

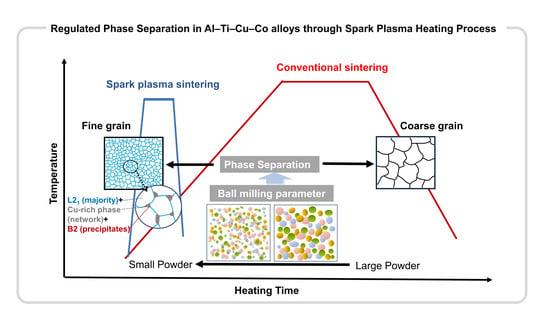
Regulated Phase Separation in Al–Ti–Cu–Co Alloys through Spark Plasma Sintering Process

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
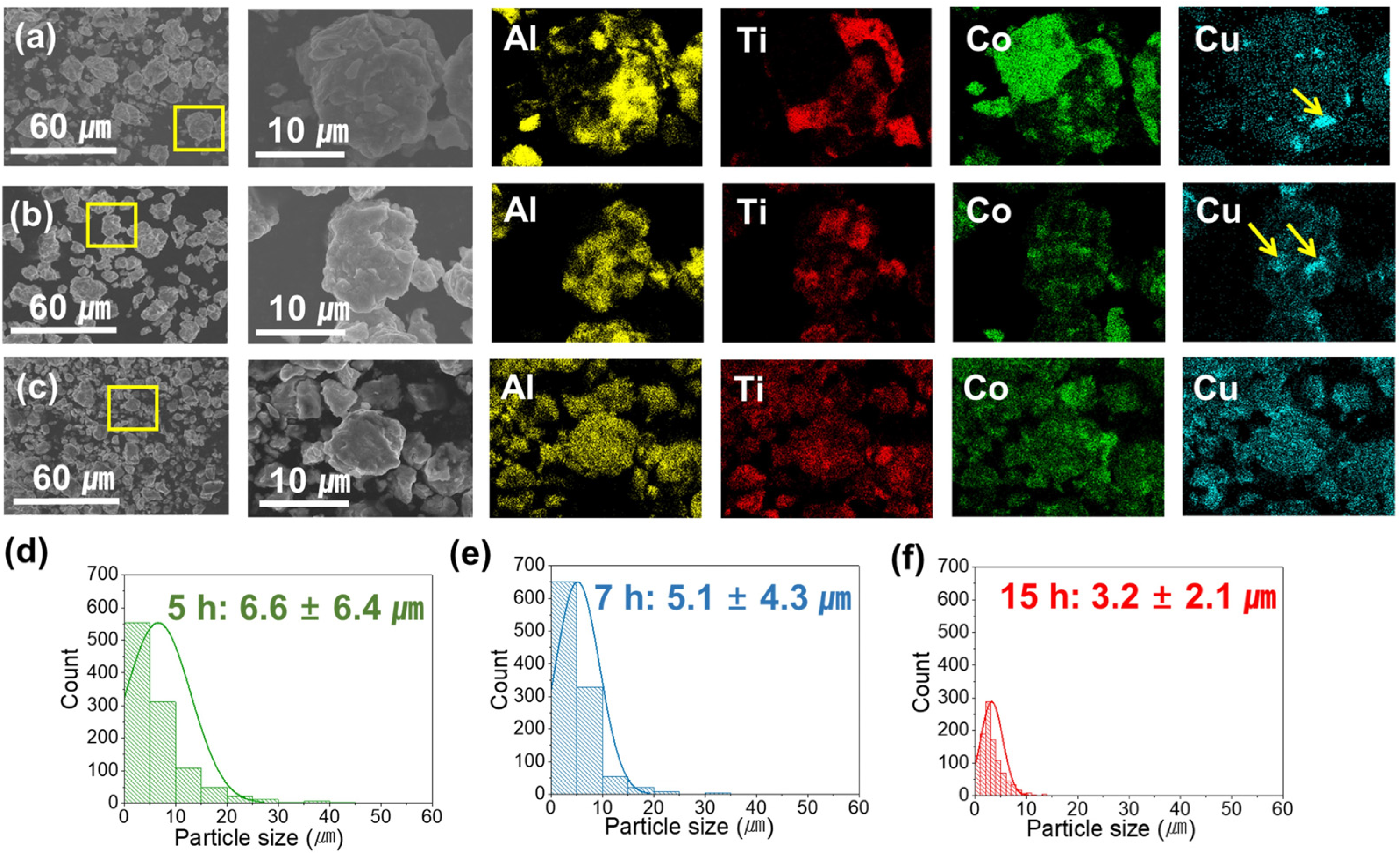
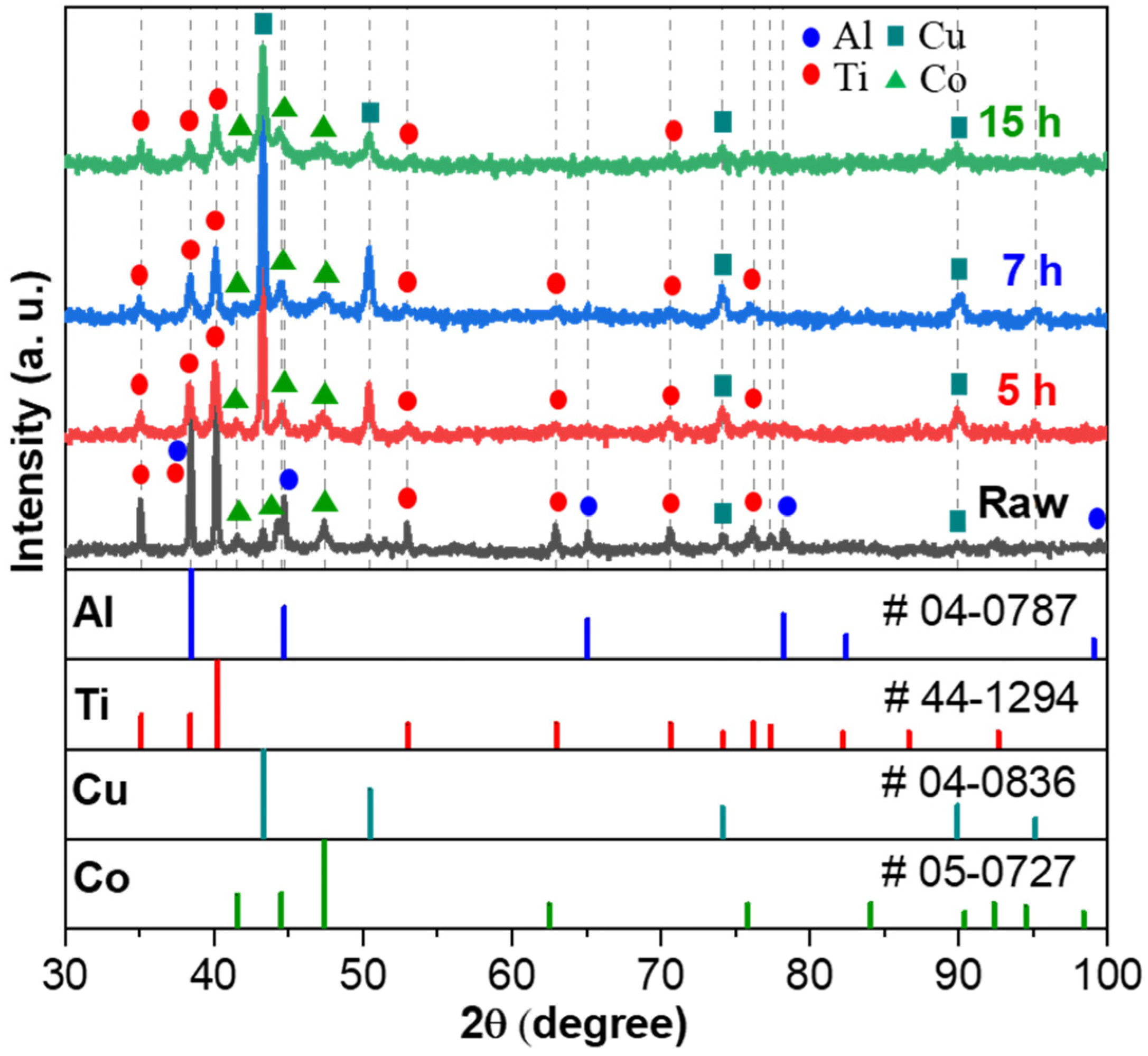
3.1. Characterization of Ball-Milled Powders
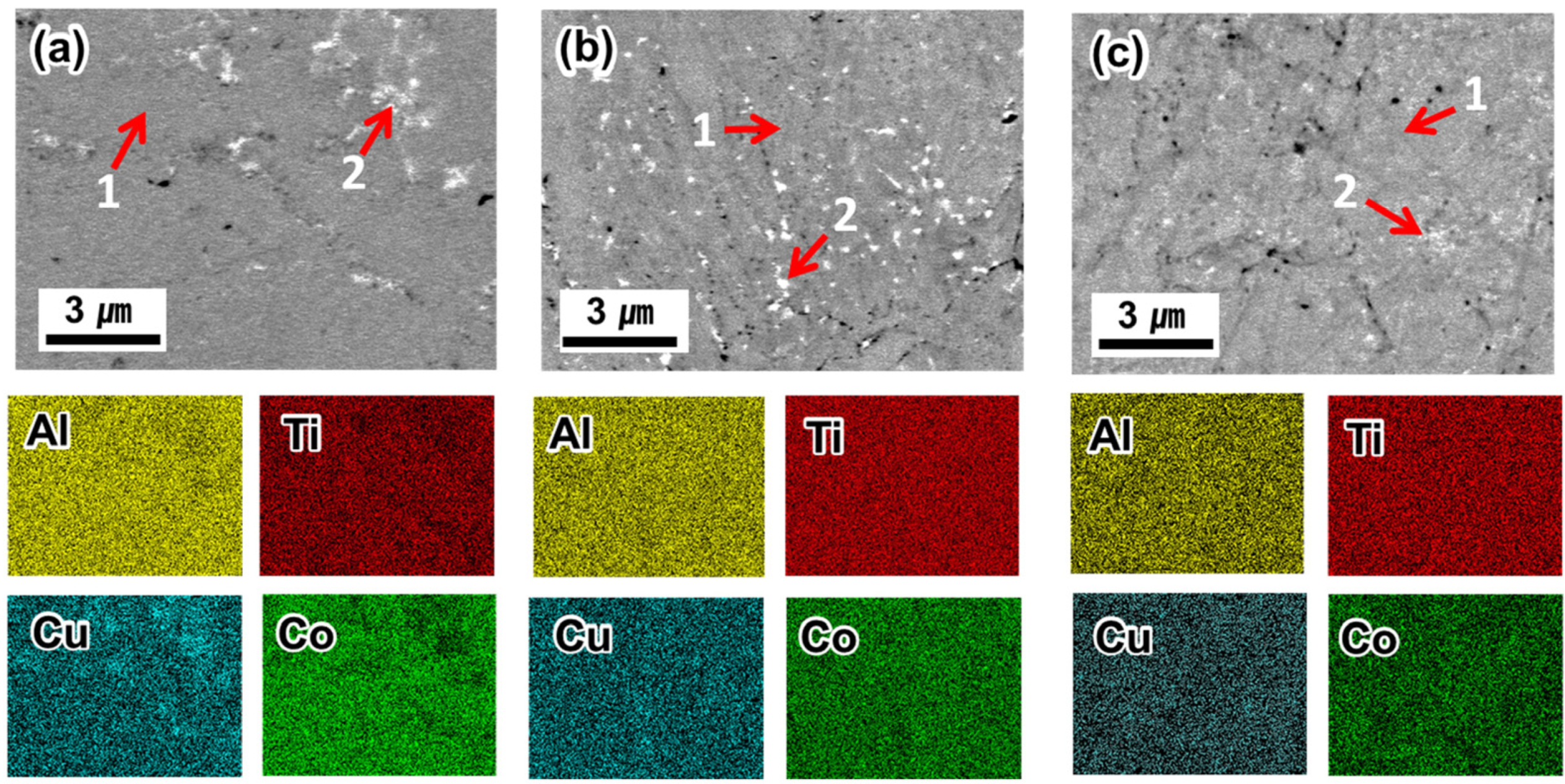
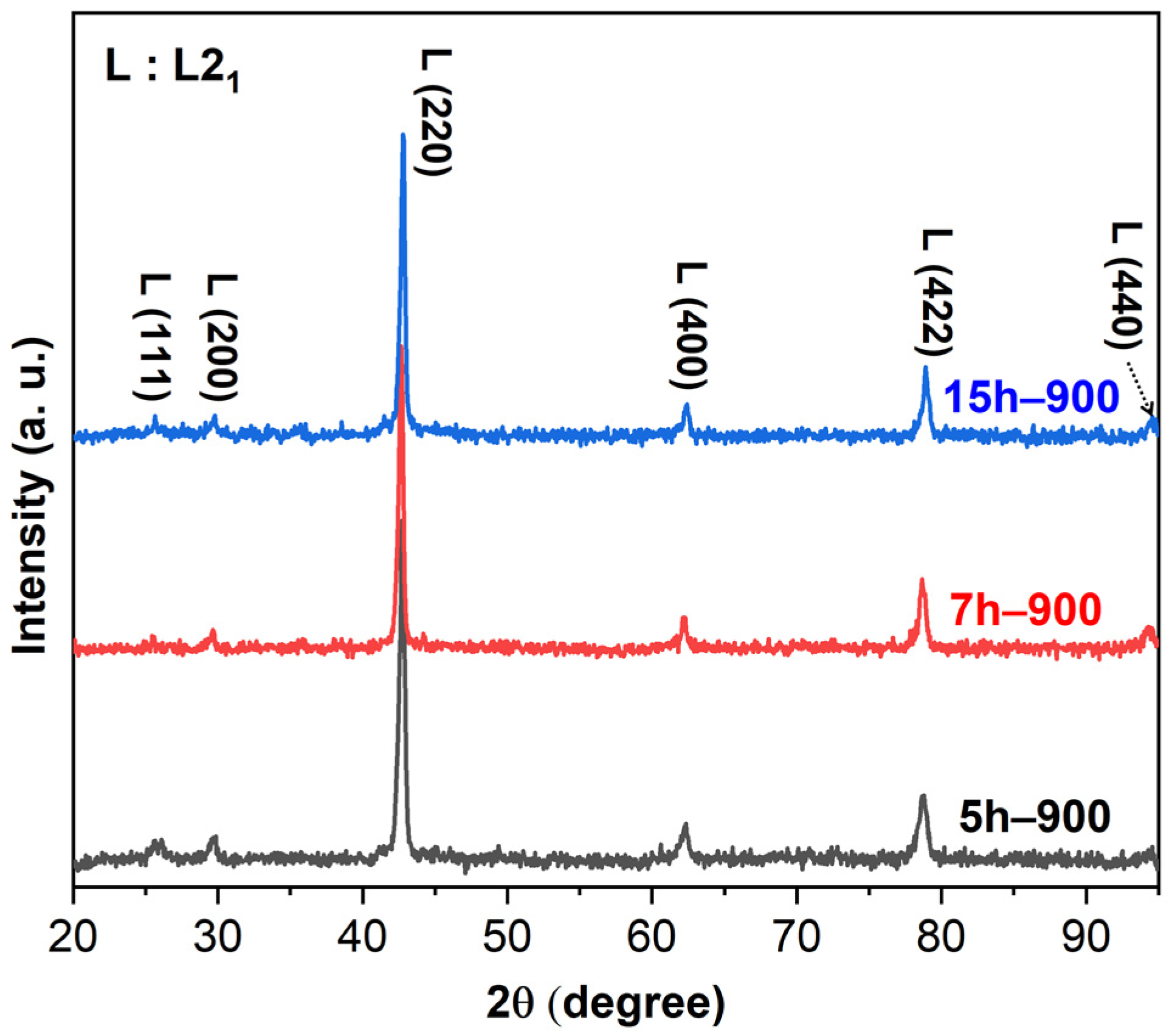
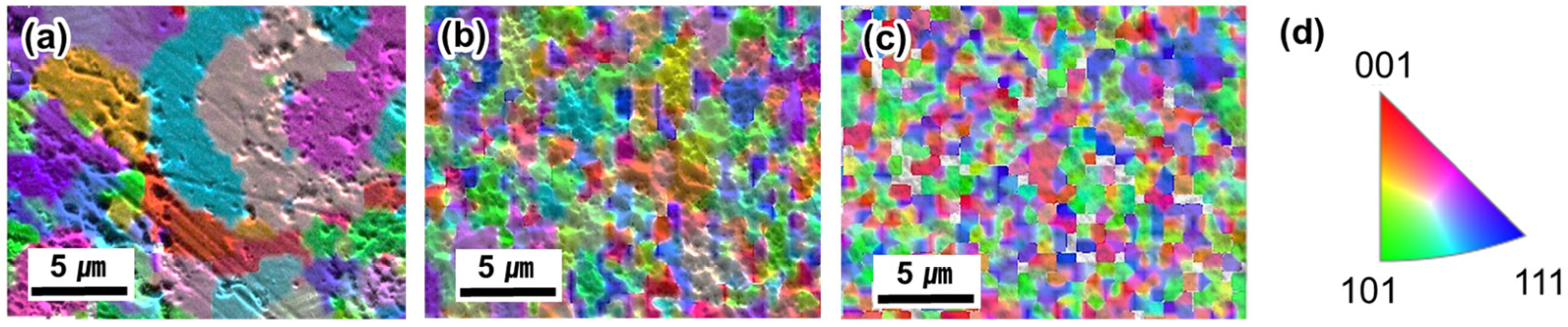
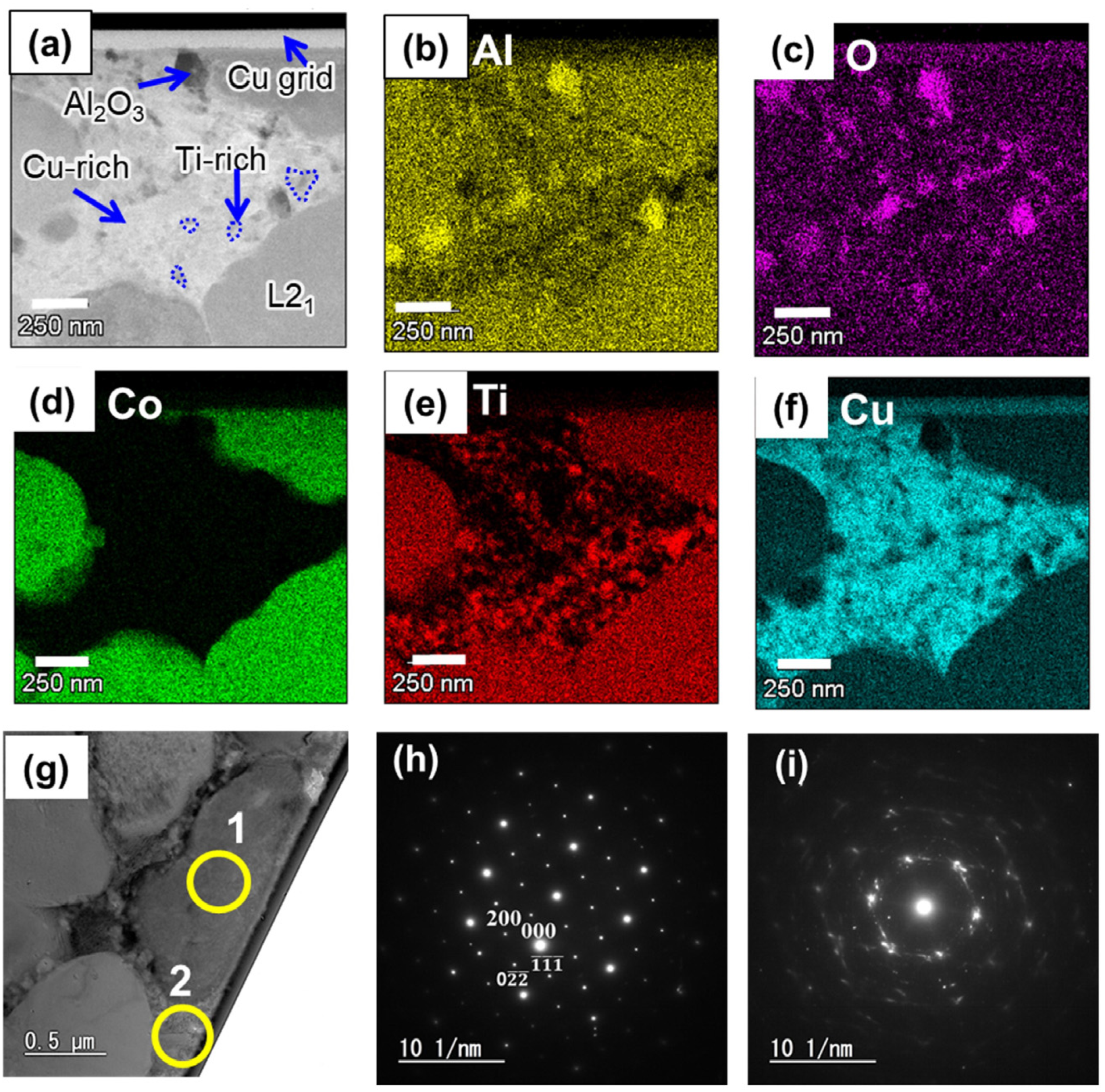
3.2. Phase-Separated Microstructure of the Al-Ti-Cu-Co Alloys Obtained with SPS
3.3. Mechanical Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baqer, Y.M.; Ramesh, S.; Yusof, F.; Manladan, S. Challenges and advances in laser welding of dissimilar light alloys: Al/Mg, Al/Ti, and Mg/Ti alloys. Int. J. Adv. Manuf. Technol. 2018, 95, 4353–4369. [Google Scholar] [CrossRef]
- Huang, X.; Miao, J.; Luo, A.A. Lightweight AlCrTiV high-entropy alloys with dual-phase microstructure via microalloying. J. Mater. Sci. 2019, 54, 2271–2277. [Google Scholar] [CrossRef]
- Liao, Y.; Li, T.; Tsai, P.; Jang, J.; Hsieh, K.; Chen, C.; Huang, J.; Wu, H.-J.; Lo, Y.-C.; Huang, C. Designing novel lightweight, high-strength and high-plasticity Tix(AlCrNb)100−x medium-entropy alloys. Intermetallics 2020, 117, 106673. [Google Scholar] [CrossRef]
- Yen, S.-Y.; Murakami, H.; Lin, S.-K. Low-density CoAlTi-B2 strengthened Al-Co-Cr-Mo-Ti bcc refractory high-entropy superalloy designed with the assistance of high-throughput CALPHAD method. J. Alloys Compd. 2023, 952, 170027. [Google Scholar] [CrossRef]
- Oh, M.C.; Sharma, A.; Lee, H.; Ahn, B. Phase separation and mechanical behavior of AlCoCrFeNi-X (X = Cu, Mn, Ti) high entropy alloys processed via powder metallurgy. Intermetallics 2021, 139, 107369. [Google Scholar] [CrossRef]
- Zhou, L.; Miller, M.K.; Lu, P.; Ke, L.; Skomski, R.; Dillon, H.; Xing, Q.; Palasyuk, A.; McCartney, M.; Smith, D. Architecture and magnetism of alnico. Acta Mater. 2014, 74, 224–233. [Google Scholar] [CrossRef]
- Feng, R.; Gao, M.C.; Zhang, C.; Guo, W.; Poplawsky, J.D.; Zhang, F.; Hawk, J.A.; Neuefeind, J.C.; Ren, Y.; Liaw, P.K. Phase stability and transformation in a light-weight high-entropy alloy. Acta Mater. 2018, 146, 280–293. [Google Scholar] [CrossRef]
- Palm, M.; Sauthoff, G. Deformation behaviour and oxidation resistance of single-phase and two-phase L21-ordered Fe–Al–Ti alloys. Intermetallics 2004, 12, 1345–1359. [Google Scholar] [CrossRef]
- Yamada, R.; Mohri, T. Origin of the phase separation into B2 and L21 ordered phases in X–Al–Ti (X: Fe, Co, and Ni) alloys based on the first-principles cluster variation method. J. Phys. Condens. Matter 2020, 32, 174002. [Google Scholar] [CrossRef]
- Ishikawa, K.; Kainuma, R.; Ohnuma, I.; Aoki, K.; Ishida, K. Phase stability of the X2AlTi (X: Fe, Co, Ni and Cu) Heusler and B2-type intermetallic compounds. Acta Mater. 2002, 50, 2233–2243. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Chauhan, P.; Yebaji, S.; Nadakuduru, V.N.; Shanmugasundaram, T. Development of a novel light weight Al35Cr14Mg6Ti35V10 high entropy alloy using mechanical alloying and spark plasma sintering. J. Alloys Compd. 2020, 820, 153367. [Google Scholar] [CrossRef]
- Montero, J.; Zlotea, C.; Ek, G.; Crivello, J.-C.; Laversenne, L.; Sahlberg, M. TiVZrNb multi-principal-element alloy: Synthesis optimization, structural, and hydrogen sorption properties. Molecules 2019, 24, 2799. [Google Scholar] [CrossRef] [PubMed]
- Murali, M.; Babu, S.K.; Krishna, B.J.; Vallimanalan, A. Synthesis and characterization of AlCoCrCuFeZnx high-entropy alloy by mechanical alloying. Prog. Nat. Sci. Mater. Int. 2016, 26, 380–384. [Google Scholar] [CrossRef]
- Tang, Z.; Senkov, O.N.; Parish, C.M.; Zhang, C.; Zhang, F.; Santodonato, L.J.; Wang, G.; Zhao, G.; Yang, F.; Liaw, P.K. Tensile ductility of an AlCoCrFeNi multi-phase high-entropy alloy through hot isostatic pressing (HIP) and homogenization. Mater. Sci. Eng. A 2015, 647, 229–240. [Google Scholar] [CrossRef]
- Praveen, S.; Murty, B.; Kottada, R.S. Phase evolution and densification behavior of nanocrystalline multicomponent high entropy alloys during spark plasma sintering. JOM 2013, 65, 1797–1804. [Google Scholar] [CrossRef]
- Ahmed, H.M.; Ahmed, H.A.; Hefni, M.; Moustafa, E.B. Effect of grain refinement on the dynamic, mechanical properties, and corrosion behaviour of Al-Mg alloy. Metals 2021, 11, 1825. [Google Scholar] [CrossRef]
- Babalola, B.J.; Shongwe, M.B.; Obadele, B.A.; Olubambi, P.A. Densification, microstructure and mechanical properties of spark plasma sintered Ni-17% Cr binary alloys. Int. J. Adv. Manuf. Technol. 2019, 101, 1573–1581. [Google Scholar] [CrossRef]
- Kleiner, S.; Bertocco, F.; Khalid, F.; Beffort, O. Decomposition of process control agent during mechanical milling and its influence on displacement reactions in the Al–TiO2 system. Mater. Chem. Phys. 2005, 89, 362–366. [Google Scholar] [CrossRef]
- Anas, N.; Ramakrishna, M.; Dash, R.; Rao, T.N.; Vijay, R. Influence of process control agents on microstructure and mechanical properties of Al alloy produced by mechanical alloying. Mater. Sci. Eng. A 2019, 751, 171–182. [Google Scholar] [CrossRef]
- Canakci, A.; Erdemir, F.; Varol, T.; Patir, A. Determining the effect of process parameters on particle size in mechanical milling using the Taguchi method: Measurement and analysis. Measurement 2013, 46, 3532–3540. [Google Scholar] [CrossRef]
- Chermahini, M.D.; Sharafi, S.; Shokrollahi, H.; Zandrahimi, M.; Shafyei, A. The evolution of heating rate on the microstructural and magnetic properties of milled nanostructured Fe1−xCox (x = 0.2, 0.3, 0.4, 0.5 and 0.7) powders. J. Alloys Compd. 2009, 484, 54–58. [Google Scholar] [CrossRef]
- Basariya, M.R.; Srivastava, V.; Mukhopadhyay, N. Effect of milling time on structural evolution and mechanical properties of garnet reinforced EN AW6082 composites. Metall. Mater. Trans. A 2015, 46, 1360–1373. [Google Scholar] [CrossRef]
- Chen, Y.-L.; Hu, Y.-H.; Hsieh, C.-A.; Yeh, J.-W.; Chen, S.-K. Competition between elements during mechanical alloying in an octonary multi-principal-element alloy system. J. Alloys Compd. 2009, 481, 768–775. [Google Scholar] [CrossRef]
- Qian, F.; Sharp, J.; Rainforth, W.M. Characterisation of L21-ordered Ni2TiAl precipitates in FeMn maraging steels. Mater. Charact. 2016, 118, 199–205. [Google Scholar] [CrossRef]
- Kang, M.; Lim, K.R.; Won, J.W.; Lee, K.S.; Na, Y.S. Al-ti-containing lightweight high-entropy alloys for intermediate temperature applications. Entropy 2018, 20, 355. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Chang, S.-Y.; Hong, Y.-D.; Chen, S.-K.; Lin, S.-J. Anomalous decrease in X-ray diffraction intensities of Cu–Ni–Al–Co–Cr–Fe–Si alloy systems with multi-principal elements. Mater. Chem. Phys. 2007, 103, 41–46. [Google Scholar] [CrossRef]
- Keller, C.; Tabalaiev, K.; Marnier, G.; Noudem, J.; Sauvage, X.; Hug, E. Influence of spark plasma sintering conditions on the sintering and functional properties of an ultra-fine grained 316L stainless steel obtained from ball-milled powder. Mater. Sci. Eng. A 2016, 665, 125–134. [Google Scholar] [CrossRef]
- Kainuma, R.; Ohnuma, I.; Ishikawa, K.; Ishida, K. Stability of B2 ordered phase in the Ti-rich portion of Ti–Al–Cr and Ti–Al–Fe ternary systems. Intermetallics 2000, 8, 869–875. [Google Scholar] [CrossRef]
- Keryvin, V.; Hoang, V.; Shen, J. Hardness, toughness, brittleness and cracking systems in an iron-based bulk metallic glass by indentation. Intermetallics 2009, 17, 211–217. [Google Scholar] [CrossRef]
- Mori, K.-I.; Bariani, P.; Behrens, B.-A.; Brosius, A.; Bruschi, S.; Maeno, T.; Merklein, M.; Yanagimoto, J. Hot stamping of ultra-high strength steel parts. Cirp Ann. 2017, 66, 755–777. [Google Scholar] [CrossRef]
- Stepanov, N.; Shaysultanov, D.; Salishchev, G.; Tikhonovsky, M. Structure and mechanical properties of a light-weight AlNbTiV high entropy alloy. Mater. Lett. 2015, 142, 153–155. [Google Scholar] [CrossRef]
- Zhang, M.; Ma, Y.; Dong, W.; Liu, X.; Lu, Y.; Zhang, Y.; Li, R.; Wang, Y.; Yu, P.; Gao, Y. Phase evolution, microstructure, and mechanical behaviors of the CrFeNiAlxTiy medium-entropy alloys. Mater. Sci. Eng. A 2020, 771, 138566. [Google Scholar] [CrossRef]
- Li, D.; Dong, Y.; Zhang, Z.; Zhang, Q.; Chen, S.; Jia, N.; Wang, H.; Wang, B.; Jin, K.; Xue, Y. An as-cast Ti-V-Cr-Al light-weight medium entropy alloy with outstanding tensile properties. J. Alloys Compd. 2021, 877, 160199. [Google Scholar] [CrossRef]
- Stepanov, N.; Yurchenko, N.Y.; Shaysultanov, D.; Salishchev, G.; Tikhonovsky, M. Effect of Al on structure and mechanical properties of AlxNbTiVZr (x = 0, 0.5, 1, 1.5) high entropy alloys. Mater. Sci. Technol. 2015, 31, 1184–1193. [Google Scholar] [CrossRef]
- Kanyane, L.; Popoola, A.; Malatji, N.; Sibisi, P. Synthesis and characterization of TixAlSixMoW light-weight high entropy alloys. Mater. Today Proc. 2020, 28, 1231–1238. [Google Scholar] [CrossRef]
- Stepanov, N.; Yurchenko, N.Y.; Skibin, D.; Tikhonovsky, M.; Salishchev, G. Structure and mechanical properties of the AlCrxNbTiV (x = 0, 0.5, 1, 1.5) high entropy alloys. J. Alloys Compd. 2015, 652, 266–280. [Google Scholar] [CrossRef]
- Zhang, K.; Fu, Z.; Zhang, J.; Shi, J.; Wang, W.; Wang, H.; Wang, Y.; Zhang, Q. Nanocrystalline CoCrFeNiCuAl high-entropy solid solution synthesized by mechanical alloying. J. Alloys Compd. 2009, 485, L31–L34. [Google Scholar] [CrossRef]
- Cavaliere, P. Spark Plasma Sintering of Materials: Advances in Processing and Applications; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Gwalani, B.; Soni, V.; Lee, M.; Mantri, S.; Ren, Y.; Banerjee, R. Optimizing the coupled effects of Hall-Petch and precipitation strengthening in a Al0.3CoCrFeNi high entropy alloy. Mater. Des. 2017, 121, 254–260. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.; Niu, H.; Yang, G.; Yang, L.; Xu, M.; Yi, J. BCC+ L21 dual-phase Cu40Al20Ti20V20 near-eutectic high-entropy alloy with a combination of strength and plasticity. J. Alloys Compd. 2022, 908, 164683. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Region | Al (at. %) | Ti (at. %) | Co (at. %) | Cu (at. %) |
|---|---|---|---|---|---|
| 5 h–900 | Overall | 23.45 | 21.85 | 23.69 | 31.01 |
| Dark gray (1) | 22.99 | 25.24 | 27.36 | 24.41 | |
| White (2) * | 18.84 | 12.48 | 10.88 | 57.79 | |
| 7 h–900 | Overall | 23.06 | 23.49 | 23.47 | 29.98 |
| Dark gray (1) | 23.20 | 24.69 | 24.73 | 27.38 | |
| White (2) * | 20.42 | 14.16 | 16.03 | 49.38 | |
| 15 h–900 | Overall | 23.19 | 23.39 | 23.93 | 29.48 |
| Dark gray (1) | 22.77 | 23.22 | 25.57 | 28.44 | |
| White (2) * | 23.79 | 19.83 | 14.84 | 41.55 |
| Alloys | Measured Density (g cm−3) | Hardness (HV) | Strength (MPa) * | Specific Strength (MPa cm3g−1) |
|---|---|---|---|---|
| 5 h–900 | 5.85 ± 0.02 | 684 ± 15 | 2451 | 419 |
| 7 h–900 | 5.86 ± 0.02 | 710 ± 9 | 2557 | 436 |
| 15 h–900 | 5.90 ± 0.02 | 791 ± 9 | 2887 | 489 |
| Inconel 718 [12] | 8.18 | 355 | 1050 | 128 |
| HTSS [31] | 7.90 | 540 | 1500 | 190 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.; Chokradjaroen, C.; Sawada, Y.; Yoon, S.; Saito, N. Regulated Phase Separation in Al–Ti–Cu–Co Alloys through Spark Plasma Sintering Process. Materials 2024, 17, 304. https://doi.org/10.3390/ma17020304
Lee S, Chokradjaroen C, Sawada Y, Yoon S, Saito N. Regulated Phase Separation in Al–Ti–Cu–Co Alloys through Spark Plasma Sintering Process. Materials. 2024; 17(2):304. https://doi.org/10.3390/ma17020304
Chicago/Turabian StyleLee, Seulgee, Chayanaphat Chokradjaroen, Yasuyuki Sawada, Sungmin Yoon, and Nagahiro Saito. 2024. "Regulated Phase Separation in Al–Ti–Cu–Co Alloys through Spark Plasma Sintering Process" Materials 17, no. 2: 304. https://doi.org/10.3390/ma17020304
APA StyleLee, S., Chokradjaroen, C., Sawada, Y., Yoon, S., & Saito, N. (2024). Regulated Phase Separation in Al–Ti–Cu–Co Alloys through Spark Plasma Sintering Process. Materials, 17(2), 304. https://doi.org/10.3390/ma17020304