

Structural Design and Analysis of Large-Diameter D30 Conical Polycrystal Diamond Compact (PDC) Teeth under Engineering Rotary Mining Conditions


 ,
,
Abstract
:1. Introduction
2. Simulation and Test Conditions
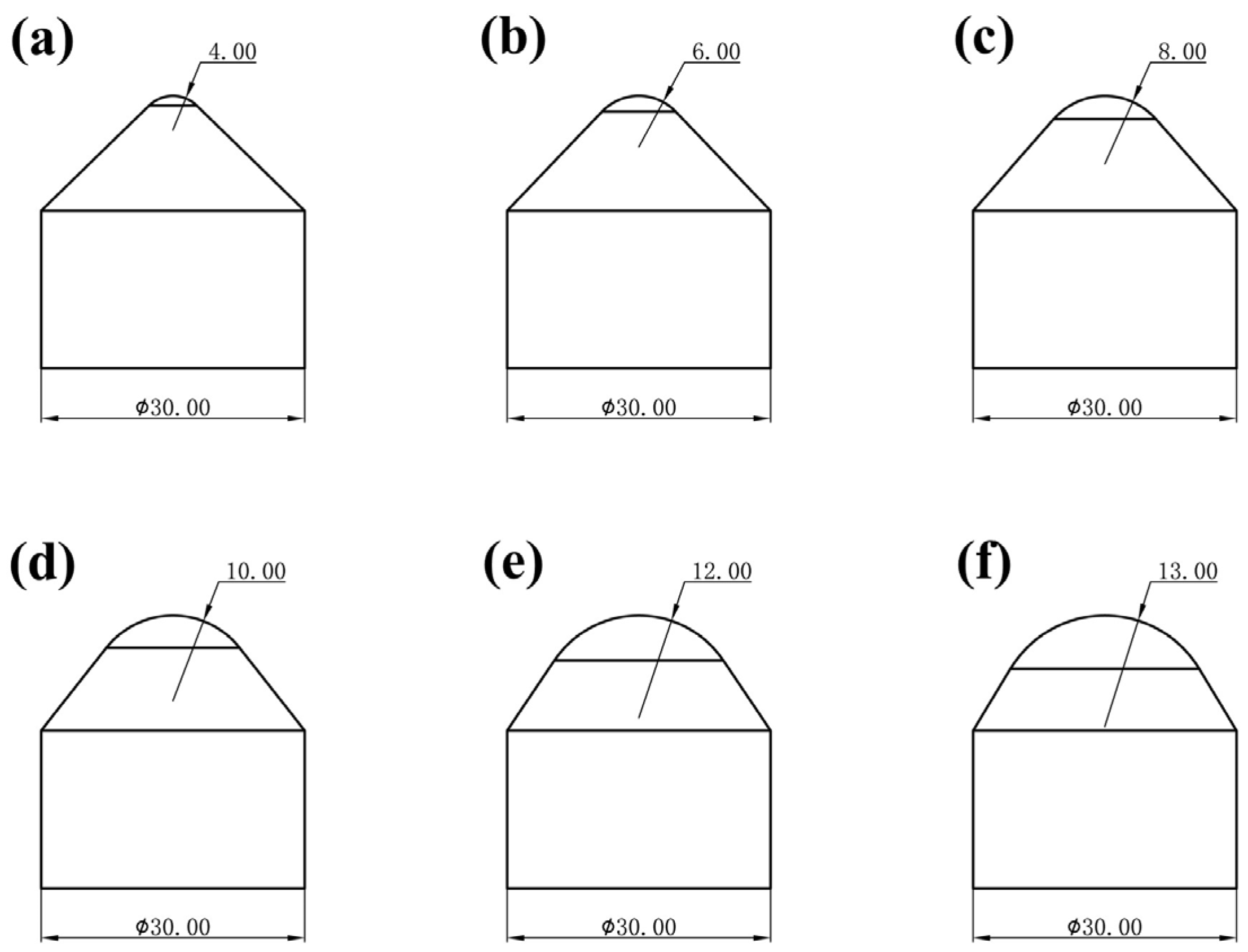
2.1. Conical PDC Tooth Structure Parameters
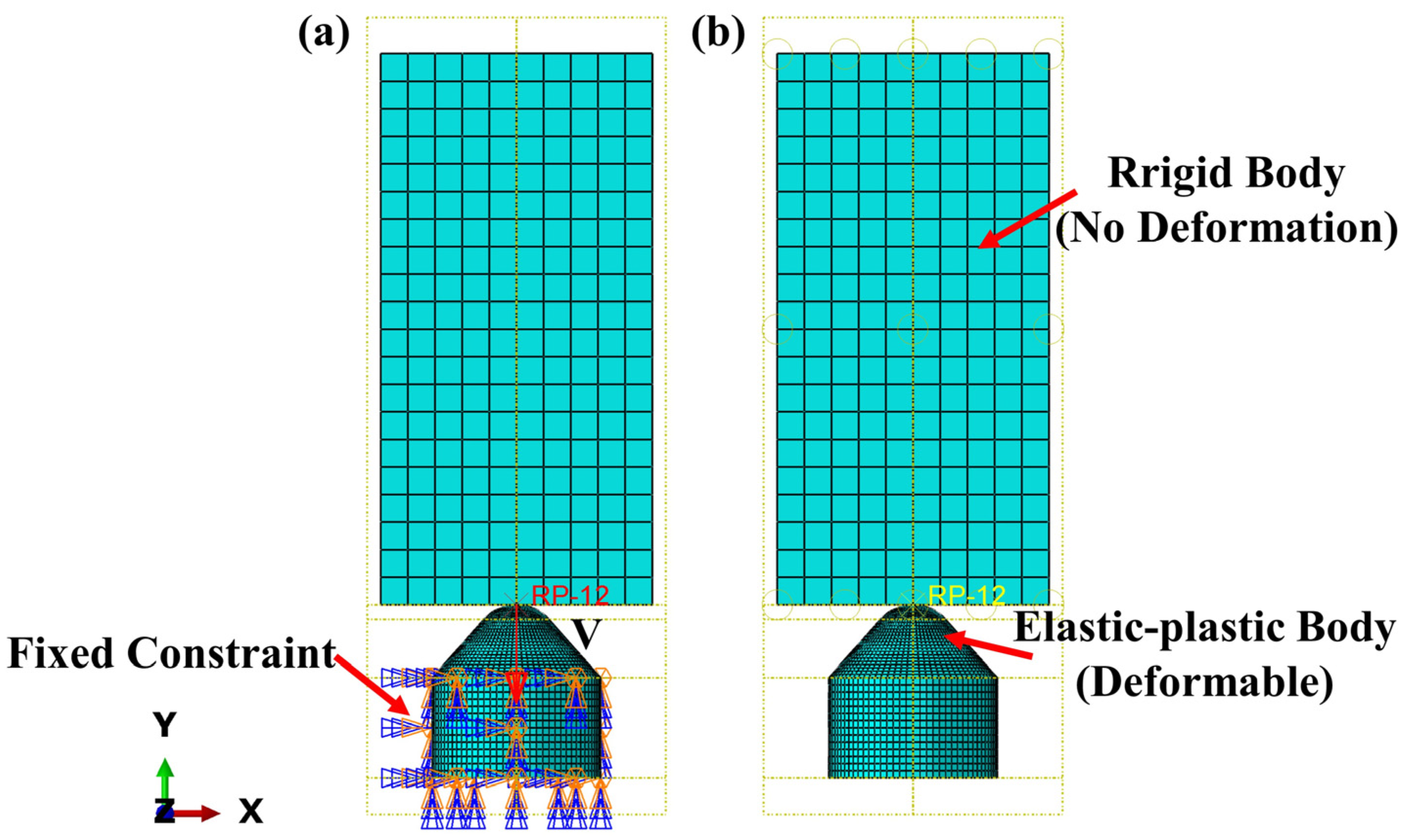
2.2. Boundary Condition Loading for Simulation
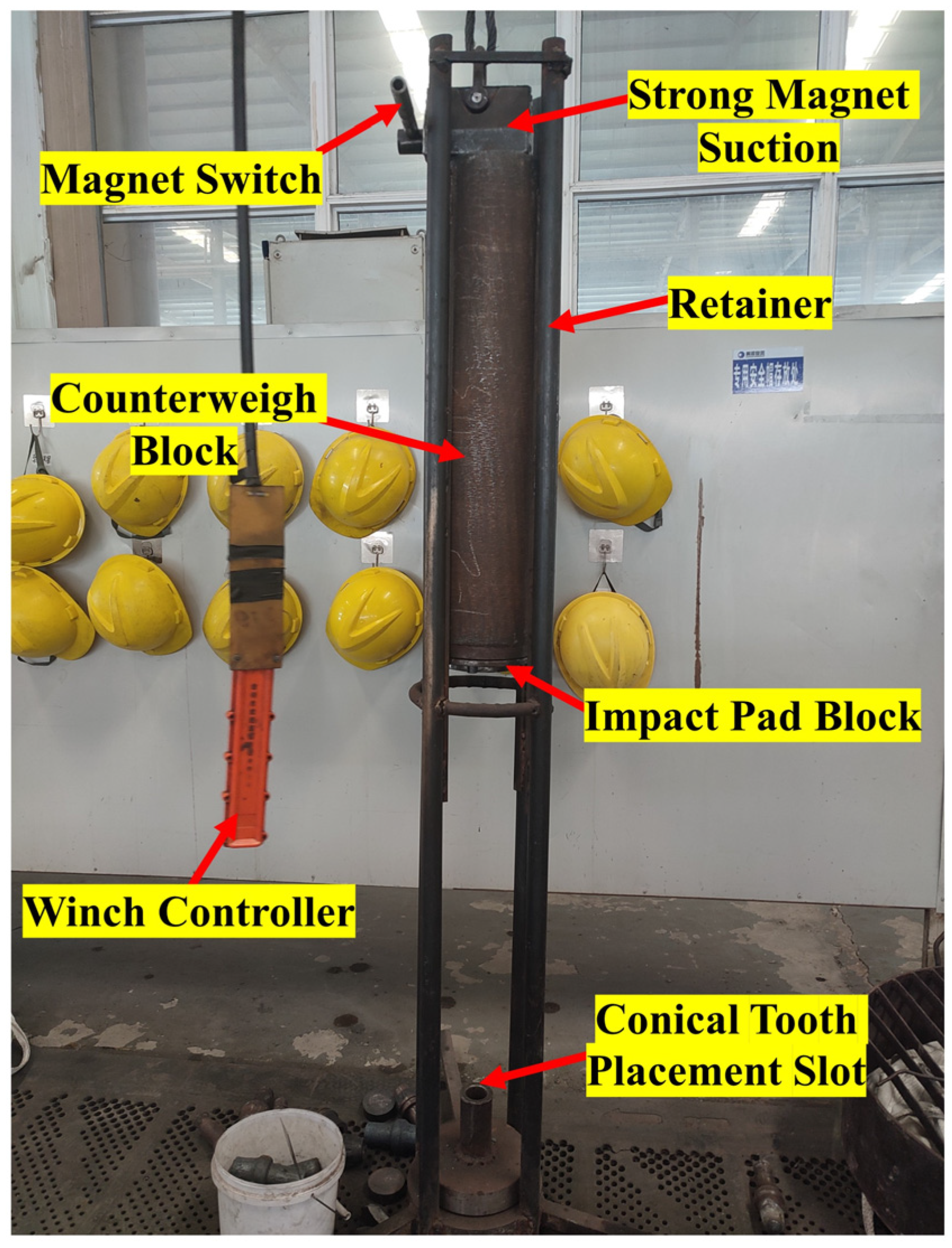
2.3. Field Tests and Equipment
3. Simulation Results and Analysis
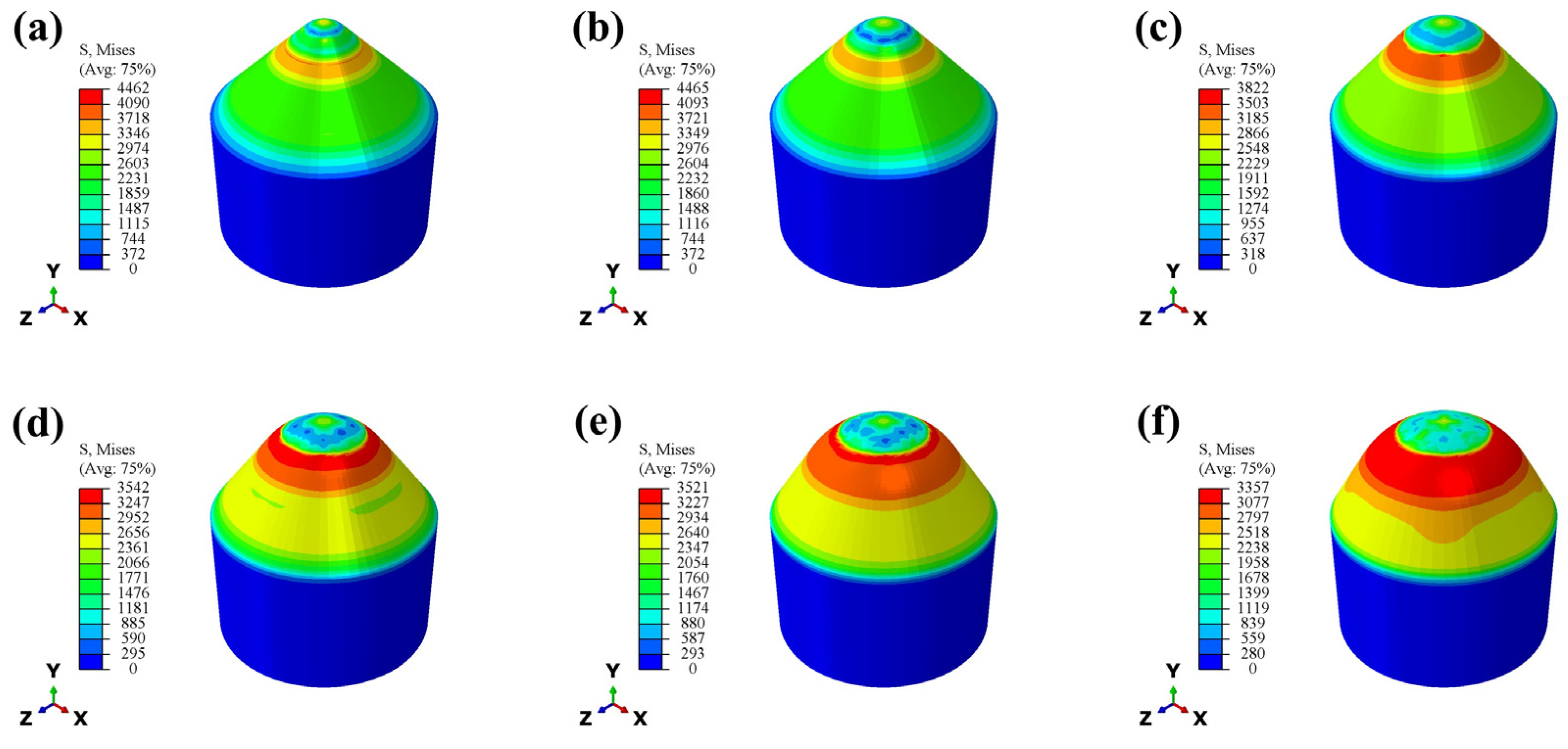
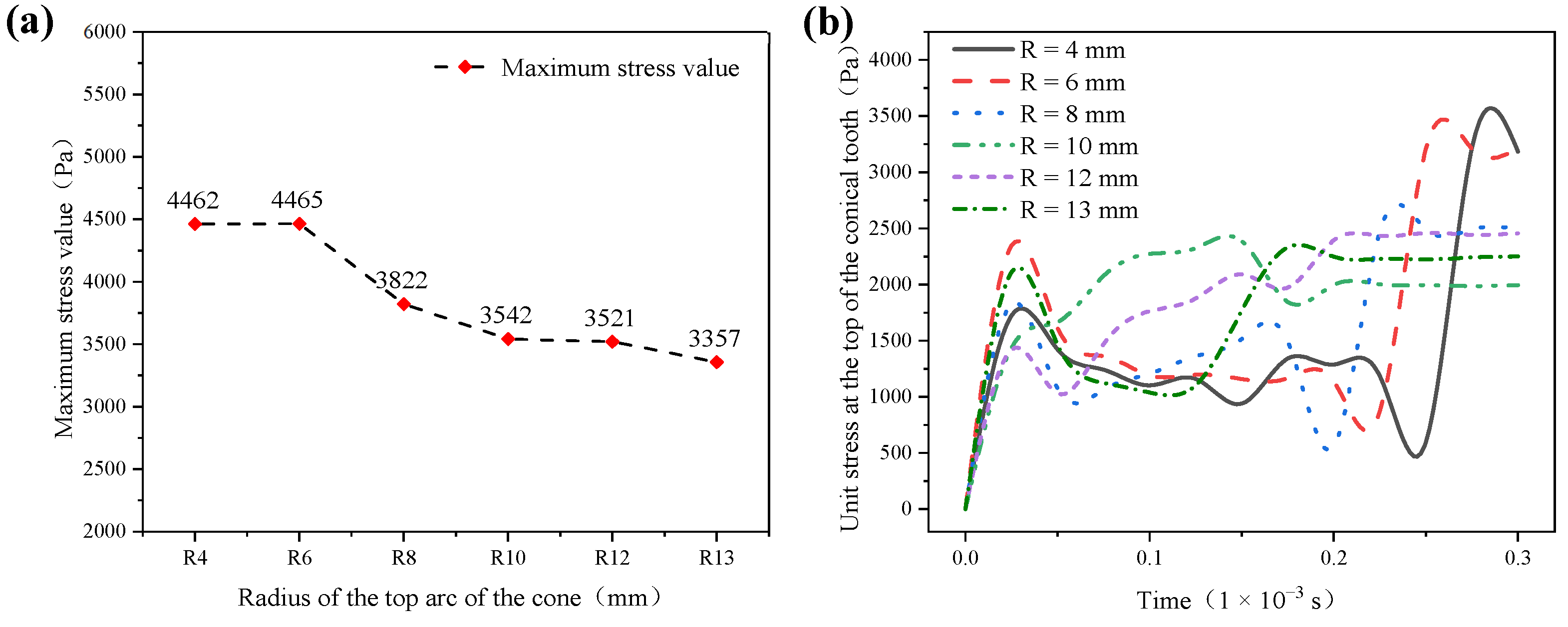
3.1. Equivalent Stress Maps and Top Cell Stress Analysis
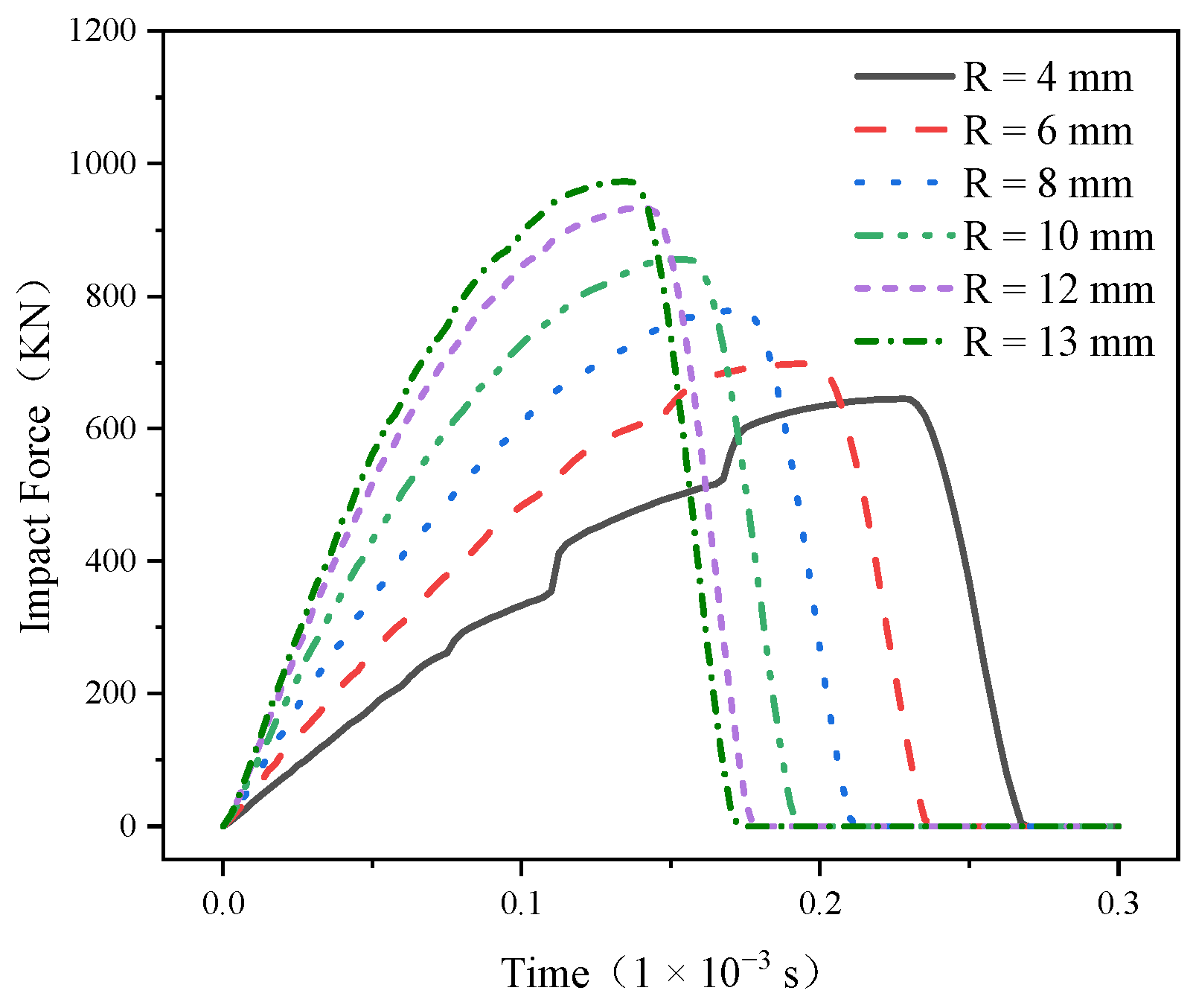
3.2. Impact Force Analysis
3.3. Analysis of Energy Absorption in Bevel Gears
4. Test Results and Analysis
4.1. Impact Resistance of Conical PDC Teeth
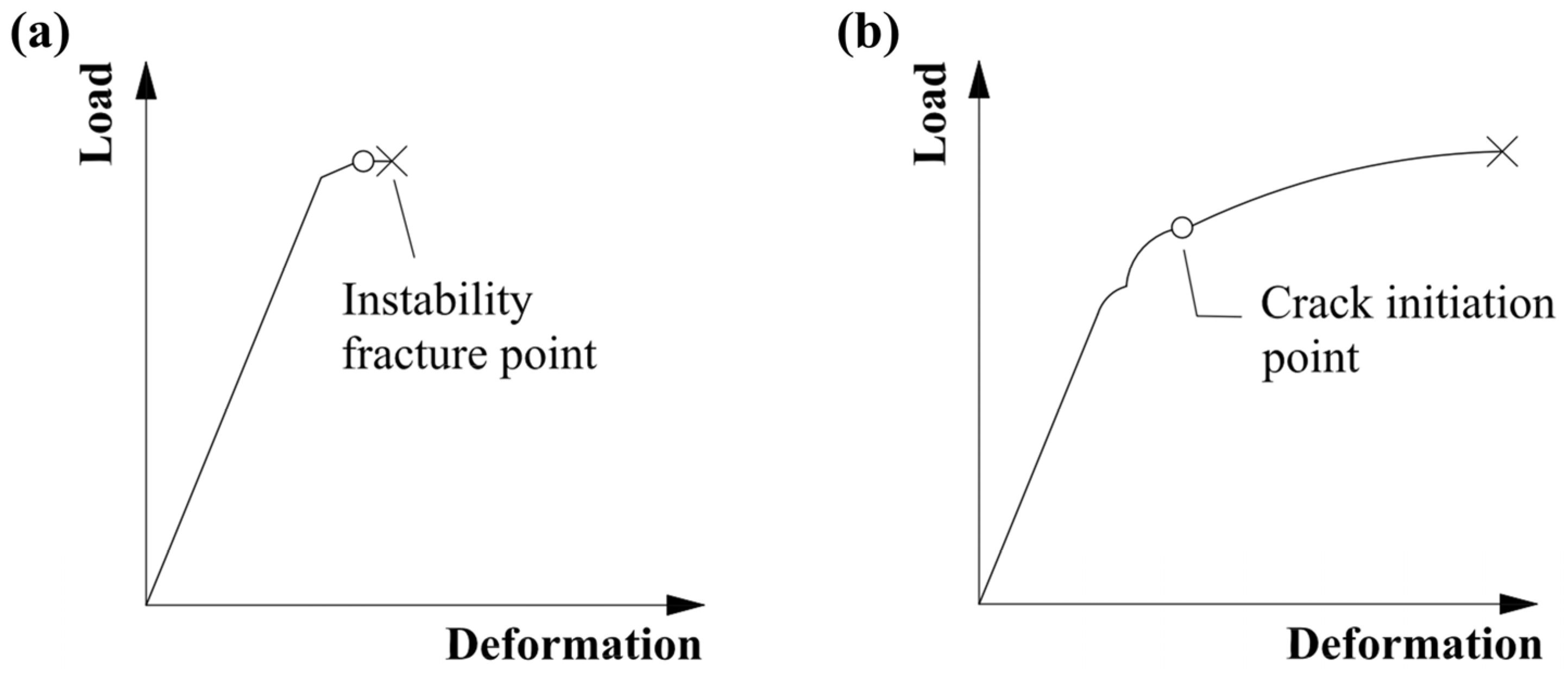
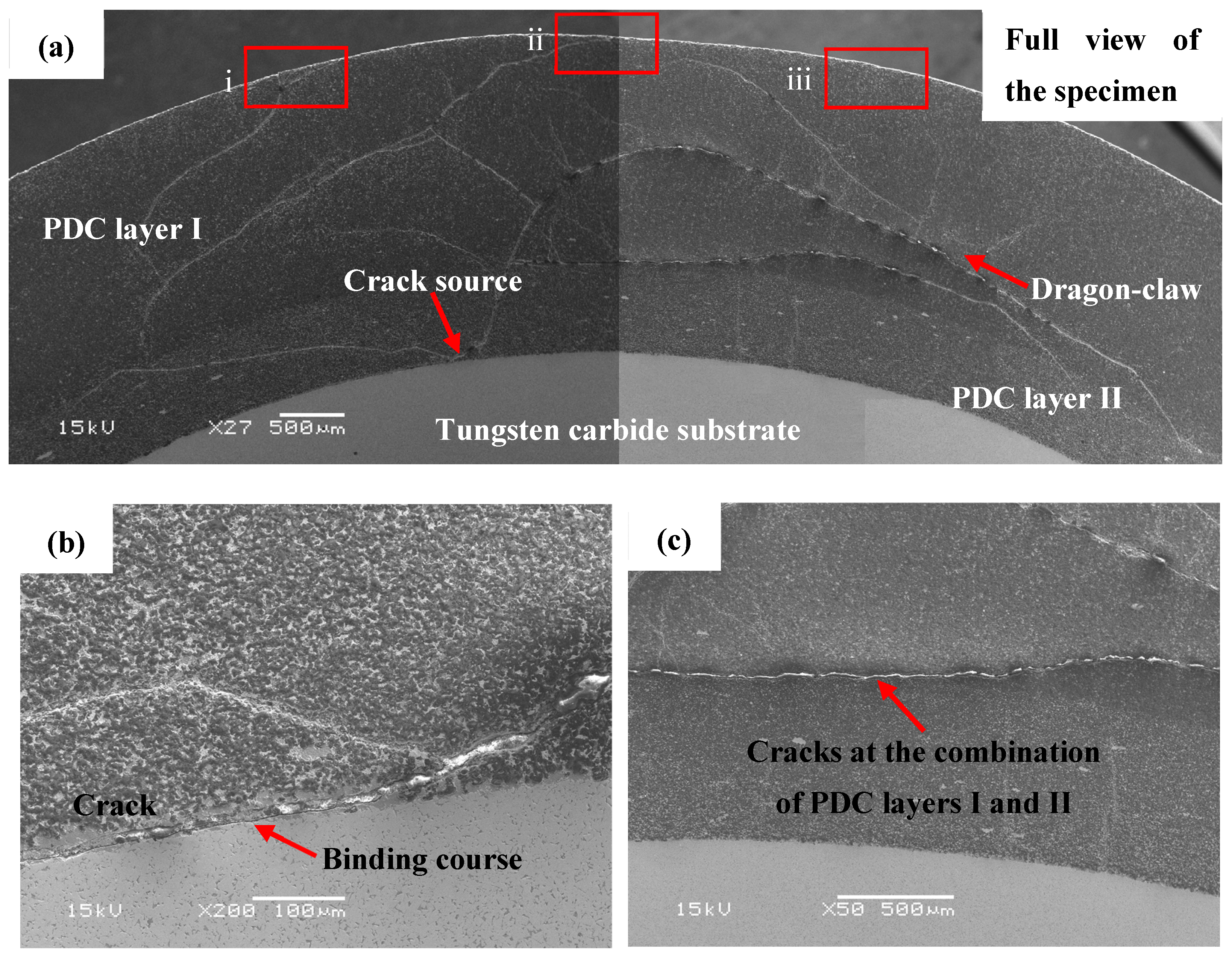
4.2. Generation of Cracks in the PDC Layer
4.3. Crack Expansion of the PDC Layer
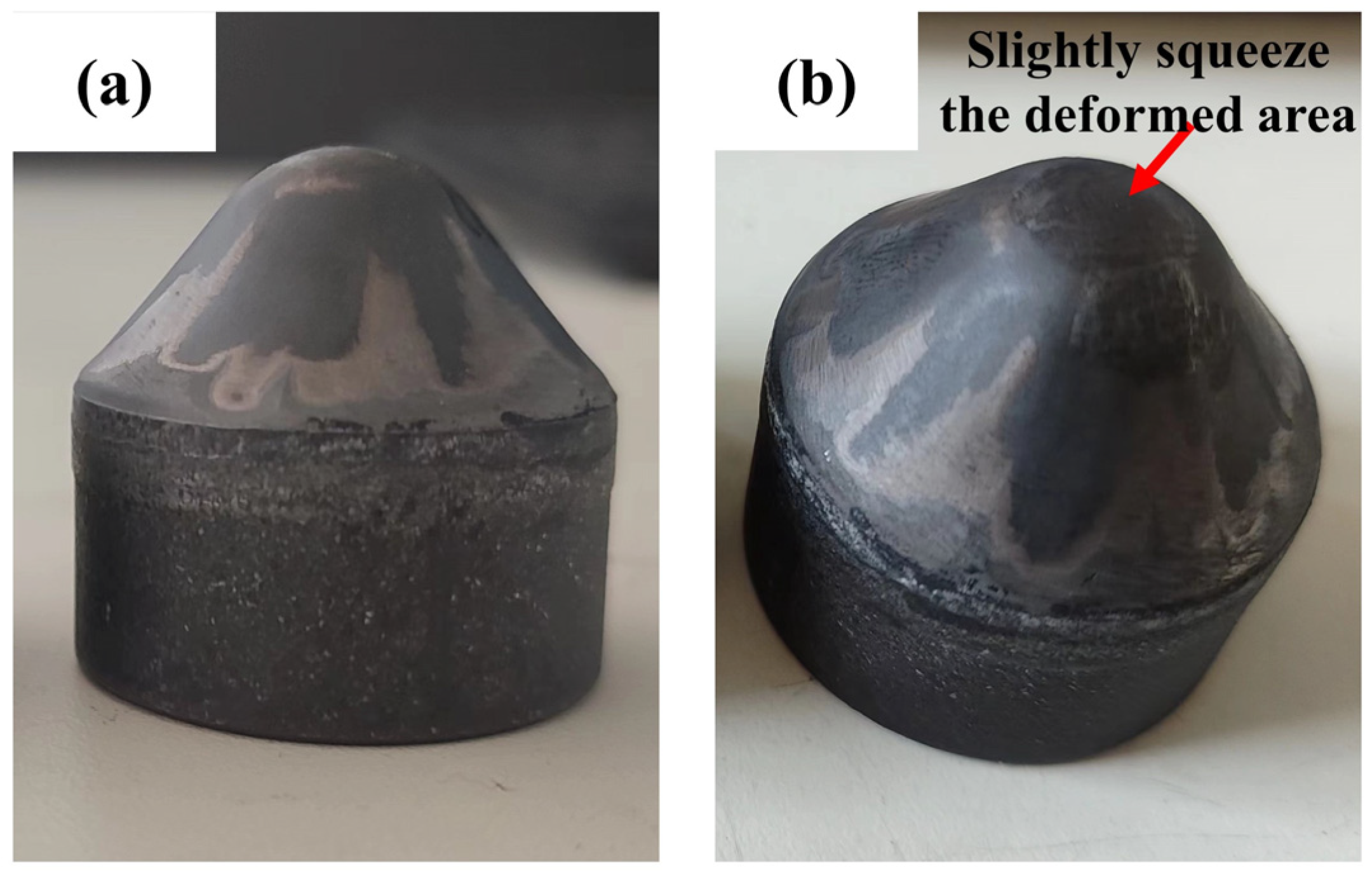
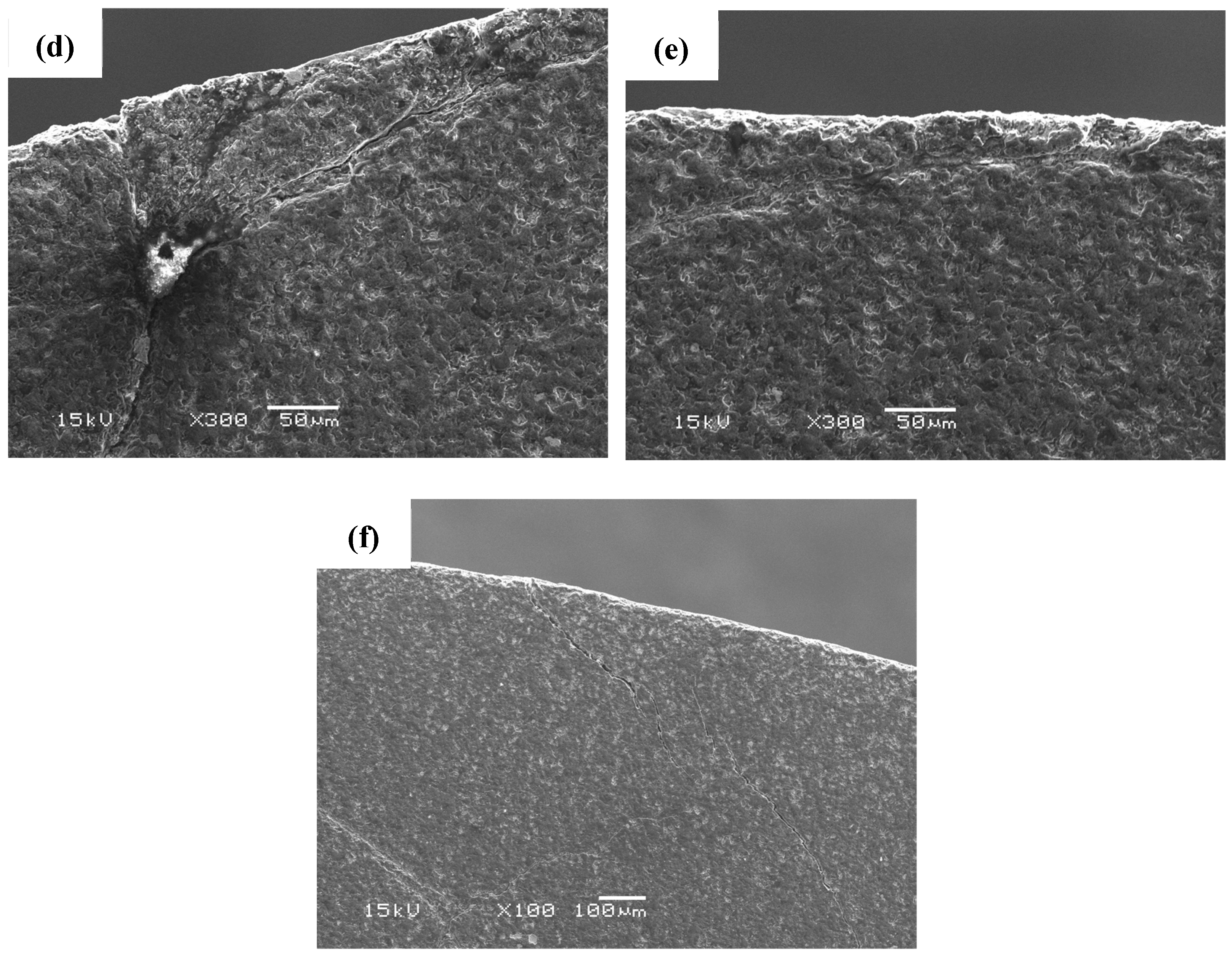
4.4. Impact Failure Morphology
5. Conclusions
- (1)
- In the large-diameter D30 series conical PDC teeth in the vertical impact process, the maximum stress ring appears below the compaction area of the conical teeth, and the maximum stress ring area increases with the increase in the radius of the top arc of the cone.
- (2)
- The large-diameter D30 series conical PDC teeth with an increase in the radius of the top arc of the cone can withstand the maximum impact force, peak energy absorption, and energy absorption efficiency, and the R ≥ 10 mm structure of the maximum stress and peak energy absorption of the conical teeth tends to stabilize.
- (3)
- The R ≥ 10 mm structural bevel teeth of the maximum stress value are relatively small, and the stress value of the R = 10 mm structural bevel teeth of the top unit changes more smoothly. The high-temperature and high-pressure synthetic specimens with impact resistance are excellent, and a total impact work of 7500 J did not occur.
- (4)
- When the conical PDC teeth were subjected to continuous impact, extrusion cracks were caused in the combined layer of PDC layer II and the alloy matrix and expanded to both sides, with the left side expanding to the combined layer of PDC layer I and PDC layer II and the right side expanding to the surface of the conical teeth in the form of a “dragon-claw”.
- (5)
- The conical PDC teeth were continuously impacted until failure, and the failure morphology can be divided into ring peeling off the top of the PDC layer, flaking off the side of the PDC layer, and the overall cracking of the conical teeth.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Durrand, C.J.; Skeem, M.; Hall, D.R. Thick PDC, shaped cutters for geothermal drilling: A fixed cutter solution for a roller cone drilling environment. In Proceedings of the 44th US Rock Mechanics Symposium and 5th US-Canada Rock Mechanics Symposium, Salt Lake City, UT, USA, 27–30 June 2010. [Google Scholar]
- Clayton, R.; Chen, S.; Lefort, G. New bit design, cutter technology extend PDC applications to hard rock drilling. In Proceedings of the SPE/IADC Drilling Conference and Exhibition, Amsterdam, The Netherlands, 23–25 February 2004; SPE/IAD: Washington, DC, USA, 2004; p. 91840. [Google Scholar]
- Durrand, C.J.; Skeem, M.R.; Crockett, R.B.; Hall, D.R. Super-hard, thick, shaped PDC cutters for hard rock drilling: Development and test results. In Proceedings of the 35th Workshop on Geothermal Reservoir Engineering, Stanford, CA, USA, 1–3 February 2010; pp. 1–3. [Google Scholar]
- Zhang, F.X. Failure Analysis of Cutting Teeth of PDC Drills and Experimental Study of Wear and Impact Resistance of PDC Drills; Southwest Petroleum University: Chengdu, China, 2015. [Google Scholar]
- Kanyanta, V.; Dormer, A.; Murphy, N.; Invankovic, A. Impact fatigue fracture of polycrystalline diamond compact (PDC) cutters and the effect of microstructure. Int. J. Refract. Met. Hard Mater. 2014, 46, 145–151. [Google Scholar] [CrossRef]
- Li, Y.Y.; Yu, Y.; Meng, C.M.; Zhang, L.; Wang, T.; Li, Y.Q.; He, H.L.; He, D.W. Dynamic impact strength of diamond-SiC superhard composite. Acta Phys. Sin. 2019, 68, 323–329. [Google Scholar] [CrossRef]
- Wang, J.L.; Zhang, S.H.; Yang, K. Shock resistance of polycrystalline diamond compacts button insert using in DTH bit. Mater. Sci. Eng. Powder Metall. 2014, 19, 479–485. [Google Scholar]
- Sun, Y.X. Research on Rock-Breaking Mechanism of Stinger Cutters and New Bits Development; China University of Petroleum: Beijing, China, 2016. [Google Scholar]
- He, C.W. Research on Optimization Design of Cutting Parts of Rotary Drilling Rig; Zhengzhou University of Light Industry: Zhengzhou, China, 2023. [Google Scholar]
- Nahak, S.; Chattopadhyaya, S.; Dewangan, S.; Hloch, S.; Krolczyk, G.; Legutko, S. Microstructural study of failure phenomena in WC 94%–Co 6% hard metal alloy tips of radial picks. Adv. Sci. Technol. Res. J. 2017, 11, 36–47. [Google Scholar] [CrossRef] [PubMed]
- Akintunde, I.B.; Lindsay, E.E.; Olakanmi, E.O.; Prasad, R.V.S.; Matshediso, B.I.; Motimedi, T.; Pityana, S.L. Performance evaluation and failure analysis of conical picks used in a Botswana (Ngwato) mine. Eng. Fail. Anal. 2023, 143, 106872. [Google Scholar] [CrossRef]
- Olovsjö, S.; Johanson, R.; Falsafi, F.; Bexell, U.; Olsson, M. Surface failure and wear of cemented carbide rock drill buttons—The importance of sample preparation and optimized microscopy settings. Wear 2013, 302, 1546–1554. [Google Scholar] [CrossRef]
- Pirso, J.; Letunovitš, S.; Viljus, M. Friction and wear behaviour of cemented carbides. Wear 2004, 257, 257–265. [Google Scholar] [CrossRef]
- Sharma, A.; Al Dushaishi, M.; Nygaard, R. Fixed bit rotary drilling failure criteria effect on drilling vibration. In Proceedings of the ARMA US Rock Mechanics/Geomechanics Symposium, Virtual, 18–25 June 2021. [Google Scholar]
- GB/T2527-2008; State Administration for Market Regulation; Cemented Carbide Inserts for Mining and Oil-Field Bits. Standardization Administration: Beijing, China, 2008.
- Li, Y.; Zeng, Y.; Chen, Z.J.; Liu, L.Y.; Liu, H.L.; Yang, Y.X. Failure characteristics and service life prediction of polycrystalline diamond compact (PDC) cutter under cyclic impact loading. Geoenergy Sci. Eng. 2023, 231, 212339. [Google Scholar] [CrossRef]
- Paggett, J.W.; Drake, E.F.; Krawitz, A.D.; Winholtz, R.A.; Griffin, N.D. Residual stress and stress gradients in polycrystalline diamond compacts. Int. J. Refract. Met. Hard Mater. 2002, 20, 187–194. [Google Scholar] [CrossRef]
- Miyazaki, K.; Takehara, T.; Tsuduki, M. Application of laboratory-based rate of penetration model for polycrystalline diamond compact bit to geothermal well drilling. Geomech. Geophys. Geo-Energy Geo-Resour. 2023, 9, 103. [Google Scholar] [CrossRef]
- Jia, X.L. Simulation Research on Drill Rod Vibration and Control of a Rotary Drilling Rig; Chang’an University: Xi’an, China, 2018. [Google Scholar]
- Perepechko, L.; Protsenko, N.; Rakhmanova, A.; Timoshenko, N.; Tikhonovich, V.; Filatova, S.; Sharina, I. Promising directions in studying and using polycrystalline diamond coating. In E3S Web of Conferences; EDP Sciences: Les Ulis, France, 2023; Volume 459, p. 01005. [Google Scholar]
- Ni, P. Experimental and Numerical Simulation of Laser Shock Dynamic Compaction; Jiangsu University: Zhenjiang, China, 2023. [Google Scholar]
- Grady, D.E. Shock-wave compression of brittle solids. Mech. Mater. 1998, 29, 181–203. [Google Scholar] [CrossRef]
- Sun, T.P.; Álvarez-Novoa, F.; Andrade, K.; Gutiérrez, P.; Gordillo, L.; Cheng, X. Stress distribution and surface shock wave of drop impact. Nat. Commun. 2022, 13, 1703. [Google Scholar] [CrossRef] [PubMed]
- Li, X.H.; Si, H.; Xie, Y.M. Numerical simulation of rock fracture under high pressure water jet. Key Eng. Mater. 2011, 462, 785–790. [Google Scholar] [CrossRef]
- Rahmani, R.; Pastusek, P.; Yun, G.; Roberts, T. Investigation of geometry and loading effects on PDC cutter structural integrity in hard rocks. In Proceedings of the SPE/IADC Drilling Conference and Exhibition, Galveston, TX, USA, 3–5 March 2020; SPE: Dongguan, China, 2020. [Google Scholar]
- He, L. Study on Correlative Theory of Impact Fatigue Testing of Critical Components of Firearms Automatic Mechanism and Impact Fatigue Test; Nanjing University of Science and Technology: Nanjing, China, 2011. [Google Scholar]
- Guignard, J.; Prakasam, M.; Largeteau, A. A review of binderless polycrystalline diamonds: Focus on the high-pressure–high-temperature sintering process. Materials 2022, 15, 2198. [Google Scholar] [CrossRef] [PubMed]
- Sánchez Egea, A.J.; Martynenko, V.; Martínez Krahmer, D.; López de Lacalle, L.N.; Benítez, A.; Genovese, G. On the cutting performance of segmented diamond blades when dry-cutting concrete. Materials 2018, 11, 264. [Google Scholar] [CrossRef]
- Niazi, S.; Chen, Z.; Bobaru, F. Crack nucleation in brittle and quasi-brittle materials: A peridynamic analysis. Theor. Appl. Fract. Mech. 2021, 112, 102855. [Google Scholar] [CrossRef]
- Zacny, K. Fracture and fatigue of polycrystalline-diamond compacts. SPE Drill. Complet. 2012, 27, 145–157. [Google Scholar] [CrossRef]
- Chapetti, M.D.; Gubeljak, N.; Kozak, D. Intrinsic fatigue limit and the minimum fatigue crack growth threshold. Materials 2023, 16, 5874. [Google Scholar] [CrossRef]
- Hasan, M.M.; Baxevanis, T. A phase-field model for low-cycle fatigue of brittle materials. Int. J. Fatigue 2021, 150, 106297. [Google Scholar] [CrossRef]
- Mazanova, V.; Heczko, M.; Polak, J. On the mechanism of fatigue crack initiation in high-angle grain boundaries. Int. J. Fatigue 2022, 158, 106721. [Google Scholar] [CrossRef]
- Alshoaibi, A.M.; Bashiri, A.H. Adaptive finite element modeling of linear elastic fatigue crack growth. Materials 2022, 15, 7632. [Google Scholar] [CrossRef] [PubMed]
- Ma, A.B.; Jiang, J.Q.; Chen, S.L. Metal Heat Treatment and Quality Inspection; Southeast University Press: Nanjing, China, 2001. [Google Scholar]
- Nakamura, N.; Kawabata, T.; Takashima, Y.; Yanagimoto, F. Effect of the stress field on crack branching in brittle material. Theor. Appl. Fract. Mech. 2020, 108, 102583. [Google Scholar] [CrossRef]
- Lajtai, E.Z. A theoretical and experimental evaluation of the Griffith theory of brittle fracture. Tectonophysics 1971, 11, 129–156. [Google Scholar] [CrossRef]
- Kristensen, P.K.; Niordson, C.F.; Martínez-Pañeda, E. An assessment of phase field fracture: Crack initiation and growth. Philos. Trans. R. Soc. A 2021, 379, 20210021. [Google Scholar] [CrossRef]
- Alessi, R.; Ulloa, J. Endowing Griffith’s fracture theory with the ability to describe fatigue cracks. Eng. Fract. Mech. 2023, 281, 109048. [Google Scholar] [CrossRef]
- Yokoyama, T.; Kishida, K. A novel impact three-point bend test method for determining dynamic fracture-initiation toughness. Exp. Mech. 1989, 29, 188–194. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment Name | Model Number | Manufacturer’s Name | Procurement Country |
|---|---|---|---|
| EDM Wire-cutting Machine | HSQ2C | Suzhou Sanguang Science Technology Co., Ltd. | Suzhou, China |
| Automatic Inlay Machine | ZXQ-5H | Laizhou Huayin Test Instrument Co., Ltd. | Laizhou, China |
| Automatic Grinding/Polishing Machine | MoPao3S | Laizhou Weiyi Experimental Machine Manufacturing Co., Ltd. | Laizhou, China |
| Ultrasonic Cleaner | OYA-1048 | Suzhou OYA Ultrasonic Equipment Co., Ltd. | Suzhou, China |
| Scanning Electron Microscope (SEM) | JSM-6380LA | Japan Electron Optics Laboratory Co., Ltd. | Japan |
| Impact Power/J | Radius of the Top Arc of the Cone/mm | Peak Energy Absorption/J | Peak Occurrence Time/(1 × 10−3 s) |
|---|---|---|---|
| 750 | R = 4 | 748.4091 | 0.225 |
| R = 6 | 749.3675 | 0.200 | |
| R = 8 | 750.1123 | 0.175 | |
| R = 10 | 750.6345 | 0.150 | |
| R = 12 | 750.9841 | 0.150 | |
| R = 13 | 751.2088 | 0.150 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, Z.; Zhang, Y.; Hu, S.; Zhang, F.; Jiang, J.; Wang, H.; Li, J. Structural Design and Analysis of Large-Diameter D30 Conical Polycrystal Diamond Compact (PDC) Teeth under Engineering Rotary Mining Conditions. Materials 2024, 17, 477. https://doi.org/10.3390/ma17020477
Xiao Z, Zhang Y, Hu S, Zhang F, Jiang J, Wang H, Li J. Structural Design and Analysis of Large-Diameter D30 Conical Polycrystal Diamond Compact (PDC) Teeth under Engineering Rotary Mining Conditions. Materials. 2024; 17(2):477. https://doi.org/10.3390/ma17020477
Chicago/Turabian StyleXiao, Zhiling, Yuhao Zhang, Songhao Hu, Fan Zhang, Junjie Jiang, Hao Wang, and Jiantao Li. 2024. "Structural Design and Analysis of Large-Diameter D30 Conical Polycrystal Diamond Compact (PDC) Teeth under Engineering Rotary Mining Conditions" Materials 17, no. 2: 477. https://doi.org/10.3390/ma17020477
APA StyleXiao, Z., Zhang, Y., Hu, S., Zhang, F., Jiang, J., Wang, H., & Li, J. (2024). Structural Design and Analysis of Large-Diameter D30 Conical Polycrystal Diamond Compact (PDC) Teeth under Engineering Rotary Mining Conditions. Materials, 17(2), 477. https://doi.org/10.3390/ma17020477