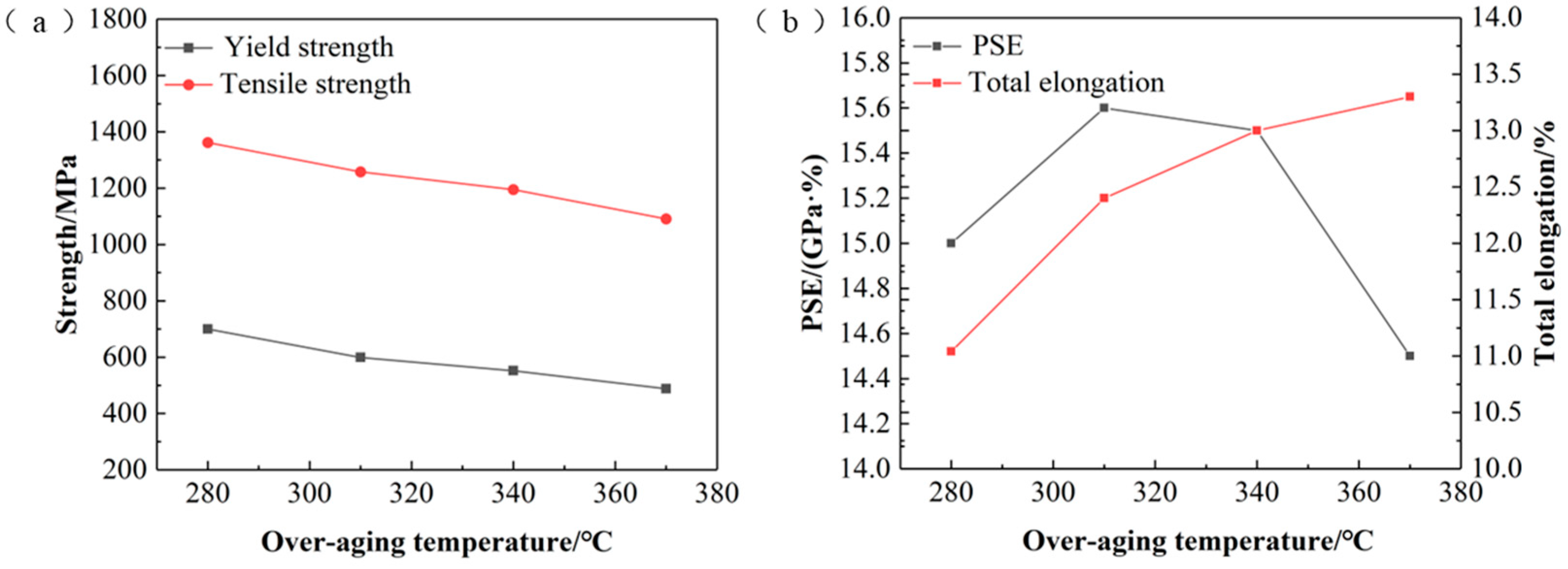
3.2. Effect of Over-Aging Temperature on Properties
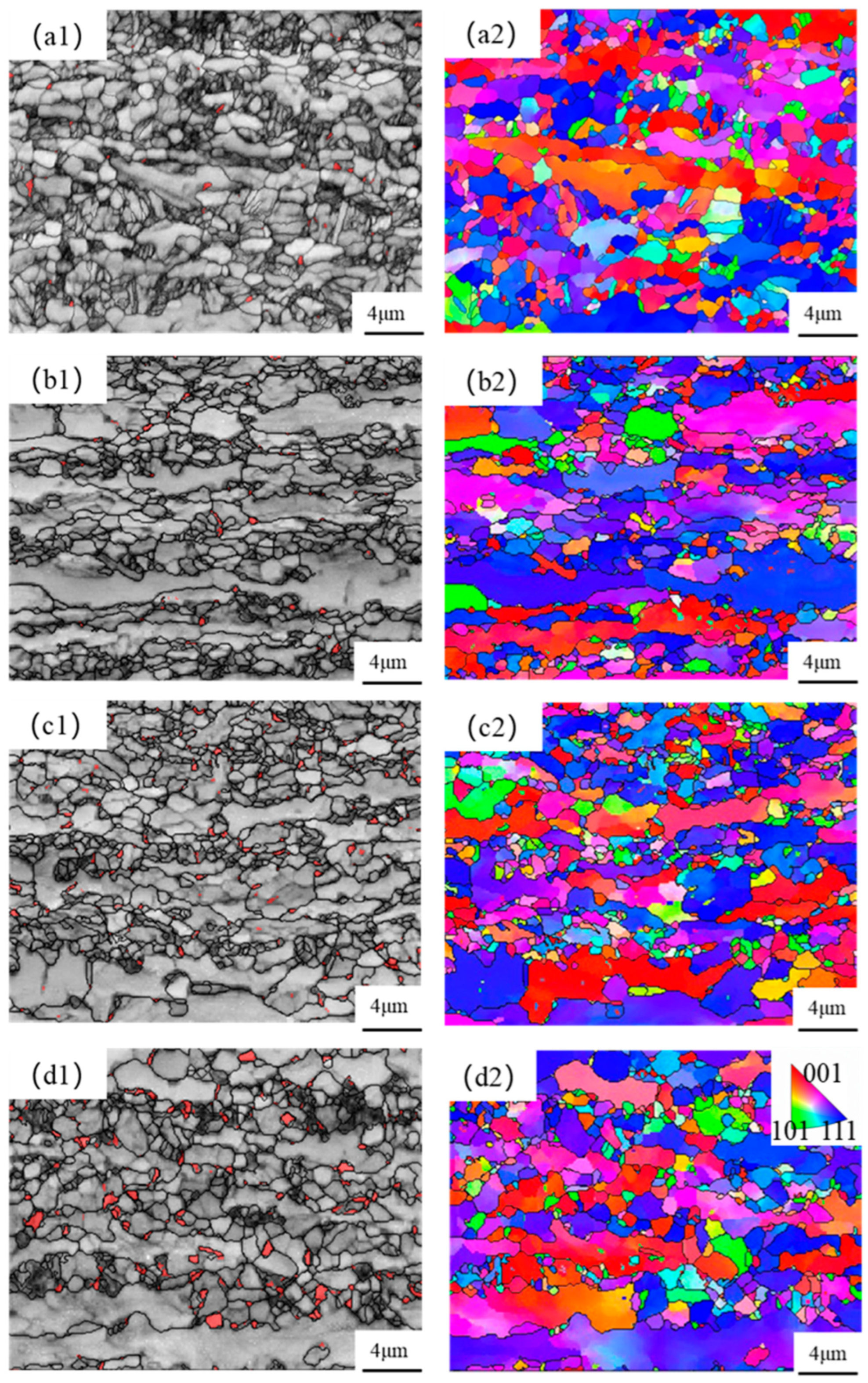
3.3. Effect of Annealing Temperature on Microstructure
3.4. Effect of Annealing Temperature on Properties
4. Conclusions
- (1)
- The amount of tempered martensite decreased, but the degree of tempering increased with the rising overage temperature. Higher aging temperatures generated bainite structures and increased the amount of retained austenite. Consequently, the tensile and yield strengths of the test steels decreased, while the elongation increased. With the annealing temperature kept constant at 840 °C, the best strength–ductility balance was achieved at an aging temperature of 310 °C, resulting in a tensile strength of 1258 MPa and an elongation of 12.4%.
- (2)
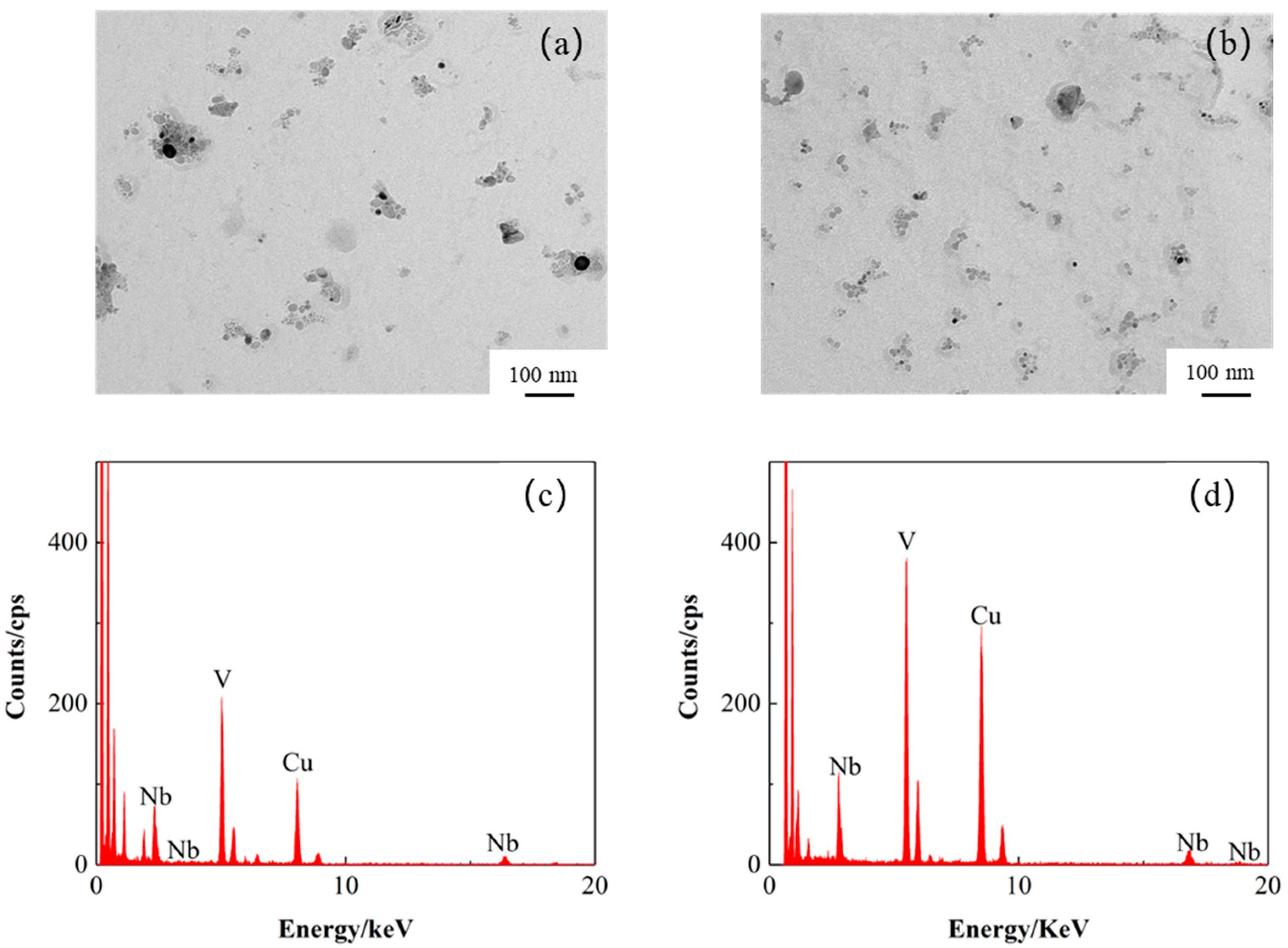
- As the annealing temperature increases, the banded structures disappear, and the grains become finer and more uniform. The number of precipitates is higher at elevated annealing temperatures. The yield and tensile strengths of the test steels initially increase and then decrease, while the elongation continuously increases. With the over-aging temperature kept constant at 310 °C, the best strength–ductility balance was achieved at an annealing temperature of 860 °C, resulting in a tensile strength of 1209 MPa and an elongation of 14.6%. At higher annealing temperatures, grain deformation is more harmonized, and the number of pores is reduced.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, Y.; Liu, H.; Du, Y.; Zhang, P. Application status and development direction of advanced high-strength steels for automotive applications. Mater. Guide 2011, 25, 101–104+109. [Google Scholar]
- Luo, J.; Shi, W.; Huang, Q.; Li, L. Microstructure and properties of vanadium-containing cold-rolled duplex steels of 600 MPa grade. Shanghai Met. 2011, 33, 23–26. [Google Scholar]
- Dang, S. Research status and application prospect of duplex steel. Shanxi Mach. 2002, 4, 14–15+18. [Google Scholar]
- Kang, Y.; Kuang, S.; Yin, X.; Yu, H.; Liu, R. Development and Research Progress of Duplex Steel Sheets for Automotive Applications. Automot. Technol. Mater. 2006, 5, 1–5. [Google Scholar]
- Liang, J.; Zhao, Z.; Liu, K.; Han, Y.; Pan, H.; Hui, Y.; Cao, R.; Lu, H.; Guo, A. Microstructure and properties of 1300 MPa grade Nb microalloyed DH steel. J. Eng. Sci. 2021, 43, 392–399. [Google Scholar] [CrossRef]
- Rao, B.V.N.; Rashid, M.S. Direct observations of deformation-induced retained austenite transformation in a vanadium-containing dual-phase steel. Mater. Charact. 1997, 39, 435–453. [Google Scholar] [CrossRef]
- Perdahcıoğlu, E.S.; Geijselaers, H.J.M. Mechanical behavior of multi-phase steels comprising retained austenite. Materials 2022, 15, 498. [Google Scholar] [CrossRef]
- Dou, T.; Kang, Y.; Yu, H.; Kuang, S.; Liu, R.; Yan, L. Microstructure evolution of cold rolled duplex steel during the initial stage of continuous annealing. Met. Heat Treat. 2008, 3, 31–35. [Google Scholar] [CrossRef]
- Kuang, S.; Kang, Y.-L.; Yu, H.; Liu, R.-D. Effect of continuous annealing parameters on the mechanical properties and microstructures of a cold rolled dual phase steel. Int. J. Miner. Metall. Mater. 2009, 16, 159–164. [Google Scholar] [CrossRef]
- Singh, R.K.; Chandrawanshi, M.; Sudharshan, R.; Mishra, D.; Chandra, A. Optimizing annealing parameters with gleeble simulation for cold rolled continuous annealed dual phase steel sheet. Mater. Today Proc. 2018, 5, 7303–7309. [Google Scholar] [CrossRef]
- Sun, T.; Tang, D.; Jiang, H.; Tian, J. Effect of aging temperature on the microstructure and properties of cold-rolled duplex steel. Therm. Process. Technol. 2009, 38, 130–132. [Google Scholar]
- Wang, W.; Liu, L.; Li, G. Influence of continuous retreating process on microstructure, fabrication and properties of DP980 steel. Therm. Process. Technol. 2023, 52, 140–142+150. [Google Scholar] [CrossRef]
- Jin, G.; Zhao, A.; Zhao, Z.; Niu, F.; Liu, L. Development of 1000 MPa grade cold rolled hot-dip galvanized duplex steel. Roll. Steel 2010, 27, 28–31. [Google Scholar]
- Qiao, J.; Niu, F. Study on the microstructure and properties of 1000 MPa continuous annealed duplex steel. Therm. Process. Technol. 2010, 39, 158–160. [Google Scholar]
- Zhou, L.; Liu, Y.; Fang, Y.; Zhang, H.; Song, R. Influence of Nb on phase transformation pattern, microstructure and properties of C-Si-Mn-Cr duplex steel. Steel 2008, 7, 76–80. [Google Scholar] [CrossRef]
- Scott, C.P.; Fazeli, F.; Shalchi, B.; Pushkareva, I.; Yang, X. Properties of ultrafine crystalline vanadium microalloyed duplex steel. Steel Vanadium Titan. 2017, 38, 94–104. [Google Scholar]
- Yu, C.; Zhang, L.; Zheng, Z.; Gong, H.; Zhang, D. Influence of annealing temperature on the microstructure and properties of vanadium microalloyed 780 MPa cold rolled duplex steel. Iron Steel Vanadium Titan. 2021, 42, 158–163. [Google Scholar]
- Yu, C. Microstructure and properties of vanadium microalloyed cold-rolled duplex steels. Iron Steel Vanadium Titan. 2020, 41, 151–157. [Google Scholar]
- Zhang, X.; Liu, S.; Wang, K.; Yan, L.; Wang, J.; Xia, Q.; Yu, H. Effect of vanadium microalloying on phase transformation and strengthening mechanism of 1000 MPa low carbon bainitic steel. Mater. Sci. Eng. A 2023, 884, 145578. [Google Scholar] [CrossRef]
- Tian, Z.; Tian, Y.; Sun, L.; Zhang, Y.; Cai, X.; Hou, J. Application of vanadium in cold rolled strip steel. Hebei Metall. 2017, 1, 7–10+14. [Google Scholar] [CrossRef]
- Tian, Z.; Tang, D.; Jiang, H.; Sun, T. Study on the critical zone heat treatment temperature of vanadium-containing duplex steels. Therm. Process. Technol. 2010, 39, 97–99+103. [Google Scholar] [CrossRef]
- Sugimoto, K.; Iida, T.; Sakaguchi, J.; Kashima, T. Retained austenite characteristics and tensile properties in a TRIP type bainitic sheet steel. ISIJ Int. 2000, 40, 902–908. [Google Scholar] [CrossRef]
- Yan, S.; Liu, X.; Liu, W.J.; Lan, H.; Wu, H. Microstructural evolution and mechanical properties of low-carbon steel treated by a two-step quenching and partitioning process. Mater. Sci. Eng. A 2015, 640, 137–146. [Google Scholar] [CrossRef]
- Weng, Z.; Gu, K.; Zheng, J.; Cui, C.; Zhang, M.; Wang, J. Cryogenically martensitic transformation and its effects on tempering behaviors of bearing steel. Mater. Charact. 2022, 190, 112066. [Google Scholar] [CrossRef]
- Zhu, X.; Wang, L.; Ji, S.; Wang, C. Effect of over-aging on the properties and microstructure of low carbon Si-Mn duplex steels. J. Met. Heat Treat. 2003, 2, 50–54+77. [Google Scholar]
- Yang, C.; Xu, Z.; Feng, Q.; Luo, Z. Research on continuous annealing and organizational properties of high-strength automotive dual-phase steel. Precis. Molding Eng. 2023, 15, 168–176. [Google Scholar] [CrossRef]
- Bao, P.; Zhu, X. Research on improving the elongation and reaming properties of cold rolled duplex steels. Baosteel Technol. 2020, 1, 1–6. [Google Scholar]
- Li, X.; Song, X.; Teng, S.; To, J.; Xiong, W.; Jia, J.; Wu, T. Organization and properties testing and research on low carbon hot rolled Q&P steel for automotive applications. Mater. Sci. 2023, 13, 1010–1016. [Google Scholar] [CrossRef]
- Zhang, G.; Ding, W.; Li, Y.; Feng, J.; Dong, R. Effect of pretreatment on microstructure and mechanical properties of medium manganese TRIP steel. Met. Heat Treat. 2023, 48, 259–264. [Google Scholar]
- Kumar, S.; Singh, S.B. Quantification of Retained Austenite in Low-Carbon Steels. Metall. Mater. Trans. A 2023, 54, 4283–4294. [Google Scholar] [CrossRef]
- Cai, M.; Chen, L.; Fang, K.; Huang, H.; Hodgson, P. The effects of a ferritic or martensitic matrix on the tensile behavior of a nano-precipitation strengthened ultra-low carbon Ti–Mo–Nb steel. Mater. Sci. Eng. A 2021, 801, 140410. [Google Scholar] [CrossRef]
- Han, R.; Liu, H.; Wei, W.; Wang, M.; Shi, J. Effect of tempering temperature on precipitation phases and mechanical properties of Ti-V-Mo microalloyed martensitic steel. Met. Heat Treat. 2021, 46, 53–60. [Google Scholar] [CrossRef]
- Li, Z.; Wu, R.; Song, S.; Wang, Y.; Wu, T. Influence of changes in alloying elements distribution and retained Austenite (RA) on mechanical properties of high boron alloy during quenching and partitioning (Q&P) process. J. Mater. Res. Technol. 2022, 18, 4748–4761. [Google Scholar]
- Ge, M.; He, Z.; Wang, L.; Fu, H.; Wu, W.; Chen, Z.; Cheng, H.; Si, T.; Che, L.; Zheng, K.; et al. The influence of annealing temperature on the microstructure and mechanical properties of Fe-0.52 C-11Mn-5.14 Al-1Cr lightweight Steel. Mater. Today Commun. 2024, 40, 109464. [Google Scholar]
- Zhang, J.; Chen, L.; Gao, T.; Xu, H.; Han, Y.; Li, H.; Tian, Y. Effect of annealing temperature on the microstructure and properties of DP1180 steel under continuous annealing process. J. Heat Treat. Mater. 2023, 44, 115–124. [Google Scholar] [CrossRef]
- Wang, W.; Liu, L.; Li, G. Microstructure and properties of high elongation cold-rolled duplex steel DP980. J. Steel Res. 2019, 31, 1053–1057. [Google Scholar] [CrossRef]
- Xie, Z.; Hui, W.; Bai, S.; Zhang, Y.; Zhao, X.; Li, B. Effects of annealing temperature and V addition on microstructure and mechanical properties of Fe-Mn-Al-C austenitic low-density steel. Mater. Today Commun. 2023, 35, 106328. [Google Scholar] [CrossRef]
- Waterschoot, T.; Verbeken, K.; De Cooman, B.C. Tempering kinetics of the martensitic phase in DP steel. ISIJ Int. 2006, 46, 138–146. [Google Scholar] [CrossRef]
- Zhou, L.; Li, L.; Tian, Y.; Dai, X.; Chen, L. Current status of pearlite and dual-phase steels for commercial vehicle wheels. Met. Heat Treat. 2023, 48, 209–218. [Google Scholar]
- Li, C.; Chen, Y.; Yang, B.; Li, K.; Jiang, L. Chemical composition and annealing temperature of high-strength dual-phase steel for automotive applications. Met. Process. (Therm. Process.) 2024, 4, 19–23. [Google Scholar]
- Li, X.; Tong, T.; Hu, X.; Li, C.; Wang, C. Research on continuous retreating process of cold-rolled dual-phase steel of C-Mn-Si system with low cost. Met. World 2023, 1, 50–53. [Google Scholar] [CrossRef]
- Avendaño-Rodríguez, D.F.; Rodriguez-Baracaldo, R.; Weber, S.; Mujica-Roncery, L. Damage Evolution and Microstructural Fracture Mechanisms Related to Volume Fraction and Martensite Distribution on Dual-Phase Steels. Steel Res. Int. 2023, 94, 2200460. [Google Scholar] [CrossRef]
- Sasaki, M. Galactic Bulge Monitor with Ashra-1 and NTA detectors. In Proceedings of the 36th International Cosmic Ray Conference (ICRC2019), PoS (ICRC2019), Madison, WI, USA, 24 July–1 August 2019; p. 1003. [Google Scholar]
- Jafari, M.; Ziaei-Rad, S.; Saeidi, N.; Jamshidian, M. Micromechanical analysis of martensite distribution on strain localization in dual phase steels by scanning electron microscopy and crystal plasticity simulation. Mater. Sci. Eng. A 2016, 670, 57–67. [Google Scholar] [CrossRef]
- Ashrafi, H.; Shamanian, M.; Emadi, R.; Ghassemali, E. Void formation and plastic deformation mechanism of a cold-rolled dual-phase steel during tension. Acta Metall. Sin. (Engl. Lett.) 2020, 33, 299–306. [Google Scholar] [CrossRef]
- Tang, C.J.; Shang, C.J.; Liu, S.L.; Guan, H.L.; Misra, R.D.K.; Chen, Y.B. Effect of volume fraction of bainite on strain hardening behavior and deformation mechanism of F/B multi-phase steel. Mater. Sci. Eng. A 2018, 731, 173–183. [Google Scholar] [CrossRef]
- Das, D.; Chattopadhyay, P.P. Influence of martensite morphology on the work-hardening behavior of high strength ferrite–martensite dual-phase steel. J. Mater. Sci. 2009, 44, 2957–2965. [Google Scholar] [CrossRef]
- Tang, C.; Liu, S.; Shang, C. Micromechanical behavior and failure mechanism of F/B multi-phase high performance steel. J. Iron Steel Res. Int. 2016, 23, 489–494. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si + Al | Cr | V | Nb |
|---|---|---|---|---|---|---|---|
| 0.19–0.23 | 1.90–2.50 | ≤0.010 | ≤0.006 | 0.50–1.50 | 0.20–0.50 | 0.06–0.10 | 0.02–0.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, X.; Chu, X.; Yang, Y.; Lu, H.; Wang, W.; Zhao, Z. Influence of Annealing and Aging Parameters on the Microstructure and Properties of 1200 MPa Grade Cold-Rolled Dual-Phase Steel. Materials 2024, 17, 4933. https://doi.org/10.3390/ma17194933
Ma X, Chu X, Yang Y, Lu H, Wang W, Zhao Z. Influence of Annealing and Aging Parameters on the Microstructure and Properties of 1200 MPa Grade Cold-Rolled Dual-Phase Steel. Materials. 2024; 17(19):4933. https://doi.org/10.3390/ma17194933
Chicago/Turabian StyleMa, Xiaoyue, Xiaohong Chu, Yuebiao Yang, Hongzhou Lu, Wenjun Wang, and Zhengzhi Zhao. 2024. "Influence of Annealing and Aging Parameters on the Microstructure and Properties of 1200 MPa Grade Cold-Rolled Dual-Phase Steel" Materials 17, no. 19: 4933. https://doi.org/10.3390/ma17194933