
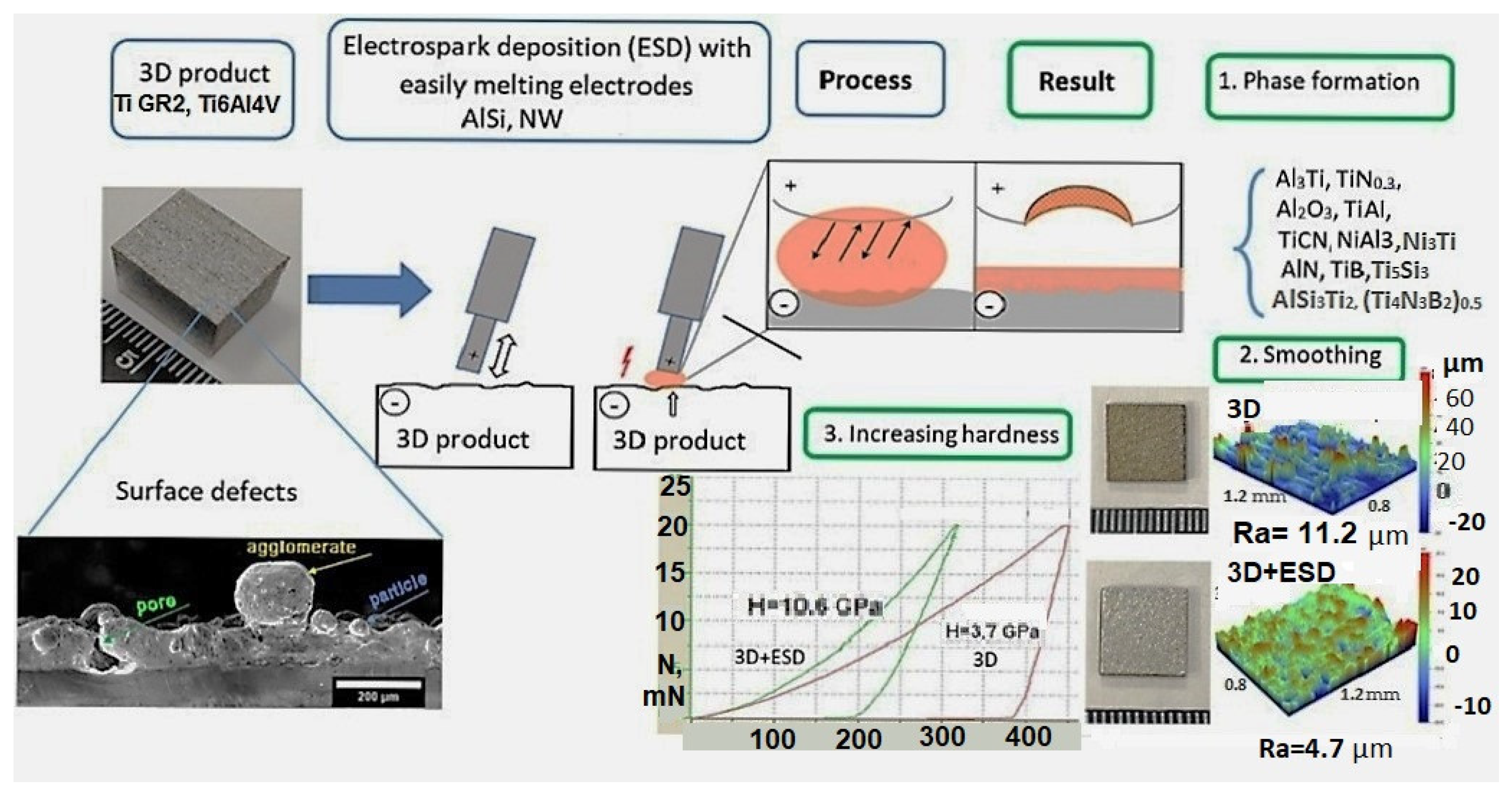
Improving the Surface Quality and Tribological Characteristics of 3D-Printed Titanium Parts through Reactive Electro-Spark Deposition



Abstract
1. Introduction
2. Materials and Methods
2.1. Substrate and Coating Materials
2.2. Equipment and Conditions of ESD
2.3. Measurement Methodology
3. Results and Discussion
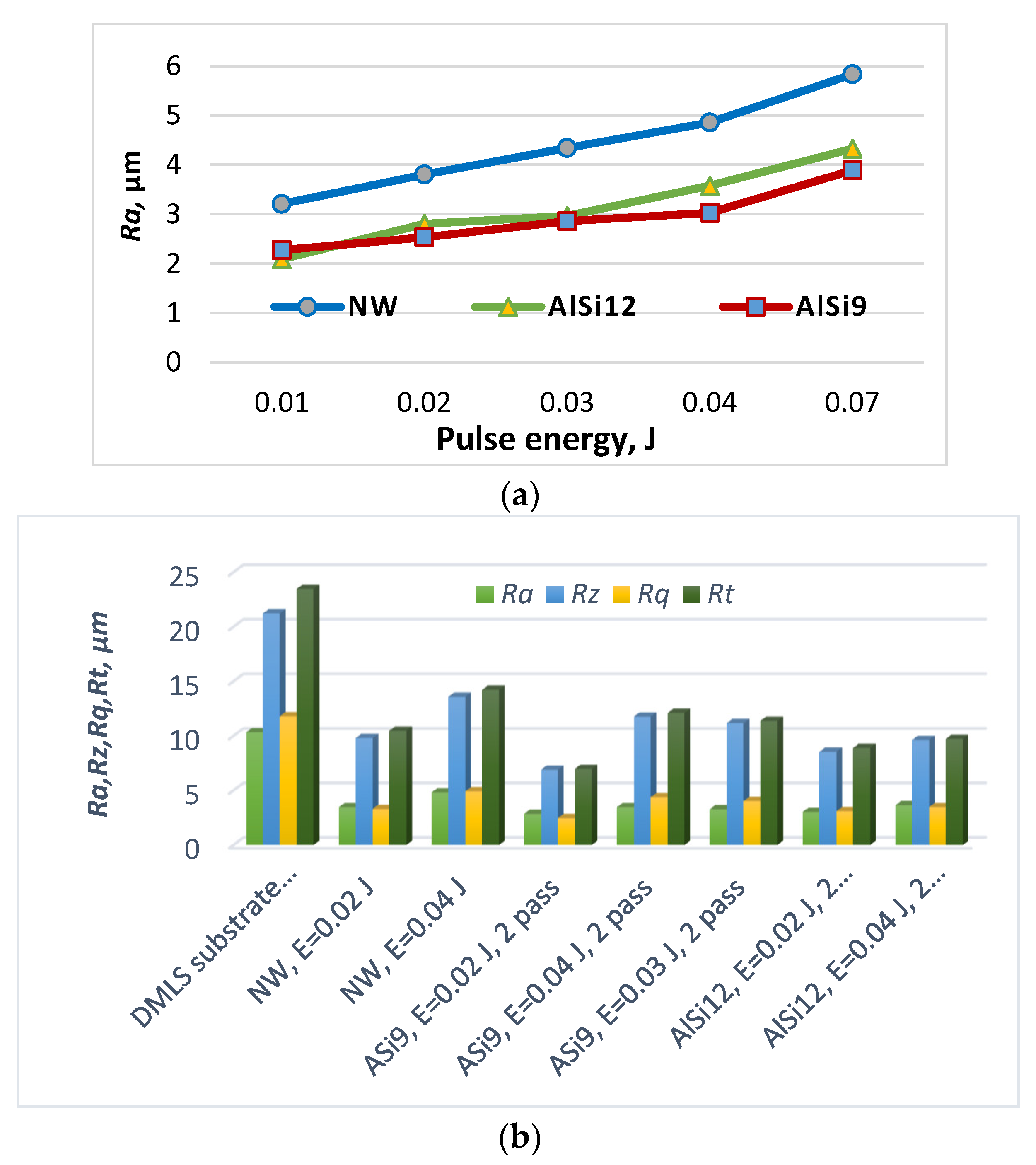
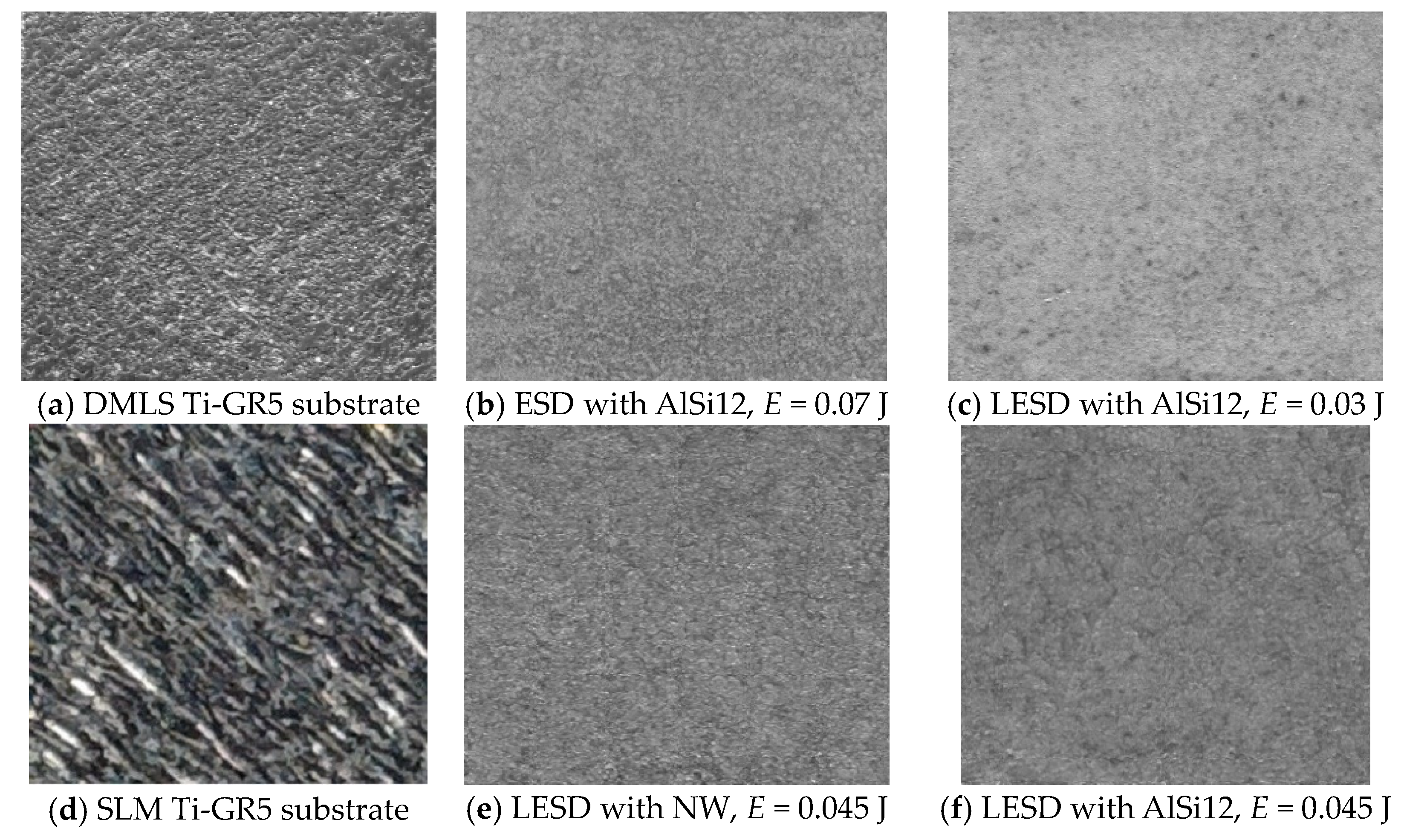
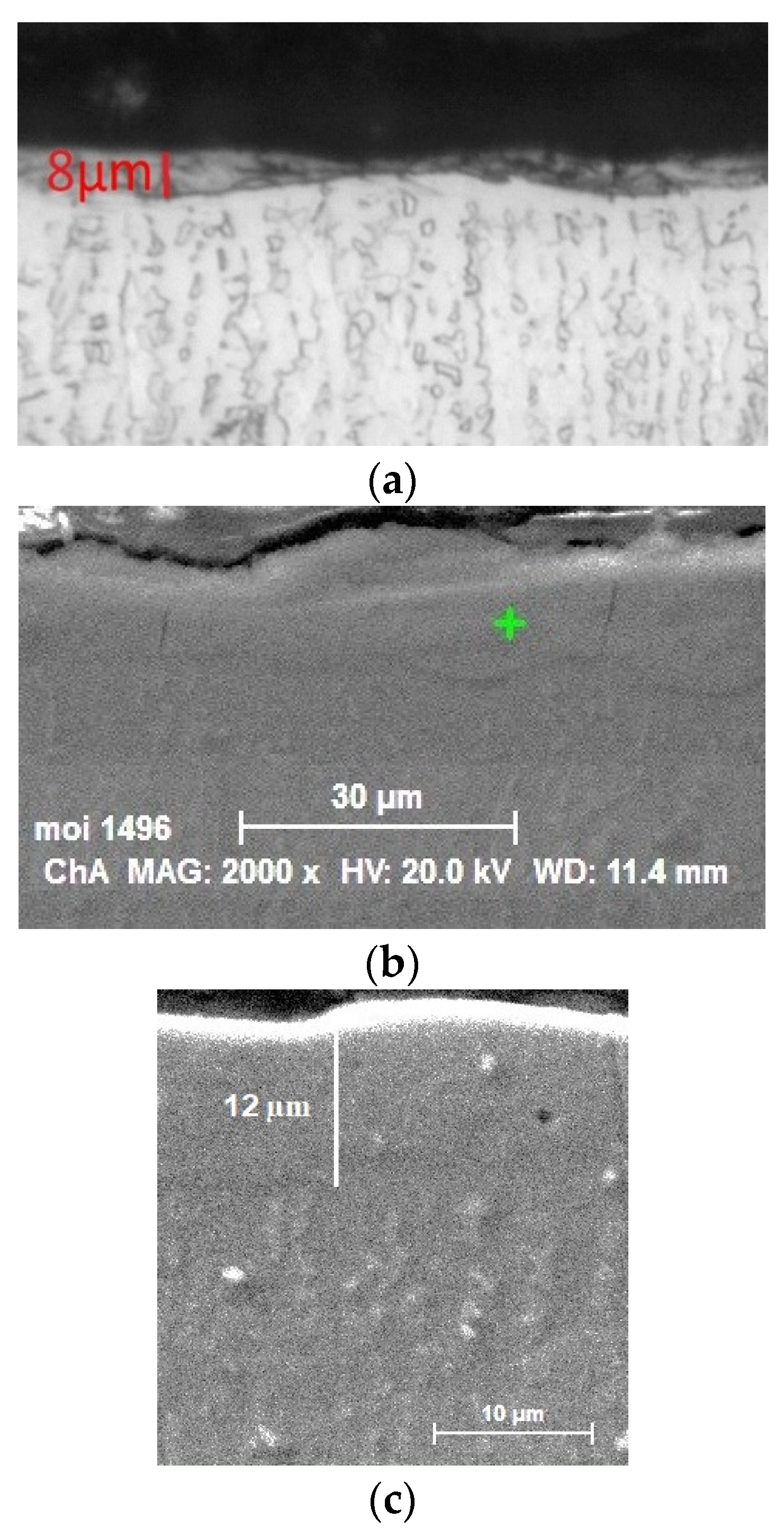
3.1. Coating Roughness, Thickness, Structure and Microhardness
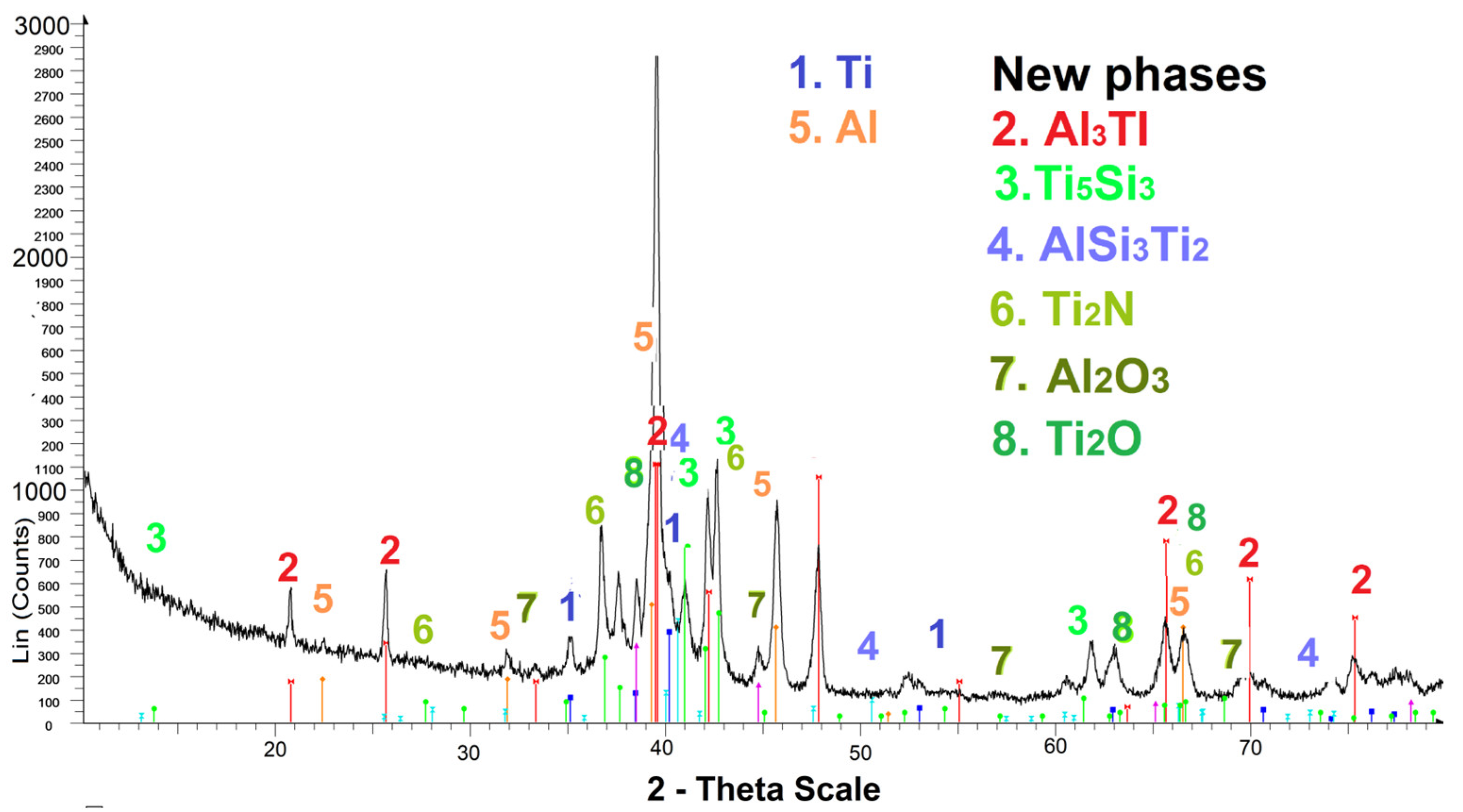
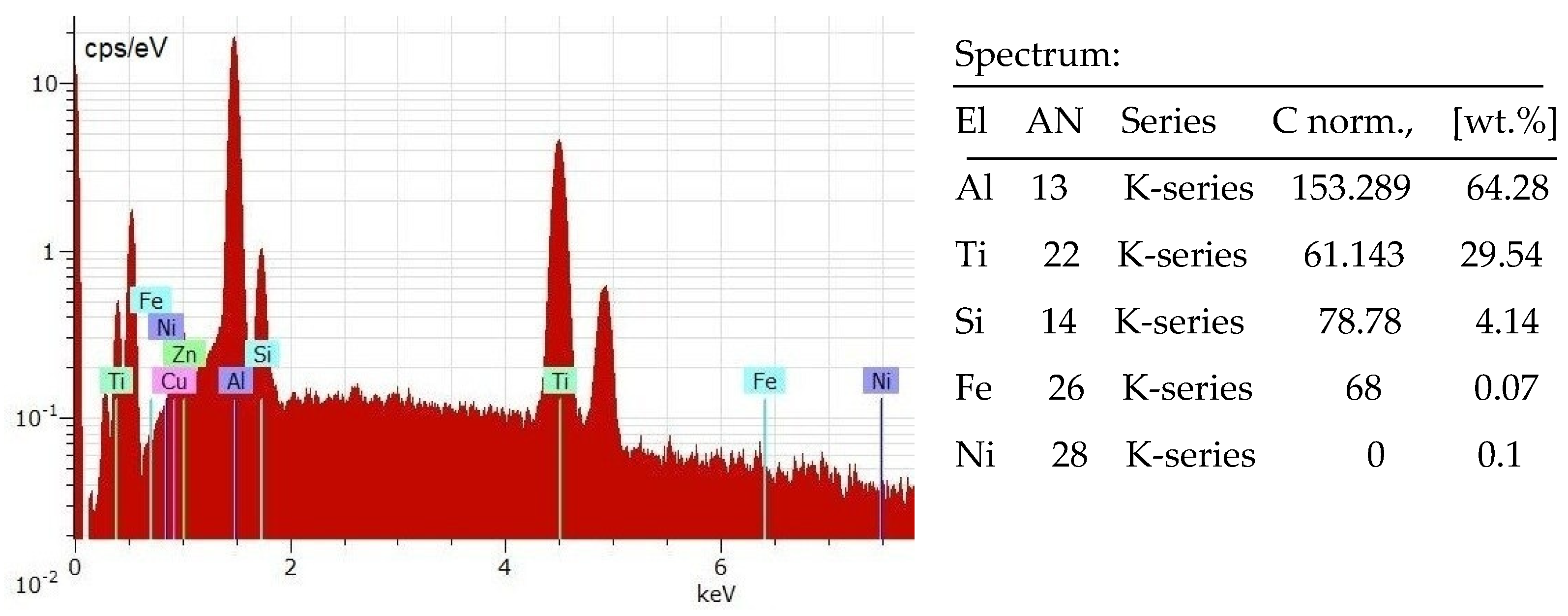
3.2. Phase Formation, Composition and Structure of Modified Surfaces
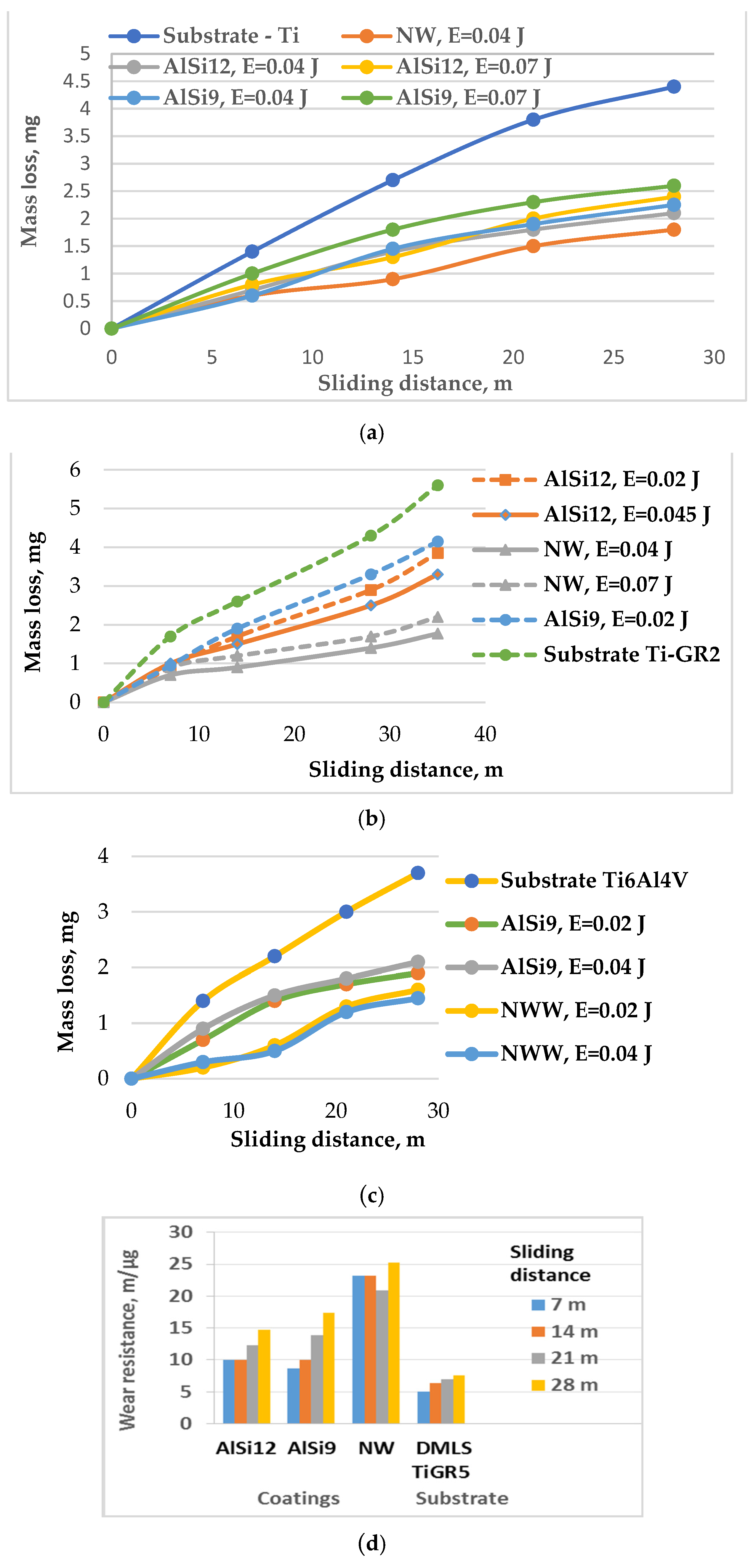
3.3. Tribological Characteristics of the Modified Surfaces
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Freedman, D.H. Layer by Layer, with 3-D Printing, Manufacturers Can Make Existing Products More Efficiently—And Create Ones That Weren’t Possible before. MIT Technology Review, December 19 2011. Available online: https://www.technologyreview.com/2011/12/19/20869/layer-by-layer/ (accessed on 7 December 2023).
- Spears, G.T.; Scott, A.G. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr. Mater. Manuf. Innov. 2016, 5, 16–40. [Google Scholar] [CrossRef]
- Nandy, J.; Sarangi, H.; Sahoo, S. A Review on Direct Metal Laser Sintering: Process Features and Microstructure Modeling. Lasers Manuf. Mater. Process. 2019, 6, 280–316. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seif, S.M. Metal Additive Manufacturing, A Review of Mechanical Properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Dong, H. Tribological properties of titanium-based alloys. In Surface Engineering of Light Alloys; Woodhead Publishing Series in Metals and Surface Engineering; Woodhead Publishing: Cambridge, UK, 2010; pp. 58–80. [Google Scholar]
- Garbacz, H.; Wiecinski, P.; Ossowski, M.; Ortore, G.; Wierzchoń, T.; Kurzydłowski, K.J. Surface engineering techniques used for improving the mechanical and tribological properties of the Ti6A14V alloy. Surf. Coat. Technol. 2008, 202, 2453–2457. [Google Scholar] [CrossRef]
- Zhang, L.C.; Chen, L.Y.; Wang, L. Surface Modification of Titanium and Titanium Alloys: Technologies, Developments, and Future Interests. Adv. Eng. Mater. 2020, 22, 1901258. [Google Scholar] [CrossRef]
- Martini, C.; Ceschini, L. A comparative study of the tribological behaviour of PVD coatings on the Ti–6Al–4V alloy. Tribol. Int. 2011, 44, 297–308. [Google Scholar] [CrossRef]
- Grabarczyk, J.; Batory, D.; Kaczorowski, W.; Pązik, B.; Januszewicz, B.; Burnat, B.; Czerniak-Reczulska, M.; Makówka, M.; Niedzielski, P. Comparison of Different Thermo-Chemical Treatments Methods of Ti-6Al-4V Alloy in Terms of Tribological and Corrosion Properties. Materials 2020, 13, 5192. [Google Scholar] [CrossRef]
- Sagalovych, A.; Sagalovych, V.; Popov, V.; Dudnik, S.; Olijnyk, O. Tribological characteristics of samples made from titanium alloy VT5 nitrided in plasma glow discharge. Tribol. Mater. 2022, 1, 106–113. [Google Scholar] [CrossRef]
- Pohrelyuk, I.M.; Padgurskas, J.; Tkachuk, O.V.; Luk’yanenko, A.G.; Trush, V.S.; Lavrys, S.M. Influence of Oxynitriding on Antifriction Properties of BT6 Titanium Alloy. J. Frict. Wear 2020, 41, 457–463. [Google Scholar] [CrossRef]
- Bian, Y.; Cao, L.; Zeng, D.; Cui, J.; Li, W.; Yu, Z.; Zhang, P. The tribological properties of two-phase hard and soft composite wear-resistant coatings on titanium alloys. Surf. Coat. Technol. 2023, 456, 129256. [Google Scholar] [CrossRef]
- Aleshin, N.; Murashov, V.; Yevgenov, A.; Grigoriev, M.; Shchipakov, N.; Vasilenko, S.; Krasnov, I. Classification of Defects in Metallic Materials Synthesized by Selective Laser Melting and the Possibilities of Non-destructive Testing Methods for Their Detection. Defectoscopy 2016, 52, 48–55. (In Russian) [Google Scholar]
- Shipley, H.; McDonnell, D.; Culleton, M.; Lupoi, R.; O’Donnell, G.; Trimble, D. Optimisation of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: A review. Int. J. Mach. Tools Manuf. 2018, 128, 1–20. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J. Application of laser re-melting on selective laser melting parts. Adv. Prod. Eng. Manag. 2011, 6, 259–270. [Google Scholar]
- Vencl, A.; Ivanović, L.; Stojanović, B.; Zadorozhnaya, E.; Miladinović, S.; Svoboda, P. Surface texturing for tribological applications: A review. Proc. Eng. Sci. 2019, 1, 227–239. [Google Scholar] [CrossRef]
- Dezső, G.; Szigeti, F.; Varga, G. Surface Hardness Modification of Selective Laser Melted Ti6Al4V Parts by Sliding Friction Diamond Burnishing. Period. Polytech. Mech. Eng. 2023, 67, 59–69. [Google Scholar] [CrossRef]
- Mikhailov, V.V.; Gitlevich, A.E.; Verkhoturov, A.D.; Mikhaylyuk, A.; Belyakovsky, A.V.; Konevtsov, L.A. Electrospark alloying of titanium and its alloys, physical and technological aspects and the possibility of practical use. Short review. Surf. Eng. Appl. Electrochem. 2013, 49, 373–395. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, G.; Konoplianchenko, I.; Tarelnyk, V.B.; Zhiqin, G.; Xin, D. A Review of the Electro-Spark Deposition Technology. In Bulletin of Sumy National Agrarian University; The Series: Mechanization and Automation of Production Processes; Sumy National Agrarian University: Sumy, Ukraine, 2021; Volume 44, pp. 45–53. [Google Scholar]
- Mukanov, S.; Petrzhik, M.I.; Kudryashov, A.; Levashov, E. Elimination of Surface Defects of SLM Products Due to a Synthesis of NiAl Intermetallic at Electro-Spark Deposition of Al-Containing Precursor, XV International Symposium on Self-Propagating High-Temperature Synthesis. 2019. Available online: https://cyberleninka.ru/article/n/elimination-of-surface-defects-of-slm-products-due-to-a-synthesis-of-nial-intermetallic-at-electro-spark-deposition-of-al-containing (accessed on 7 December 2023).
- Mulin, Y.I.; Verkhoturov, A.D.; Vlasenko, V.D. Electrospark alloying of surfaces of titanium alloys. Perspect. Mater. 2006, 1, 79–85. [Google Scholar]
- Tarelnyk, V.B.; Paustovskii, A.V.; Tkachenko, Y.G.; Konoplianchenko, E.V.; Martsynkovskyi, V.S.; Antoszewski, B. Electrode Materials for Composite and Multilayer Electrospark-Deposited Coatings from Ni–Cr and WC–Co Alloys and Metals. Powder Metall. Met. Ceram. 2017, 55, 585–595. [Google Scholar] [CrossRef]
- Mukanov, S.; Kudryashov, A.; Petrzhik, M. Surface modification of VT6 titanium alloy obtained by additive technologies by reactive electrospark machining. Phys. Chem. Mater. Process. 2021, 3, 30–39. [Google Scholar]
- Petrzhik, M.I.; Kudryashov, A.; Zamulaeva, E. Reactive phase formation by electrospark deposition. In Proceeding of the from XV International Symposium of Self- Propagating High- Temperature Synthesis, Moskow, Rossia, 16–20 September 2019. [Google Scholar]
- Mihailov, V.; Kazak, N.; Ivashcu, S.; Ovchinnikov, E.; Baciu, C.; Ianachevici, A.; Rukuiza, R.; Zunda, A. Synthesis of Multicomponent Coatings by Electrospark Alloying with Powder Materials. Coatings 2023, 13, 651. [Google Scholar] [CrossRef]
- Milligan, J.; Heard, D.W.; Brochu, M. Formation of nanostructured weldments in the Al-Si system using electrospark welding. Appl. Surf. Sci. 2010, 256, 4009–4016. [Google Scholar] [CrossRef]
- Cadney, S.; Goodall, G.; Kim, G.; Moran, A.; Brochu, M. The transformation of an Al based crystalline electrode material to an amorphous deposit via the electrospark welding process. J. Alloys Compd. 2009, 476, 147–151. [Google Scholar] [CrossRef]
- Kostadinov, G.; Penyashki, T.; Nikolov, A.; Dimitrova, R.; Kamburov, V. Geometric characteristics, composition and structure of coatings of WC-TIB2-B4C-NI-CR-B-SI-C electrodes formed on 3D printing titanium and steels by contactless electrospark deposition. J. Int. Sci. Publ. Mater. Methods Technol. 2022, 16, 160–171. [Google Scholar]
- Penyashki, T.; Kostadinov, G.; Kalitchin, J.; Kandeva, M. Ecological aspects of electro-spark deposition technologies for improvement of the metal surfaces quality prepared by 3D printing. PART II. Composition, structure, durability. J. Environ. Prot. Ecol. 2022, 23, 1483–1493. [Google Scholar]
- ISO 21920; Geometrical Product Specifications (GPS). International Organization for Standardization: Geneva, Switzerland, 2021.
- Jönsson, B.; Hogmark, S. Hardness measurements of thin films. Thin Solid Film. 1984, 114, 257–269. [Google Scholar] [CrossRef]
- Penyashki, T.; Kostadinov, G.; Kandeva, M.; Kamburov, V.; Nikolov, A.; Dimitrova, R. Abrasive and Erosive Wear of TI6Al4V Alloy with Electrospark Deposited Coatings of Multicomponent Hard Alloys Materials based of WC and TiB2. Coatings 2023, 13, 215. [Google Scholar] [CrossRef]
- Wang, W.; Han, C. Microstructure and Wear Resistance of Ti6Al4V Coating Fabricated by Electro-Spark Deposition. Metals 2019, 9, 11–23. [Google Scholar] [CrossRef]
- Zdravecká, E.; Ondáč, M.; Tkáčová, J. Tribological Behavior of Thermally Sprayed Coatings with Different Chemical Compositionand Modified by Remelting. Tribol. Ind. 2019, 41, 463–470. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Under LESD | Under ESD with Vibrating Electrode | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| N | I, A | Ti, μs | C, μF | f, kHz | n | E, J | N | C, μF | E, J |
| 1 | 16 | 12 | 0.68 | 8 | 3 | 0.02 | 5 | 3.5 | 0.01 |
| 2 | 22.4 | 12 | 1 | 8 | 3 | 0.03 | 6 | 7 | 0.02 |
| 3 | 19.2 | 20 | 2.5 | 5 | 3 | 0.04 | 7 | 10 | 0.03 |
| 4 | 22.4 | 20 | 4.4 | 5 | 3 | 0.045 | 8 | 12 | 0.04 |
| 9 | 20 | 0.07 | |||||||
| № | Electrode/Coating | Ra, µm | Rq, µm | Rz, µm | Rt, µm | δ, µm | HV, GPa |
|---|---|---|---|---|---|---|---|
| 1 | Substrate DMLS Ti-GR2 | 10.1 | 9.8 | 28.79 | 30.71 | - | 3.4 |
| 2 | AlSi12, LESD, E = 0.02 J | 2.49 | 2.64 | 7.07 | 7.14 | 8.8 | 7.87 |
| 3 | AlSi12, LESD E = 0.045 J | 2.76 | 3.02 | 7.81 | 7.88 | 13 | 9.47 |
| 4 | AlSi12, ESD E = 0.04 J | 3.42 | 3.87 | 15.54 | 22.3 | 14 | 8.85 |
| 5 | AlSi9, ESD E = 0.04 J | 2.67 | 3.14 | 14.1 | 19.7 | 12 | 8.63 |
| 6 | NW, ESD E = 0.04 J | 4.27 | 5.23 | 15.4 | 22.9 | 14 | 11.87 |
| 7 | Substrate, SLM Ti-GR5 | 12.5 | 13.44 | 35.51 | 37.5 | - | 3.75 |
| 8 | NW, LESD, E = 0.045 J | 3.58 | 4.63 | 9.27 | 10.59 | 12 | 11.56 |
| 9 | NW, ESD, E = 0.07 J | 4.94 | 5.85 | 16.18 | 23.85 | 16 | 12.34 |
| 10 | AlSi12, LESD, E = 0.045 J | 3.65 | 4.25 | 11.1 | 14.3 | 14 | 9.84 |
| 11 | AlSi9, LESD, E = 0.045 J | 3.22 | 4.85 | 11.54 | 13.85 | 12 | 8.54 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kostadinov, G.; Penyashki, T.; Nikolov, A.; Vencl, A. Improving the Surface Quality and Tribological Characteristics of 3D-Printed Titanium Parts through Reactive Electro-Spark Deposition. Materials 2024, 17, 382. https://doi.org/10.3390/ma17020382
Kostadinov G, Penyashki T, Nikolov A, Vencl A. Improving the Surface Quality and Tribological Characteristics of 3D-Printed Titanium Parts through Reactive Electro-Spark Deposition. Materials. 2024; 17(2):382. https://doi.org/10.3390/ma17020382
Chicago/Turabian StyleKostadinov, Georgi, Todor Penyashki, Antonio Nikolov, and Aleksandar Vencl. 2024. "Improving the Surface Quality and Tribological Characteristics of 3D-Printed Titanium Parts through Reactive Electro-Spark Deposition" Materials 17, no. 2: 382. https://doi.org/10.3390/ma17020382
APA StyleKostadinov, G., Penyashki, T., Nikolov, A., & Vencl, A. (2024). Improving the Surface Quality and Tribological Characteristics of 3D-Printed Titanium Parts through Reactive Electro-Spark Deposition. Materials, 17(2), 382. https://doi.org/10.3390/ma17020382