
Possibilities of Increasing the Durability of Dies Used in the Extrusion Process of Valve Forgings from Chrome-Nickel Steel by Using Alternative Materials from Hot-Work Tool Steels

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
- −
- macroscopic tests combined with a measurement of the wear/allowance on the tools’ working surface through 3D scanning by means of a laser scanner with the measuring arm ROMER Absolute ARM 7520si (Stockholm, Sweden) integrated with a RS3 and a comparison of the scan’s geometry with the CAD models;
- −
- FEM (Finite Element Method) modeling of the working conditions and temperature performed in the Forge 3.0 NxT program;
- −
- observations of the changes occurring on the working surface by means of a scanning electron microscope (SEM) with magnifications over 1000× by using LEO 1430 coupled with an EDX detector (Zeiss, Jena, Germany);
- −
- microstructural tests conducted in the surface layer of the tool’s cross-section by the light microscopy method after its etching in natal by means of a stereoscopic microscope Keyence VHX-S600E (Osaka, Japan) and a light microscope Olympus BX51M (Tokyo, Japan);
- −
- microhardness tests on the cross-section as a function of the distance from the surface with the use of a LECO microhardness tester (LECO Corporation, St. Joseph, MO, USA).
3. Results and Discussion
3.1. Analysis of the Current Technology
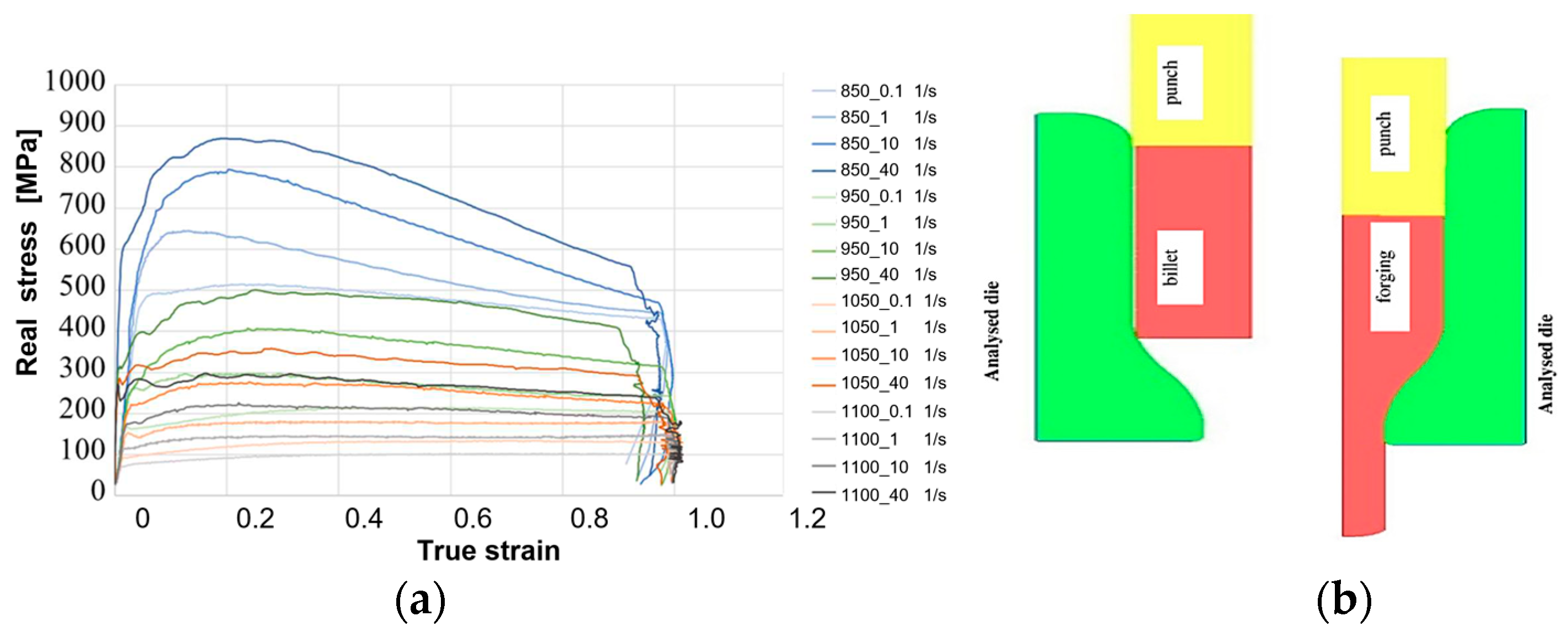
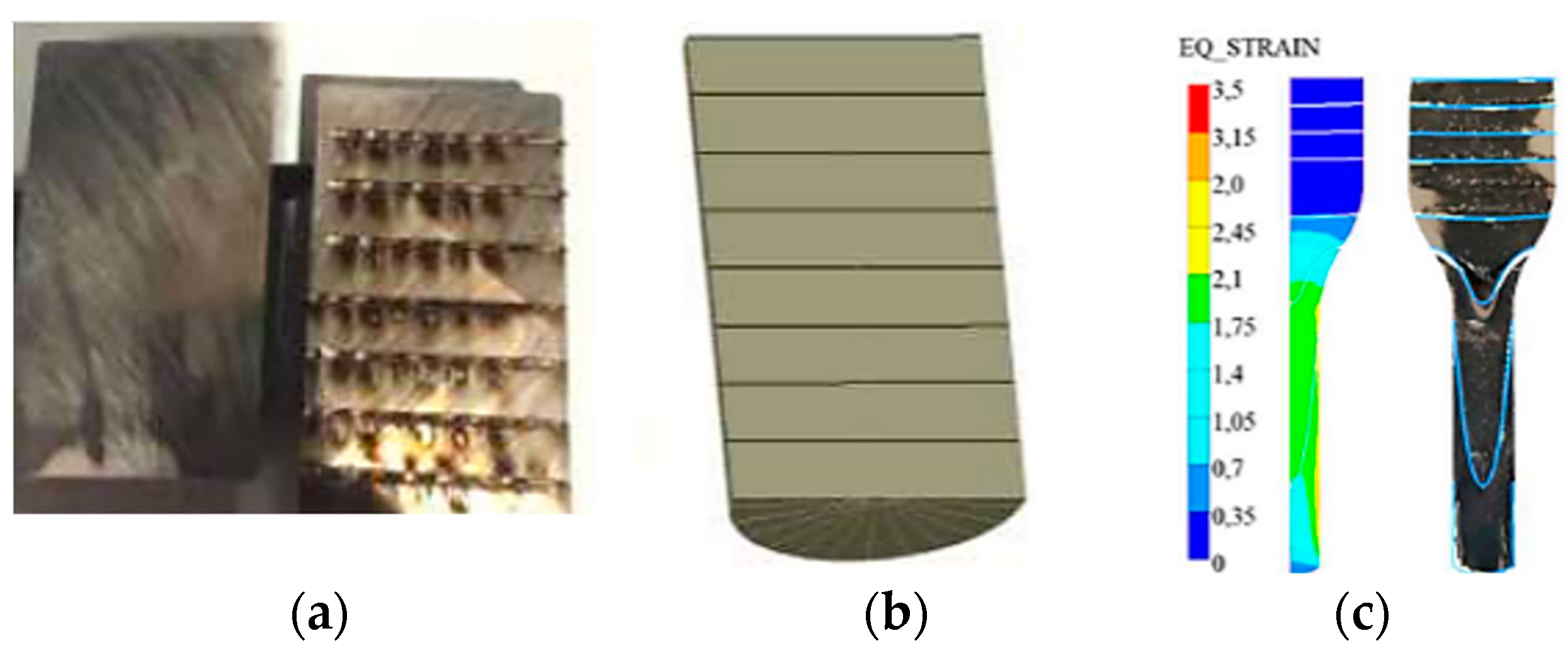
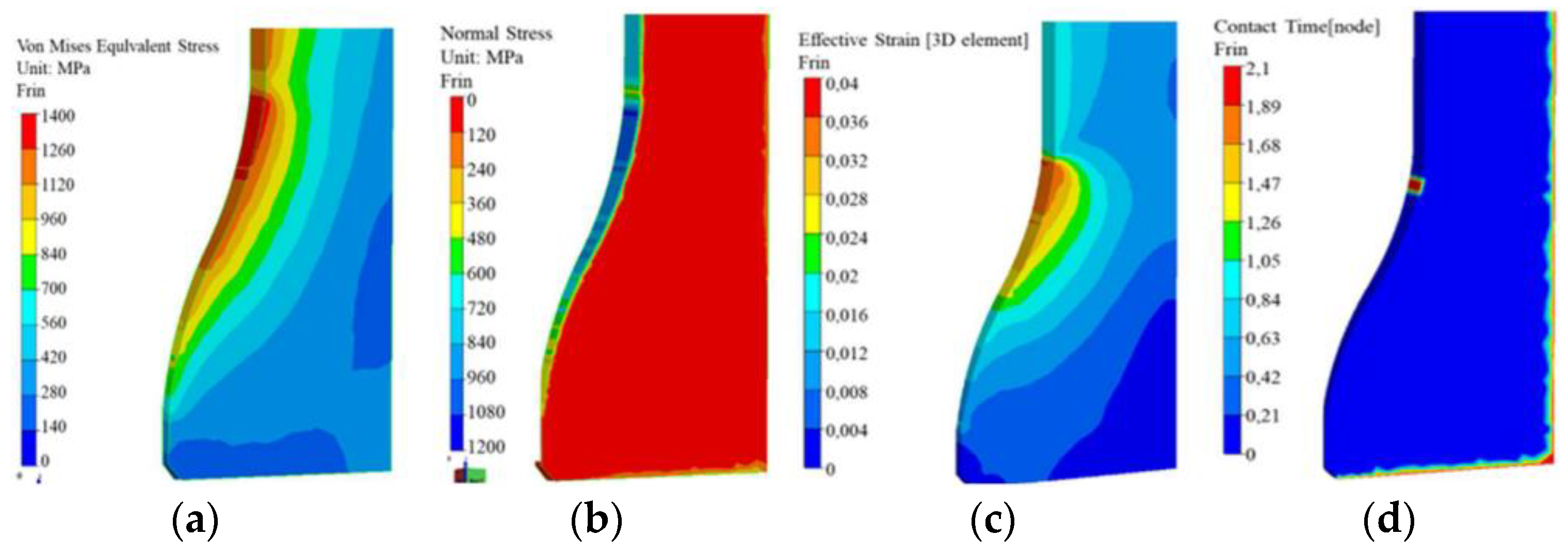
3.2. Numerical Modeling
- ε—total deformation;
- —deformation rate tensor;
- 𝑇—temperature;
3.3. Selection of a Hot Operation Steel for the Blocking Die with the Nitrided Layer
4. Summary and Conclusions
- −
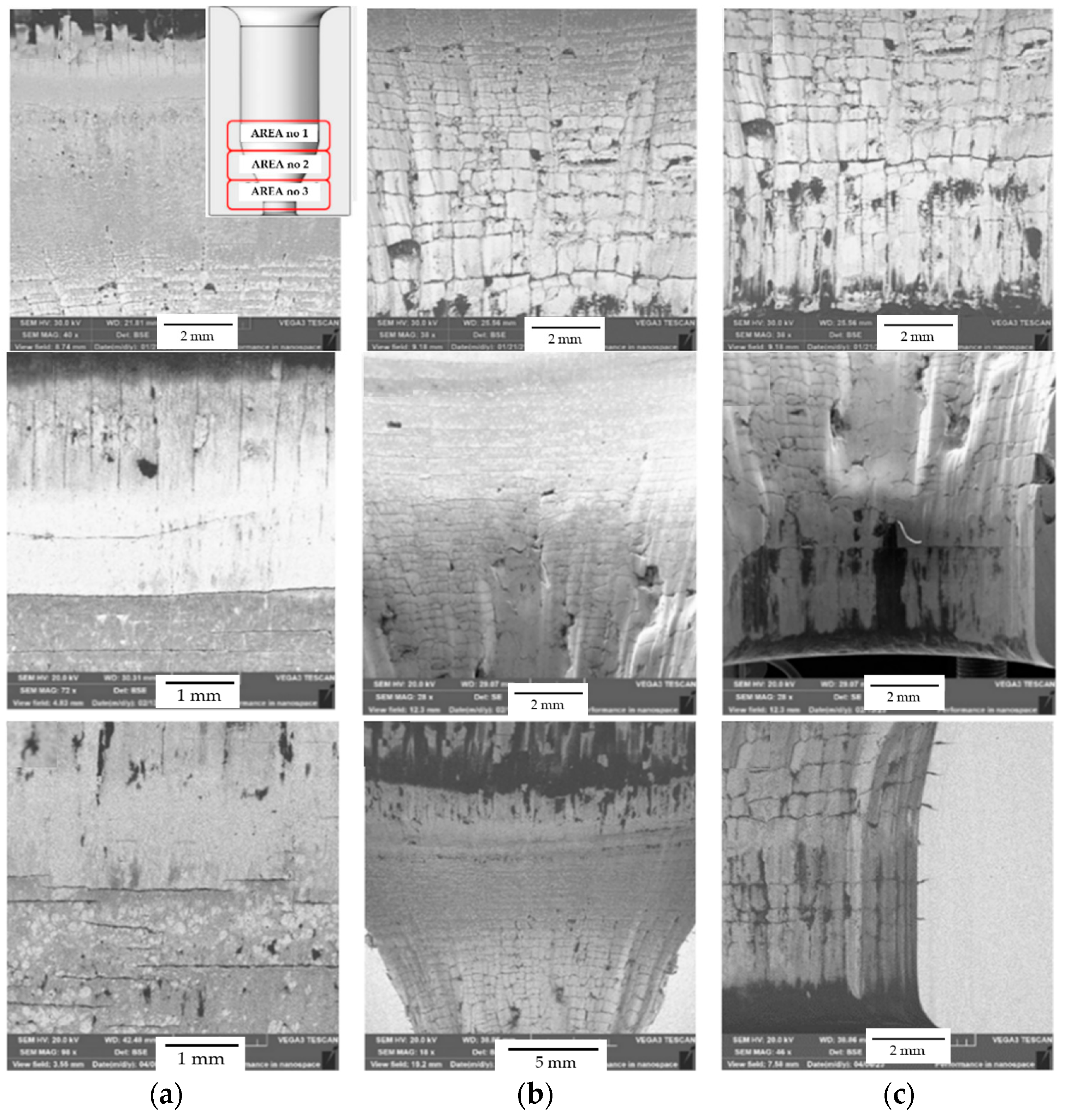
- The analysis of the dies demonstrated that the average durability of the tools examined throughout a longer period of time is at the level of 1200 forgings, where, among the analyzed tools, we can distinguish two groups. The first is constituted by dies that have become damaged during the process initiation—during the extrusion of the charge material, the forging became stuck inside the tool, without the possibility of continuing the production process (usually, during the extrusion of the first forging). The other group of tools are dies whose operation time was within the scope of 1000–2000 forgings, and the destructive mechanisms occurring on them run according to a specific and repeatable pattern. A detailed analysis of the problem of tool wear during the process initiation has been discussed in [15]. In turn, in the case of the other group of dies, with significant durability, the macroscopic analysis showed that, for each die, we can distinguish a few similar characteristic areas/zones on the cross-section.
- −
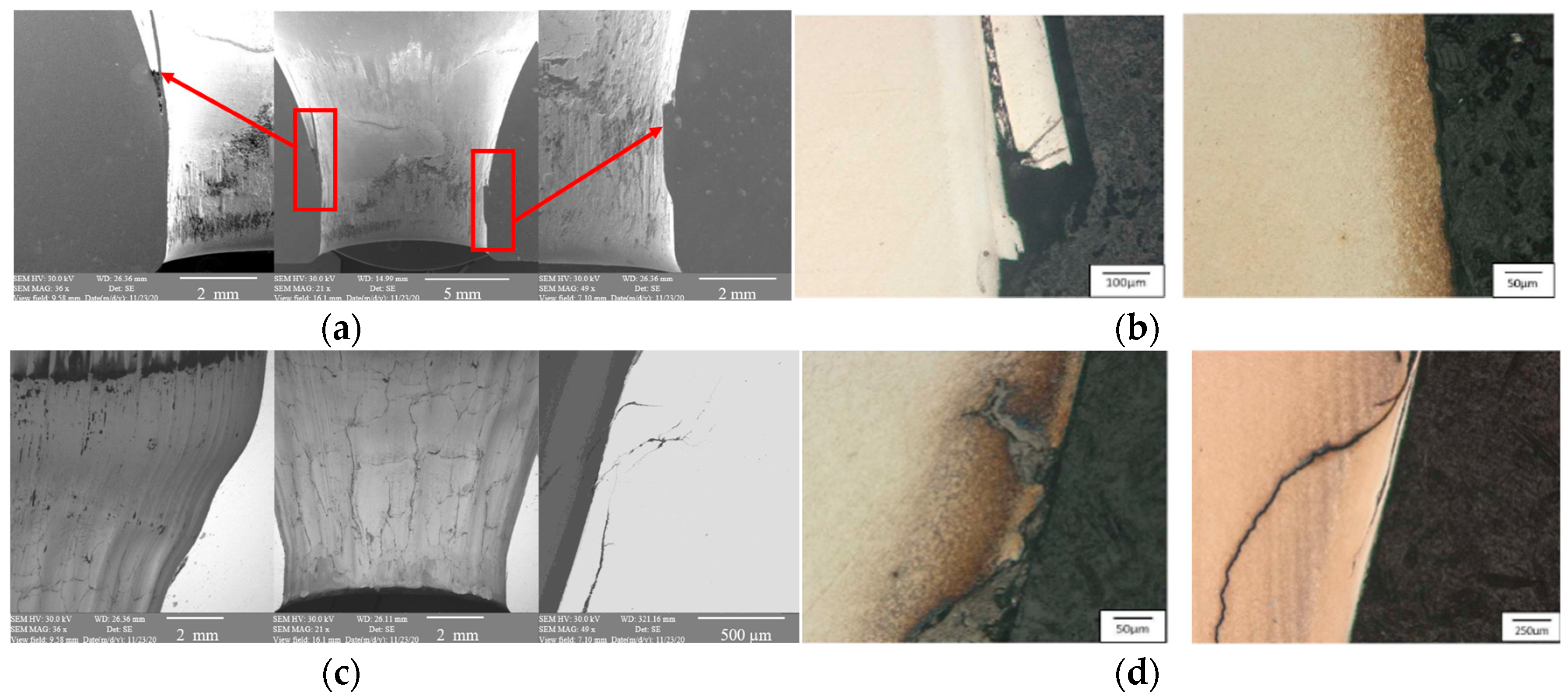
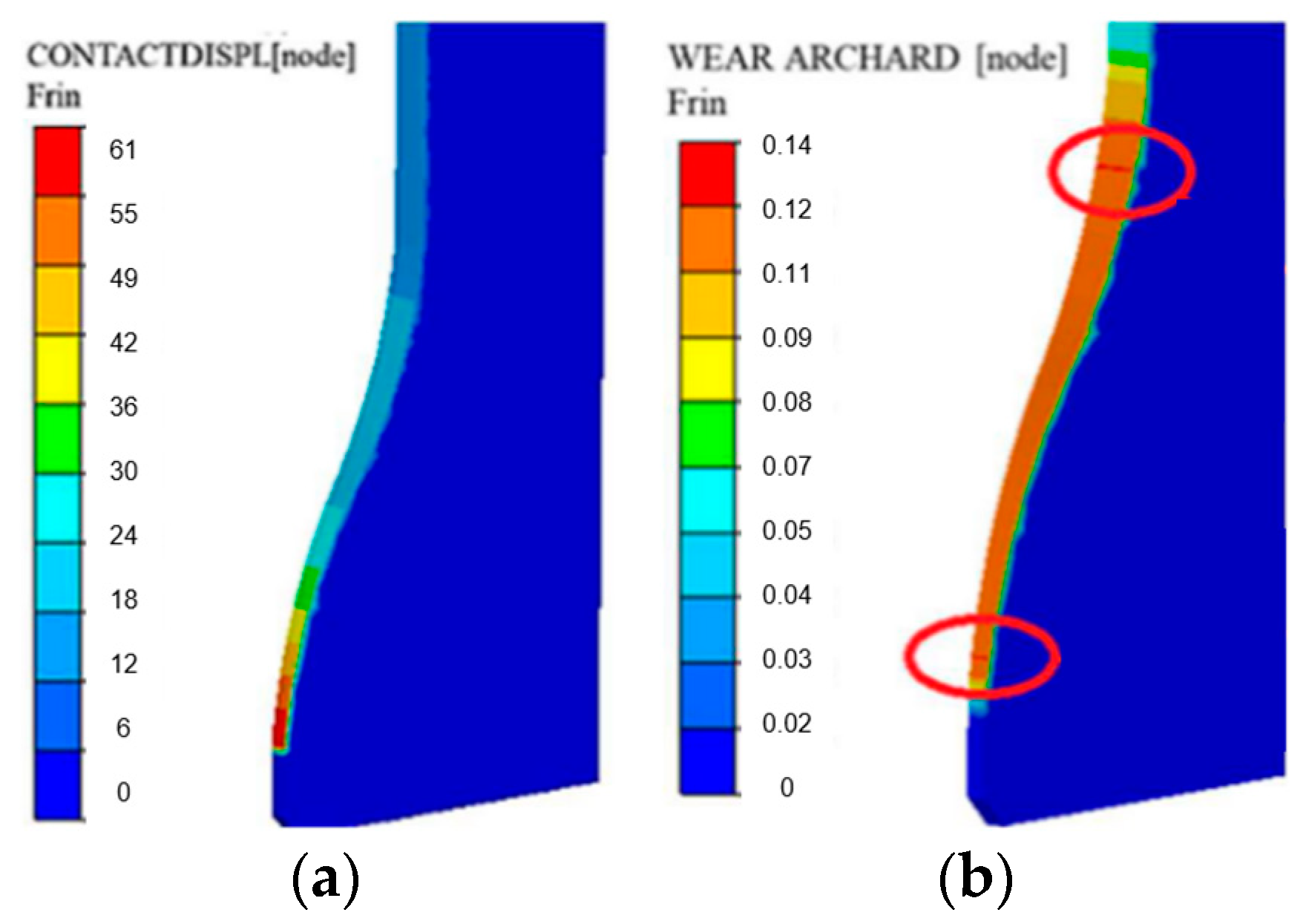
- The key zone, as far as premature wear of the tool is concerned, is the area of the second radius of reduction outside the curvature (areas 2 and 3). In this zone, there are visible longitudinal scratches, which resemble propagating cracks. A probable cause of such a state is the fact of the preheated preform falling into the impression together with small particles of the scale (hard oxides of the forging’s metal). Another cause of the formation of scratches can also be the detachment of bigger, also hard, particles (nitrides) from the nitrided layer, as a result of, e.g., an improper thermo-chemical treatment—there are no data on the type and conditions of the nitriding process or the thermal treatment of the dies. The scratches and grooves formed in this way can cause increased surface roughness and thus also increased friction in this area. This, in turn, may favor the non-cyclic sticking of the forging material.
- −
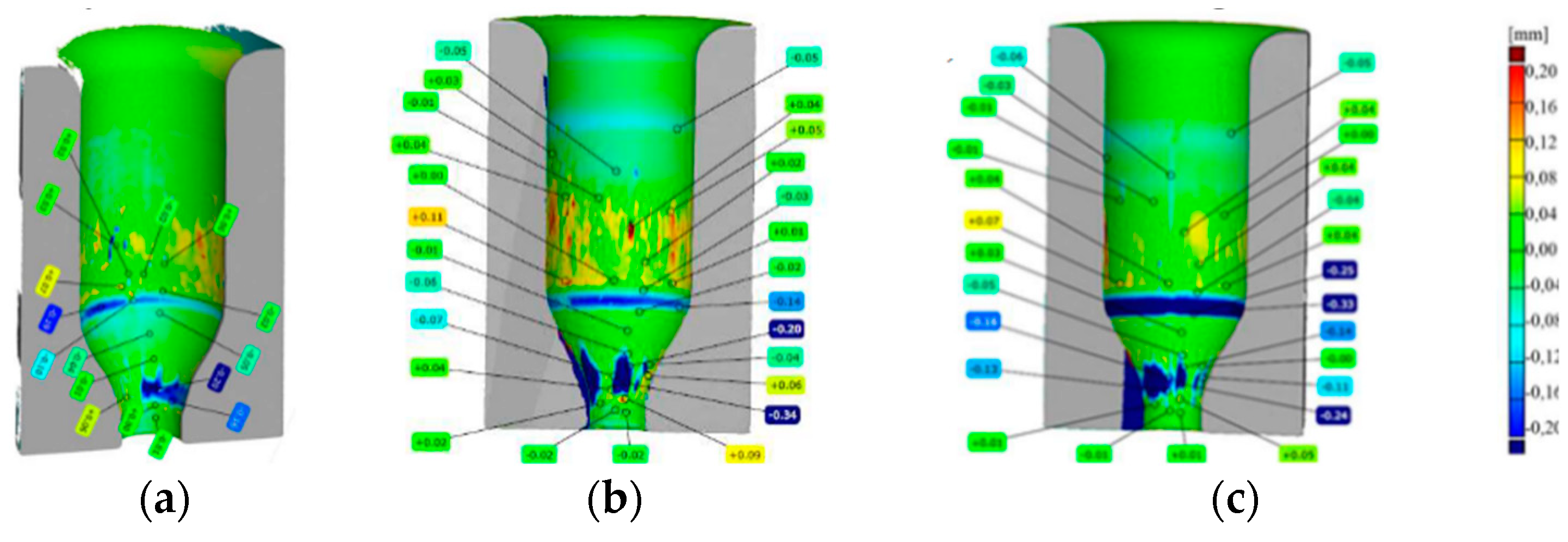
- For a more thorough analysis, especially of the geometrical changes in the normal direction with respect to the CAD model, scanning was performed by means of a laser scanner. Based on the scanning results, we can observe that the changes taking place within the working area of all the tools are non-cyclic; that is, they are not repeated on the circumference of the axisymmetrical dies. This mostly concerns the material growth as a result of the sticking of the forging material. The material excess observed on the scan images, reaching as much as about 0.2 mm, most probably comes from the forging material.
- −
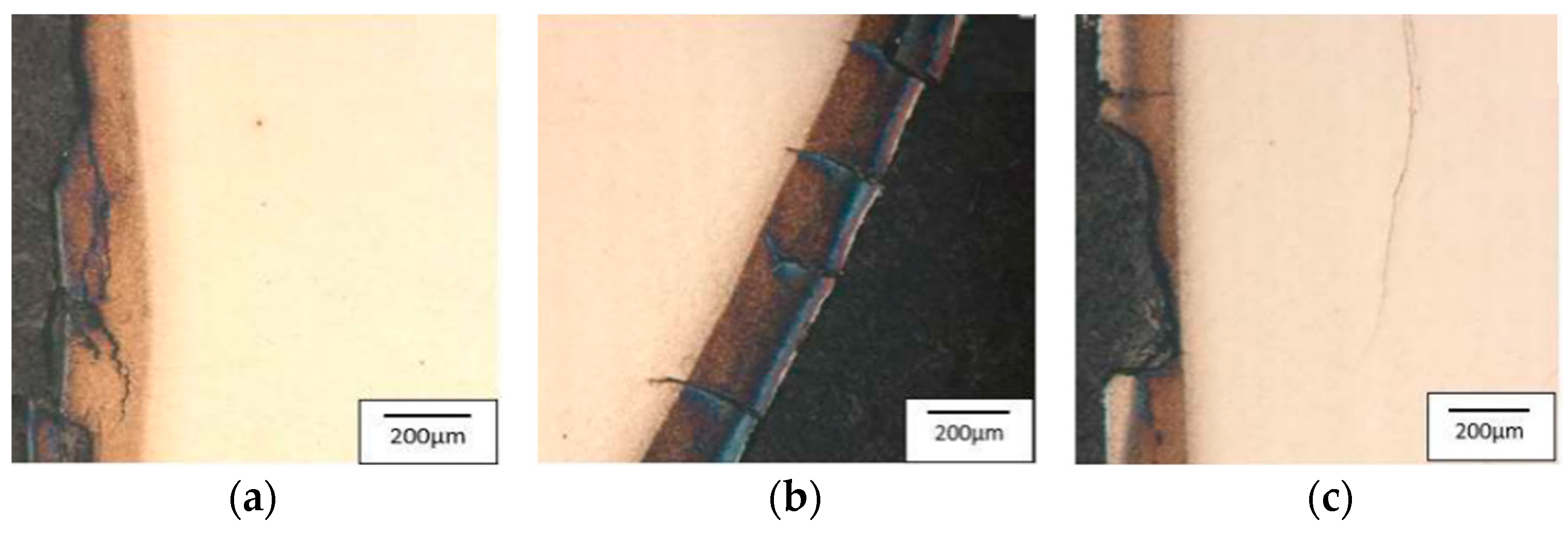
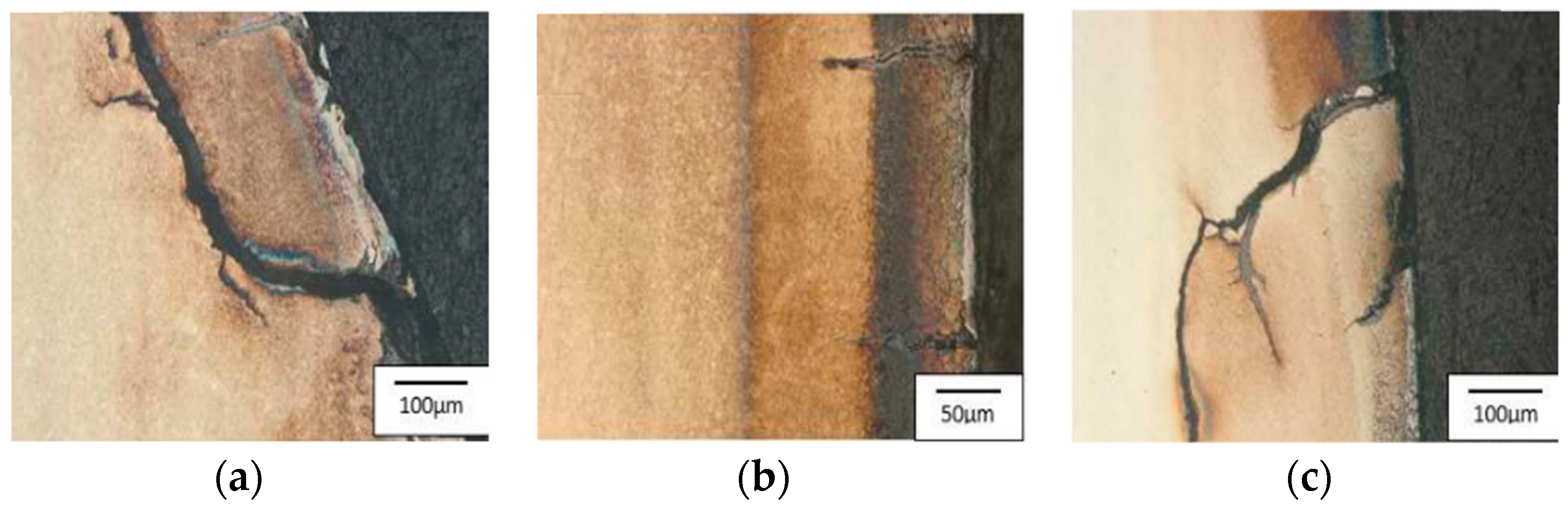
- The analysis performed based on the microstructural tests has demonstrated both numerous layers of stuck-on material with a thickness of 230–300 μm and a diffusion layer of nitrides with a thickness of about 100–200 μm, where, in different areas of the tool, the thickness of the layer is different. The nitride precipitates in some areas are more visible while being slightly covered with the layer of the stuck-on material, which hinders the etching of the microstructure.
- −
- An in-depth analysis of the die surfaces showed the presence of shallow scratches and abrasive grooves localized in the region of the die’s “neck”, i.e., where the cross-section of its opening becomes smaller—the key zone in the vicinity of area 3. In this zone, as a result of the contact of the forging material with the tool as well as the operation of the tensile stresses in the surface layer, we observed the phenomenon of longitudinal cracking in the direction along the die axis as well as the phenomenon of deepened cracks and abraded grooves and whole fragments of the die surface. In these areas, the surface of the die becomes black and mat (instead of smooth and shiny), and due to the increase in its roughness, the friction coefficient rapidly rises in contact with the formed material. These phenomena lead to the adhesion of the forging material to the tool surface, which, in consequence, leads to excessive narrowing of the die opening and improper shaping of the forging material.
- −
- The conducted investigations with the use of scanning microscopy have also demonstrated the presence of numerous grooves and scratches pointing to the phenomenon of abrasive wear, especially in the key zone of the die. Slightly lower, as demonstrated by the tests, we can also observe sticking of the forging material. The stuck-on material comes from forging, which was confirmed with a test of the chemical composition by means of an EDX-type X-ray analyzer integrated into the microscope. An effect of this adhesion is a change in the geometry of the tool’s cross-section through the narrowing of the die opening, which causes the low quality of the forging surface as well as the increased friction of the formed material with the formed layer, and, in critical moments, even blocking of the forging and the difficulty of its removal.
- −
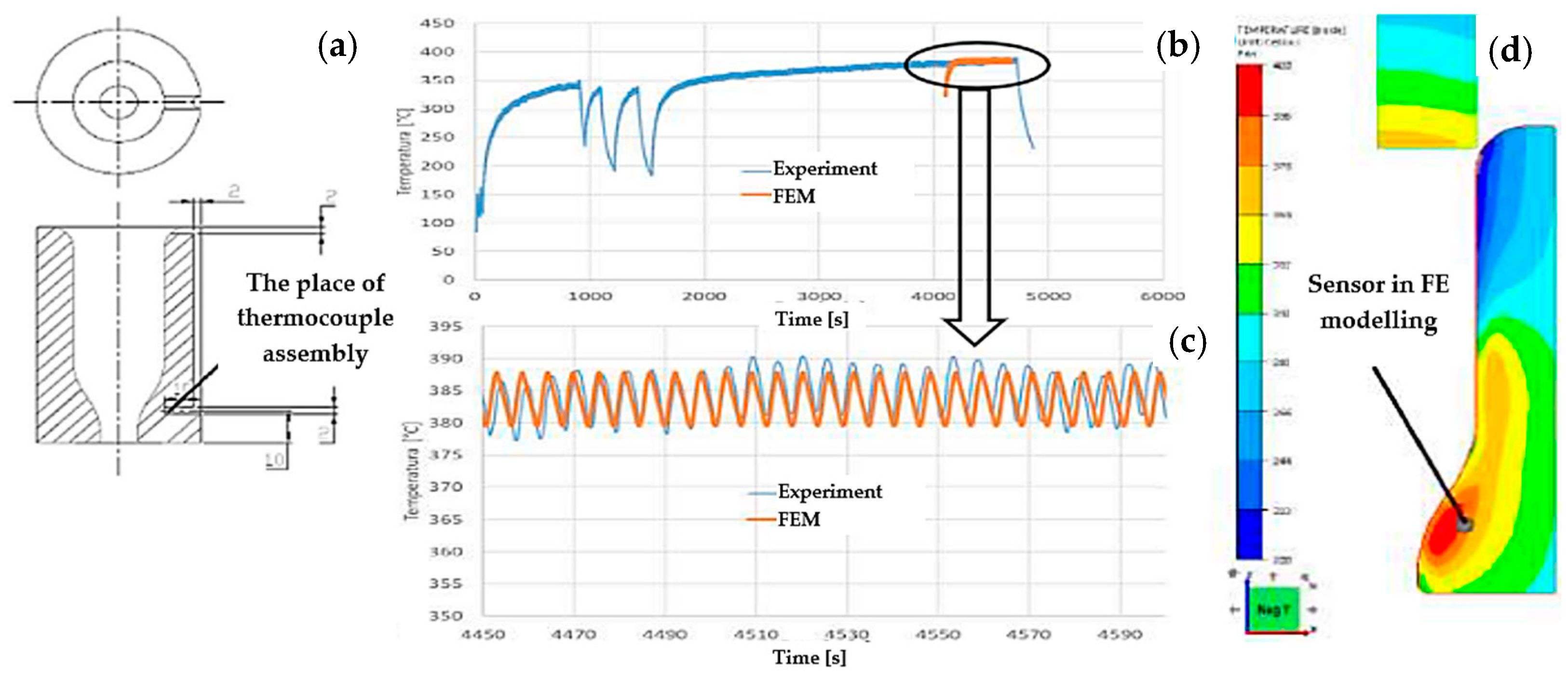
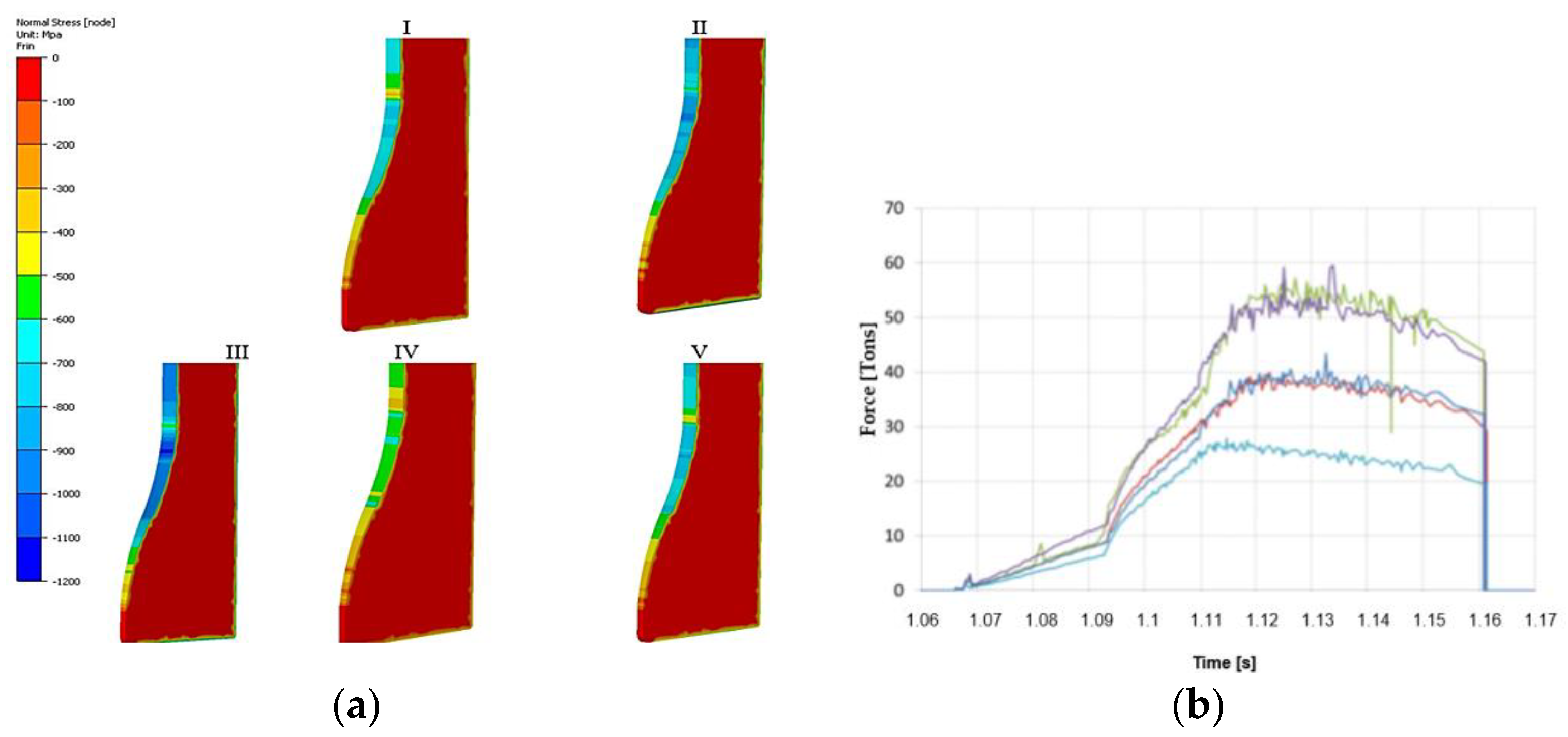
- The performed numerical simulations of the analyzed forging process showed that, for the assumed conditions of the industrial process, the tools should not undergo wear or damage that fast. An important issue is the control of temperature, as, due to a small thermal capacity, resulting from the small “size” of the charge, as well as dies in the case of forging process instability, the conditions can entirely change. This can be seen especially in the case of the distribution of the temperature field on the forging during extrusion, where a small thermal capacity caused big differences in the forging temperature in the deformed section as well as in contact with the cooler tools. A similar situation refers to the tribological conditions, particularly the assurance of the optimal lubrication of the die, because, as shown by the simulation results, in the case of increased friction, the shaped forging material flows with less ease, and also the forging force of the process increases.
- −
- Additionally, due to the small repeatability and stability of the industrial process, numerical models were elaborated, and then computer simulations were carried out, which enabled a more thorough analysis, especially in the case (which can happen) when the assumed conditions are different. To that end, five different variants were assumed, which, in the authors’ opinion, can significantly contribute to the premature wear of the forging dies. In addition to the nominal process, the following variants were assumed: increased friction; lowered and increased charge temperature; and increased tool temperature.
- −
- The obtained test results as well as the in-depth analysis, especially for the nominal process, enforced the replacement of the tool material, due to the fact that the alternative is one of the cheapest and relatively easy-to-analyze methods of improving the durability of forging instrumentation. A decision was made to use and compare three materials belonging to the group of tool steels, dedicated to forging dies for hot operations. The selection was narrowed down to three steel grades with the commercial names QRO90 Supreme, Unimax, and W360, with the simultaneous preservation of the previous nitrided layer at the level of 0.15 mm.
- −
- The tests conducted under industrial conditions showed that the best results, compared to the other materials, were obtained for QRO90 Supreme, with a nitrided layer thickness of 0.2 mm. This is because, per 10 dies made of each material, the obtained average die durability was at the level of only 2200 forgings, which makes it possible to state that the tool made of this material is characterized by better performance properties at elevated temperatures with respect to the dies made of the other two materials. An additional important point was that of the economical aspect, as, among the tested materials, the price of QRO90 Supreme steel was 5–20% lower than that of the other two. On this basis, it was decided that the best solution would be the use of QRO90 Supreme as the material for the dies.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sinigaglia, T.; Martins, M.E.S.; Mairesse Siluk, J.C. Technological evolution of internal combustion engine vehicle: A patent data analysis. Appl. Energy 2022, 306, 118003. [Google Scholar] [CrossRef]
- Leach, F.; Kalghatgi, G.; Stone, R.; Miles, P. The scope for improving the efficiency and environmental impact of internal combustion engines. Transp. Eng. 2020, 1, 1000005. [Google Scholar] [CrossRef]
- Thippeshnaik, G.; Prakash, S.B.; Suresh, A.B.; Chandrashekarappa, M.P.G.; Samuel, O.D.; Der, O.; Ercetin, A. Experimental Investigation of Compression Ignition Engine Combustion, Performance, and Emission Characteristics of Ternary Blends with Higher Alcohols (1-Heptanol and n-Octanol). Energies 2023, 16, 6582. [Google Scholar] [CrossRef]
- Bayata, F.; Alpas, A.T. The high temperature wear mechanisms of iron-nickel steel (NCF 3015) and nickel based superalloy (inconel 751) engine valves. Wear 2021, 480–481, 203943. [Google Scholar] [CrossRef]
- Wang, L. γ’ Phase in a New Fe-Based Superallo. J. Mater. Eng. Perform. 2022, 31, 8914–8922. [Google Scholar] [CrossRef]
- Xu, D.M.; Li, G.Q.; Wan, X.L.; Misra, R.D.K.; Zhang, X.G.; Xu, G.; Wu, K.M. The effect of annealing on the microstructural evolution and mechanical properties in phase reversed 316LN austenitic stainless steel. Mater. Sci. Eng. A 2018, 720, 36–48. [Google Scholar] [CrossRef]
- Calmunger, M.; Chai, G.; Eriksson, R.; Johansson, S.; Moverare, J.J. Characterization of austenitic stainless steels deformed at elevated temperature. Metall. Mater. Trans. A 2017, 48, 4525–4538. [Google Scholar] [CrossRef]
- Xu, X.Y.; Hong WA, N.G.; Zhang, Y.E.; Chang, J.W.; Yao, X.U.; Sun, G.A.; Lü, W.J.; Gao, Y.K. Characterization of residual stresses and microstructural features in an Inconel 718 forged compressor disc. Trans. Nonferrous Met. Soc. China 2019, 29, 569–578. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Liu, Y.; Guo, Q.; Huang, Y.; Li, H.; Yu, J. Effect of hot deformation on γ” and δ phase precipitation of Inconel 718 alloy during deformation&isothermal treatment. J. Alloys Compd. 2017, 716, 65–72. [Google Scholar]
- Zhou, J.; Sun, Z.; Kanouté, P.; Retraint, D. Effect of surface mechanical attrition treatment on low cycle fatigue properties of an austenitic stainless steel. Int. J. Fatigue 2017, 103, 309–317. [Google Scholar] [CrossRef]
- Morii, H.; Yoshimura, H. Method for Producing Hollow Engine, Valve. US Patent No. 888 1391 B2, 2012. [Google Scholar]
- Hongchao, J.; Jinping, L.; Baoyu, W.; Xiaobin, F.; Wenchao, X.; Zhenghuan, H. A new method for manufacturing hollow valves via cross wedge rolling and forging: Numerical analysis and experiment validation. J. Mater. Process. Technol. 2017, 240, 1–11. [Google Scholar]
- Hawryluk, M.; Lachowicz, M.; Janik, M.; Gronostajski, Z.; Stachowicz, M. Effect of the heating temperature of a nickel-chromium Steel charge material on the stability of the forging process and the durability of the die. Arch. Metall. Mater. 2023, 68, 711–722. [Google Scholar] [CrossRef]
- Dworzak, Ł.; Hawryluk, M.; Janik, M. The Impact of the Lubricant Dose on the Reduction of Wear Dies Used in the Forging Process of the Valve Forging. Materials 2021, 14, 212. [Google Scholar] [CrossRef] [PubMed]
- Donaldson, D.L.; Jayaweera, D. Influence of the nitrided layer thickness of dies made of two types of tool steel used in hot extrusion of valve forgings made of nickel–chromium steel on the durability of these tools. Arch. Civ. Mech. Eng. 2021, 21, 277–293. [Google Scholar] [CrossRef]
- Wojtaszek, M.; Lisiecki, Ł.; Łukaszek-Sołek, A.; Korpała, G.; Zyguła, K.; Śleboda, T.; Jabłońska, M.B.; Prahl, U. Application of processing maps and numerical modelling for identification of parameters and limitations of hot forging process of 80MnSi8-6 steel. Arch. Civ. Mech. Eng. 2023, 23, 240. [Google Scholar] [CrossRef]
- Sharma, S.; Sharma, M.; Gupta, V.; Singh, J. A Systematic Review of Factors Affecting the Process Parameters and Various Measurement Techniques in Forging Processes. Steel Res. Int. 2022, 94, 2200529. [Google Scholar] [CrossRef]
- Gontarz, A.; Surdacji, P.; Michalczyk, J. Research the Dimensional Accuracy of C45 Steel Ring Forgings Produced by Radial Rolling. Materials 2024, 17, 3. [Google Scholar] [CrossRef]
- Jabłońska, M.B.; Śmiglewicz, A.; Niewielski, G. The effect of strain rate on the mechanical properties and microstructure of the high-mn steel after dynamic deformation tests. Arch. Metall. Mater. 2015, 60, 577–580. [Google Scholar] [CrossRef]
- Liu, Y.; Wu, Y.; Wang, J. Defect analysis and design optimization on the hot forging of automotive balance shaft based on 3D and 2D simulations. Int. J. Adv. Manuf. Technol. 2018, 94, 2739–2749. [Google Scholar] [CrossRef]
- Mróz, S.; Szota, P.; Garstka, T.; Stradomski, G.; Gróbarczyk, J.; Gryczkowski, R. The Selection of Leveler Parameters Using FEM Simulation. Materials 2024, 17, 52. [Google Scholar] [CrossRef]
- Son, S.; Park, H.; Lee, K.H. Automated laser scanning system for reverse engineering and inspection. Int. J. Mach. Tools Manuf. 2002, 42, 889–897. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Pratap, R.; Suman, R. Industrial perspectives of 3D scanning: Features, roles and it’s analytical applications. Sens. Int. 2021, 2, 100114. [Google Scholar] [CrossRef]
- Riveiro, B.; Lindenbergh, R. Laser Scanning: An Emerging Technology in Structural Engineering; CRC Press: London, UK, 2019. [Google Scholar]
- Husnain, M.M.N.; Akramin, M.R.M.; Shaari, M.S.; Takahashi, A.; Bashiri, A.H.; Alshoaibi, A.M. Comparison of Monte Carlo and bootstrap analyses for residual life and confidence interval. Mater. Sci. 2023, 41, 15–26. [Google Scholar] [CrossRef]
- Gomah, M.; Demiral, M. An experimental and numerical investigation of an improved shearing process with different punch characteristics. Stroj. Vestn. J. Mech. Eng. 2020, 66, 375–384. [Google Scholar] [CrossRef]
- Dziubińska, A. The New Technology of Die Forging of Automotive Connecting Rods from EN AB-71100 Aluminium Alloy Cast Preforms. Materials 2023, 16, 2856. [Google Scholar] [CrossRef] [PubMed]
- Hawryluk, M.; Polak, S.; Rychlik, M.; Dudkiewicz, Ł.; Borowski, J.; Suliga, M. Possibilities of Measuring and Detecting Defects of Forged Parts in Die Hot-Forging Processes. Materials 2024, 17, 213. [Google Scholar] [CrossRef]
- Altan, T.; Ngaile, G.; Shen, G. Cold and Hot Forging: Fundamentals and Applications; ASM International: Novelty, OH, USA, 2005; p. 31. [Google Scholar]
- Christiansen, P.; Hattel, J.H.; Bay, N.; Martins, P.A.F. Physical modeling and numerical simulation of V-die forging ingot with central void. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 2347–2356. [Google Scholar] [CrossRef]
- Huang, Y.; Hao, R.; Li, J.; Guo, J.; Sun, Y.; Liu, J. Disk cutter wear prediction of TBM considering sliding and rolling friction. Mater. Sci. 2023, 41, 42–56. [Google Scholar] [CrossRef]
- Krawczyk, J.; Łukaszek-Sołek, A.; Śleboda, T.; Lisiecki, Ł.; Bembenek, M.; Cieślik, J.; Góral, T.; Pawlik, J. Tool Wear Issues in Hot Forging of Steel. Materials 2023, 16, 471. [Google Scholar] [CrossRef]
- Zhu, J.; Zhang, Z.; Xie, J. Improving strength and ductility of H13 die steel by pre-tempering treatment and its mechanism. Mat. Sci. Eng. A 2019, 752, 101–114. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Li, K.; Yang, T.; Gong, N.; Wu, J.; Wu, X.; Zhang, D.Z.; Murr, L.E. Additive manufacturing of ultra-high strength steels: A review. J. Alloys Compd. 2023, 965, 171390. [Google Scholar] [CrossRef]
- Ebara, R.; Kubota, K. Failure analysis of hot forging dies for automotive components. Eng. Fail. Anal. 2008, 15, 881–893. [Google Scholar] [CrossRef]
- Marashi, J.; Yakushina, E.; Xirouchakis, P.; Zante, R.; Foster, J. An evaluation of H13 tool steel deformation in hot forging conditions. J. Mater. Process. Technol. 2017, 246, 276–284. [Google Scholar] [CrossRef]
- Dobrzański, L.A. Podstawy Nauki o Materiałach i Metaloznawstwo; WNT: Gliwice/Warszawa, Poland, 2002. [Google Scholar]
- Wojtaszek, M.; Zyguła, K.; Łukaszek-Sołek, A.; Jabłońska, M.; Stanik, R.; Gude, M. Forging of PM Ti–6Al–4V alloy at the temperature above β-transus and high strain rate: Modeling and trials in industrial conditions. Archiv. Civ. Mech. Eng. 2023, 23, 102. [Google Scholar] [CrossRef]
- Hawryluk, M.; Zwierchowski, M. Structural analysis of hot forging dies with regard to their life. Maint. Reliab. 2009, 2, 31–41. [Google Scholar]
- Hölker, R.; Jäger, A.; Ben, N.; Khalifa, B.; Tekkaya, A.E. Controlling heat balance in hot aluminum extrusion by additive manufactured extrusion dies with conformal cooling channels. Int. J. Precis. Eng. Manuf. 2013, 14, 1487–1493. [Google Scholar] [CrossRef]
- Deirmina, F.; Peghini, N.; AlMangour, B.; Grzesiak, D.; Pellizzari, M. Heat treatment and properties of a hot work tool steel fabricated by additive, Manufacturing. Mater. Sci. Eng. A 2019, 753, 109–121. [Google Scholar] [CrossRef]
- Available online: https://www.uddeholm.com/ (accessed on 26 October 2023).
- Available online: https://www.totalmateria.com/ (accessed on 27 October 2023).
- Kannan, P.R.; Thanigaivelan, R.; Thiraviam, R.; Pradeep Kumar, K. Performance studies on hybrid nano-metal matrix composites for wear and surface quality. Mater. Sci. 2023, 41, 288–300. [Google Scholar] [CrossRef]
- Hawryluk, M. Review of selected methods of increasing the life of forging tools in hot die forging processes. Arch. Civ. Mech. Eng. 2016, 16, 845–866. [Google Scholar] [CrossRef]
- Janik, M. Development of a High-Performance Technology for Producing an Engine Valve Made of Chrome-Nickel Steel Intended for Trucks. Ph.D. Thesis, Wroclaw University of Science and Technology, Wroclaw, Poland, 2023. [Google Scholar]
- Datafile Forge 3v75, Forge NxT 2011 Documentation; Subsidiary Transvalor Americas Corp: Moscow, Russia, 2019.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C [%] | Si [%] | Mn [%] | Cr [%] | Mo [%] | V [%] |
|---|---|---|---|---|---|---|
| QRO90 Supreme | 0.38 | 0.30 | 0.80 | 2.60 | 2.30 | 0.90 |
| Unimax | 0.50 | 0.20 | 0.50 | 5.00 | 2.30 | 0.50 |
| W360 | 0.50 | 0.25 | 0.50 | 4.50 | 3.00 | 0.60 |
| Materials | Hardness [HRC] | Nitrided Layers [mm] | Durability of Dies [pcs] |
|---|---|---|---|
| QRO90 Supreme | 53 | 0.15–0.16 | 2100 (min: 1960; max: 2218) |
| Unimax | 53 | 0.14–0.16 | 1870 (min: 1550; max: 2480) |
| W360 | 56 | 0.15–0.17 | 1830 (min: 1685; max: 2430) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hawryluk, M.; Janik, M.; Zwierzchowski, M.; Lachowicz, M.M.; Krawczyk, J. Possibilities of Increasing the Durability of Dies Used in the Extrusion Process of Valve Forgings from Chrome-Nickel Steel by Using Alternative Materials from Hot-Work Tool Steels. Materials 2024, 17, 346. https://doi.org/10.3390/ma17020346
Hawryluk M, Janik M, Zwierzchowski M, Lachowicz MM, Krawczyk J. Possibilities of Increasing the Durability of Dies Used in the Extrusion Process of Valve Forgings from Chrome-Nickel Steel by Using Alternative Materials from Hot-Work Tool Steels. Materials. 2024; 17(2):346. https://doi.org/10.3390/ma17020346
Chicago/Turabian StyleHawryluk, Marek, Marta Janik, Maciej Zwierzchowski, Marzena Małgorzata Lachowicz, and Jakub Krawczyk. 2024. "Possibilities of Increasing the Durability of Dies Used in the Extrusion Process of Valve Forgings from Chrome-Nickel Steel by Using Alternative Materials from Hot-Work Tool Steels" Materials 17, no. 2: 346. https://doi.org/10.3390/ma17020346
APA StyleHawryluk, M., Janik, M., Zwierzchowski, M., Lachowicz, M. M., & Krawczyk, J. (2024). Possibilities of Increasing the Durability of Dies Used in the Extrusion Process of Valve Forgings from Chrome-Nickel Steel by Using Alternative Materials from Hot-Work Tool Steels. Materials, 17(2), 346. https://doi.org/10.3390/ma17020346